Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Dissertation Geology PDFDokument96 SeitenDissertation Geology PDFmatshonaNoch keine Bewertungen
- Sci P299Dokument96 SeitenSci P299matshonaNoch keine Bewertungen
- How To Approach Writing A Research ProposalDokument7 SeitenHow To Approach Writing A Research ProposalmatshonaNoch keine Bewertungen
- Lecture 1 - Introduction To Differential EquationsDokument40 SeitenLecture 1 - Introduction To Differential EquationsmatshonaNoch keine Bewertungen
- Condition Assessment of Existing Concrete PDFDokument15 SeitenCondition Assessment of Existing Concrete PDFmatshonaNoch keine Bewertungen
- Frame Work of Condition Assessment For Sewer Pipelines: July 2013Dokument13 SeitenFrame Work of Condition Assessment For Sewer Pipelines: July 2013matshonaNoch keine Bewertungen
- Reactive Maintenance To Preventive MaintenanceDokument16 SeitenReactive Maintenance To Preventive MaintenancematshonaNoch keine Bewertungen
- How To Switch From Reactive Maintenance To Preventive Maintenance - Complete Transition GuideDokument18 SeitenHow To Switch From Reactive Maintenance To Preventive Maintenance - Complete Transition GuidematshonaNoch keine Bewertungen
- The Complete SANS10400 and NBR Guide 1 PDFDokument70 SeitenThe Complete SANS10400 and NBR Guide 1 PDFmatshona100% (3)
- 4 Biggest Building Maintenance Challenges and SolutionsDokument14 Seiten4 Biggest Building Maintenance Challenges and SolutionsmatshonaNoch keine Bewertungen
- Building Security Assessment ChecklistDokument2 SeitenBuilding Security Assessment ChecklistmatshonaNoch keine Bewertungen
- Asset-Management Framework(s) For Infrastructure Facilities in Adverse (Post-Conflict/disaster-Zone/high-Alert) ConditionsDokument8 SeitenAsset-Management Framework(s) For Infrastructure Facilities in Adverse (Post-Conflict/disaster-Zone/high-Alert) ConditionsmatshonaNoch keine Bewertungen
- State of Practice For Facility Condition Assessment: October 2016Dokument10 SeitenState of Practice For Facility Condition Assessment: October 2016matshonaNoch keine Bewertungen
- EQUITY PLAN (Section 20) : Please Read This First Department of LabourDokument17 SeitenEQUITY PLAN (Section 20) : Please Read This First Department of LabourmatshonaNoch keine Bewertungen
- Employment Equity Plan 24 June 2015Dokument13 SeitenEmployment Equity Plan 24 June 2015matshonaNoch keine Bewertungen
- No 3 Building Assessment ReportDokument2 SeitenNo 3 Building Assessment ReportmatshonaNoch keine Bewertungen
- Kouga Maintainance PDFDokument2 SeitenKouga Maintainance PDFmatshonaNoch keine Bewertungen
- Matsh1 Supplementary ASSIGNMENTSDokument7 SeitenMatsh1 Supplementary ASSIGNMENTSmatshonaNoch keine Bewertungen
- Kouga MaintainanceDokument28 SeitenKouga MaintainancematshonaNoch keine Bewertungen
- ACSA Project OrganogramDokument1 SeiteACSA Project OrganogrammatshonaNoch keine Bewertungen
- Application Form - 2015Dokument2 SeitenApplication Form - 2015matshonaNoch keine Bewertungen
- 102 2013 1 BDokument20 Seiten102 2013 1 BmatshonaNoch keine Bewertungen
- Matsh1 Study Guide 1Dokument231 SeitenMatsh1 Study Guide 1matshonaNoch keine Bewertungen
- XPR610.206 Cec FNDDokument2 SeitenXPR610.206 Cec FNDmatshonaNoch keine Bewertungen
- 5 1 Earthing Introduction Last PageDokument1 Seite5 1 Earthing Introduction Last PagematshonaNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Iscar ToolsDokument231 SeitenIscar ToolsBrandon Meg ShinNoch keine Bewertungen
- Drive Design ManualDokument64 SeitenDrive Design ManualAjay ChughNoch keine Bewertungen
- Faccin Eng Web PDFDokument40 SeitenFaccin Eng Web PDFIstván SzékelyNoch keine Bewertungen
- VAMDokument12 SeitenVAMParmar ChandreshNoch keine Bewertungen
- Machinery Canada - DC Swiss Taps For Stainless Steel 303 304 316LDokument12 SeitenMachinery Canada - DC Swiss Taps For Stainless Steel 303 304 316LmachineCanNoch keine Bewertungen
- Production Engineering Questions and Answers Indo German Tool Room Ahmedabad by Sudhir ChauhanDokument37 SeitenProduction Engineering Questions and Answers Indo German Tool Room Ahmedabad by Sudhir ChauhanSUDHIR CHAUHAN91% (23)
- 1 - Rolling of Metals Flat Rolling and Shape RollingDokument29 Seiten1 - Rolling of Metals Flat Rolling and Shape RollingThulasi RamNoch keine Bewertungen
- SolidCAM 2012 Solid Probe User GuideDokument74 SeitenSolidCAM 2012 Solid Probe User GuideMario Mlinarić100% (1)
- Eng - Kamel Mahmoud (UPDATED)Dokument5 SeitenEng - Kamel Mahmoud (UPDATED)Kamel MahmoudNoch keine Bewertungen
- Linear GuidewaysDokument39 SeitenLinear GuidewaysworldmoversNoch keine Bewertungen
- Drilling Machine Operations & ClassificationsDokument23 SeitenDrilling Machine Operations & Classificationsmuneiah100% (1)
- Design of A Hand Driven MachineDokument8 SeitenDesign of A Hand Driven Machinerks32Noch keine Bewertungen
- Modern Technology of Food Processing & Agro Based Industries (2nd Edn.)Dokument8 SeitenModern Technology of Food Processing & Agro Based Industries (2nd Edn.)Bala Ratnakar KoneruNoch keine Bewertungen
- OMP60 Installation GuideDokument54 SeitenOMP60 Installation Guideavalente112Noch keine Bewertungen
- Herzog HP m100pDokument4 SeitenHerzog HP m100pAs Wandy0% (1)
- Methods ManufacturingDokument22 SeitenMethods Manufacturingchetanpatil24Noch keine Bewertungen
- Sprocket MartinDokument14 SeitenSprocket MartinRosero JeffersonNoch keine Bewertungen
- Dyson DC17Dokument16 SeitenDyson DC17onguyen73Noch keine Bewertungen
- Automatic Pneumatic Ramming MachineDokument4 SeitenAutomatic Pneumatic Ramming MachineSaravanan Viswakarma50% (6)
- Abrasive Flow MachiningDokument21 SeitenAbrasive Flow MachiningnidhidarklordNoch keine Bewertungen
- CNC Machining Center Programming ManualDokument106 SeitenCNC Machining Center Programming ManualLight House50% (2)
- Yeomans Multimachine LatheDokument4 SeitenYeomans Multimachine LatheDianaSuarezNoch keine Bewertungen
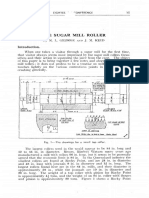
- The Sugar Mill Roller: BV R. I,. Geokge MDokument9 SeitenThe Sugar Mill Roller: BV R. I,. Geokge MuksrajNoch keine Bewertungen
- VICKERS Spare Parts For Vane PumpsDokument31 SeitenVICKERS Spare Parts For Vane PumpsBOCHORIDISMEUROPARTS100% (1)
- Shaft and Housing DesignDokument3 SeitenShaft and Housing DesignCristina Andreea CrissyNoch keine Bewertungen
- Fabrication of Pipes PDFDokument2 SeitenFabrication of Pipes PDFLakeisha0% (1)
- Linearschwingsieb enDokument12 SeitenLinearschwingsieb enBrunoNoch keine Bewertungen
- Sino MachDokument6 SeitenSino MachaerudzikriNoch keine Bewertungen
- Miltronics 7200 PanelDokument2 SeitenMiltronics 7200 PanelRamon ColectorNoch keine Bewertungen
- PBTMZ50030-00 PTS BOP Magaldi - FirmataDokument100 SeitenPBTMZ50030-00 PTS BOP Magaldi - FirmataMilagros R. Annicchiarico100% (1)