Beruflich Dokumente
Kultur Dokumente
Thèse Sur La Méthode de Cartographie de La Chaine de Valeur VSM Value Stream Mapping PDF
Hochgeladen von
adlovsky27Originaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Thèse Sur La Méthode de Cartographie de La Chaine de Valeur VSM Value Stream Mapping PDF
Hochgeladen von
adlovsky27Copyright:
Verfügbare Formate
UNIVERSIT JOSEPH FOURIER
FACULT DE PHARMACIE DE GRENOBLE
Anne : 2010 N
LA VALUE STREAM MAPPING :
UN OUTIL DE REPRSENTATION DES PROCDS ET
DE RFLEXION POUR LAMLIORATION LEAN
APPLIQU LINDUSTRIE PHARMACEUTIQUE
THSE PRSENTE POUR LOBTENTION DU TITRE DE
DOCTEUR EN PHARMACIE
DIPLME DTAT
David GARNIER
N le 19 Juin 1986 chirolles (38)
THSE SOUTENUE PUBLIQUEMENT LA FACULT DE PHARMACIE DE GRENOBLE
Le Lundi 13 Dcembre 2010
DEVANT LE JURY COMPOS DE :
Professeur Aziz BAKRI Prsident du Jury
Monsieur Fabien MANGIONE Directeur de Thse
Madame Glgn ALPAN Membre du Jury
Madame Nawel KHALEF Membre du Jury
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page I
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page II
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page III
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page IV
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page V
REMERCIEMENTS
A Monsieur Fabien MANGIONE, pour mavoir fait lhonneur de diriger ma thse, pour
votre disponibilit, et pour toute laide que vous mavez fournie.
A Monsieur Aziz BAKRI, pour avoir accept de prsider ce jury de thse, pour votre
patience, et pour le dvouement dont vous faites preuve envers lensemble des
tudiants de Pharmacie de Grenoble.
A Madame Glgn ALPAN et Madame Nawel KHALEF, pour avoir accept de faire
partie de ce jury de thse.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page VI
DEDICACES
A mes parents, qui me supportent encore et qui nont jamais dout que je finirai ma thse, un jour
A Perrine et Robin, laisse le tranquille, il est gentil fais lui un bisou MON GAMIN !!!
A Violaine, la petite parisienne, qui me supporte quoi quil arrive tilalilalou
A Mamie et Ren, a y est Jappy est docteur !!
A toute la famille DELEPLANQUE, HABIG, CARCELES, et GARNIER, sans qui Nol serait une fte
beaucoup trop calme.
A tous les membres de la famille ROUSSET, qui mont lev depuis mes 3 mois.
A Florian, plus pour tre surtout toujours l pour mexpliquer la diffrence entre professeurs et
matres de conf.
A Mig, parce que toi au moins tu es interne.
A Lolo, peut tre reviendras-tu un jour de Tahiti, de Los Angeles, ou peut tre de Las Vegas
A Henri, parce qutre un GARNIER, a na pas de prix.
A toutes les dindes, parce que tous ces Week-ends, dguimsements, soires, chorgraphies, voyages,
crpes parties, gloussades nauraient jamais t aussi gnial sans vous.
A Fabien et Matthieu, parce quil y a toujours lun de vous prt aller boire un coup, faire une partie
de squash, un match de foot ou un dmnagement.
A Denis, jespre que tu resteras toujours le mme petit enfant qui pleurait pour avoir un bioman noir,
et ce mme lorsque tu nauras plus ta patte folle.
A Manue, Julien, Alice, Elsa et Cline, moi qui pensais quaprs le lyce, je serai enfin dbarrass :p
A Ag du pouv, LB, Jrm, MT, Chris, Dodo, Alex et Clm de Bross, parce quaprs Grenoble, Albi, la
Belgique, le Canada, New York nous avons encore beaucoup daventures vivre.
A la Bte, sil te plait ne me mange pas !!
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page VII
TABLE DES FIGURES
Figure 1 : volution de la relation offre-demande .............................................................................................. 3
Figure 2 : Changement dans le calcul du prix de vente
1
..................................................................................... 4
Figure 3 : Mode daction des diffrentes mthodes damlioration ................................................................... 6
Figure 4: Maison Lean Manufacturing ............................................................................................................... 8
Figure 5 : Amlioration continue versus Innovation
5
......................................................................................... 9
Figure 6 : Roue de Deming .............................................................................................................................. 10
Figure 7 : Synergie entre le Lean Manufacturing et le Six Sigma ....................................................................... 12
Figure 8 : Cartographie des macro-processus d'une entreprise ........................................................................ 15
Figure 9 : Exemple de processus composant le macro-processus "Ralisation de l'offre" ................................. 16
Figure 10 : Exemple de tableau SIPOC - Rparation d'une voiture endommage ............................................. 17
Figure 11 : Complmentarit des flux de matires et d'information ................................................................ 18
Figure 12 : Chane de cration de valeur dun produit ..................................................................................... 21
Figure 13 : Schma du Temps de Cycle ............................................................................................................ 21
Figure 14 : Schma du Dlai d'Excution
18
....................................................................................................... 22
Figure 15 : Schma du Temps de Valeur Ajoute ............................................................................................. 22
Figure 16 : Droulement dune Value Stream Mapping ................................................................................... 24
Figure 17 : Exemple de Diagramme de Pareto ................................................................................................. 25
Figure 18 : Macro-processus de fabrication de comprims - Entreprise MED ................................................... 31
Figure 19 : Icne Usine et Case de Donnes .................................................................................................... 35
Figure 20 : Case processus et Icne Stock
14
..................................................................................................... 36
Figure 21 : Multiples flux parallles ................................................................................................................. 37
Figure 22 : Exemple de diagramme spaghetti .................................................................................................. 37
Figure 23 : Icne Oprateur
15
.......................................................................................................................... 38
Figure 24 : Organigramme du Processus Granulation de lentreprise MED ...................................................... 40
Figure 25 : Icnes Dplacement de produitset Expdition par camion ............................................................. 41
Figure 26 : Flux d'information papier, Flux d'information lectroniqueet Icne de description du flux ............. 42
Figure 27 : Flux pouss et Flux tir
1
................................................................................................................. 42
Figure 28 : Exemple dune ligne de temps ....................................................................................................... 44
Figure 29 : Exemple dune ligne de temps utilisant les temps de valeur ajoute .............................................. 45
Figure 30 : Migration d'un fonctionnement en lots isols vers un flux continu ................................................ 49
Figure 31 : Icne du dpt de stockage ........................................................................................................... 50
Figure 32 : Systme flux tir avec dpt de stockage .................................................................................... 51
Figure 33 : Fonctionnement d'un couloir FIFO ................................................................................................. 52
Figure 34 : Choix du processus rgulateur dans deux cas diffrents de fonctionnement de la production ........ 53
Figure 35 : Icne de lissage de charge.............................................................................................................. 54
Figure 36 : Reprsentation de l'effet coup de fouet ......................................................................................... 55
Figure 37 : Lissage de charge pour un plannning de 3 produits (R1, R2 et R3) .................................................. 56
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page VIII
Figure 38 : Production transitant par un dpt de stockage ............................................................................. 60
Figure 39 : Production directement achemine au quai d'expdition .............................................................. 61
Figure 40 : Lissage de la charge entre le contrle de la charge et le processus rgulateur ................................ 69
Figure 41 : Lissage de charge entre le processus rgulateur et l'tape amont
49
................................................ 69
Figure 42 : Icne kaizen
50
................................................................................................................................ 71
Figure 43 : La mthode 5S ............................................................................................................................... 74
Figure 44 : Tableau A3 gnral ........................................................................................................................ 77
Figure 45 : Construction des chanes de valeur de l'tat actuel et de l'tat futur .............................................. 81
Figure 46 : Travail prioritaire sur ltape goulot ............................................................................................... 82
Figure 47 : Graphique PICK .............................................................................................................................. 82
Figure 48 : Diagrammes spaghetti dune ligne de conditionnement, avant et aprs lvnement Lean ............ 85
TABLE DES TABLEAUX
Tableau 1 : Exemple de matrice produit/quipement destine au regroupement des produits en familles ...... 26
Tableau 2: Coefficients de corrlation des produits ......................................................................................... 28
Tableau 3 : Calcul de variances et covariance pour les produits D et G ............................................................ 29
Tableau 4 : Rorganisation de la matrice produit/quipement du tableau 1 ................................................... 30
Tableau 5 : Rsum des dtails des processus de fabrication des mdicaments A, F et C ................................. 33
Tableau 6 : Exigences du client ZAC ................................................................................................................. 35
Tableau 7 : Symboles utiliss dans la ralisation d'un Organigramme de Processus ......................................... 39
Tableau 8 : Questions structurant le remaniement de la chane de valeur ...................................................... 58
Tableau 9 : Demande Client moyenne ............................................................................................................. 64
TABLE DES GRAPHIQUES
Graphique 1 : Temps de cycle des processus de l'entreprise MED ................................................................... 62
Graphique 2 : Diagramme de Gantt dun ventuel flux continu Granulation-Compression............................... 63
Graphique 3 : Diagramme de Gantt du couloir FIFO Enrobage-Conditionnement ............................................ 65
Graphique 4 : Cots de production (en % des revenus), 2007-2008 ................................................................. 87
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page IX
TABLE DES MATIERES
REMERCIEMENTS ............................................................................................................................................. V
DEDICACES ...................................................................................................................................................... VI
TABLE DES FIGURES ........................................................................................................................................ VII
TABLE DES TABLEAUX .....................................................................................................................................VIII
TABLE DES GRAPHIQUES ................................................................................................................................VIII
TABLE DES MATIERES ....................................................................................................................................... IX
INTRODUCTION ................................................................................................................................................. 1
CHAPITRE I : LE LEAN MANUFACTURING ........................................................................................................... 2
1.1 Historique .......................................................................................................................................... 3
1.1.1. Les Trente Glorieuses ................................................................................................................. 3
1.1.2. Limpact du choc ptrolier .......................................................................................................... 3
1.1.3. Une nouvelle vision .................................................................................................................... 4
1.2 Prsentation du Lean Manufacturing ................................................................................................. 5
1.2.1. Les gaspillages ........................................................................................................................... 5
1.2.2. Dfinition de la Valeur ................................................................................................................ 5
1.2.3. Les fondements du Lean Manufacturing ..................................................................................... 7
1.2.4. La mthode du Lean Manufacturing ........................................................................................... 7
1.2.5. Le Kaizen .................................................................................................................................... 9
1.2.6. La roue de Deming (mthode PDCA) ........................................................................................ 10
1.2.7. Le Lean Six Sigma ..................................................................................................................... 11
1.3 Lapproche DMAIC ........................................................................................................................... 13
1.3.1. Les processus de lentreprise .................................................................................................... 14
1.3.2. Le SIPOC ................................................................................................................................... 16
1.3.3. Value Stream Mapping (VSM) .................................................................................................. 17
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page X
CHAPITRE II : LA VALUE STREAM MAPPING ..................................................................................................... 19
2.1 Notions ............................................................................................................................................ 20
2.1.1. La chane de valeur .................................................................................................................. 20
2.1.2. La philosophie de la VSM ......................................................................................................... 20
2.1.3. Les types de temps ................................................................................................................... 21
2.1.4. Les avantages de la Value Stream Mapping .............................................................................. 23
2.2 Construction dune carte VSM ......................................................................................................... 24
2.2.1. Choix de la famille de produits ................................................................................................. 25
2.2.2. Dessin de ltat actuel .............................................................................................................. 31
2.2.3. Analyse .................................................................................................................................... 46
2.2.4. Dessin de ltat futur ................................................................................................................ 58
CHAPITRE III : COMMENT IMPLANTER UN SYSTEME LEAN ? ............................................................................ 73
3.1 Facteurs cls de succs .................................................................................................................... 75
3.1.1. Dmarche personnalise .......................................................................................................... 75
3.1.2. Implication de la direction ........................................................................................................ 75
3.1.3. Allocation des ressources ncessaires ...................................................................................... 76
3.1.4. Importance de la communication ............................................................................................. 76
3.1.5. Mthodologie structurante ...................................................................................................... 77
3.1.6. Equipes pluridisciplinaires ........................................................................................................ 78
3.1.7. Performances mesures en permanence.................................................................................. 79
3.2 Conduite du Changement ................................................................................................................ 80
3.2.1. Dfinir les objectifs .................................................................................................................. 80
3.2.2. Dmarrer les formations .......................................................................................................... 80
3.2.3. Raliser des actions coup de point ...................................................................................... 80
3.2.4. Dfinir ltat actuel .................................................................................................................. 80
3.2.5. Prioriser et raliser les interventions ........................................................................................ 81
3.2.6. Adapter la dmarche ................................................................................................................ 83
3.3 Le Lean Manufacturing dans le milieu mdical et pharmaceutique .................................................. 84
3.3.1. Limplmentation dun programme Lean au sein dun laboratoire pharmaceutique ................. 84
3.3.2. Application des outils Lean un tablissement de transfusion sanguine ................................... 88
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page XI
CONCLUSION .................................................................................................................................................. 90
BIBLIOGRAPHIE ............................................................................................................................................... 92
ANNEXES ........................................................................................................................................................ 94
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 1 sur 105
INTRODUCTION
Depuis 2006, la production de mdicaments en Europe se stabilise, et les laboratoires connaissent un
ralentissement dans laugmentation rgulire de leurs chiffres daffaires.
Les politiques de matrise de dpenses de sant, laugmentation du cot de dveloppement des
nouveaux mdicaments associ au faible nombre de nouvelles molcules dcouvertes, lexplosion du
march des gnriques et le dveloppement de la concurrence provenant des pays mergents sont
autant de facteurs expliquant le flchissement du dveloppement de lindustrie pharmaceutique, en
France et en Europe.
Dans ce contexte concurrentiel, la matrise des cots de production et laugmentation de la
productivit sont des avantages comptitifs certains. Cest pourquoi le Lean Manufacturing,
dmarche damlioration issue de lindustrie automobile, est aujourdhui appliqu la production de
mdicaments.
La Value Stream Mapping (ou Cartographie de la Chane de Valeur) est un des outils du Lean
Manufacturing. Elle est largement utilise pour reprsenter les procds et rflchir de nouvelles
organisations rduisant les gaspillages.
Lobjectif de cette thse est de prsenter, dans un premier temps, la dmarche du Lean
Manufacturing. Puis, dans un second chapitre, nous verrons plus en dtails comment utiliser la Value
Stream Mapping, et quels sont les avantages de cet outil. Enfin, dans une troisime et dernire
partie, sera dveloppe la mthode dimplantation dun systme Lean, taye par des exemples
prcis issus du secteur pharmaceutique et mdical.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 2 sur 105
CHAPITRE I :
LE LEAN MANUFACTURING
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 3 sur 105
1.1 Historique
1.1.1. Les Trente Glorieuses
Au lendemain de la seconde guerre mondiale, le tissu conomique mondial tait essentiellement ax
sur la production darmes et dinfrastructures militaires. Les pays alors dvasts par la guerre furent
reconstruits, et leurs conomies remises sur pied. Cette priode est connue sous le nom de trente
glorieuses , caractrise par le plein emploi, une forte croissance de la production industrielle, une
expansion dmographique, et lvolution vers la socit de consommation.
Le facteur crucial qui encouragea une telle croissance conomique pendant cette priode ft la
situation de pnurie : loffre tait infrieure la demande. Les industries ne se souciaient pas de la
vente de leurs produits, elles taient assures de tout couler.
1.1.2. Limpact du choc ptrolier
Comme le montre la Figure 1, la tendance sinversa aprs le choc ptrolier de 1973 : loffre devint
suprieure la demande, le march imposa une baisse des prix et les clients furent plus regardant
sur la qualit des produits.
Figure 1 : volution de la relation offre-demande
1
Les entreprises devinrent alors tributaires du march. Il ne leur tait plus possible daugmenter leur
marge au dtriment du prix de vente. Cest pourquoi leur stratgie volua vers la rduction des cots
de production des produits, comme lillustre la Figure 2.
1
Source : Cours de G. REVENU, Lamlioration continue pour acclrer les flux, cole des Mines dAlbi-Carmaux, 2009
1945
1973
Offre
Demande
PNURIE
EXCDENT
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 4 sur 105
Figure 2 : Changement dans le calcul du prix de vente
2
Dans cette logique nouvelle sest dvelopp et rpandu le Lean Manufacturing : une mthode qui
agit sur les gaspillages afin de rduire les cots de production.
1.1.3. Une nouvelle vision
Le Lean Manufacturing est issu du modle de production de Toyota mis au point en 1950 par Taiichi
OHNO : le Toyota Production System (TPS).
lpoque, Toyota tait une petite entreprise gure comptitive qui vendait peu de voitures. Il est
apparu vital pour sa survie de rduire ses cots et damliorer lefficacit de sa production.
La mthode traditionnelle (anglo-saxonne) de dveloppement dentreprise reposait sur deux
principes :
- Travailler plus longtemps, plus dur, plus vite
- Ajouter des ressources (hommes ou quipements)
La philosophie retenue par Toyota fut diffrente : amliorer le flux de valeur, non pas en augmentant
la capacit de production, mais en diminuant les gaspillages (traduit par mudas en japonais).
2
Source : Cours de G. REVENU, Lamlioration continue pour acclrer les flux, cole des Mines dAlbi-Carmaux, 2009
Stratgie avant 1973 : augmenter les prix de
vente pour augmenter la marge
Stratgie aprs 1973 : diminuer le cot de
production pour conserver/augmenter la marge
Cot de production + Marge = Prix de vente Prix de vente Cot de production = Marge
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 5 sur 105
1.2 Prsentation du Lean Manufacturing
1.2.1. Les gaspillages
T. OHNO identifia huit sources de gaspillages:
- Surproduction : produire plus tt, plus rapidement ou en plus grande
quantit que ne le demande le client
- Stock : dpts de matires premires, den-cours ou de produits finis
- Attente : personnes ou pices attendant la fin dun cycle de production
- Dplacement : mouvements inutiles de personnes ou de matires au sein
dun processus de fabrication
- Transport : mouvements inutiles de personnes ou de matires entre les
processus de fabrication
- Rebuts Rejets : pices mauvaises ou pas bonnes du premier coup,
rptition ou correction du procd
- Surtraitement : traitement au-del du niveau requis par le client
- Potentiel humain : comptences non ou mal utilises, essentiellement
cause dun manque de formation et de flexibilit du personnel.
Le systme Lean Manufacturing est un ensemble de principes, de techniques et doutils destins
grer une production ou un service, tout en faisant la chasse aux gaspillages, c'est--dire aux activits
de non valeur ajoute.
NB : Lean signifie maigre , sans gras ou encore dgraiss . Le Lean Manufacturing peut
donc tre traduit par production allge , dnue dtapes inutiles.
1.2.2. Dfinition de la Valeur
3
La valeur est lestimation du service ou produit fourni au client, tel quil le dfinit. Il existe deux
types de valeurs : la valeur ajoute et la non valeur ajoute.
La valeur ajoute correspond toutes activits qui augmentent la valeur (marchande ou
fonctionnelle) du produit aux yeux du client, c'est--dire les activits pour lesquelles le client est prt
payer.
3
Source : S. LAMBER, G.ABDUL-NOUR, M-F. LORTIE, Cartographie de la chane de valeur : Cerner la valeur pour obtenir un
avantage concurrentiel, Universit du Qubec Trois-Rivires
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 6 sur 105
La non valeur ajoute reprsente les activits qui najoutent aucune valeur au produit, ce sont des
sources de gaspillages. Certaines de ces activits ne peuvent pas tre vites (sauf investissements
importants).
Dans la Figure 3, les temps de valeur ajoute sont reprsents en vert, tandis que ceux de non valeur
ajoute sont de couleur rouge. Le cumul des deux types de temps forme le dlai dexcution, c'est--
dire le temps ncessaire pour produire une pice.
Figure 3 : Mode daction des diffrentes mthodes damlioration
4
4
Source : Cours de G. REVENU, Lamlioration continue pour acclrer les flux, cole des Mines dAlbi-Carmaux, 2009
Dlai dExcution
Mthode damlioration
traditionnelle
Mthode damlioration
Lean Manufacturing
Temps Temps
Temps
Rduction des temps verts
Rduction des temps rouges
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 7 sur 105
1.2.3. Les fondements du Lean Manufacturing
5
En 1996, James WOMACK et Daniel JONES ont dcrit les cinq fondamentaux du Lean Manufacturing
dans un livre intitul Lean Thinking (traduit en franais et publi sous le titre Systme Lean) :
- Dfinir la valeur ajoute : prendre le point de vue du client et regarder ce
pour quoi il est prt payer
- Identifier la chane de valeur : reconnatre et caractriser les diffrentes
tapes de fabrication, puis dterminer si elles apportent ou non de la
valeur
- Favoriser lcoulement des flux : organiser la production pour que les
oprations valeur ajoute senchanent et ne soient pas stoppes
- Produire en flux tir : prfrer le pilotage du flux par les besoins rels du
client plutt que par des estimations
- Viser la perfection : fixer des objectifs ambitieux et entretenir la culture de
lamlioration continue pour les atteindre
1.2.4. La mthode du Lean Manufacturing
La mthode Lean Manufacturing repose sur 2 principes :
- le Just in Time (Juste temps, galement appel flux tendu ou production au plus juste) :
fabriquer ce qui est ncessaire, lorsque cela est ncessaire et en quantit voulue, le tout dans
des dlais les plus courts possibles
Objectif : liminer les stocks
- le Jidoka : remdier aux dysfonctionnements le plus tt possible pour viter que les
problmes ne perdurent et se propagent. Cela passe par un ensemble de systmes de
dtection des non conformits qui permettent darrter la production (manuellement ou
automatiquement) pour ne pas produire des pices dfectueuses.
Objectif : liminer la rcurrence
5
Source : J. WOMACK, D. JONES, Lean Thinking, Free Press, 1996
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 8 sur 105
Ces deux principes constituent les piliers de la Maison Lean Manufacturing, reprsente dans la
Figure 4.
Figure 4: Maison Lean Manufacturing
6
La maison Lean Manufacturing est le symbole utilis par J. WOMACK et D. JONES pour expliquer la
cohrence et lharmonie du systme Lean.
- la stabilit en est la fondation. Cela inclut la stabilit des quipes, la standardisation des
mthodes, ainsi quune stratgie continue dans le temps.
- Le socle est compos de llimination des gaspillages et de la dynamique Kaizen (progression
pas pas vers lexcellence). Tout deux mettent le systme en mouvement.
- Au dessus du Heijunka (lissage de la production) et du travail standardis slvent les deux
piliers du Lean Manufacturing. Le Just-In-Time repose sur le flux tir et le Takt time, et le
Jidoka sur lautonomation, aussi appel sparation homme-machine (un oprateur gre
plusieurs machines et les machines dtectent leurs propres erreurs)
- Le toit, qui est le but recherch par la mthode Lean Manufacturing, est dfini par les trois
lments du CQD: la baisse des Cots de production, lamlioration du niveau de Qualit, et
ladaptation des Dlais des processus aux besoins du client.
6
Source : http://www.vision-lean.fr, consult le 12 Octobre 2010
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 9 sur 105
1.2.5. Le Kaizen
7
Un outil indispensable mis en uvre dans le Lean Manufacturing est le Kaizen, mot japonais
signifiant amlioration continue . Ce concept est bas sur de petites amliorations faites au
quotidien, ninduisant pas ou peu dinvestissements, et impliquant tous les oprateurs dans la
recherche continue de latteinte des objectifs.
Il soppose linnovation, qui se veut tre une progression brutale issue dinvestissements
importants, comme le montre la Figure 5.
Figure 5 : Amlioration continue versus Innovation
5
Le Kaizen est un tat desprit car il concerne tous les acteurs de lentreprise et requiert un effort
quotidien de la part de tout le monde : identifier les sources damlioration et raliser les
changements ncessaires afin de rduire chaque jour un peu plus les gaspillages.
7
Source : Cours de G. REVENU, Lamlioration continue pour acclrer les flux, cole des Mines dAlbi-Carmaux, 2009
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 10 sur 105
1.2.6. La roue de Deming (mthode PDCA)
Lamlioration continue repose sur la mthode PDCA reprsente par la roue de Deming de la Figure
6. Elle est divise en quatre tapes :
- Plan Planifier : dfinir les objectifs, choisir la dmarche pour les atteindre et
construire lchancier
- Do Faire : excuter le travail qui a t prvu
- Check Vrifier : sassurer que les objectifs viss sont atteints, sinon mesurer
lcart et interprter
- Act Corriger : prendre les mesures correctives pour parvenir au rsultat
escompt
Figure 6 : Roue de Deming
8
Chaque tape permet dentrainer la suivante afin de mettre en place un cercle vertueux. La roue ne
peut pas redescendre car elle est bloque par une cale : le travail standardis. En effet, une fois
quun projet a t men bien, la standardisation assure quil ny aura pas de retour en arrire.
8
Source : http://www.idecq.com, consult le 30 Novembre 2010
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 11 sur 105
1.2.7. Le Lean Six Sigma
9
Le Lean Manufacturing vise donc llimination des tches sans valeur ajoute, des pertes, la
simplification des processus en augmentant la fluidit, la flexibilit, lagilit et ce dans lobjectif
daccrotre la valeur pour le client et de contribuer lamlioration des performances de lentreprise.
Il est de plus en plus associ un autre outil : le Six Sigma. Ce dernier nest pas orient sur
llimination des gaspillages, mais sur la matrise des conditions de production afin de minimiser les
non-conformits.
Le Six Sigma est une philosophie damlioration de la qualit qui prfre la prvention des dfauts
plutt que leur dtection. Cela passe par la fiabilisation des processus afin de les rendre stables,
prvisibles et reproductibles.
La satisfaction client est directement lie la qualit des produits. Cest pourquoi la rduction de la
variabilit des processus et des non-conformits constitue un avantage comptitif certain.
Quatre ides reprennent lesprit Six Sigma :
- Travail en quipe : assignation des groupes de personnes de projets clairement dfinis et
qui ont un impact certain sur la qualit des produits
- Formation loutil statistique pour tous : cela permet galement de mettre en avant des
personnes ayant une comprhension accrue de la mthode et des comptences dans le
management de projet, et qui pourront encadrer une quipe de projet
- Utilisation de lapproche DMAIC dans la rsolution de problme
- Support de la part de lencadrement : pour fonctionner, le Six Sigma doit tre une stratgie
dentreprise clairement tablie
Le Lean Six Sigma est lapplication de deux concepts : le Lean Manufacturing et le Six Sigma. Cest la
fusion des deux dmarches qui relient les notions de productivit (le Lean Manufacturing) et de
qualit (le Six Sigma).
9
Source : Guide interne HP Invent, Lean Sigma Memory Jogger, Common Edition, 2008
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 12 sur 105
La complmentarit de ces deux approches est symbolise par la Figure 7 :
Figure 7 : Synergie entre le Lean Manufacturing et le Six Sigma
10
La dmarche Lean Six Sigma est devenue aujourdhui la rfrence en matire damlioration
continue car elle intgre la satisfaction client la productivit fournisseur.
10
Source : M. PILLET, Six Sigma comment lappliquer, Edition dOrganisation, 2004
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 13 sur 105
1.3 Lapproche DMAIC
11
Le modle DMAIC est une approche structure de rsolution de problmes, largement utilise dans
la dmarche Lean Six Sigma. Il fournit une base de rflexion qui structure le travail dune quipe
projet damlioration continue. Cet outil simple permet dobtenir rapidement des rsultats probants,
et repose sur 5 tapes : Define, Measure, Analyse, Improve et Control.
Define (Dfinir) :
La premire tape de la dmarche DMAIC est lidentification et la description de lobjet de ltude et
de la mission que va accomplir lquipe projet. Cela inclut :
- la dfinition de la problmatique, des limites du projet, du planning, de lquipe projet
rdaction de la charte de projet
- lcoute de la voix du client dans le but de rassembler ses exigences, cela servira de fil
conducteur tout au long du projet
- la comprhension des processus, et leur cartographie
Measure (Mesurer)
Cette phase, qui consiste recueillir des donnes dans le but de caractriser le procd, est divise
en deux :
- la dfinition de (ou des) lindicateur(s) suivre pour le projet et validation du systme de
mesure
- la collecte dinformations en vue de complter la cartographie des processus
Analyse (Analyser)
Lanalyse des donnes rcoltes pendant ltape prcdente amne :
- identifier les causes induisant les dysfonctionnements tudis
- reconnatre les causes initiales (ou causes profondes) lorigine de la problmatique, afin de
travailler sur les vrais problmes plutt que sur les symptmes quils rvlent
11
Source : F. FOUQUE, A la dcouverte du Lean Six Sigma, Edition Fouque, 2009
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 14 sur 105
Improve (Amliorer)
Cette tape fait appel aux capacits dinnovation, de rflexion et daction de lquipe. Il sagit de :
- proposer des solutions en vue de rpondre aux causes identifies lors de la phase prcdente
- tablir un plan daction
- mettre en place les solutions slectionnes
Control (Contrler)
La dernire tape du DMAIC est la phase de prise de recul par rapport au projet afin de :
- contrler que les modifications implmentes ont eu les effets escompts
- communiquer sur le projet qui vient dtre men
- faire le bilan du projet afin de le clturer
Le DMAIC est une mthode de conduite de projet damlioration trs puissante, si le problme est
correctement pos et les limites du sujet clairement tablies. La phase Define est donc primordiale.
Elle passe entre autre par la cartographie des processus tudis.
1.3.1. Les processus de lentreprise
Aujourdhui une entreprise nest plus dcrite par son organisation hirarchique, mais par la
cartographie des processus qui la composent. Il sagit l dune exigence de lorganisme ISO
(International Organization for Standardization) dans le cadre de la mise en place de la dmarche
dassurance qualit, cela se nomme lapproche processus.
Un processus est un ensemble structur dactivits transformant des entres en sorties avec une
finalit connue. La vision processus est transversale, et se dmarque de lorganisation fonctionnelle
et hirarchique qui elle est verticale. Cette nouvelle philosophie favorise lchange dinformation et
dveloppe la coopration entre les acteurs du processus de lentreprise, voire de la chane logistique
globale. Elle correspond une manire nouvelle de reprsenter les modles de lentreprise et
propose de nouvelles formes dorganisation pour celle-ci.
12
12
Source : Cours INSA Lyon Gnie industriel dans les systmes hospitaliers, Lanalyse de lexistant, disponible sur
http://agbo.insa-lyon.fr/, consult le 21 Octobre 2010
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 15 sur 105
Il existe trois catgories de processus
13
:
- processus pilote : management, stratgie, vision, politique qualit,
environnement, scurit, communication externe, finances
- processus oprationnel : conception, dveloppement, fabrication, valuation,
expdition
- processus support : gestion des btiments et des quipements, achats et
approvisionnements, ressources humaines/formation
La Figure 8 prsente lorganisation de ces trois types de processus dans la reprsentation dune
entreprise.
Figure 8 : Cartographie des macro-processus d'une entreprise
13
Source : A. GDOURA, Prsentation pour lEuroMed Innovation and Technology Programme, Pilotage et valuation des
activits dun incubateur, 2008
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 16 sur 105
Lapproche processus organise lentreprise par rapport au client : lobjectif de lactivit est de
rpondre ses exigences afin de le satisfaire.
La cartographie des processus de lentreprise de la Figure 8 donne une vue globale de lactivit de
lentreprise. Le degr de dtail nest pas suffisant pour slectionner le (ou les) processus qui fera
(feront) lobjet du DMAIC.
La Figure 9 est une extension du macro-processus oprationnel Ralisation de loffre .
Figure 9 : Exemple de processus composant le macro-processus "Ralisation de l'offre"
La succession des processus lmentaires A, B et C constitue le macro-processus Ralisation de
loffre . Ils peuvent tre tudis individuellement ou collectivement en fonction du niveau de dtail
requis.
1.3.2. Le SIPOC
Il sagit de lacronyme de Suppliers (Fournisseurs), Inputs (Entres), Process (Processus), Outputs
(Sorties), Customers (Clients).
Cet outil de modlisation est destin dresser un tableau rcapitulatif du fonctionnement du macro-
processus tudi. Il sintgre dans la premire partie du DMAIC, ltape Define.
Le SIPOC, prsent dans la Figure 10, permet de dterminer les frontires du macro-processus, de
rsumer quelles sont les entres et les sorties, et didentifier les fournisseurs et les clients.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 17 sur 105
Figure 10 : Exemple de tableau SIPOC - Rparation d'une voiture endommage
14
Le SIPOC pose les bases de la rflexion et donne toutes les personnes de lquipe projet un point de
dpart commun : une vision claire des acteurs et du fonctionnement du macro-processus.
Cependant, il ne fournit quune vue simpliste de lactivit et seuls les flux de matires sont
reprsents. Il nest quune tape intermdiaire entre la reprsentation des macro-processus (Figure
7) et la cartographie des processus lmentaires.
1.3.3. Value Stream Mapping (VSM)
Le flux de production est trs souvent associ uniquement au mouvement des matires premires et
des produits finis. Mais il y a un autre flux tout aussi important, celui de linformation. Il permet
chaque unit de production de savoir ce quelle va faire ou fabriquer dans les minutes ou les heures
qui viennent.
14
Source : http://itil.fr, consult le 18 Octobre 2010
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 18 sur 105
Comme le montre la Figure 11, les flux de matires et les flux dinformation sont les deux facettes
dune mme pice, la mme importance doit tre apporte aux deux.
Figure 11 : Complmentarit des flux de matires et d'information
15
La Value Stream Mapping est un modle de reprsentation plus complte que le SIPOC car elle
intgre ces deux catgories de flux : matires et information.
Le deuxime chapitre de cette thse est consacre loutil VSM, puissant et efficace lorsquil est
matris, mais inutile et trs chronophage sil est mal apprhend.
15
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 19 sur 105
CHAPITRE II :
LA VALUE STREAM MAPPING
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 20 sur 105
2.1 Notions
La Value Stream Mapping, ou VSM, t francise en Cartographie de la Chane de Valeur.
La cartographie dsigne la ralisation de carte, c'est--dire la simplification de phnomnes
complexes, synthtise sur un support physique, et permettant une comprhension rapide et
pertinente.
Dans ce cas prcis, la cartographie concerne la chane de valeur .
2.1.1. La chane de valeur
16
La chane de valeur est la dcomposition de lactivit de lentreprise en une squence doprations
lmentaires. Elle permet didentifier les oprations valeur ajoute (et celles de non valeur ajoute)
entrant dans la composition/fabrication du service/produit, tel quil est attendu par le client.
La dtection de la non valeur ajoute se fait en suivant le produit tout au long de sa fabrication, et en
identifiant les gaspillages. Les oprations valeur ajoute sont linverse les activits qui
transforment la matire et contribue la rendre conforme aux attentes du client.
2.1.2. La philosophie de la VSM
Introduite par Michael PORTER en 1985, la chane de valeur mise sur lanalyse des processus internes
et des procds dune entreprise pour rpondre un avantage concurrentiel.
Loutil VSM sest impos comme une mthode destine reprer les sources de gaspillages dans les
chanes de valeur individuelles, c'est--dire pour un produit ou une famille de produit.
La valeur tant une notion dfinie par le client, il est logique de commencer par lui. La mthodologie
suivie est donc la suivante :
1) Suivre le chemin de fabrication dun produit partir du client jusquau fournisseur
2) Reprsenter visuellement et prcisment chaque procd tout au long du flux du matriel et
de linformation
3) Poser les questions cls et dessiner la nouvelle chane de valeur
16
Source : S. LAMBER, G.ABDUL-NOUR, M-F. LORTIE, Cartographie de la chane de valeur : Cerner la valeur pour obtenir
un avantage concurrentiel, Universit du Qubec Trois-Rivires
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 21 sur 105
Ainsi, comme lillustre la Figure 12, la construction de la carte VSM va dans le sens inverse de la
chane de cration de valeur.
Figure 12 : Chane de cration de valeur dun produit
17
2.1.3. Les types de temps
Le formalisme du dessin sera dtaill plus loin. Avant tout, il est ncessaire dintroduire plusieurs
types de temps ncessaires pour la construction de la carte VSM.
Le Temps de Cycle (TC)
Il sagit du temps qui scoule entre la production de deux pices par le processus. Il se calcule en
divisant une dure par le nombre dlments produit par le processus pendant ce laps de temps.
17
Dans lexemple de la Figure 13, si la machine du processus A produit 20 pices la minute, alors le
Temps de Cycle est de 3s.
Figure 13 : Schma du Temps de Cycle
18
17
Source : Prsentation du Consortium de recherche FOR@C, Value Stream Mapping - Formation, Universit de Laval
18
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
Temps de Cycle
Processus A
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 22 sur 105
Le Dlai dExcution (DE)
Cest le temps quil faut pour une pice pour parcourir un processus dans sa totalit. Pour le mesurer,
il suffit de choisir une pice et de la suivre du dbut la fin, comme lillustre la Figure 14.
19
Figure 14 : Schma du Dlai d'Excution
18
Le Lead Time (Dlai de Production en franais), est le dlai dexcution appliqu la totalit de la
production du produit ou service, c'est--dire de la rception des matires premires
jusqu lexpdition des produits finis.
Le Temps de Valeur Ajoute (TVA)
Comme expliqu prcdemment, il sagit du temps de travail consacr aux tches de production qui
transforment le produit de telle faon que le client accepte de payer pour lavoir.
19
Il se calcule en faisant la somme des temps dits verts (aussi appels temps de valeur ajoute), par
opposition au temps rouges qui sont des temps de non valeur ajoute. Ces deux types de temps
sont prsents dans la Figure 15.
Figure 15 : Schma du Temps de Valeur Ajoute
20
19
Source : Prsentation du Consortium de recherche FOR@C, Value Stream Mapping - Formation, Universit de Laval
20
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
Dlai dExcution
Processus A
Processus A
Temps de Valeur Ajoute
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 23 sur 105
La relation entre le dlai dexcution et le temps de valeur ajoute est la suivante :
TVA DE
Le cas o TVA = DE signifie que tous les temps du processus sont des temps verts, donc que chaque
seconde passe par la pice dans le processus apporte de la valeur ajoute cette dernire.
2.1.4. Les avantages de la Value Stream Mapping
21
La VSM est un outil essentiel dans le Lean Manufacturing, et ce pour plusieurs raisons :
- elle met en vidence la cration de valeur.
- elle aide dpasser le niveau des processus individuels simples par exemple :
assemblage, emboutissage et visualiser la chane de production dans
son ensemble (la carte VSM dbute avec larrive des matires premires de
chez le fournisseur et se termine avec lexpdition des produits finis vers le
client final)
- elle permet daller au-del des manifestations du gaspillage : elle en indique
les causes
- elle fournit une base dchange pour discuter de lintrt des divers processus
de fabrication
- elle constitue un avant-projet de conversion vers une dmarche au plus juste,
lbauche du plan dune future organisation
- la carte VSM fait ressortir les liens entre les flux de matires et les flux
dinformation
21
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 24 sur 105
2.2 Construction dune carte VSM
La VSM sinscrit dans la dmarche DMAIC. La constitution de la carte nest donc pas une fin en soi, ce
nest que la premire tape de la rorganisation de la chane de production pour prtendre un
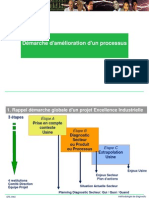
systme Lean. Un projet VSM complet, c'est--dire de ltat des lieux jusquau ragencement, se
droule suivant les tapes de la Figure 16.
Figure 16 : Droulement dune Value Stream Mapping
22
Dterminer la famille de produits qui va faire lobjet de la VSM est la premire tape. Il est
galement ncessaire de choisir quel niveau sera ralise la VSM (procd, usine, groupes dusines,
entreprise complte).
Puis commence le travail de cartographie proprement parl : le dessin de ltat actuel. Son objectif
est de prsenter un processus de faon rapide et visuelle afin daider cibler les problmes.
Cependant, la cartographie elle seule napporte aucune solution. Elle permet seulement de
rflchir, danalyser et de proposer. Nanmoins, des ides damlioration mergent gnralement
pendant la ralisation de la cartographie de ltat actuel alors que lquipe se questionne sur la
structure et lorganisation des tapes de conception.
Puis vient ltape de dessin de ltat futur. A partir des ides et des observations cumules pendant
les tapes prcdentes, il devient possible dimaginer une meilleure organisation et de la
reprsenter.
La dernire partie de la dmarche est la rdaction dun plan daction et sa mise en uvre. Cette
partie ne sera pas traite dans le Chapitre II.
22
Source : Prsentation du Consortium de recherche FOR@C, Value Stream Mapping - Formation, Universit de Laval
Dessin de ltat actuel
Dessin de ltat futur
Plan daction et
Mise en uvre
Famille de produits
Analyse
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 25 sur 105
2.2.1. Choix de la famille de produits
Avant de commencer la construction de la carte VSM, il est ncessaire de
choisir quel sera lobjet de ltude. Lorsque lentreprise est de taille
modeste et possde un portefeuille de produits restreint, le choix se
porte habituellement sur le produit phare, c'est--dire celui qui
reprsente les plus grosses ventes.
Pour les entreprises de taille plus importante, ltude se portera sur une
famille de produits. Il sagit dun groupe de produits qui subissent des
traitements semblables, cest--dire qui passent sur des quipements
similaires.
La mthode ABC est un bon point de dpart dans le choix de la famille de produits.
La mthode ABC
23
La mthode ABC a pour but de catgoriser des lments en trois classes : A, B et C. Elle repose sur le
mme principe que le diagramme de Pareto.
NB : Le diagramme de Pareto est bas sur la loi des 80/20 : 20 % des causes entranent 80 % des
effets. Cela revient dire quil est possible davoir un impact maximum sur un phnomne en
agissant sur un minimum de causes. La Figure 17 est un exemple de diagramme de Pareto.
Figure 17 : Exemple de Diagramme de Pareto
24
23
Source : http://chohmann.free.fr, consult le 13 Novembre 2010
24
Source : Prsentation du Consortium de recherche FOR@C, Value Stream Mapping - Formation, Universit de Laval
Dessin de ltat actuel
Dessin de ltat futur
Plan daction et
Mise en oeuvre
Famille de produits
Analyse
Catgories de problmes
F
r
q
u
e
n
c
e
(
V
a
l
e
u
r
a
b
s
o
l
u
e
)
F
r
q
u
e
n
c
e
c
u
m
u
l
e
(
P
o
u
r
c
e
n
t
a
g
e
)
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 26 sur 105
Reprenant le modle du diagramme de Pareto, la mthode ABC sapplique aux produits dune
entreprise et propose de distinguer trois classes A, B et C qui se distribuent de la manire suivante :
- Classe A : les lments reprsentant 80 % de leffet observ
- Classe B : les lments reprsentant les 15 % suivants
- Classe C : les lments reprsentant les 5 % restants
Dans le cas de la recherche de la famille de produits tudier, leffet observ sera les ventes
(exprimes en valeur, et non en volume) et les lments seront les produits de lentreprise. Une
fois la classification tablie, le choix sera logiquement fait parmi les produits de la Classe A.
Sil y a trop de produits dans la Classe A, alors une seconde slection peut devenir ncessaire. Pour ce
faire, il est conseill de dresser un tableau tel que le Tableau 1, rsumant quels quipements sont
utiliss pour les diffrents produits de la classe A. Cela revient crer une matrice
produits/quipements compose de 0 et de 1 .
PRODUITS
A B C D E F G H
E
Q
U
I
P
E
M
E
N
T
S
1 1 0 1 0 0 1 0 1
2 1 0 0 0 0 1 0 0
3 0 1 0 0 0 0 0 1
4 1 0 1 0 0 1 0 0
5 0 0 0 1 0 0 1 0
6 0 1 0 0 1 0 0 1
7 0 0 0 0 1 0 0 1
8 1 0 1 0 0 1 0 0
9 0 0 0 1 0 0 1 0
10 0 1 0 0 0 0 1 0
Tableau 1 : Exemple de matrice produit/quipement destine au regroupement des produits en familles
Ce type de matrice rvle parfois de manire vidente les familles de produits. Ce nest pas le cas
pour le Tableau 1. Il va pouvoir tre rorganis grce un outil mathmatique : lAnalyse en
Composantes Principales (ACP), afin de regrouper les produits proches en termes dutilisation
dquipements.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 27 sur 105
LAnalyse en Composantes Principales (ACP)
25
Cette mthode est base sur le calcul des coefficients de corrlation entre les sries de valeurs de
deux variables afin de dterminer si elles sont dpendantes lune de lautre. Pour ce faire, il est
ncessaire de calculer la variance de chacune des sries (valeur qui caractrise la dispersion dune
distribution) et la covariance entre les deux sries (valeur qui caractrise la dispersion dune
distribution par rapport une autre).
Les formules sont les suivantes :
Soit deux variables x et y, alors les variances de x et y sont gales :
2
et
La covariance est gale :
=
1
On en dduit le coefficient de corrlation dfini par :
=
NB : pour la dtermination des familles de produits, les valeurs que pourront prendre x et y seront 1
ou 0, et n sera le nombre dquipements.
Le coefficient de corrlation r est une valeur entre -1 et 1 qui reflte le degr de linarit entre deux
sries de donnes, c'est--dire dans quelle mesure deux variables varient ensemble . Plus le
coefficient est proche des valeurs extrmes -1 et 1, plus la corrlation entre les variables est forte.
Une corrlation gale 0 signifie que les variables sont linairement indpendantes.
26
25
Source : Prsentation du Consortium de recherche FOR@C, Value Stream Mapping - Formation, Universit de Laval
26
Source : http://office.microsoft.com/fr-be/excel-help, consult le 25 Octobre 2010
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 28 sur 105
Dans le cadre de la formation de famille de produits, cela quivaut dire que :
- plus se rapproche de 1, plus les produits utilisent les mmes quipements
(corrlation positive)
- plus se rapproche de 0, moins il ny a de lien entre les produits en terme
dutilisation dquipements
- plus se rapproche de -1, moins les quipements utiles lun des produit, ne
le sont pour lautre (corrlation ngative)
Nous distinguerons donc seulement les coefficients proches de 1 (c'est--dire ayant une valeur entre
0.2 et 1), qui permettent de conclure que les produits font partie de la mme famille, et ceux non-
proche de 1, qui correspondent des produits de famille diffrentes.
Application de lACP pour la dtermination de familles de produits
En se servant du Tableau 1, il devient possible de calculer le coefficient de corrlation entre les
produits et de les placer dans le Tableau 2.
PRODUITS
A B C D E F G H
P
R
O
D
U
I
T
S
A 1
B -0.53452 1
C 0.801784 -0.42857 1
D -0.40825 -0.32733 -0.32733 1
E -0.40825 0.218218 -0.32733 -0.25 1
F 1 -0.53452 0.801784 -0.40825 -0.40825 1
G -0.53452 0.047619 -0.42857 0.763763 -0.32733 -0.53452 1
H -0.25 0.356348 -0.08909 -0.40825 0.612372 -0.25 -0.53452 1
Tableau 2: Coefficients de corrlation des produits
NB : Le Tableau 2 a t ralis avec laide de la fonction COEFFICIENT.CORRELATION de Microsoft
Office Excel 2007 (fonction CORREL pour la version Excel 2007 en anglais) : elle calcule le coefficient
de corrlation entre deux sries de valeurs pralablement slectionnes.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 29 sur 105
Pour plus de comprhension et a titre dexemple, voici comment a t obtenue la valeur inscrite
dans la case bleu turquoise du Tableau 2, correspondant au coefficient de corrlation entre les
produits D et G.
a) Tout dabord il faut calculer les variances et covariance pour les produits D et G, dont les
valeurs sont inscrites dans le Tableau 3 :
PRODUITS
D G
E
Q
U
I
P
E
M
E
N
T
S
1 0 0
2 0 0
3 0 0
4 0 0
5 1 1
6 0 0
7 0 0
8 0 0
9 1 1
10 0 1
Variance 0.16 0.21
Covariance 0.14
Tableau 3 : Calcul de variances et covariance pour les produits D et G
b) Sensuit le calcul du coefficient de corrlation :
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 30 sur 105
Le code couleur du Tableau 2 (vert, violet, bleu turquoise) correspond aux familles identifies. Aprs
regroupement des produits de mme couleur dans le Tableau 4 (obtenu en modifiant lordre des
lignes et des colonnes du Tableau 1), il devient plus vident quils font partie de la mme famille.
PRODUITS
A F C H E B G D
E
Q
U
I
P
E
M
E
N
T
S
2 1 1 0 0 0 0 0 0
4 1 1 1 0 0 0 0 0
8 1 1 1 0 0 0 0 0
1 1 1 1 1 0 0 0 0
7 0 0 0 1 1 0 0 0
6 0 0 0 1 1 1 0 0
3 0 0 0 1 0 1 0 0
10 0 0 0 0 0 1 1 0
5 0 0 0 0 0 0 1 1
9 0 0 0 0 0 0 1 1
Tableau 4 : Rorganisation de la matrice produit/quipement du tableau 1
Trois familles de produits ont t identifies avec cette mthode :
- famille 1 : produits A, F et C
- famille 2 : produits H, E et B
- famille 3 : produits G et D
Il sagit seulement dune catgorisation titre indicatif, le choix dfinitif de la famille de produits qui
fera lobjet de ltude est fait par lquipe projet et peut tre diffrent du rsultat de lACP. Les
autres facteurs pouvant tre pris en compte sont par exemple la consommation des produits, le
niveau de complexit de fabrication, ou les priorits de lentreprise.
NB : La famille de produits retenue pour la suite de la prsentation de la dmarche est la n1 :
produits A, F et C.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 31 sur 105
2.2.2. Dessin de ltat actuel
Pour laborer une carte remanie de la chane de valeur dun produit ou
dune famille de produits, il faut tout dabord connatre la situation
actuelle. Cette partie est consacre au dessin de la carte VSM dans sa
version courante.
Afin dillustrer la mthode suivie, les explications se baseront sur un
exemple, celui de lentreprise MED productrice de mdicaments, dont les
dtails se trouvent ci-dessous
NB : Les parties de texte encadres sont relatives lexemple de
lentreprise MED. Cette socit est totalement fictive. Toute ressemblance
ne serait que fortuite.
Entreprise MED
Lentreprise MED est un faonnier pharmaceutique qui produit des mdicaments de diverses formes
(injectables, comprims, glules). Le choix de la famille de produits tudie a t port sur la
production de trois comprims (mdicaments A, F et C). Le macro-processus de production est
rsum dans la Figure 18.
Figure 18 : Macro-processus de fabrication de comprims - Entreprise MED
Chacun des trois types de comprims passent par ces quatre tapes : Granulation (schage inclus),
Compression, Enrobage et Conditionnement.
Les mdicaments A, F et C ont la mme composition, ne changent que la couleur de leur enrobage et
leur nom. Les tapes de granulation et de compression sont les mmes. Lenrobage est diffrent
pour chacun des mdicaments (la couleur de lexcipient denrobage varie en fonction du
mdicament), ainsi que le conditionnement (la notice, le blister, la bote et le carton sont spcifiques
chaque mdicament).
F
O
U
R
N
I
S
S
E
U
R
S
C
L
I
E
N
T
Conditionnement Granulation Compression Enrobage
Dessin de ltat actuel
Dessin de ltat futur
Plan daction et
Mise en oeuvre
Famille de produits
Analyse
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 32 sur 105
Exigences du Client
Lunique client, un laboratoire pharmaceutique du nom de ZAC, demande en moyenne par mois :
- 840 000 comprims de A (soit 28 000 botes de 30 comprims, 1 400 cartons de 20 botes, 25
palettes de 56 cartons)
- 720 000 comprims de F (soit 36 000 botes de 20 comprims, 1 200 cartons de 30 botes, 40
palettes de 30 cartons)
- 1 200 000 comprims de C (soit 12 000 botes de 100 comprims, 500 cartons de 24 botes,
10 palettes de 50 cartons)
Le poids de chaque comprim est de 500 mg. Le client demande des lots de fabrication de 60 kg, ce
qui reprsente 120 000 comprims par lot.
Les livraisons au client sont hebdomadaires, et se font par camion.
Fournisseurs
Toutes les matires premires ncessaires la fabrication des comprims (granulation, compression,
enrobage) proviennent dun mme fournisseur, la socit PowderPro. Elle livre lentreprise MED
trois fois par semaine, par camion.
Un second fournisseur, limprimerie Printinstinct livre par camion les lundis et mercredis les produits
ncessaires au conditionnement des comprims, c'est--dire les notices, blisters, botes et cartons.
Gestion de la production
Il y a 20 jours de travail par mois. Lusine fonctionne avec 2 quipes, chacune travaillant 8 heures par
jour (avec 30 minutes de pause pendant lesquels les machines sont arrtes).
Lentreprise MED :
- reoit les prvisions de la part de son client 12, 8 et 4 semaines.
- reoit chaque lundi la commande hebdomadaire ferme du client pour la semaine suivante
- dlivre hebdomadairement au service dexpdition les demandes de livraison du client
- transmet les prvisions de commandes pour les 4 semaines venir ses fournisseurs
- confirme les commandes fournisseurs chaque semaine pour la semaine suivante
- organise de manire hebdomadaire le lancement des lots et adapte le plan de production au
quotidien
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 33 sur 105
Dtails des tapes du processus
Granulation Compression Enrobage Conditionnement
Equipement
Type
Granulateur,
Scheur
Presse
Lit d'air fluidis
Chane de
conditionnement
Nombre d'op. ncessaire 1 1 1 2
Disponibilit pour A, F, C 100% 100% 60% 60%
Cycle 30 kg /4h 60 000 cps/h 120 000 cps/3.5h 80 000 cps/h
Temps Chang. de fab. (B to B) 1 h 0.75 h 0.5 h 1 h
Chang. de fab. (P to P) 2 h 5 h 3.5 h 5 h
1200 kg de
poudre (20 lots)
4 lots de A 6 lots de A 3 lots de A
Stock de matires premires 3 lots de F 5 lots de F 2 lots de F
6 lots de C 9 lots de C 4 lots de C
Tableau 5 : Rsum des dtails des processus de fabrication des mdicaments A, F et C
Il y a galement un stock de produits finis aprs ltape de conditionnement, il est en moyenne
constitu de 4 lots de chaque type de mdicaments.
NB : Dans le cadre de lexemple de lentreprise MED, le terme processus de fabrication correspond
aux processus lmentaires de granulation, de compression, denrobage ou de conditionnement,
tandis que le terme macro-processus se rfre lassociation des quatre.
B to B signifie Batch to Batch , cest--dire passage dun lot de mdicaments un autre de
mme type, tandis que P to P , diminutif de Product to Product , correspond un changement
de fabrication entre deux types de mdicaments diffrents.
Symboles
Pour reprsenter les processus et les flux, la VSM utilise une srie de symboles simples et communs.
Les principaux sont rsums dans lAnnexe 1. Il est galement possible de crer dautres icnes, mais
ceux-ci doivent tre comprhensibles et uniformes du dbut la fin de la VSM.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 34 sur 105
Pralable au dessin de la VSM
Voici quelques conseils pour le dessin de la VSM :
- quelque soit le niveau de VSM vis, il est conseill de commencer par une
observation attentive, pas pas des activits de lusine.
- pour obtenir une information prcise et jour, la personne qui souhaite
dessiner une VSM doit faire elle-mme, pied, et avec un chronomtre la
main, le circuit des matires premires et de linformation cartographier.
- parcourir une premire fois rapidement, pas pas, la chane de valeur dans sa
totalit est un bon point de dpart. Cela permet de bien saisir le sens de
lcoulement des flux, avant de refaire le trajet et de rassembler les
informations relatives chaque processus.
- plutt que de partir du quai de rception des matires premires et de
descendre vers laval, il est prfrable de commencer du point dexpdition
des produits finis et de remonter vers lamont. De cette manire, les processus
les plus intimement lis au client seront recenss en premiers, ce qui facilitera
dautant plus le travail pour le reste de la chane.
- proscrire lordinateur. Le trac de la VSM se fait la main, avec un crayon
papier et sur une feuille unique (format A3 ou A4).
Ecrire au crayon papier permet de noter sur le schma au moment mme o
les informations sont reues, ainsi que deffacer et de corriger volont. De
plus, cela amne une meilleure appropriation du sujet et une plus grande
comprhension de lenchanement des processus.
Le but nest pas de faire de beaux schmas, mais de les faire justes.
NB : Contrairement ce qui a t expliqu prcdemment, les dessins de VSM prsents dans cette
thse ont t faits sur ordinateur et non pas la main. Cela se justifie par la ncessit de clart et
dintgration des schmas dans le corps du texte.
La construction de la carte VSM de ltat actuel de lentreprise MED constitue lAnnexe 2. Chacune des
phases est reprsente.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 35 sur 105
2.2.2.1 Premire phase du dessin : Le Client
La VSM sinscrit dans une dmarche damlioration oriente sur la chane de valeur. Cela implique
une dfinition claire de la valeur du (ou des) produit(s), aux yeux du client.
Le dessin dune VSM commence donc par la reprsentation du Client, et la liste de ses exigences.
Une icne Usine (aussi appele Source Extrieure) identique celle de la Figure 19 est place dans
le coin en haut droite de la feuille : il reprsente le client, c'est--dire le laboratoire ZAC.
Figure 19 : Icne Usine et Case de Donnes
27
En dessous est dessine une Case Donnes rsumant, en plus de celles qui figurent dans le Tableau
6, les exigences du client suivantes :
- Masse des comprims : 500 mg
- Livraison quotidienne
- Mode de transport : palettes
A F C
Taille de lot
en kg 60 60 60
en comprims 120 000 120 000 120 000
en palettes 3.57 6.67 1.00
Demande mensuelle
en kg 420 360 600
en comprims 840 000 720 000 1 200 000
en lot 7 6 10
Tableau 6 : Exigences du client ZAC
27
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 36 sur 105
2.2.2.2 Deuxime phase du dessin : Les Processus de Fabrication
Ensuite, les deux icnes utilises dans la VSM sont celle des processus de fabrication, aussi appele
Case Processus, et celle des Stocks.
Les cases processus reprsentent des oprations o la matire brute subit un traitement. Afin de
limiter leur nombre sur le dessin, les tapes relies entre elles ou les postes de travail appartenant
un seul processus ne sont reprsents que par une seule icne.
Par contre, si une opration est coupe de la suivante (gographiquement ou temporellement) et
que des stocks intermdiaires saccumulent entre les deux ou sont dplacs par lots, alors deux
cases processus sont ncessaires. Cette diffrenciation dpend galement de lobjet de ltude, si
lobjectif est de comprendre en dtail une opration, alors il sera ncessaire dutiliser une case
processus pour chacune de ses tapes.
Les symboles prcdemment dcrits, Case Processus et Icne Stock, sont reprsents dans la Figure
20.
Figure 20 : Case processus et Icne Stock
28
Dans le cas de lentreprise MED, quatre processus de fabrication ont t identifies :
- Granulation
- Compression
- Enrobage
- Conditionnement
Sajoute une case supplmentaire : Expdition. Elle ne sera pas tudie ici mais sa prsence permet
une meilleure comprhension du procd.
Mis bout bout, les cases processus constituent le flux de matire, qui est plac dans la moiti
infrieure du dessin de la VSM, de gauche droite dans le sens du traitement des matires et non
pas selon la disposition physique des lieux.
28
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 37 sur 105
Entre chaque case processus se trouve une icne stock, en dessous de laquelle sont inscrits le
nombre dlments qui sy trouvent ainsi que leur type. Il y en a galement une au dbut de la
chane : elle schmatise les matriaux provenant directement du fournisseur.
Lexemple de lentreprise MED prsente un flux de matire linaire, ce nest cependant pas toujours
le cas. Certaines chanes de valeur sont composes de plusieurs flux qui se rejoignent ensuite, tel que
dans la Figure 21.
Figure 21 : Multiples flux parallles
29
NB : La disposition gographique des quipements et les dplacements des matires et des
oprateurs ne sont pas reprsents dans la VSM. Un autre outil est consacr ce type de
cartographie, il sagit du diagramme spaghetti. Il reprend le plan de la zone de production concerne,
et symbolise les dplacements des oprateurs par des traits entre les quipements. Un exemple est
prsent dans la Figure 22.
Figure 22 : Exemple de diagramme spaghetti
30
29
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
30
Source : http://www.sprickstegall.com, consult le 25 Novembre 2010
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 38 sur 105
Cette mthode est utilise dans la rorganisation des zones de travail : la quantification de la distance
parcourue par les oprateurs et des croisements qui ont lieu permet dimaginer une disposition des
locaux qui diminuerait les dplacements (un des huit gaspillages, voir page 5).
Dans les cases processus est plac la Figure 23 reprsentant une Icne Oprateur. Elle est associe
un chiffre qui indique le nombre doprateur requis pour le fonctionnement de ce processus.
Figure 23 : Icne Oprateur
31
En dessous de chaque case processus se situe une case donnes qui rsume les informations
importantes relatives au processus reprsent. Voici quelques exemples de renseignements qui
peuvent se retrouver lists :
- Le temps de cycle (TC)
- Le temps de valeur ajoute (TVA)
- Le dlai dexcution (DE)
- Le temps de changement de fabrication
- Le nombre CPC (chaque pice chaque [heure, jour, semaine ])
- Le nombre de produits diffrents
- Le temps de travail disponible
- Le temps utilisable
- Le taux de mise au rebut
Ces informations sont rcoltes sur le terrain, en suivant le flux de matire pas pas.
31
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER
Les Organigrammes de Processus
Pour faciliter ce travail de collecte de donnes, un
exemple de ce type de tableau est
les oprateurs, et utilise cinq symboles de bases
catgoriser facilement les tapes
Symbole Nom
Opration
Contrle
Transport
Dlai
Stockage
Tableau 7 : Symboles utiliss dans la ralisation d'
32
Source : http://www.bola.biz, consult le 02 Novembre 2010
Thse dexercice de Pharmacie
Page 39 sur 105
Processus
Pour faciliter ce travail de collecte de donnes, un organigramme de processus
exemple de ce type de tableau est prsent dans lAnnexe 3. Il est rempli en suivant le produit et/ou
cinq symboles de bases (dtaills dans le Tableau
catgoriser facilement les tapes du processus en opration, contrle, transport
Explications
Opration physique ralis sur le produit, avec ou sans un
quipement, apportant de la valeur ajoute
Point du processus o le produit est inspect ou lorsque
l'oprateur ralise un test
Mouvement de l'oprateur, du produit ou de l'quipement
Temps d'attente ou retard dans le processus de fabrication
Mise au dpt du produit en attendant la prochaine tape
: Symboles utiliss dans la ralisation d'un Organigramme de Processus
, consult le 02 Novembre 2010
Dcembre 2010
organigramme de processus peut tre utilis. Un
est rempli en suivant le produit et/ou
Tableau 7) qui permettent de
transport, dlai ou stockage.
sur le produit, avec ou sans un
Point du processus o le produit est inspect ou lorsque
Mouvement de l'oprateur, du produit ou de l'quipement
Temps d'attente ou retard dans le processus de fabrication
produit en attendant la prochaine tape
Organigramme de Processus
32
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 40 sur 105
La Figure 24 est lorganigramme de ltape de granulation entrant dans le processus de fabrication
des mdicaments A, F et C, au sein de lentreprise MED.
Figure 24 : Organigramme du Processus Granulation de lentreprise MED
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 41 sur 105
Ltape de granulation se fait en deux fois : les premiers 30 kg subissent le processus, puis la
deuxime moiti du lot fait de mme. Les deux parties sont rassocies ensuite dans un container
unique.
Le temps requis pour granuler 30 kg de poudre est de 240 minutes, soit exactement 4 heures. Si
cette dure est ramene un lot complet (60 kg), alors le dlai dexcution du processus Granulation
est gal 8 heures.
2.2.2.3 Troisime phase du dessin : Les Fournisseurs
Aprs stre intress au client, puis aux processus de fabrication, lobjet de la troisime tape
concerne logiquement les fournisseurs.
Ils sont placs dans le coin suprieur gauche, et reprsents par une icne usine (ou source
extrieure), la mme que celle de la Figure 19. Les donnes relatives aux fournisseurs sont inscrites
dans une case donnes dessine en dessous de licne usine.
La reprsentation de la frquence et du mode de livraison constituent lintermdiaire entre le(s)
fournisseur(s) et la premire tape du processus, ainsi quentre la dernire tape et le(s) client(s).
Une flche large indique une livraison entre deux usines, et un camion (ou un avion, un bateau )
quel mode de livraison est utilis. Tous deux sont reprsents dans la Figure 25.
Figure 25 : Icnes Dplacement de produits
et Expdition par camion
33
Dans le cas de lentreprise MED, il y a deux fournisseurs dessiner : PowderPro, qui livre par camion
les matires premires ncessaires au processus de granulation, et Printinstinct, qui fournit,
galement par camion, les lments complmentaires requis pour ltape de Conditionnement.
33
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 42 sur 105
2.2.2.4 Quatrime phase du dessin : les Flux dInformation
ce stade de la construction de la carte VSM, seuls les flux de matires ont t dessins. La
quatrime phase a pour but de reprsenter les flux dinformation.
Pour cela, il faut introduire de nouvelles icnes essentielles la comprhension du dessin : une ligne
droite reprsente un flux dinformation physique (sur papier en gnral), tandis que lclair
correspond un flux dinformation lectronique.
Un cadre plac au milieu dun flux dinformation est utilis pour dcrire ce flux (en donnant une
frquence dchange par exemple).
Ces trois nouvelles icnes sont prsentes dans la Figure 26.
Figure 26 : Flux d'information papier, Flux d'information lectronique
et Icne de description du flux
34
Ces symboles permettent de matrialiser les liens qui existent entre les processus fournisseurs et les
processus clients.
Il y a un autre type de connexion quil est important de caractriser : les dplacements de matires
entre les processus de fabrication. Deux configurations sont possibles pour organiser la production :
soit les produits sont pousss par le processus fournisseur, soit ils sont tirs par le processus client.
Deux nouvelles icnes sont ncessaires, elles sont prsentes dans la Figure 27.
Figure 27 : Flux pouss et Flux tir
34
34
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 43 sur 105
Le systme de flux pouss est bas sur les prvisions des besoins du processus aval. Par dfinition,
ces prvisions ne correspondent pas la ralit et donc la production de chaque processus nest
jamais en parfaite adquation avec celles des autres. Chacun se comporte comme un ilot isol qui
tente de grer individuellement son calendrier et son rythme de production.
Dans ce type dorganisation apparaissent des stocks intermdiaires. Ils permettent au processus
amont de continuer de fonctionner mme si ses produits nont pas encore tous t utiliss par le
processus aval. Voil pourquoi ce systme est appel flux pouss : chaque processus produit son
rythme et lorsquil a termin, il pousse les pices vers le processus suivant.
Lorganisation en flux tir est tout autre : cest le processus aval qui fait la demande au processus
amont de produire. La quantit den-cours est ainsi rduite, et la ractivit du macro-processus de
production accrue.
NB : Le fonctionnement en Juste Temps (Just in Time), lun des piliers de la maison Lean
Manufacturing (voir page 8), repose sur lorganisation en flux tir.
Le contrle de la production de lentreprise MED est reprsent par une case processus au centre de
la partie suprieure du dessin. Elle est ensuite relie au client et aux fournisseurs avec des clairs
(flux dinformation lectroniques), et aux diffrentes tapes du processus de fabrication par des
flches droites (calendriers sur format papier).
Lentreprise MED possde un systme de production bas sur le flux pouss, voil pourquoi des
flches larges en pointills relient les icnes Granulation, Compression, Enrobage, Conditionnement
et Expdition.
2.2.2.5 Cinquime phase du dessin : la Ligne de Temps
Le schma obtenu est divis en deux : la partie suprieure est consacre au flux dinformation, tandis
que la partie infrieure comporte les donnes relatives au flux de matires. Il sagit l dune
reprsentation des oprations du processus de fabrication plus visuelle et facile comprendre que le
schma dinstallation de lusine.
Il reste toutefois une dernire tape la cartographie de la chane de valeur : la reprsentation de la
ligne de temps. Cette ligne est trace sous les cases processus de fabrication et les icnes des stocks
(partie infrieure du dessin) et a pour but de calculer le Lead Time (ou Dlai de Production), c'est--
dire le temps entre la rception des matires premires jusqu lexpdition du produit fini.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 44 sur 105
Mthode de calcul
En dessous de chaque case processus sont recopis les dlais dexcution correspondants.
Pour les icnes stock, les temps utiliss sont ceux passs par chacun des lments dans ces stocks.
Les dlais sont exprims en jours et se calculent en divisant la quantit de pices entreposes par le
nombre de produits requis quotidiennement par le client final.
Laddition des dlais dexcution et des temps de stockage donne une estimation relativement juste
du Lead Time (dans la majorit des cas, le temps pass par une pice dans les processus de
fabrication est ngligeable en comparaison avec le dlai de stockage).
La somme des dlais dexcution des processus de fabrication correspond au Temps de Traitement
appliqu chacune des pices.
Lexemple de la Figure 28 permet de mieux comprendre ces nouvelles notions (la demande client est
de 100 pices par jour).
Figure 28 : Exemple dune ligne de temps
Dans un souci de plus grande justesse, il serait ncessaire de prendre en compte non pas les dlais
dexcution dans le calcul du temps de traitement, mais les temps de valeur ajoute. La
reprsentation de la ligne des temps en serait modifie, par exemple la faon de la Figure 29.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 45 sur 105
Figure 29 : Exemple dune ligne de temps utilisant les temps de valeur ajoute
Dans de telles conditions, le temps de traitement correspond au temps vert (temps de valeur
ajoute), tandis que le temps rouge (temps de non valeur ajoute) est gal la diffrence entre le
Lead Time et le temps de traitement.
Pour les chanes de valeurs composes de multiples flux parallles, le chemin le plus long sera utilis
pour dterminer les temps globaux (Lead Time et temps de traitement).
Pour faciliter la comprhension de lexemple que constitue lentreprise MED, le temps de traitement
sera calcul avec les dlais dexcution (les temps de valeur ajoute sont estims gaux aux dlais
dexcution, ce qui quivaut dire quil ny a pas de gaspillage au cours des processus de fabrication).
2.2.2.6 Cartographie de la chane de valeur termine
La cartographie de ltat actuel est maintenant termine. Cet exercice, bas sur lexemple de
lentreprise MED, a du veiller un certain nombre de questions et dobservations concernant les
zones de surproduction. Le travail ralis jusqualors aura t vain si la carte de ltat actuel nest pas
analyse et remanie, afin de construire le dessin de ltat futur.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 46 sur 105
2.2.3. Analyse
La troisime partie de la dmarche VSM est une tape de transition : elle
a pour but lanalyse de ltat actuel afin de rflchir ltat futur.
Pour cela, il faut sapproprier un nouveau mode de fonctionnement de la
fabrication des produits appele production au plus juste (correspond au
juste temps : lun des piliers du Lean Manufacturing).
2.2.3.1 La surproduction
Un lment qui surprend lorsquon regarde la carte VSM de lentreprise MED est le temps de
traitement (15 heures, lquivalent dun jour de travail) compar au Lead Time (65.3 jours). Le
rapport des deux est gal 0.015, ce qui veut dire que seulement 1.5 % du temps pass par les
produits dans lentreprise est du temps de valeur ajoute (temps vert). La carte VSM explique
clairement ce que sont les 98.5 % restant : du temps de stockage, c'est--dire du temps dattente
entre deux processus (temps rouge).
Le phnomne qui est lorigine de cette accumulation den-cours est la surproduction : lorsque un
processus produit plus, plus tt ou plus rapidement que ne lexige ltape suivante. Cest une scurit
pour chacun des postes lorsquils sont considrs de manire isole, mais dans une vision Lean donc
globale de lentreprise ce nest que du gaspillage.
NB : Le terme en-cours dsigne tous les produits non finis qui ne sont pas non plus des matires
premires. Ils sont gnralement entreposs dans des stocks intermdiaires entre les processus de
fabrication.
En effet, ces produits ne sont pas utiliss immdiatement aprs tre sorti du processus prcdent,
cela entrane de la manutention, une comptabilisation, une gestion de stock etc. Des moyens
humains et matriels ainsi que de lespace sont rquisitionns pour grer ces en-cours, et tout cela
en pure perte. Sajoutent cela une immobilisation dargent, une perte de temps, une potentielle
dgradation des produits, ainsi quun retard dans la dtection des non-conformits.
La surproduction est la consquence du fonctionnement en flux pouss : il ny a pas de connexion
entre les processus de fabrication donc chacun produit son rythme et fait en sorte que le poste
suivant ne tombe pas en rupture dapprovisionnement.
Dessin de ltat actuel
Dessin de ltat futur
Plan daction et
Mise en oeuvre
Famille de produits
Analyse
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 47 sur 105
2.2.3.2 Principe de la production pense au plus juste
Le Lean Enterprise Institute (organisme amricain fond en 1997 par J. WOMACK, dont le but est
de former, publier, chercher et organiser des confrences sur le Lean Manufacturing) indique que la
dmarche de production au plus juste se rsume configurer la chane de valeur de faon que
chaque processus ne produise que ce dont le prochain processus a besoin, au moment o il en a
besoin. Le but vis est de relier tout les processus rebours, depuis la livraison au consommateur
jusqu la rception de la matire brute le long dune chane souple et directe qui favorise les dlais
les plus courts, le plus haut niveau de qualit et les cots les plus faibles
35
.
Cette dfinition repose sur six fondements qui sont dvelopps ci-dessous.
NB : Les explications qui suivent dcrivent la mthode VSM prconise par le Lean Enterprise Institute,
et dcrite dans louvrage Bien voir pour mieux grer ( Learning to See en anglais), de Mike
ROTHER et John SHOOK, dition franaise ralise par lInstitut Lean France, 2008.
2.2.3.3 Les fondements de la production pense au plus juste
Fondement n1 : Faire correspondre le rythme de production avec la demande client
Tout d abord il est ncessaire dintroduire la notion de Takt Time
36
. Takt est un mot allemand
signifiant battement , rythme , mtronome .
Le Takt Time cadence le processus de fabrication sur le rythme de la demande client. Il se calcule
suivant la formule :
=
* seuls les arrts autoriss sont dduits (pauses, repas, runions, nettoyage de poste). La cadence
nautorise pas les arrts machines (pannes, changements de sries).
Afin de satisfaire la demande client, tous les temps de cycle des diffrents processus de la production
doivent tre infrieurs ou gales au Takt Time.
35
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
36
Source : G. REVENU, Lamlioration continue pour acclrer les flux, cole des Mines dAlbi-Carmaux, 2009
*
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 48 sur 105
Exemple : Lentreprise XYZ produit des volants de voiture. Elle fonctionne avec 2 quipes qui
travaillent chacune 8 heures par jour (avec 30 minutes de pause). La demande client est de 600
volants par jour.
=
8 0.5 2 3600
600
=
54 000
600
= 90
Le Takt Time de lactivit production de volant de lentreprise XYZ est de 90 secondes. Cela
quivaut dire que si la socit souhaite rpondre la demande client, un volant doit sortir de sa
ligne de production toutes les 90 secondes.
Le Fondement n1 implique donc que les temps de cycle de chacun des processus de fabrication
correspondent au Takt Time, ou tout du moins ne le dpassent pas. Cette adaptation de la
production exige :
- une rponse efficace aux problmes fonctionnels entranant des retards
systmatiques
- llimination des causes darrts imprvus (pannes, non-conformits)
- le redcoupage des tapes de fabrication
Fondement n2 : Mettre en place un flux continu chaque fois quil est possible de le
faire.
Un processus en flux continu est de type chane de montage : ralisation dun produit la fois,
chacun des produits passant dune opration lautre de la chane de fabrication sans priode
darrts entre les tapes.
Dans le dessin de ltat futur, si un flux continu est instaur entre deux processus, alors leurs dlais
dexcution se cumuleront et les deux cases processus fusionneront pour nen former quune seule.
Mais attention, conformment au Fondement n1 le temps de cycle global doit tre infrieur au Takt
Time.
Pour instaurer un flux continu comme dans lexemple de la Figure 30, il est prfrable de commencer
avec deux ou trois oprations, puis de fiabiliser cette nouvelle organisation en travaillant sur les
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 49 sur 105
temps de changement de fabrication et sur la formation du personnel. Seulement ensuite, le modle
du flux continu pourra tre tendu dautres tapes, voire au macro-processus complet.
Figure 30 : Migration d'un fonctionnement en lots isols vers un flux continu
37
Fondement n3 : Lorsquun flux continu nest pas envisageable, instaurer un systme de
flux tir avec dpts de stockage ou un couloir FIFO.
Le Fondement n2 est trs clair : un flux continu doit tre instaur chaque fois quil est possible
de le faire , cela implique quil y a des domaines et des situations o le flux continu est impossible.
Par exemple lorsque :
- deux oprations sont gographiquement loin lune de lautre et quil ny a
aucun moyen de les rapprocher
- un quipement de la chane de valeur est utilis pour la production dautres
produits
37
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
lots isols
Flux continu
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 50 sur 105
- une opration de la chane de valeur possde un dlai dexcution trop long ou
trop alatoire
- le rassemblement trop important doprations induit un temps de cycle global
suprieur au Takt Time
Toute la chane de valeur ne doit pas tre obligatoirement en flux continu. Lorsque des situations
telles que celles dcrites ci-dessus se prsentent, il y a deux autres alternatives : le flux tir avec
dpts de stockage ou le couloir FIFO.
Le flux tir avec dpts de stockage
Par dfinition, si un flux continu est inenvisageable, cela implique que deux flux discontinus sont
conservs un endroit de la chane de valeur. La liaison entre ces deux processus peut tre gre
grce des dpts de stockage, dont le symbole constitue la Figure 31.
Figure 31 : Icne du dpt de stockage
38
Afin dviter de recrer une situation de surproduction et daccumulation de produits dans les stocks,
il est prfrable de piloter le processus par laval (flux tir) plutt que de tenter de programmer la
fabrication avec des estimations des besoins du client. Lintroduction dun systme Kanban est alors
ncessaire.
Le Kanban
39
est un mode de gestion de flux cr par Toyota qui est bas sur des tiquettes (Kanban =
tiquette en japonais). Le principe est trs simple : le processus client retire du dpt de stockage ce
dont il a besoin, au moment o il en a besoin, puis le processus dapprovisionnement lance la
production des lments qui viennent dtre retirs du dpt pour les remplacer.
Les tiquettes (galement appeles cartes ) sont le vecteur dinformation assurant lorganisation
de la production. Elles sont places sur chacun des lments qui viennent dtre produits. Lorsque le
client prlve lun de ces lments du dpt il retire ltiquette qui se trouve dessus et la range dans
38
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
39
Source : http://www.actors-solutions.com, consult le 14 Novembre 2010
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 51 sur 105
un tableau rcapitulatif. Le fournisseur consulte rgulirement ce tableau et sait ainsi ce qui a t
consomm et ce quil doit produire nouveau, les tiquettes deviennent alors des ordres de
fabrication.
NB : Les tiquettes Kanban dcrites prcdemment sont dites de production : elles dclenchent la
production de pices. Il existe galement des tiquettes dites de prlvement , qui sont des listes
de pices aller chercher par le manutentionnaire et acheminer un endroit indiqu.
Un systme flux tir avec dpt de stockage se schmatise comme sur la Figure 32.
Figure 32 : Systme flux tir avec dpt de stockage
40
Gographiquement, le dpt de stockage se trouve prfrentiellement ct du processus
dapprovisionnement. Cette situation accentue la vision que le processus en aval est un client qui
vient retirer ses produits au dpt, et se faisant, dclenche la production chez le fournisseur.
Flux continu et flux tir sont parfaitement complmentaires dans la gestion de la production. En
intercalant les deux il devient possible de piloter le flux grce aux tiquettes Kanban et de limiter les
zones de stockage et le nombre den-cours. Le processus de fabrication gagne ainsi en ractivit et
en rapidit, et la programmation base sur les estimations devient inutile.
NB : Les stocks intermdiaires sont associs au flux pouss, tandis que les dpts de stockage
se rapportent au flux tir. Ces deux types de zones de stockage ont chacun leur icne car ils sont
diffrents.
40
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 52 sur 105
Le couloir FIFO (First In, First Out)
Le flux tir est une bonne alternative au flux continu lorsque celui-ci est impossible, il nest
cependant pas applicable efficacement dans tous les cas. Par exemple, il est difficile davoir un dpt
de stockage dans lequel se trouvent tous les lments du processus dapprovisionnement lorsque le
nombre de versions est grand, ou lorsque la taille des pices est importante. Il en est de mme sil
sagit de pices faites sur mesure (donc unique), coteuses ou ayant une dure de stockage limite.
Le couloir FIFO est une solution adapte aux cas de figures dcrits prcdemment. Il stablit entre
deux processus discontinus pour faire la liaison. Son principe est simple :
- lorsquune pice sort du processus amont, elle entre dans le couloir FIFO et se
place en tte de file, ce sera donc elle qui sera prleve en premier par le
processus aval
- si dautres pices sont produites par le processus amont avant que la premire
pice nait t consomme par le processus aval, alors elles seront stockes en
file indienne et utilises suivant leur ordre darrive
- le couloir FIFO possde une capacit maximum qui, lorsquelle est atteinte,
stoppe la production du processus amont
- la production ne reprendra que lorsquune partie des stocks aura t prleve
La Figure 33 illustre ce qui a t expliqu ci-dessus.
Figure 33 : Fonctionnement d'un couloir FIFO
41
NB : Le terme FIFO a t francis en PEPS pour Premier Entr, Premier Sorti
41
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 53 sur 105
Dans le cas o la capacit maximum du couloir FIFO est gale 1, alors la production est dcrite
comme suivant un fonctionnement en One Piece Flow
42
. Il sagit dune bonne alternative lorsque le
flux continu est impossible car il ny a quune pice entre deux processus de fabrication discontinus :
lorsque le produit sort du processus amont il est transport vers le processus aval qui, ds quil est
disponible, le traitera.
Fondement n4 : Piloter la production en appliquant la programmation client sur un seul
processus : le processus rgulateur .
Lapplication des Fondements n2 et n3 cre un lien entre le travail ralis par chacun des processus
de fabrication, il devient alors possible de piloter lensemble de la production en agissant seulement
sur lun dentre eux. Il sera nomm processus rgulateur, et propagera les informations provenant
du contrle de la production lensemble de la chane.
Il y a une rgle incontournable dans la dsignation du point de programmation que reprsente le
processus rgulateur : il ne peut pas y avoir de zone de stockage et/ou de flux tir en aval du
processus rgulateur. Cest pourquoi, le choix se porte souvent sur le processus situ juste aprs le
dernier stock de la chane de valeur.
La Figure 34 propose deux exemples dorganisation de la production pour lesquels le choix du
processus rgulateur est diffrent.
Figure 34 : Choix du processus rgulateur dans deux cas diffrents de fonctionnement de la production
43
42
Source : http://www.strategosinc.com, consult le 27 Novembre 2010
43
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
Cas A
Cas B
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 54 sur 105
Le cas A de la Figure 34 sapplique une production entirement base sur des flux tirs, le dernier
processus de fabrication constitue donc le point de programmation. Pour le cas B, le processus
rgulateur se trouve plutt dans la partie amont de la chane de valeur, comme cest souvent le cas
pour les fabrications la commande.
Plus le processus rgulateur se trouve en amont et plus la ractivit de la chane de production
diminue. Il sagit du principal inconvnient lutilisation des couloirs FIFO.
Fondement n5 : Lisser la charge
Le lissage de la charge est reprsent sur une carte VSM avec licne de la Figure 35. Il englobe deux
notions distinctes : le lissage des volumes et le lissage des types de produit.
Figure 35 : Icne de lissage de charge
44
Lissage des volumes de production
Il appartient la programmation de cadencer la production, c'est--dire de fixer un rythme de
fabrication, plutt que de dlivrer une liste de lots produire dans la journe ou dans la semaine
sans se soucier du moment o ce sera fait. Cette action est dautant plus facile que le processus
rgulateur constitue lunique zone de dclenchement de la production.
Le rythme de lancement de fabrication choisi constitue lunit de temps selon laquelle la chane va
fonctionner, il est appel pas de production. Un ordre de fabrication sera mis chaque pas de
production. Il peut par exemple tre dfini comme le temps de cycle du processus rgulateur, ou le
temps ncessaire pour produire une unit de conditionnement avec laquelle le client veut tre livr
(unit, carton, palette ).
Ce lissage des volumes contribue ne pas rpercuter les alas de la demande sur la production. Le
rythme de travail est prserv, lefficacit de la chane est accrue et le flux de production est
prvisible.
44
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 55 sur 105
Lissage de la typologie des produits demands
Il est plus pratique de produire de nombreuses pices du mme type la suite, puis de reconfigurer
le matriel et de dmarrer une nouvelle srie de pices diffrentes des prcdentes. Cependant cela
encourage la constitution de stocks qui, cause de leffet coup de fouet, est dautant plus
importante que la zone de stockage se situe en amont dans la chane de fabrication.
NB : Leffet coup de fouet
45
(Bullwhip effect en anglais) est une amplification extraordinaire des
variations de la demande au fur et mesure que lon sloigne du client final. Il en rsulte
essentiellement un surstock et un mauvais service client. Lorigine de ce phnomne est une
communication insuffisante, un manque de confiance entre les diffrents intervenants et un mode de
fonctionnement par lots isols. La Figure 36 illustre parfaitement leffet coup de fouet.
Figure 36 : Reprsentation de l'effet coup de fouet
46
Le mode de pense Lean Manufacturing prconise plutt de produire rgulirement et en petite
quantit chacun des types de produits. Cette diminution des tailles de lots permet de rduire les
stocks et confre une plus grande flexibilit et ractivit lentreprise.
Linconvnient majeur de ce type dorganisation est une augmentation du nombre de changement
de fabrication, mais il peut devenir ngligeable si des efforts sont faits sur la diminution des dlais
pour la reconfiguration des quipements.
45
Source : http://www.al-consulting.com, consult le 15 Novembre 2010
46
Source : Cours de M. LAURAS, Gestion des chanes logistiques Introduction la logistique aval, cole des Mines dAlbi-
Carmaux, 2008
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 56 sur 105
La Figure 37 illustre le passage dun ordonnancement sans lissage de charge celui avec.
Figure 37 : Lissage de charge pour un plannning de 3 produits (R1, R2 et R3)
47
Fondement n6 : Choisir une des tailles de lots les plus petites possibles
La manire la plus simple pour dterminer la taille initiale des lots pour chacun des processus de
fabrication est de se baser sur le temps disponible pour les changements de fabrication.
Exemple : Si la demande client quotidienne est de 30 pices et quil faut 30 minutes pour en produire
une, alors le temps de production sera de 15 heures par jour. Admettons que le temps douverture
soit de 16 heures par jour, cela laisse 1 heure de libre . Si le temps unitaire pour un changement
de fabrication est de 20 minutes, alors il sera possible de raliser 3 changements par jour, donc de
produire 3 lots de pices diffrents.
Ce calcul peut galement mener dterminer le pas de production (Fondement n5), c'est--dire le
temps pour produire un lot. Dans le cas de lexemple prcdent, le pas de production serait gal :
30
3
30
60
47
Source : Cours de G. REVENU, Lamlioration continue pour acclrer les flux, cole des Mines dAlbi-Carmaux, 2009
Schma dordonnancement
sans lissage de charge
Schma dordonnancement
avec lissage de charge
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 57 sur 105
Pour augmenter le nombre de lots quotidien, deux leviers sont envisageables :
- Diminuer le temps de production, en augmentant la vitesse de production par
exemple
- Rduire le temps de changement de fabrication. La mthode SMED a t
dveloppe dans ce but.
Mthode SMED
48
Cet acronyme signifie Single Minute Exchange of Die. Il se traduit en franais par Changement
doutil en moins de 10 minutes .
Cette mthode a t mise au point par un ingnieur de Toyota en 1969 du nom de Shigeo SHINGO.
Elle sappuie sur lamlioration de lergonomie des postes de travail, la rptabilit des oprations de
changements de fabrication et la formation des oprateurs. Lobjectif est la rduction au maximum
du temps darrt des machines du aux changements de fabrication. Pour cela, quatre tapes sont
ncessaires :
- Identifier les diffrentes oprations de changement de fabrication, il y en a
deux types :
les oprations internes, ralises lorsque les quipements sont arrts
les oprations externes, effectues pendant le temps masqu, c'est--
dire lorsque les machines fonctionnent : avant la fabrication de la
dernire bonne pice du lot prcdent ou aprs celle de la premire
bonne pice du lot suivant
- Extraire les oprations internes qui pourraient tre faites en externe grce
une meilleure organisation
- Convertir le maximum doprations internes en oprations externes, cette
tape se diffrencie de la prcdente car elle requiert des investissements
- Rduire les oprations internes pour quelles ncessitent le minimum de
temps
48
Source : Cours de G. REVENU, Lamlioration continue pour acclrer les flux, cole des Mines dAlbi-Carmaux, 2009
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 58 sur 105
2.2.4. Dessin de ltat futur
La quatrime et dernire partie de ce second chapitre est consacre au
remaniement de la carte VSM. Cette phase de reprsentation de ltat
futur de la chane de valeur entre dans ltape Improve de la dmarche
DMAIC.
Lobjectif du Lean Manufacturing est didentifier et dliminer les sources
de non valeur ajoute. Certains gaspillages sont lis la technologie
utilise, limplantation des machines dans lusine, ou la conception
des produits. Ces thmes ne sont pas explors dans le dessin de ltat
futur, ils pourront cependant faire lobjet dtudes complmentaires
grce dautres outils que la VSM.
Les six fondements dcrits dans la partie prcdente constitue la base de rflexion pour tablir le
nouvel tat. Le Lean Enterprise Institute propose une dmarche de reconfiguration de la chane de
valeur, sappuyant sur ces fondements, et organise suivant 8 questions cls. Celles-ci sont
numres dans le Tableau 8.
Fondements
1 2 3 4 5 6
Question A - Quel est le Takt Time de la chane de fabrication ?
X
Question B -
Les produits finis vont-ils sjourner dans un dpt ou
seront-ils directement achemins au quai dexpdition ?
X X X
Question C - O est-il possible dtablir un flux continu ?
X
Question D -
O est-il ncessaire de mettre en place un flux tir ? un
couloir FIFO ?
X
Question E - Quel sera le processus rgulateur ?
X
Question F - Comment sera lisse la charge ?
X
Question G - Quel sera le pas de production ? X X
Question H - Quelles sont les autres amliorations mener ?
Tableau 8 : Questions structurant le remaniement de la chane de valeur
Dessin de ltat actuel
Dessin de ltat futur
Plan daction et
Mise en oeuvre
Famille de produits
Analyse
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 59 sur 105
Les questions du Tableau 8 vont tre reprises une une et appliques aux cas de lexemple de
lentreprise MED. Ainsi il deviendra possible denvisager une nouvelle organisation de la production
et une carte VSM remanie.
Question A - Quel est le Takt Time de la chane de fabrication ?
Dans le cas de lentreprise MED, la demande client est de 23 lots par mois. Deux quipes se relaient,
chacune travaille 8 heures par jour avec 30 minutes de pause, 20 jours par mois.
=
8 0.5 2 20
23
=
300
23
= 13
Pour rpondre la demande du laboratoire ZAC, lentreprise MED doit produire un lot de
mdicaments toutes les 13 heures.
Attention, le Takt Time ne tient pas compte du temps de changement de fabrication, de
limmobilisation des quipements pour cause de panne ou de maintenance, ou des dlais engendrs
par la production par les quipements de pices non conformes (due par exemple de mauvais
rglages). Dans tous les cas cits prcdemment, lentreprise pourra acclerer sa production pour
compenser le retard engendr, mais le Takt Time ne pourra pas tre modifi : cest une donne fix
par le client.
Question B - Les produits finis vont-ils sjourner dans un dpt ou seront-ils directement achemins
au quai dexpdition ?
Les lots de mdicaments A, F et C sont des produits ddis : la production se fait sur commande. Il
nest donc pas possible de constituer un stocks de produits finis la fin de la chane de valeur et
dattribuer les lots en fonction de la demande client.
Les lots de mdicaments seront par consquent directement achemins au quai dexpdition.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 60 sur 105
Les deux modes de fonctionnement proposs possdent chacun des avantages et des inconvnients:
- produits finis transitant par un dpt de stockage
La production est dclenche par les besoins du client : le prlvement dans les stocks de produits
finis en vue de remplir le camion destin au client gnre un ordre de fabrication par libration dune
carte Kanban. Le processus rgulateur (Question E) est donc ds lors dsign : il sagit de lexpdition,
comme lillustre la Figure 38.
Ce type de fonctionnement sapplique la production sur stock : les produits sont plutt de petites
tailles, facilement entreposables, ne prsentant que peu de versions diffrentes, ou lorsque les
matires premires ne peuvent tre conserves longtemps.
49
Figure 38 : Production transitant par un dpt de stockage
50
- produits finis achemins directement au quai dexpdition
Dans ce cas, le contrle de la production programme la fabrication. Nest produit que ce qui a t
demand par le client.
Ce mode dorganisation est destin la production sur commandes, c'est--dire aux produits chers,
encombrants, personnaliss ou affichant un grand nombre de versions. Son fonctionnement est
reprsent sur la Figure 39.
49
Source : http://www.logistiqueconseil.org, consult le 17 Novembre 2010
50
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 61 sur 105
Figure 39 : Production directement achemine au quai d'expdition
51
Question C - O est-il possible dtablir un flux continu ?
Le Graphique 1 prsente les temps de cycles des diffrents processus qui composent la fabrication
des mdicaments A, F et C au sein de lentreprise MED. Tous sont infrieurs au Takt Time, temps de
changement de fabrication inclus. Il apparaitrait donc cohrent de rassembler certains dentre eux en
flux continu et ainsi de rduire le nombre dtapes.
Cependant, il est important de garder lesprit que les quipements ncessaires lenrobage et au
conditionnement ne sont disponibles qu 60 % pour la production de A, F et C. Cela est du au fait
quils sont galement utiliss pour dautres mdicaments. Ils ne peuvent pas tre intgrer un flux
continu commun aux quatre tapes, car ils seraient alors ddis aux seuls mdicaments appartenant
la famille de produits tudie : A, F et C.
Un flux continu qui joindrait seulement les tapes denrobage et de conditionnement nest pas non
plus envisageable sans savoir si, pendant les 40 % du temps de non disponibilit, les quipements (lit
dair fluidis et chane de conditionnement) fonctionnent ensemble.
51
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 62 sur 105
Graphique 1 : Temps de cycle des processus de l'entreprise MED
NB : Dans le cas de lentreprise MED, les temps de cycle de chacun des processus sont gaux aux
dlais dexcution respectifs car les quipements ne traitent quun lot la fois.
En ce qui concerne les tapes de granulation et de compression, le cumul de leurs temps de cycle
quivaut 10 heures, et leurs changements de fabrication Batch to Batch durent respectivement 1
heure et 0.75 heure, le total est donc de 11.75 heures : infrieur au Takt Time (13 heures).
Les temps de changement de fabrication Product to Product ne sont pas pris en compte car les
quipements sont ddis aux mdicaments A, F et C qui ont la mme composition. Il ny a donc pas
de changement de produit, mais seulement des changements de lot.
NB : Dans lindustrie pharmaceutique, des nettoyages complets priodiques sont mens, par exemple
une fois tous les trois mois. Lorsquils ont lieu, les temps retenus sont ceux des changements de
fabrication Product to Product.
Comme le montre la Figure 24, ltape de granulation se dcompose en deux cycles de 4 heures,
chacun traitant la moiti dun lot. Si un flux continu est instaur entre la granulation et la
compression, alors la compression pourrait commencer aprs les 4 premires heures avec la
premire moiti de lot granule. Le Graphique 2 rapporte que le temps de cycle global
(Granulation+Compression) serait de 9 heures, au lieu des 10 heures calcules pralablement.
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Granulation Compression Enrobage Conditionnement
Changement de fabrication (P to P)
Changement de fabrication (B to B)
Temps de cycle
Takt Time = 13 heures
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 63 sur 105
0h 1h 2h 3h 4h 5h 6h 7h 8h 9h
Granulation
Compression
Graphique 2 : Diagramme de Gantt dun ventuel flux continu Granulation-Compression
NB : Le diagramme de Gantt est un outil visuel de planification de lavancement dun projet ou dune
tche. Des traits horizontaux reprsentant les temps affects chacun des acteurs (ou tapes) sont
organiss dans un planning gnral.
Malgr les explications prcdentes, le regroupement des tapes de granulation et compression est
impossible En effet, le domaine de lindustrie pharmaceutique possde ses rgles propres : les
Bonnes Pratiques de Fabrication, et des autorits qui veillent leur respect, telles que lAfssaps
(Agence franaise de scurit sanitaire des produits de sant). La rglementation impose par
exemple des contrles analytiques entre les tapes, une sparation des processus et une production
par lot. Ltablissement dun flux continu entre la granulation et la compression nest donc pas
possible.
En conclusion, pour rpondre la Question C : O est-il possible dtablir un flux continu ?, la
rponse est : nulle part.
Question D - O est-il ncessaire de mettre en place un flux tir ? Un couloir FIFO ?
Fournisseur Powder Pro
Avant tout, il est important de sattarder sur le stock de matires premires ncessaire aux processus
de fabrication. PowderPro livre trois fois par semaine le dpt qui comporte lquivalent de 20 lots,
soit 17.4 jours. Il est ncessaire de prciser que dans lindustrie pharmaceutique tous les produits
entrants dans la fabrication de mdicaments sont tests (vrification de la conformit la
pharmacope). Il nest donc pas possible de travailler en flux compltement tendu car les analyses
qualit entrainent des dlais dans la libration des matires premires. Cependant, sachant que le
fournisseur livre trois fois par semaine, deux jours de production, plus un jour de scurit et un jour
pour les analyses semblent suffisant comme stock.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 64 sur 105
La demande est de 23 lots par srie de 20 jours, donc le nombre de lots ncessaires pour 4 jours est
gal :
23 4
20
= 4.6 ~
Granulation-Compression
Comme cela a t dmontr dans la rponse la Question C, mme sil serait intressant de lier les
processus de granulation et de compression, il nest pas possible de crer un flux continu entre eux.
Cependant il est envisageable dinstaurer un couloir FIFO : les deux processus seraient toujours
distincts mais leurs productions seraient corrles.
Lun des cinq fondamentaux du Lean Manufacturing est viser la perfection , cest pourquoi le
fonctionnement idal en One Piece Flow sera retenu : la capacit maximale de ce couloir FIFO sera
gale 1 lot.
Le Tableau 9 rsume la demande client moyenne qui sera utilise pour les dimensionnements de
stocks et la rorganisation de la carte VSM.
Demande Client moyenne
A F C Total
Mensuelle (en lots) 7 6 10 23
Hebdomadaire (en lots)
1.75 1.5 2.5 5.75
Hebdomadaire arrondie (en lots) 2 2 3 6
Tableau 9 : Demande Client moyenne
Si lon considre que le besoin de production est de 6 lots par semaine, alors le temps global de
ralisation de la granulation et de la compression est gal 11.75 x 6 = 70.5 heures. Le temps
douverture hebdomadaire est de 15 x 5 = 75 heures, il est donc envisageable de former un
oprateur sur les quipements des deux processus et de lui confier la Granulation et la Compression.
Une action Kaizen pourra galement tre mene pour rduire le temps cumul de 11.75 heures afin
de librer du temps pour le changement de fabrication Product to Product et ne pas limiter la
production 6 lots par semaine. En effet, si lon cumule les demandes client hebdomadaires
arrondies pour les trois mdicaments, on arrive 2 + 2 + 3 = 7 lots, ce qui veut dire quil est possible
que certaines semaines la demande soit de 7 lots et non pas de 6.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 65 sur 105
Compression-Enrobage
La liaison des processus de compression et denrobage ne peut se faire par un flux continu car,
comme cela a t dcrit dans la Question C, leurs quipements ne sont pas ddis aux mdicaments
A, F et C. Par contre, un flux tir est possible : le processus denrobage pourra prlever un lot dans un
dpt de stockage de comprims, une carte Kanban sera alors libre et commandera le
renouvellement de ce lot au niveau de la granulation. Pour commencer, le dpt de stockage sera
dimensionn pour accueillir la demande client hebdomadaire arrondie, c'est--dire 2 lots de A, 2 lots
de F et 3 lots de C.
Enrobage-Conditionnement
La cration dun flux continu intgrant lenrobage et le conditionnement nest pas concevable sans
donnes sur les 40 % du temps o le matriel ne fonctionne pas pour les mdicaments A, F et C. Il se
peut qu ce moment l lenrobage soit consacr un produit X et le conditionnement un produit Y.
Par contre, il est possible de mettre en place un couloir FIFO dans le cadre des trois mdicaments qui
nous intressent : le premier lot qui sort du processus denrobage sera le premier tre conditionn.
La demande client est hebdomadaire, les lignes denrobage et de conditionnement sont donc
disponible 3 jours pour chaque commande (60 % x 5 jours = 3 jours). Le Graphique 3 montre que ce
temps est suffisant pour raliser les 6 lots qui sont demands en moyenne par semaine (3.5 + 3.5 = 7
heures pour lenrobage, 1.5 + 5 = 6.5 heures pour le conditionnement). Par contre, pour rpondre
une demande exceptionnelle de 7 lots il faudra mener une action Kaizen pour diminuer ces dlais,
notamment en travaillant sur les temps de changement de fabrication (3.5 heures et 5 heures).
Graphique 3 : Diagramme de Gantt du couloir FIFO Enrobage-Conditionnement
NB : Dans le calcul des temps pour lenrobage et le conditionnement, les temps de changements
considrs sont Product to Product, car lexcipient denrobage est diffrent suivant le type de
mdicaments, tous comme le sont les notices, blisters, botes et cartons pour le conditionnement.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 66 sur 105
Daprs le Graphique 3, il ny a pas besoin que la capacit du couloir FIFO excde 1 : le temps de cycle
de ltape de conditionnement est plus faible que celui de lenrobage. Un fonctionnement en One
Piece Flow sera donc instaur.
Une intervention Kaizen sur le temps de cycle du processus denrobage serait intressante : sil est
ramen 6.5 heures alors lenrobage et le conditionnement seraient en parfaite harmonie. De plus,
aprs tude des 40 % du temps utilis pour dautres mdicaments, linstauration dun flux continu
entre les deux processus pourrait ventuellement tre envisage. Le cumul des temps de cycle serait
alors gal 6.5 + 6.5 = 13 heures, ce qui correspond parfaitement au Takt Time.
Flux dinformation
Les flux dinformation doivent galement tre remanis, sinon il parat impossible de mettre en
place les modifications dtailles prcdemment.
La livraison auprs du laboratoire ZAC ainsi que ses commandes sorganisent sur une base
hebdomadaire. Une nouvelle organisation des flux dinformation pourrait mener au fonctionnement
suivant:
- le client fournit ses prvisions 4 semaines, et transmet sa commande ferme
chaque lundi (semaine X) pour la semaine suivante (semaine X+1)
- lexpdition des mdicaments A, F et C est faite le lundi (semaine X+1) :
chargement des camions le matin et transport laprs-midi
- cela implique que tous les lots livrer doivent tre termins le vendredi soir de
la semaine X : daprs le Graphique 3 ltape de conditionnement doit
commencer le mercredi matin, et lenrobage une demi journe avant, c'est--
dire durant laprs midi du mardi
- les lots de comprims entreposs dans le dpt de stockage seront prlevs du
mardi au vendredi, et les cartes Kanban ainsi librs programmeront la
Granulation et la Compression jusquau mardi suivant.
La production exclusive des mdicaments A, F et C sur 3 jours conscutifs ne correspond pas
vraiment la pense Lean Manufacturing car elle instaure une certaine rigidit dans lorganisation.
Cependant, dans le cadre de cette tude et sans plus dinformation sur les 40 % du temps o
lenrobage et le conditionnement ne sont pas utiliss pour A, F et C, cette solution est acceptable.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 67 sur 105
Les prvisions provenant du laboratoire ZAC comportent le nombre de lots (avec les numros de
commandes et de lots correspondants) estims ncessaires par semaine pour les 4 semaines venir.
Lcart avec les commandes fermes rsident dans la date de demande de livraison : il peut y avoir
une diffrence dune semaine par rapport ce qui tait prvu. Mais lordre dans lequel vont tre
demands les lots pour un mme type de mdicament reste inchang.
Prenons un exemple : Considrons que pour la semaine X, le laboratoire ZAC ait estim quil aurait
besoin dun lot de A (n de commande = 00A46), dun lot de F (n de lots = 00F37), et de trois lots de
C (n de lots = 00C75, 00C76 et 00C77). Si finalement il a besoin dun lot supplmentaire de A pour la
semaine X, alors celui de la semaine suivante X+1 (probablement portant le n de lot 00A47) sera
avanc dune semaine pour sajouter lexpdition prvue. Cette modification ne bouleversera pas
toute la production, tant donn que le dpt de stockage possde deux lots de A : ncessairement
le 00A46, et le suivant sur la liste le 00A47.
De plus, si le premier lot prlev du stock est un lot de comprims A, alors le prochain lot qui sera
granul et comprim sera galement un lot de A, du fait de la carte Kanban libre. Le stock de A
sera donc recompos 11.75 heures plus tard. Le lissage de charge dcrit dans la Question F prvient
la rupture dapprovisionnement.
Lune des amliorations futures sera de diminuer progressivement la taille du dpt de stockage
pour arriver un lot par type de mdicament. Pour le moment, une certaine scurit est conserve.
Concernant le dpt de matires premires ncessaires au conditionnement et fournis par
Printinstinct, le rapprovisionnement se fait par camion les lundis et mercredis. La nouvelle
organisation (processus de conditionnement seulement du mercredi au vendredi) suggre de
conserver la livraison du lundi pour recomposer les stocks utiliss la semaine prcdente, et de
dplacer celle du mercredi au jeudi, c'est--dire au milieu des trois jours de fonctionnement des
quipements de conditionnement.
Avec ce nouveau calendrier dapprovisionnement (pralablement ngoci avec le fournisseur), la
quantit de produits en stock peut tre revue la baisse. Elle est actuellement de 23 lots en
moyenne, soit 20 jours de production. Un stock assurant la production dune semaine parait
suffisant, soit le ncessaire pour 2 lots de A, 2 lots de F et 3 lots de C.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 68 sur 105
Les prvisions 4 semaines seront conserves, par contre les commandes fermes seront transmises
non plus de faon hebdomadaire mais la veille des livraisons. Les commandes urgentes faites
jusqualors par tlphone pourront ainsi tre supprimes. Ce mode dapprovisionnement sera
galement appliqu PowderPro.
Question E - Quel sera le processus rgulateur ?
Tous les processus qui se trouvent en aval du processus rgulateur doivent appartenir un flux
continu ou couloir FIFO. La programmation se fera donc sur lenrobage. Il nest pas possible de
remonter plus en amont car un flux tir sintercale entre la compression et lenrobage.
Question F - Comment sera lisser la charge ?
La liste des lots raliser dans la semaine est dlivre au processus denrobage le mardi. Elle est
compose de 6 lots en moyenne. La logique productive suggre de suivre lordre AAFFCC afin de
minimiser les changements de fabrication.
Nanmoins, la production de lots successifs de mme type aggrave les dysfonctionnements
ventuels, allonge les dlais de production et entrane des pointes soudaines de la demande au
dpt de stockage de comprims. Cette situation est gnralement compense par des stocks
importants, mais cela contribue accrotre les dlais de production, aggraver les problmes de
production et multiplier les gaspillages dus la surproduction.
Le mode de pense Lean Manufacturing va lencontre de cette organisation. Il privilgie le lissage
de charge, c'est--dire lalternance des produits dans la fabrication, et incite travailler sur la
rduction des temps de changement de fabrication.
Aprs lissage, la squence de production pourrait tre AFCAFC.
Le lissage de la charge est ralis grce un casier de lissage qui regroupe les cartes Kanbans et les
organise par rapport au pas de production. Deux endroits diffrents peuvent accueillir ce tableau :
- Option 1 : entre le contrle de la production et le processus rgulateur
Le casier de lissage peut tre instaur en aval du contrle de la production : il
comprendrait les cartes Kanban de prlvement, correspondant la demande
du client, qui dsigneraient quel lot de comprims devra subir lenrobage et
dans quel ordre. Les lots de comprims seraient ainsi prlevs du dpt de
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 69 sur 105
stockage et les cartes Kanban de production libres dfiniraient le travail des
tapes de granulation et de compression. La Figure 40 est le schma de
fonctionnement de cette option.
Figure 40 : Lissage de la charge entre le contrle de la charge et le processus rgulateur
52
- Option 2 : entre le processus rgulateur et ltape en amont qui va
interprter les cartes Kanban
La demande client serait transmise au processus rgulateur qui prlverait
dans nimporte quel ordre dans le dpt de stockage. Le lissage de charge
soprerait alors sur les cartes Kanban de production et non de prlvement,
comme lillustre la Figure 41.
Figure 41 : Lissage de charge entre le processus rgulateur et l'tape amont
49
52
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 70 sur 105
Le choix pour la carte remanie sest port sur lOption 1.
En effet, loption 2 aurait t intressante si :
- les prlvements raliss pour alimenter le processus denrobage avaient t
faits simultanment et non pas un par un ; dans le cas prsent les cartes
Kanban de production sont libres les une aprs les autres, aucun lissage de
charge nest donc possible
- le processus rgulateur avait t le dernier processus de la chane de valeur,
car sinon la production qui se trouve en aval du processus rgulateur ne profite
pas du lissage de charge.
Question G - Quel sera le pas de production ?
Le pas de production, lunit de temps selon laquelle le contrle de production organisera la
fabrication des mdicaments A, F et C, est de 7 heures. Il sagit de la somme du temps de cycle et du
temps de changement de fabrication pour le processus denrobage (3.5 + 3.5 = 7 heures). Il ny que le
conditionnement en aval, et il ne ncessite que 6.5 heures par lot (1.5 + 5 heures = 6.5 heures) donc
il peut suivre une cadence de production de 7 heures.
Le casier de lissage sera donc plac devant le poste denrobage. Il sera dcoup par tranche de 7
heures et comportera les cartes Kanban de prlvement des lots fabriquer pour le lundi suivant.
Le fonctionnement pourra tre le suivant :
- le mardi matin, une personne du contrle de la production placera dans le
casier de lissage les cartes Kanban de prlvement correspondant aux lots
demands par le client
- le mardi aprs-midi, au dmarrage du second quart de travail, loprateur en
charge de lenrobage prendra la premire carte et prlvera le lot
correspondant du dpt de stockage, puis il ralisera lenrobage de celui-ci
- une fois cette tape termine (7 heures plus tard), le manutentionnaire
acheminera ce lot la ligne de conditionnement, pendant que loprateur
denrobage prendra la seconde carte et prlvera le second lot de comprims
- chaque fois quun lot de comprims sera prlev du stock, la carte Kanban de
production qui tait dessus sera place dans un tableau rcapitulatif Kanban
qui se trouve proximit du granulateur : loprateur en charge de cet
quipement renouvellera donc le lot qui a t prlev.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 71 sur 105
Le renouvellement des lots de comprims est plus long (11.75 heures) que leur consommation par le
processus denrobage (7 heures). Mais si le lissage sopre correctement il ne devrait pas y avoir de
rupture dapprovisionnement.
Question H - Quelles sont les autres amliorations mener ?
La nouvelle organisation dcrite dans les rponses aux sept questions prcdentes sera complte
par une srie dactions Kaizen mener, dont licne est prsente dans la Figure 42 :
- Obtenir une certification de la part des fournisseurs : il sagit dune assurance
que les matires premires livres sont conformes la pharmacope en
vigueur et peuvent tre utilises dans les processus de fabrication de
mdicaments sans contrles pralables. Cela permet de diminuer les stocks de
scurit.
NB : La certification fournisseur passe par des audits, la mise en place
danalyses croises, et des contrles occasionnels.
53
- Discuter avec les fournisseurs a propos des prvisions : sont-elles vraiment
ncessaires ? Si oui, est-ce envisageable de les ramener 1 ou 2 semaines ?
- Rduire les temps de cycle de la granulation (9 heures) et de la compression
(2.75 heures) afin de navoir quun seul oprateur pour ces deux tapes et de
pouvoir produire jusqu 7 lots par semaine
- Diminuer la taille du dpt de stockage jusqu' avoir un lot par type de
mdicament
- Ramener le temps de cycle du processus denrobage 6.5 heures, comme pour
le conditionnement
- Discuter avec le client concernant la taille de lot : si elle peut tre diminue
alors la production gagnera en flexibilit.
53
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
Figure 42 : Icne kaizen
50
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 72 sur 105
Dessin de ltat futur termin
La construction de la VSM de ltat futur est dsormais acheve, et constitue lAnnexe 4.
Grce aux rorganisations menes, le Lead Time est pass de 65.3 jours 12.2 jours. La diffrence
entre les deux provient des volumes de stocks qui ont t rduits ou limins. Le rapport du temps
de traitement sur le Lead Time tait de 1.5 %, il a t multipli par plus de cinq et est maintenant de
8.2 %.
Il est important de remarquer que le temps de traitement (temps vert) na pas t modifi, le
remaniement qui a t men na concern que les stocks, c'est--dire les gaspillages (temps rouge).
Dautres amliorations peuvent tre apportes ce nouveau fonctionnement. Par exemple, les
stocks de matires premires provenant de chez PowderPro et Printinstinct pourraient tre grs par
des Kanbans, et tre ainsi rduits nouveau. Une tude pourrait galement tre mene sur les 40 %
du temps denrobage et de conditionnement utilis pour dautres mdicaments, afin de dterminer
si un flux continu peut tre instaur entre ces deux processus de fabrication.
Il ne faut par ailleurs pas oublier de conduire les actions Kaizen qui ont t identifies.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 73 sur 105
CHAPITRE III :
COMMENT IMPLANTER UN
SYSTEME LEAN ?
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 74 sur 105
John W. DAVIS dcrit le Lean Manufacturing comme tant une philosophie de croissance long
terme par cration de valeur pour le client, dont les objectifs sont la rduction des cots, la
diminution des temps de livraison et lamlioration de la qualit par llimination des
gaspillages
54
.
Pour atteindre les objectifs voqus ci-dessus, des vnements Lean (Value Stream Mapping, SMED,
5S, Kaizen, mise en place de Kanban ) sont ncessaires.
NB : Le but de loutil 5S est lorganisation du plan de travail en un environnement fonctionnel. Il se
nomme ainsi car il est compos de 5 tapes dont les noms japonais commencent par S :
- Seiri Dbarrasser : supprimer tout ce qui est inutile sur lespace de travail et son
environnement
- Seiton Ranger : trouver la bonne place pour chaque chose
- Seiso Tenir propre : rendre lespace de travail propre et le garder en tat
- Seiketsu Standardiser : dfinir des rgles
- Shitsuke Impliquer : respecter ce standard, faire respecter et progresser
55
Figure 43 : La mthode 5S
56
54
Source : J. DAVIS, Lean Manufacturing, Industrial Press, New York, USA, 2006
55
Source : Prsentation de S. QUESNEL lUniversit de Nancy, Le 5S, 2007
56
Source : http://www.5ssystem.info, consult le 27 Novembre 2010
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 75 sur 105
3.1 Facteurs cls de succs
La mise en place dun systme Lean tel que lont dcrit J. WOMACK et D. JONES (voir page 16) repose
sur sept facteurs cls de succs :
3.1.1. Dmarche personnalise
Les japonais inventrent le concept de Lean Manufacturing avec le Toyota Production System :
modle dvelopp spcifiquement pour Toyota. Il nest pas possible de lappliquer directement
toutes les socits qui dsirent instaurer un systme Lean, il doit tre adapt au cas par cas et
sappuyer sur les objectifs de lentreprise, sur ses atouts et faiblesses, son organisation et sa culture.
3.1.2. Implication de la direction
Il existe un frein majeur la mise en place dun systme Lean : la rsistance au changement. Il sagit
dune raction humaine de blocage face la modification de lenvironnement (de travail dans ce
contexte). La mise plat de lorganisation de lentreprise en vue de la remanier va donc se heurter
aux habitudes du personnel. Une rflexion classique qui pourra tre entendue est Mais
pourquoi vouloir changer ? a fait X annes que lon travaille de la sorte et a a toujours march.
Ainsi, La direction ne peut pas rclamer la mise en place dun systme Lean, elle doit convaincre et
inciter au changement. Ladhsion du personnel autour du projet ncessite une attitude exemplaire
de la part des dirigeants, et la diffusion de lide que chaque problme nest pas un frein mais une
opportunit damliorer . La volont de changement se propage par le haut, c'est--dire des
dirigeants vers leurs collaborateurs.
La moiti des implantations dun systme Lean dans les entreprises chouent, dans 90 % des cas la
principale cause est la non-implication de la direction.
57
Les dirigeants doivent donc faire lobjet
dune attention toute particulire, car, paradoxalement, ils sont gnralement les plus difficiles
convaincre. Ils ont une culture traditionnelle de la production (taille de lot importante, nombre de
changement minimum, ne jamais arrter la production) qui soppose la vision Lean
58
.
57
Source : V. GROVER, W. KETTINGER, J. TENG, Business and Economic Review, 46(2), pages 14-18, 2000
58
Source : F. A. ABDULMALEK, J. RAJGOPAL, Analyzing the benefits of lean manufacturing and value stream mapping via
simulation: a process sector case study, International Journal of Production Economics, n107, pages 223-236, 2007
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 76 sur 105
3.1.3. Allocation des ressources ncessaires
Limplmentation dun systme Lean a pour but de rduire les gaspillages et donc de diminuer les
cots de production. Cela requiert lallocation de ressources :
- lorganisation de lentreprise doit tre dcrite, mesure, puis repense, et
remanie. Cela implique des moyens humains internes lentreprise :
oprateur, ingnieurs, dirigeants, mais galement externes : consultants
- le temps pass par le personnel travailler sur le systme Lean est autant de
temps en moins allou la production ou au fonctionnement global de
lentreprise
- la formation du personnel est primordiale pour avoir une dynamique Lean
efficace et structure
- les ressources cites prcdemment sont couples au besoin de financement,
que ce soit pour assurer les conseils dintervenants externes, pour embaucher
du personnel dont la mission sera de mener la dmarche Lean, ou pour
financer le changement (achat de nouvelles machines, modifications des
installations existantes )
3.1.4. Importance de la communication
La communication est galement un facteur cls de succs, il est important que les bonnes
informations passent au bon moment et aux bonnes personnes. Communiquer permet de prparer
une dcision, mais galement de favoriser le dialogue au sein de lentreprise et dassurer que le
travail demand soit correctement excut.
Les informations diffuses concernent par exemple lavancement des vnements Lean, les bons et
les mauvais rsultats, le planning des formations Toutes ces donnes contribuent structurer
lobjectif global damlioration Lean, et permet chaque membre de lentreprise dtre au courant
de ce qui se passe sur son lieu de travail. La motivation du personnel saccroit car le sentiment
dappartenance une quipe qui contribue la progression de lentreprise est renforc.
Une des formes de communication particulirement dveloppe dans le Lean Manufacturing est la
communication visuelle. Elle repose sur des schmas, des images ou du texte prsentant les
informations cls du moment comme la description des vnements Lean en cours ou les objectifs
annuels. Les supports gnralement utiliss sont des panneaux situs dans les couloirs ou les salles
de production. Le but est quils soient dans un lieu trs frquent, visibles de loin et rapidement
interprtables.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 77 sur 105
Lun des outils de prsentations utiliss dans la communication visuelle est le tableau A3. Il rsume
les principales caractristiques (de lidentification la mise en place dun plan daction) dune
dmarche de rsolution de problme ou de conduite de changement. La Figure 44 prsente les neuf
cases qui composent un tableau A3.
Figure 44 : Tableau A3 gnral
59
Lincorporation de photos, de graphiques, de tableaux, de diagrammes ou de schmas dans le
tableau A3 est conseill car il attirera dautant plus lil du personnel, et sera plus agrable lire.
3.1.5. Mthodologie structurante
Une conduite structure dans linstauration de la dmarche Lean au sein de lentreprise favorise son
acceptation par le personnel et accroit le gain potentiel quelle peut apporter. La planification
annuelle des tapes prvues est un bon moyen dorganiser le travail accomplir.
59
Source confidentielle
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 78 sur 105
La cration dune quipe ddie au Lean Manufacturing encourage la dynamique de changement. Sa
composition peut tre trs simple : une a deux personnes responsables de lvolution de lentreprise
vers un systme Lean. De la curiosit, de lexigence, des qualits managriales et de lexprience
dans lanimation dquipes seraient autant datouts pour remplir bien cette mission.
La prsence sur site de gestionnaires Lean atteste de la volont de la direction dvoluer vers un
Systme Lean et empche que la dmarche damlioration continue soit relaye au second plan. Le
rle de lquipe est dencadrer la dmarche Lean, cela implique de :
- coordonner les actions entreprises
- suivre les indicateurs de performance
- former le personnel
- animer les runions sur le Lean
- construire le calendrier des interventions.
3.1.6. Equipes pluridisciplinaires
60
La constitution des quipes pour les vnements Lean est dcisive pour la conduite terme des
interventions. Un groupe de 7 8 personnes est suffisant, au-del, la gestion du groupe deviendrait
plus importante que la gestion du projet, et en de, la confrontation de point de vue ne serait pas
suffisante pour faire merger le meilleur compromis.
Afin que le groupe soit efficace, la composition gnralement retenue est la suivante :
-
dutilisateurs, c'est--dire de personne qui connaissent parfaitement le
sujet parce quils se servent des quipements impliqus ou quils ralisent les
activits tudies (exemple : oprateurs de production si le sujet est un
procd de fabrication, personnel administratif pour la rorganisation du
systme de rangement des dossiers )
-
de clients, ils peuvent tre internes (oprateurs de ltape suivante) ou
externes (clients finaux)
-
d il neuf , entrent dans cette catgories les membres de lquipe
Lean sil y en a une, les personnes dautres services, ainsi que les dirigeants
NB : Conformment au facteur cls n2 Implication de la direction au moins un membre du groupe
doit tre manager (chef de dpartement, responsable dunit, directeur ).
60
Source : S. ANDERSON, A. ARMSTRONG, A. BJRE et al., Making medicinal chemistry more effective application of
lean sigma to improve processes, speed and quality, Drug Discovery Today, volume 14, June 2009
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 79 sur 105
3.1.7. Performances mesures en permanence
Le cinquime fondement du Lean Manufacturing prconise de viser la perfection (voir page 16),
c'est--dire de fixer des objectifs ambitieux qui vont piloter la dmarche damlioration. Le choix
dindicateurs fiables et appropris assure le suivi de lvolution de lentreprise, la mesure de lcart
par rapport aux objectifs, ainsi que la construction du planning.
Le pilotage de lentreprise par les objectifs participe limplication de tous les employs et permet
daller plus loin dans les propositions et les amliorations.
Si les objectifs ne sont finalement pas atteints, cela signifie que le plan daction ntait pas adapt. A
linverse, si les objectifs sont dpasss, cela veut dire quils ntaient pas assez ambitieux
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 80 sur 105
3.2 Conduite du Changement
Limplantation dun systme Lean sappuie sur les sept facteurs cls de succs dvelopps
prcdemment, et sorganise gnralement suivant un schma global prsent dans cette partie.
3.2.1. Dfinir les objectifs
Limplantation dun systme Lean dmarre par llaboration dune stratgie dentreprise par le
comit de direction. Elle fixe le cap de la socit grce des objectifs mesurs par des indicateurs. La
communication intervient ds ce stade de limplantation : le personnel tout entier doit tre au
courant des objectifs fixs.
3.2.2. Dmarrer les formations
Lexplication du Lean Manufacturing et de ses outils est primordiale. Des formations impliquant
jusqu 10 personnes et organises en ateliers assurent une appropriation des outils par le
personnel. Par exemple, la simulation dun flux pouss, puis dun flux tir pour la ralisation dun
dessin ou la construction dun avion en papier permet de comprendre facilement la diffrence entre
les deux principes et de retenir leur fonctionnement.
3.2.3. Raliser des actions coup de point
Lapplication relle des outils est le meilleur moyen de convaincre le personnel que des
amliorations simples et efficaces sont possibles. La mthode 5S sadapte parfaitement aux actions
coup de point car elle apporte des rsultats rapides et visibles en termes dorganisation des plans
de travail.
3.2.4. Dfinir ltat actuel
Les trois points prcdents avaient pour but dinitier la dynamique damlioration Lean. La quatrime
tape Dfinir ltat actuel permet davoir une photographie du fonctionnement de lentreprise et
donc didentifier les zones damlioration ventuelles.
La Value Stream Mapping sintgre parfaitement dans cette partie de la dmarche Lean. Le dessin de
ltat actuel et le remaniement sont raliss par lquipe Lean assiste dau moins une personne par
dpartement.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 81 sur 105
La construction est gnralement ralise avec des post-its sur le mur dune salle, comme sur la
Figure 45.
Figure 45 : Construction des chanes de valeur de l'tat actuel et de l'tat futur
61
Tout comme pour lexemple de lentreprise MED dans le Chapitre II, le dessin de la chane de valeur
rvle les amliorations et les changements ncessaires, et permet de rdiger la liste des actions
mener.
3.2.5. Prioriser et raliser les interventions
Toutes les actions identifies (Kaizen, 5S, mise en place de Kanban ) ne peuvent pas tre conduites
de front, une priorisation est donc ncessaire en vue de construire un calendrier.
Les vnements Lean qui sont prioritaires concernent gnralement les goulots dtranglements,
appels en anglais Bottleneck. Ce sont les tapes limitantes dun procd, il est donc judicieux de
travailler dabord sur ces tapes en vue daugmenter le rendement globale, comme sur la Figure 46.
61
Source confidentielle
Etat actuel
Etat futur
REMANIEMENT
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 82 sur 105
Figure 46 : Travail prioritaire sur ltape goulot
62
Le second facteur de choix dans la priorisation est la place quoccupe la cible de lintervention dans la
chane de valeur : la logique Lean commencer du client et remonter dans la chane de valeur
incite choisir dabord les tapes les plus en aval.
Il y a un dernier mode de dcision dans la priorisation des actions : lutilisation du graphique PICK,
reprsent sur la Figure 47.
Figure 47 : Graphique PICK
62
Source : Prsentation du Consortium de recherche FOR@C, Value Stream Mapping - Formation, Universit de Laval
Intervention pour amliorer lcoulement
au niveau de ltape goulot
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 83 sur 105
Les actions mener sont rangs dans le graphique PICK en fonction de leur difficult et du gain
potentiel quelles peuvent apportes. Ce classement a lieu aprs le dessin de ltat futur de la Figure
45 : les post-its correspondant aux vnements Lean sont retirs de la chane de valeur et placs sur
le graphique PICK.
La priorit est gnralement donne la catgorie Impact : actions rapides et avec un gain
important. Lorsque cette case est puise, ce sont les vnements des classes Challenge et Possible
qui sont mis en uvre. Lalternance entre les deux assure un quilibre entre le gain et la difficult. La
dernire catgorie, Kill, regroupe les interventions qui ne seront pas menes, car trop difficiles
raliser et sans rel avantage.
Le nombre dintervention retenu pour un an ne doit pas tre trop lev car sinon il y a un risque que
de nombreux vnements Lean soient commencs mais que tous ne soient pas termins. Un projet
par mois semble tre un bon compromis.
Il appartient lquipe Lean de suivre chacun des vnements Lean et de sassurer quils soient
clturs, par exemple en ralisant une runion par semaine avec les chefs des diffrentes quipes
(de projets et de production).
3.2.6. Adapter la dmarche
La dernire phase de la mthode consiste recommencer chaque anne partir de ltape 4
Dfinir ltat actuel. Limpact des changements mis en uvre pourra tre valu en comparant le
dessin de ltat actuel avec celui de lanne prcdente, et la construction du calendrier des
interventions prendra en compte les nouvelles priorits identifies.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 84 sur 105
3.3 Le Lean Manufacturing dans le milieu mdical et pharmaceutique
3.3.1. Limplmentation dun programme Lean au sein dun laboratoire pharmaceutique
63
Plusieurs entreprises pharmaceutiques ont dj choisi dimplanter un systme Lean afin de simplifier
les oprations de production et de rduire leurs cots, comme AstraZeneca, Johnson et Johnson,
Pfizer, Lundbeck.
Lune des proccupations majeure pour ces socits est de savoir comment intgrer la mthodologie
Lean aux Bonnes Pratiques de Fabrication (BPF), dont le but est de garantir la scurit du patient.
Cependant, contrairement aux ides reues, lapproche Lean et les BPF ne sont pas contradictoires,
elles sont orientes vers un objectif commun : assurer une qualit maximale moindre cots.
Lentreprise Lundbeck releva ce dfi en 2005. Son objectif tait de crer la chane logistique la plus
efficace de lindustrie pharmaceutique ; ce projet sappliquait lensemble des usines Lundbeck. Le
comit de direction convint alors que le meilleur moyen dy parvenir tait de mettre en place une
dmarche Lean. La socit a men une srie dvnements Kaizen destine mettre en place des
amliorations un rythme jamais vu auparavant au sein de Lundbeck. La culture de lentreprise
volua progressivement vers une culture de lamlioration, o des amliorations rapides sont la
faon naturelle de travailler au quotidien.
3.3.1.1 Droulement de la mthode
La mthode utilise est dcoupe en quatre phases :
Phase I Crer un consensus dans le groupe de direction (avant 2006)
Les chefs dquipe sont les mieux placs pour obtenir le soutien de leurs collaborateurs, pour
comprendre comment le Lean peut impacter les objectifs de lentreprise, et quelles sont les zones
sur lesquelles il faut porter laccent. Cest pourquoi la premire phase de la dmarche eut pour but
de les impliquer dans une dynamique de changement pilote par des objectifs,
Phase II Prouver que le Lean fonctionne (2006)
Une tude pilote a t ralis sur seulement une des usines de lentreprise afin de convaincre et
dimpliquer toutes les personnes dirigeantes. Le projet comporta 20 vnements Lean et fournit une
base solide pour commencer le processus de transformation de lensemble des sites Lundbeck.
63
Source : C. HOUBORG, Implementing a successful lean programme : Where do you begin ?, Pharmaceutical Technology
Europe, pages 52-57, September 2010
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 85 sur 105
Lun des premiers vnements Lean a eu pour rsultat une conomie annuelle denviron un demi
million de dollar, un autre a rduit de 40 % le temps de changement de fabrication dune ligne de
conditionnement, comme lillustre la Figure 48 .
Figure 48 : Diagrammes spaghetti dune ligne de conditionnement, avant et aprs lvnement Lean
64
Phase III Mener un grand nombre dvnements Lean et construire une culture autour de ces
vnements (2006-2008)
La conduite rgulire dvnements Lean encouragea et inspira les salaris de Lundbeck. Le rythme
de changement appliqu ft le plus important de lhistoire de lentreprise : le nombre dvnements
Lean raliss chaque anne tait gal au nombre demploys de lentreprise divis par dix. Cela a
permis de garantir la participation de tous les salaris, dobtenir des rsultats rapides, et dapprendre
toutes les personnes de lorganisation comment se servir des outils Lean.
Pendant la premire anne, 40 vnements Lean ont t men, depuis 70-80 vnements
supplmentaires sont conduits chaque anne, impliquant les 800 personnes du service logistique.
Chaque vnement correspond 300-500 heures de travail, et implique en moyenne 10 personnes.
64
Source : C. HOUBORG, Implementing a successful lean programme : Where do you begin ?, Pharmaceutical Technology
Europe, pages 52-57, September 2010
Avant lvnement Lean Aprs lvnement Lean
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 86 sur 105
Globalement, entre 2006 et 2009, 250 vnements Lean ont t conduits. Ils sorganisent tous de la
mme manire :
- tout dabord les personnes de lquipe se runissent en atelier et reprsentent
le processus dans son ensemble grce des outils simples (stylos et post-its)
- ensuite elles imaginent le nouveau fonctionnement
- la mise en uvre des amliorations dcides commence ds que latelier est
termin, en commenant par les petites modifications, puis en passant aux
changements plus importants
Les outils Lean utiliss dans les vnements Lean sont simples et permettent dapporter des
amliorations significatives au cours de la semaine suivant latelier. Cependant, le maintien du
nombre lev dvnements est difficile et lorganisation est complexe. Sur six mois, lorganisation a
besoin dutiliser 10 % de ses ressources apporter des amliorations.
Phase IV Mettre laccent sur les dirigeants ( partir de 2008)
Aprs deux ans de rsultats concluants, la quatrime phase tait lintroduction du programme de
dveloppement du Leadership Lean.
En 2008, lensemble des 115 dirigeants de la logistique a suivi 12 jours de formation, dont le but tait
dintgrer les mthodes de dveloppement du leadership dans la pratique du Lean. Cette formation
tait dcoupe en quatre modules :
- Introduction aux principes de leadership et cration dun plan de
dveloppement individuel.
- Identification des forces et des faiblesses de chaque dirigeant, et vrification
quil possde les outils et les comptences ncessaires pour engager tous ses
collaborateurs dans le Lean et les motiver soutenir le changement.
- Analyse de la situation actuelle de lentreprise en insistant sur ce qui a
fonctionn et ce qui na pas march dans les vnements Lean. Chaque
dirigeant a galement reu des commentaires qui lui sont propres afin
dajuster son style de leadership.
- Confrontation des nouveaux acquis sur le leadership dans le cadre de la
gestion dun vnement Lean, puis partage dexprience avec les autres
dirigeants.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 87 sur 105
Ce programme de formation se poursuit avec lajout de nouveaux modules chaque anne. Lune des
volutions majeures dues ce programme est le fait que les employs qui taient auparavant
engags dans les vnements Lean travaillent maintenant en partenariat avec leurs dirigeants.
3.3.1.2 Rsultats
Les principales amliorations apportes entre 2006 et 2009 par lutilisation du Lean Manufacturing
chez Lundbeck sont :
- diminution de la valeur des stocks de 30 %
- productivit multipli par 2 (1.75 million dunits par mois en 2006, 3.5
millions dunits en 2009)
- dlai du la libration des lots rduit de 90 %
- rduction de 30 % des cots de production
-
Lundbeck remporta en 2008 le Danish Supply Chain Award. Cette distinction rcompense une
solution logistique qui met laccent sur linnovation, le dveloppement, la satisfaction du client, et
qui runit lapprobation et la participation de tous les employs .
65
Lentreprise se place aujourdhui parmi les laboratoires pharmaceutiques ayant les cots de
production les plus faibles. Le Graphique 4 latteste.
Graphique 4 : Cots de production (en % des revenus), 2007-2008
65
Source : C. HOUBORG, Implementing a successful lean programme : Where do you begin ?, Pharmaceutical Technology
Europe, pages 52-57, September 2010
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 88 sur 105
3.3.1.3 Conclusion
Lexemple du laboratoire Lundbeck dmontre que lindustrie pharmaceutique est un domaine dans
lequel sapplique le Lean Manufacturing. Les rsultats prsents par lentreprise illustrent les
bnfices que peut apporter le Lean, en termes de rduction de cots mais galement dans
lorganisation et la culture du groupe.
Les Bonnes Pratiques de Fabrication ne constituent pas un frein la mise en place du Lean. Ce sont
les aprioris et les proccupations des employs quant la conformit des changements aux BPF qui
ralentissent linstauration du Lean.
66
3.3.2. Application des outils Lean un tablissement de transfusion sanguine
67
Les Etablissements de Transfusion Sanguine (ETS) ont pour principale mission de dlivrer/ distribuer
tous les jours les Produits Sanguins Labiles (PSL) prescrits aux patients ncessitant des transfusions.
Depuis le dbut des annes 2000, la France, comme dautres pays europens, connat une
augmentation des besoins en produits sanguins cause du vieillissement de la population.
Dans ce contexte daccroissement des besoins, associ la volont constante damliorer la
satisfaction des patients, les Etablissements Franais du Sang (EFS) sintressent aux outils
damlioration organisationnelle utiliss dans lindustrie.
3.3.2.1 Mthode 5S applique lEFS Rhne-Alpes
Les 60 managers de lEFS Rhne-Alpes ont visit une usine ayant dploye la mthode 5S, 80 %
dentre eux ont estim quelle tait applicable lEFS.
Un plan de formation aux 5S a donc t mis en place : 120 personnes (personnel et encadrement)
ont ainsi t formes en 2008. Les projets 5S mens concernaient les activits de prparation des
PSL, le contrle qualit, les achats, la gestion du magasin, le ressources humaines et lassurance
qualit.
Limplication du personnel dans la recherche damliorations des conditions de travail ft trs forte.
Les quipes taient motives et trs fires du travail quelles avaient accompli.
66
Source : T. MELTON, The Benefits of Lean manufacturing What lean thinking has to offer the process industries,
Chemical Engineering Research and Design, n83, pages 662-673, 2005
67
Source : F. BERTHOLEEY, P. BOURNIQUEL, E. RIVERY et al., Mthodes damlioration organisationnelle appliques aux
activits des tablissements de transfusion sanguine (ETS), Transfusion Clinique et Biologique, n16, pages 93-100, 2009
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 89 sur 105
La direction demanda un tat davancement en 2009 : des plans dactions pour chacun des postes de
lEFS avaient t mis en place, et tous les membres du personnel se sentaient responsables de leurs
bons droulements.
3.3.2.2 La Value Stream Mapping lEFS Pays de la Loire
La mthode VSM dploye dans lEFS Pays de la Loire en 2008 ne concerna que les activits de
prparations des PSL. Associe un consultant, lquipe projet a tabli une nouvelle organisation qui
a permis :
- damliorer la qualit des produits en rduisant les temps dattentes entre les
tapes
- de maintenir les PSL temprature constante
- daugmenter la capacit de production
- damliorer la satisfaction du personnel
3.3.2.3 Conclusion
Dans les deux cas cits prcdemment, un management participatif a t mis en place. Il a pour but
de susciter les volutions par les personnes travaillant au sein de lEFS plutt que de les imposer par
lencadrement.
La russite de ces deux expriences a impliqu les facteurs suivants :
- le dmarrage dune dynamique dquipe sur le terrain
- le dveloppement dun espace dautonomie pour les quipes
- le partage par la direction, lencadrement et les collaborateurs de la mme
volont de transformation en vue damliorer les conditions de travail et la
qualit des produits
Le Lean Manufacturing nest donc pas seulement applicable dans lindustrie ; les EFS ont une
organisation qui peut faire lobjet dvnements Lean, tout en garantissant la scurit des patients
et la qualit des produits.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 90 sur 105
THSE SOUTENUE PAR : David GARNIER
TITRE : La Value Stream Mapping : un outil de reprsentation des procds et de rflexion pour
lamlioration Lean appliqu lindustrie pharmaceutique.
CONCLUSION
Le Lean Manufacturing a t invent il y a plus de 50 ans par le constructeur automobile japonais
Toyota. Il stend aujourdhui tous les domaines de lindustrie car il rpond la volont universelle
et grandissante de rduction des cots de production.
La Value Stream Mapping (ou Cartographie de la Chane de Valeur) est un outil du Lean
Manufacturing qui assure une vision claire des procds composant une entreprise. La
reprsentation des flux de matires et dinformation permet de prendre conscience des gaspillages
qui ont lieu et qui pnalisent la productivit.
Dans cette thse, la description de la Value Stream Mapping sest faite au travers de lentreprise
MED, un faonnier fictif de lindustrie pharmaceutique. Il est apparu que la mthode nest pas
seulement utilise pour peindre ltat actuel, mais galement pour imaginer et tablir un tat futur
plus efficace, plus ractif, moins couteux et plus coordonn. La VSM est une opportunit de mettre
en mouvement lentreprise dans un objectif commun : rduire les gaspillages tout en amliorant les
conditions de travail.
Lindustrie pharmaceutique possde des contraintes qui lui sont propres : les Bonnes Pratiques de
Fabrication, garantissant la scurit du patient. Ce nest cependant pas un frein rel limplantation
dun systme Lean au sein dune entreprise pharmaceutique, ou mme dun tablissement de
gestion des produits sanguins.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 91 sur 105
VU ET PERMIS DIMPRIMER
Grenoble, le
LE DOYEN LE PRSIDENT DE LA THSE
Professeur Rene GRILLOT Professeur Aziz BAKRI
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 92 sur 105
BIBLIOGRAPHIE
A) Ouvrages
J. WOMACK, D. JONES, Lean Thinking, Free Press, 1996
Guide interne HP Invent, Lean Sigma Memory Jogger, Common Edition, 2008
M. PILLET, Six Sigma comment lappliquer, Edition dOrganisation, 2004
F. FOUQUE, A la dcouverte du Lean Six Sigma, Edition Fouque, 2009
M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France,
2008
J. DAVIS, Lean Manufacturing, Industrial Press, New York, USA, 2006
D. K. SOBEK II, A. SMALLEY, Understanding A3 thinking, a critical component of Toyotas PDCA
Management System, CRC Press, 2008
F. OLIVIER, Thse dexercice de Pharmacie, Lapproche Lean : mthodes et outils appliqus aux
ateliers de production pharmaceutique, Universit Joseph Fourier, Grenoble, 2009
B) Cours et Prsentations
G. REVENU, Lamlioration continue pour acclrer les flux, cole des Mines dAlbi-Carmaux, 2009
Cours INSA Lyon Gnie industriel dans les systmes hospitaliers, Lanalyse de lexistant, disponible
sur http://agbo.insa-lyon.fr/, consult le 21 Octobre 2010
A. GDOURA, Prsentation pour lEuroMed Innovation and Technology Programme, Pilotage et
valuation des activits dun incubateur, 2008
Prsentation du Consortium de recherche FOR@C, Value Stream Mapping - Formation, Universit de
Laval
Cours de M. LAURAS, Gestion des chanes logistiques Introduction la logistique aval, cole des
Mines dAlbi-Carmaux, 2008
Prsentation de S. QUESNEL lUniversit de Nancy, Le 5S, 2007
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 93 sur 105
C) Articles scientifiques
S. LAMBER, G.ABDUL-NOUR, M-F. LORTIE, Cartographie de la chane de valeur : Cerner la valeur pour obtenir
un avantage concurrentiel, Universit du Qubec Trois-Rivires
V. GROVER, W. KETTINGER, J. TENG, Business and Economic Review, 46(2), pages 14-18, 2000
F. A. ABDULMALEK, J. RAJGOPAL, Analyzing the benefits of lean manufacturing and value stream mapping via
simulation: a process sector case study, International Journal of Production Economics, n107, pages 223-236,
2007
S. ANDERSON, A. ARMSTRONG, A. BJRE et al., Making medicinal chemistry more effective application of
lean sigma to improve processes, speed and quality, Drug Discovery Today, volume 14, June 2009
C. HOUBORG, Implementing a successful lean programme: Where do you begin ?, Pharmaceutical
Technology Europe, pages 52-57, September 2010
T. MELTON, The Benefits of Lean manufacturing What lean thinking has to offer the process industries,
Chemical Engineering Research and Design, n83, pages 662-673, 2005
F. BERTHOLEEY, P. BOURNIQUEL, E. RIVERY et al., Mthodes damlioration organisationnelle appliques aux
activits des tablissements de transfusion sanguine (ETS), Transfusion Clinique et Biologique, n16, pages 93-
100, 2009
D) Sites Internet
http://www.vision-lean.fr, consult le 12 Octobre 2010
http://www.idecq.com, consult le 30 Novembre 2010
http://itil.fr, consult le 18 Octobre 2010
http://chohmann.free.fr, consult le 13 Novembre 2010
http://office.microsoft.com/fr-be/excel-help, consult le 25 Octobre 2010
http://www.sprickstegall.com, consult le 25 Novembre 2010
http://www.bola.biz, consult le 02 Novembre 2010
http://www.actors-solutions.com, consult le 14 Novembre 2010
http://www.strategosinc.com, consult le 27 Novembre 2010
http://www.al-consulting.com, consult le 15 Novembre 2010
http://www.logistiqueconseil.org, consult le 17 Novembre 2010
http://www.5ssystem.info, consult le 27 Novembre 2010
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 94 sur 105
ANNEXES
Annexe 1 : Icnes utilises dans le Value Stream Mapping. ............................................................................. 95
Annexe 2 : Construction de la carte VSM de ltat actuel de lentreprise MED ................................................. 98
Annexe 3 : Organigramme des Processus (Tableau vierge) ............................................................................ 103
Annexe 4: Carte VSM de ltat futur de lentreprise MED .............................................................................. 104
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 95 sur 105
Annexe 1 : Icnes utilises dans le Value Stream Mapping.
Les icnes et symboles utilises dans le Value Stream Mapping sont de trois types : matires (pour les flux de matires),
information (pour les flux dinformation), et gnrales.
68
68
Source : M. ROTHER, J. SHOOK, Bien voir pour mieux grer, Edition franaise ralise par lInstitut Lean France, 2008
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 96 sur 105
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 97 sur 105
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 98 sur 105
Annexe 2 : Construction de la carte VSM de ltat actuel de lentreprise MED
Premire phase du dessin : Le Client
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 99 sur 105
Deuxime phase du dessin : Les Processus de Fabrication
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 100 sur 105
Troisime phase du dessin : Les Fournisseurs
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 101 sur 105
Quatrime phase du dessin : Les Flux dInformation
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 102 sur 105
Cinquime phase du dessin : La Ligne de Temps
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 103 sur 105
Annexe 3 : Organigramme des Processus (Tableau vierge)
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 104 sur 105
Annexe 4: Carte VSM de ltat futur de lentreprise MED
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
David GARNIER Thse dexercice de Pharmacie Dcembre 2010
Page 105 sur 105
The image cannot be displayed. Your computer may not have enough memory to open the image, or the image may have been corrupted. Restart your computer, and then open the file again. If the red x still appears, you may have to delete the image and then insert it again.
d
u
m
a
s
-
0
0
5
9
3
1
1
8
,
v
e
r
s
i
o
n
1
-
1
3
M
a
y
2
0
1
1
Das könnte Ihnen auch gefallen
- VSM RapportDokument118 SeitenVSM RapportMikaNefaAnja .Noch keine Bewertungen
- Introduction VSMDokument3 SeitenIntroduction VSMolivierl123Noch keine Bewertungen
- Planification et contrôle de la production et des stocks : techniques et pratiquesVon EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesBewertung: 3 von 5 Sternen3/5 (1)
- VSMDokument50 SeitenVSMMoutaai Nezha100% (1)
- VSMDokument33 SeitenVSMsébastienNoch keine Bewertungen
- Systemes de Production Et de Logistique (Etc.) (Z-Library)Dokument335 SeitenSystemes de Production Et de Logistique (Etc.) (Z-Library)razak abubakarNoch keine Bewertungen
- Plaquette VSMDokument2 SeitenPlaquette VSMAhmed Charradi100% (2)
- DmaicDokument4 SeitenDmaicNOUHAYLA MAJDOUBINoch keine Bewertungen
- Resume Article VSMDokument5 SeitenResume Article VSMhiba hmitoNoch keine Bewertungen
- Gestion de La ProductionDokument66 SeitenGestion de La Productionmarianadine100% (1)
- 2016 Value Stream Mapping Et Le Concept de LeanDokument4 Seiten2016 Value Stream Mapping Et Le Concept de LeanSamiBouaziziNoch keine Bewertungen
- Outils DmaicDokument16 SeitenOutils DmaicANASS KHADRAOUINoch keine Bewertungen
- Etude Cas KaizenDokument58 SeitenEtude Cas KaizenZachary Didi100% (2)
- Résumé Lean ManagementDokument2 SeitenRésumé Lean ManagementMàriem Làkhal Ep KàboubiNoch keine Bewertungen
- Groupe N°37 - La Gestion de Production Par La Méthode Six SigmaDokument16 SeitenGroupe N°37 - La Gestion de Production Par La Méthode Six SigmaOverDoc100% (3)
- Memoire Master 2 QHSE Analyse Des Gaspillages Dans Un Processus de ProductionDokument114 SeitenMemoire Master 2 QHSE Analyse Des Gaspillages Dans Un Processus de ProductionArelle KomNoch keine Bewertungen
- VSMDokument10 SeitenVSMMehdi Hasard100% (1)
- Just À TempsDokument12 SeitenJust À TempsIbtissam AnoirNoch keine Bewertungen
- Formation VSMDokument66 SeitenFormation VSMMuLilm AmaZigh MoroccanNoch keine Bewertungen
- VSMDokument17 SeitenVSManwarNoch keine Bewertungen
- Implantation Du Lean Manufacturing PDFDokument61 SeitenImplantation Du Lean Manufacturing PDFGasmi Mouhamedyosri100% (1)
- Livre MBA Chapitre10 Lean Management CTDokument20 SeitenLivre MBA Chapitre10 Lean Management CTIdir Nasser BELKEBIRNoch keine Bewertungen
- Analyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsVon EverandAnalyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsNoch keine Bewertungen
- Atelier VSMDokument13 SeitenAtelier VSMYassineZklNoch keine Bewertungen
- Lean ManufacturingDokument79 SeitenLean ManufacturingSliim AmiriNoch keine Bewertungen
- Lean Six SigmaDokument56 SeitenLean Six SigmaL Mth100% (1)
- Value Stream Mapping: Méthode de cartographie des chaînes de valeurVon EverandValue Stream Mapping: Méthode de cartographie des chaînes de valeurNoch keine Bewertungen
- Cours Gestion Production IMI CIGMA Settat 2012Dokument136 SeitenCours Gestion Production IMI CIGMA Settat 2012Youssef LeSafio100% (1)
- Juste A TempsDokument14 SeitenJuste A TempshassankchNoch keine Bewertungen
- Thèse en Amélioration ContinueDokument144 SeitenThèse en Amélioration ContinueRashid ElaychiiNoch keine Bewertungen
- VSMDokument7 SeitenVSMMuLilm AmaZigh MoroccanNoch keine Bewertungen
- 5P, Méthode 5 Pourquoi PDFDokument2 Seiten5P, Méthode 5 Pourquoi PDFaero100% (3)
- La Méthode 6 SigmaDokument18 SeitenLa Méthode 6 SigmappdNoch keine Bewertungen
- Gestion Industrielle 3Dokument99 SeitenGestion Industrielle 3Lamrani Mohamed100% (1)
- Lean ManufacturingDokument167 SeitenLean ManufacturingLara100% (1)
- Les Outils Du Management de La QualitéDokument20 SeitenLes Outils Du Management de La QualitéousalhNoch keine Bewertungen
- Cours Lean Logistique - IntroductionDokument17 SeitenCours Lean Logistique - IntroductionRa Dia100% (2)
- Lexique LEANDokument23 SeitenLexique LEANZW FniNoch keine Bewertungen
- Cours Gestion Industrielle - Equilibrage Part 2Dokument70 SeitenCours Gestion Industrielle - Equilibrage Part 2Ayoub KARROUMNoch keine Bewertungen
- L'amelioration de La Performance PDFDokument231 SeitenL'amelioration de La Performance PDFetudiante91Noch keine Bewertungen
- SMED MethodeDokument4 SeitenSMED Methodeapi-3802191100% (1)
- Planification ProductionDokument23 SeitenPlanification ProductionjouaitiNoch keine Bewertungen
- Methode GraiDokument22 SeitenMethode GraiAbdessamad Azounkdi50% (2)
- Gestion Production PDFDokument147 SeitenGestion Production PDFredaNoch keine Bewertungen
- Cartographie de La Chaîne de ValeurDokument25 SeitenCartographie de La Chaîne de Valeurtouil_redouaneNoch keine Bewertungen
- Généralités Sur La TPMDokument47 SeitenGénéralités Sur La TPMKhaled HmedNoch keine Bewertungen
- Presentation Muda DEF09Dokument26 SeitenPresentation Muda DEF09Salma Benouaali100% (1)
- Gestion de Production ISTA COURS 1Dokument37 SeitenGestion de Production ISTA COURS 1Ромаисса Самед100% (1)
- KaizenDokument2 SeitenKaizenRedou MadridiNoch keine Bewertungen
- Cours Management de La Qualité Partie 2Dokument71 SeitenCours Management de La Qualité Partie 2bilavid44100% (1)
- Type Des Flux.Dokument50 SeitenType Des Flux.Brahim GrnNoch keine Bewertungen
- Jeu de 5SDokument14 SeitenJeu de 5SAhmed DjebbiNoch keine Bewertungen
- Audit Et Diagnostic QueDokument23 SeitenAudit Et Diagnostic QueZakariae AmraniNoch keine Bewertungen
- Performance IndustrielleDokument19 SeitenPerformance IndustrielleEL KANDOUSSI KMNoch keine Bewertungen
- Article ScientifiqueDokument9 SeitenArticle ScientifiqueSamo KontraNoch keine Bewertungen
- Support - de - Cours - SPC - FI-2013 (Lecture Seule) (Mode de Compatibilité)Dokument64 SeitenSupport - de - Cours - SPC - FI-2013 (Lecture Seule) (Mode de Compatibilité)Isnotgood LamiNoch keine Bewertungen
- L' interaction entre les problèmes de gestion des ressources humaines et de santé et de sécurité au travail: Études de casVon EverandL' interaction entre les problèmes de gestion des ressources humaines et de santé et de sécurité au travail: Études de casNoch keine Bewertungen
- TP10 7068 Garnier David 1 DDokument118 SeitenTP10 7068 Garnier David 1 DMŝw RévolùţionàrNoch keine Bewertungen
- ComptaAnalytique 1resDokument12 SeitenComptaAnalytique 1respislaNoch keine Bewertungen
- Le Guide de La Microfinance - Microcrédit Et Epargne Pour Le DéveloppementDokument304 SeitenLe Guide de La Microfinance - Microcrédit Et Epargne Pour Le Développementadlovsky27100% (2)
- Etude de Marche - Yvon GasseDokument37 SeitenEtude de Marche - Yvon Gasseadlovsky27100% (1)
- L'Influence Du CDG Sur Le Comportement IndividuelDokument57 SeitenL'Influence Du CDG Sur Le Comportement Individueladlovsky27Noch keine Bewertungen
- Methodologie Du Memoire de Recherche AppliqueeDokument32 SeitenMethodologie Du Memoire de Recherche Appliqueehocine230100% (1)
- Guide Tuteurs Moodle 2.4Dokument44 SeitenGuide Tuteurs Moodle 2.4adlovsky27Noch keine Bewertungen
- Etude de Marche - Yvon GasseDokument37 SeitenEtude de Marche - Yvon Gasseadlovsky27100% (1)
- Lean 6 SigmaDokument26 SeitenLean 6 SigmaadlovskyNoch keine Bewertungen
- Guide Econometrie StataDokument69 SeitenGuide Econometrie StataRoseric Azondekon100% (2)
- Code de Bonnes Pratiques en ChatDokument1 SeiteCode de Bonnes Pratiques en Chatadlovsky27Noch keine Bewertungen
- Controle Et Suivi Chantier RoutierhjhDokument14 SeitenControle Et Suivi Chantier Routierhjhعثمان البريشيNoch keine Bewertungen
- Thèse Data IntegrityDokument83 SeitenThèse Data IntegrityBasma YagoubiNoch keine Bewertungen
- Canalisations de Gaz NaturelDokument120 SeitenCanalisations de Gaz NaturelJean-David DelordNoch keine Bewertungen
- Introduction À La RobotiqueDokument19 SeitenIntroduction À La RobotiqueRazzougui SarahNoch keine Bewertungen
- Format Eur FrancaiseDokument1 SeiteFormat Eur FrancaiseAdnan NandaNoch keine Bewertungen
- Calendrier Des Examens Semestre Impair Janvier 2022 AlphaDokument28 SeitenCalendrier Des Examens Semestre Impair Janvier 2022 AlphaMeg JustMegNoch keine Bewertungen
- Correction DevoirDeSyntheseN3 1AS 2009 FinDokument8 SeitenCorrection DevoirDeSyntheseN3 1AS 2009 FinMehdi Ben Arif67% (3)
- Observatoire National de La Filiere Riz Du Burkina Faso (Onriz)Dokument6 SeitenObservatoire National de La Filiere Riz Du Burkina Faso (Onriz)toni_yousf2418Noch keine Bewertungen
- ALIZE LCPC MU v1.5 FR PDFDokument116 SeitenALIZE LCPC MU v1.5 FR PDFSoumana Abdou100% (1)
- PV Liste-De-Prix Onduleurs HUAWEI 11-2023 FRDokument2 SeitenPV Liste-De-Prix Onduleurs HUAWEI 11-2023 FRkoumbounisdimNoch keine Bewertungen
- Chapitre 1 LES OUTILS MATHEMATIQUESDokument9 SeitenChapitre 1 LES OUTILS MATHEMATIQUESa.ddNoch keine Bewertungen
- 2nd - Exercices Corrigés - Variations D'une FonctDokument1 Seite2nd - Exercices Corrigés - Variations D'une Fonctalyahmed610Noch keine Bewertungen
- 3 Branches Triphasées en Injection Directe M215 Ou M250Dokument1 Seite3 Branches Triphasées en Injection Directe M215 Ou M250MbgardNoch keine Bewertungen
- Arval - Cofrastra 40Dokument16 SeitenArval - Cofrastra 40helder.fradeNoch keine Bewertungen
- 3 Partie Caractéristiques Des LubrifiantDokument32 Seiten3 Partie Caractéristiques Des Lubrifiantsamir belamriNoch keine Bewertungen
- Observons:: Nature Du Complément Circonstanciel de TempsDokument2 SeitenObservons:: Nature Du Complément Circonstanciel de TempsMehdi YMNoch keine Bewertungen
- TFE Gustave KISHATU MWAMBA Version Finale-1Dokument112 SeitenTFE Gustave KISHATU MWAMBA Version Finale-1gustave kishatu100% (2)
- TP2Dokument4 SeitenTP2Youssef Don RajawiNoch keine Bewertungen
- Exam. F.CDokument2 SeitenExam. F.CmidsmasherNoch keine Bewertungen
- Exercice D'application Optique VDokument1 SeiteExercice D'application Optique VARDALAn MohamedNoch keine Bewertungen
- Cahier D Exercices Ile Aux Mots 8hDokument88 SeitenCahier D Exercices Ile Aux Mots 8hCizNoch keine Bewertungen
- Analyse D'une Situation de Communication en TaDokument2 SeitenAnalyse D'une Situation de Communication en Taroger martin bassong batiigNoch keine Bewertungen
- The Cuban Missile CrisisDokument8 SeitenThe Cuban Missile Crisismilan.bodis523Noch keine Bewertungen
- Mesure de Compression Moteur Vers FinaleDokument46 SeitenMesure de Compression Moteur Vers FinaleRaouf HarzallahNoch keine Bewertungen
- Process AciérieDokument6 SeitenProcess Aciériesanae jaouiNoch keine Bewertungen
- Depliant ELM MasterDokument3 SeitenDepliant ELM MasterYazid AbouchihabeddineNoch keine Bewertungen
- Tube VentouriDokument10 SeitenTube VentouriMohammed BoulbairNoch keine Bewertungen
- Caplp Externe Genie Electrique Electrotechnique Et Energie Epreuve 1 Doc RessourcesDokument28 SeitenCaplp Externe Genie Electrique Electrotechnique Et Energie Epreuve 1 Doc RessourcesOus SàmàNoch keine Bewertungen
- ExcisionDokument54 SeitenExcisionAbdou Razak OuédraogoNoch keine Bewertungen
- Prise en Main de Microsoft Office Excel 2016Dokument713 SeitenPrise en Main de Microsoft Office Excel 2016max80% (5)