Das könnte Ihnen auch gefallen
- ARTY - Aubert Et Duval - Produits - Longs - GB PDFDokument6 SeitenARTY - Aubert Et Duval - Produits - Longs - GB PDFScott_B4UNoch keine Bewertungen
- Material Reference ListDokument7 SeitenMaterial Reference ListionijhonnieNoch keine Bewertungen
- 100 SeriesDokument5 Seiten100 Seriesfathur2107Noch keine Bewertungen
- Steel GradesDokument12 SeitenSteel GradesDidar Singh Thethi100% (1)
- Seamless Tubes For Utility Boilers Industrial Boilers and HRSGDokument12 SeitenSeamless Tubes For Utility Boilers Industrial Boilers and HRSGsridharchowdary349Noch keine Bewertungen
- Peeled Round Steel BarsDokument9 SeitenPeeled Round Steel BarsaxgasaNoch keine Bewertungen
- Sds Eng PDFDokument8 SeitenSds Eng PDFdaviko313Noch keine Bewertungen
- Cross Reference of STANDARDS For Equivalent Grades of Steel: 1. Bearing Quality Steel: BS DIN IS EN Sae/AisiDokument4 SeitenCross Reference of STANDARDS For Equivalent Grades of Steel: 1. Bearing Quality Steel: BS DIN IS EN Sae/AisiManjunath MNoch keine Bewertungen
- 2 ATI Steellram U INCIMA DimenzijeDokument4 Seiten2 ATI Steellram U INCIMA DimenzijeBosko LukavicNoch keine Bewertungen
- Corus Aerospace Spec BookletDokument14 SeitenCorus Aerospace Spec BookletColinG7750% (1)
- Advul EnusDokument17 SeitenAdvul EnusErlangga PrabowoNoch keine Bewertungen
- Especificacion API 5lDokument44 SeitenEspecificacion API 5ljpcc1986100% (1)
- Roberts Oxygen Welding Industrial Catalog 2011Dokument104 SeitenRoberts Oxygen Welding Industrial Catalog 2011sanjibkrjanaNoch keine Bewertungen
- Cross Reference of The Engg MaterialDokument18 SeitenCross Reference of The Engg Materialrksahay100% (1)
- Classif AçosDokument7 SeitenClassif AçoslavascudoNoch keine Bewertungen
- Alloy Steel Astm Asme A 335 GR p911 Seamless PipeDokument15 SeitenAlloy Steel Astm Asme A 335 GR p911 Seamless Pipemanuelq9Noch keine Bewertungen
- Alloy Steel Astm Asme A 335 GR p2 Seamless PipeDokument15 SeitenAlloy Steel Astm Asme A 335 GR p2 Seamless PipeApurva GuptaNoch keine Bewertungen
- RIVA ACCIAIO Hot Rolled Steel Bars CatalogueDokument20 SeitenRIVA ACCIAIO Hot Rolled Steel Bars Cataloguewalitedison100% (1)
- R-KER Vinylester Resin + Steel Rods 5.8 M8 - M30: Technical Data SheetDokument7 SeitenR-KER Vinylester Resin + Steel Rods 5.8 M8 - M30: Technical Data SheetChristian LazzariniNoch keine Bewertungen
- Virgo Welded Valve BrochureDokument8 SeitenVirgo Welded Valve BrochureHerrera Jorge AgustínNoch keine Bewertungen
- CW Hydro Pump PDFDokument56 SeitenCW Hydro Pump PDFashim_scribdNoch keine Bewertungen
- TTM Post TensioningDokument103 SeitenTTM Post Tensioninghorea67100% (2)
- Post Tension MultistrandDokument15 SeitenPost Tension MultistrandStephanie K ChanNoch keine Bewertungen
- Aluminium Pneumatic Actuators IndexDokument41 SeitenAluminium Pneumatic Actuators IndexOctavio FuentesNoch keine Bewertungen
- Technical Information on Speed Charts and Insert MaterialsDokument32 SeitenTechnical Information on Speed Charts and Insert MaterialssathishelakkiyaNoch keine Bewertungen
- MPVN BrochureDokument32 SeitenMPVN Brochurefernando_naciamentNoch keine Bewertungen
- Mouvex Abaque Series Peristaltic Hose Pump Spec SheetDokument3 SeitenMouvex Abaque Series Peristaltic Hose Pump Spec SheetAnkur BhargavaNoch keine Bewertungen
- Full Lift Spring Loaded Open PDFDokument4 SeitenFull Lift Spring Loaded Open PDFVenkatespatange RaoNoch keine Bewertungen
- Turbine Blade MachiningDokument36 SeitenTurbine Blade Machiningyh1.yuNoch keine Bewertungen
- Maintenance Arpex enDokument39 SeitenMaintenance Arpex enPatrick BaridonNoch keine Bewertungen
- 11422Dokument10 Seiten11422balajivangaruNoch keine Bewertungen
- Alloy TrademarksDokument4 SeitenAlloy TrademarksClaudia Mms100% (1)
- KSB Valvula Diafragma SISTO10Dokument4 SeitenKSB Valvula Diafragma SISTO10Sarah PerezNoch keine Bewertungen
- Egyptian German Co. For Industrial ValvesDokument13 SeitenEgyptian German Co. For Industrial ValvesMustafa AshmawyNoch keine Bewertungen
- MasterSeries 860 Specification SheetDokument2 SeitenMasterSeries 860 Specification SheetFEBCONoch keine Bewertungen
- AMRI ISORIA 16 Type Series Booklet DataDokument20 SeitenAMRI ISORIA 16 Type Series Booklet Datarudiskw456Noch keine Bewertungen
- 650 SchematicDokument4 Seiten650 Schematicab5951Noch keine Bewertungen
- 1 Cutting Tools KDokument358 Seiten1 Cutting Tools Kchitzulanu100% (1)
- International Steel Grade Comparison ChartDokument1 SeiteInternational Steel Grade Comparison Chart마사유삼숟딘Noch keine Bewertungen
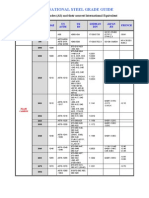
- Steel Grade GuideDokument1 SeiteSteel Grade Guidetoru101100% (1)
- Alloy SteelDokument7 SeitenAlloy Steeleng_elhedabyNoch keine Bewertungen
- 5 Globe Valves-DINDokument20 Seiten5 Globe Valves-DINkemo10Noch keine Bewertungen
- Seriesgp1000 PDFDokument3 SeitenSeriesgp1000 PDFanbumani123Noch keine Bewertungen
- 11502Dokument9 Seiten11502balajivangaruNoch keine Bewertungen
- Untitled 1 PDFDokument35 SeitenUntitled 1 PDFRAVI KANT BARANWALNoch keine Bewertungen
- O-Rings & SealsDokument10 SeitenO-Rings & SealsPartsGopher.comNoch keine Bewertungen
- EN6114Dokument14 SeitenEN6114akayirNoch keine Bewertungen
- KIRLOSKAR MIXED FLOW PUMPSDokument12 SeitenKIRLOSKAR MIXED FLOW PUMPSatulnalawade1980100% (1)
- 104 - . Accessories For Buoyancy Transmitter: Product SpecificationsDokument22 Seiten104 - . Accessories For Buoyancy Transmitter: Product SpecificationsTreeNoch keine Bewertungen
- Type - 2 Co-Ordination Chart of AbbDokument2 SeitenType - 2 Co-Ordination Chart of Abbt_syamprasad83% (12)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsVon EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNoch keine Bewertungen
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsVon EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsBewertung: 4.5 von 5 Sternen4.5/5 (10)
- Weld Like a Pro: Beginning to Advanced TechniquesVon EverandWeld Like a Pro: Beginning to Advanced TechniquesBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Design Guidelines for Surface Mount TechnologyVon EverandDesign Guidelines for Surface Mount TechnologyBewertung: 5 von 5 Sternen5/5 (1)
- FACOM - Hand Tools - 2004Dokument899 SeitenFACOM - Hand Tools - 2004Евгений АнатольевичNoch keine Bewertungen
- Mam71 Prod Ref GuideDokument167 SeitenMam71 Prod Ref Guidee305050Noch keine Bewertungen
- Ilchmann GMBH EDokument6 SeitenIlchmann GMBH ELLNoch keine Bewertungen
- Lubrication Guide - Ultrasonic Condition-Based LubricationDokument7 SeitenLubrication Guide - Ultrasonic Condition-Based LubricationLLNoch keine Bewertungen
- Hardox Uk 400Dokument2 SeitenHardox Uk 400Jackson VuNoch keine Bewertungen
- Ingersoll CAT-009 HoleM TechDokument30 SeitenIngersoll CAT-009 HoleM TechLLNoch keine Bewertungen
- Goodyear Hydraulics Adapters Catalog PDFDokument165 SeitenGoodyear Hydraulics Adapters Catalog PDFpsolutions.franciscoNoch keine Bewertungen
- l0820300 Stacker Reclaimer ChainsDokument2 Seitenl0820300 Stacker Reclaimer ChainsLLNoch keine Bewertungen
- KVR UkDokument4 SeitenKVR UkLLNoch keine Bewertungen
- Material Grades EN PDFDokument30 SeitenMaterial Grades EN PDFnechitamariusNoch keine Bewertungen
- Master Gears UsaDokument6 SeitenMaster Gears UsaLLNoch keine Bewertungen
- Falk Metric Key KeywayDokument2 SeitenFalk Metric Key KeywayMAXNoch keine Bewertungen
- Motor bearings: understanding common problems and proper handlingDokument8 SeitenMotor bearings: understanding common problems and proper handlinghozipek5599100% (1)
- IEEE1068 Repair & Rewinding of MotorsDokument28 SeitenIEEE1068 Repair & Rewinding of MotorsjojeecaresNoch keine Bewertungen
- GBSP 47Dokument3 SeitenGBSP 47LLNoch keine Bewertungen
- IEEE1068 Repair & Rewinding of MotorsDokument28 SeitenIEEE1068 Repair & Rewinding of MotorsjojeecaresNoch keine Bewertungen
- Price List - Fluke Precision Measurements - End Users - October 2006Dokument29 SeitenPrice List - Fluke Precision Measurements - End Users - October 2006LLNoch keine Bewertungen
- Heat LineDokument1 SeiteHeat LineLLNoch keine Bewertungen
- Llo See DD Gts v3 W en 02Dokument428 SeitenLlo See DD Gts v3 W en 02LLNoch keine Bewertungen
- Standard - Manual - Low - Voltage - EN Rev G Web PDFDokument26 SeitenStandard - Manual - Low - Voltage - EN Rev G Web PDFTuấn Anh CaoNoch keine Bewertungen
- Motor Donot Just Fail... Do They - A Guide To Preventing FailureDokument70 SeitenMotor Donot Just Fail... Do They - A Guide To Preventing FailuresurawutwijarnNoch keine Bewertungen
- FACOM - Hand Tools - 2004Dokument899 SeitenFACOM - Hand Tools - 2004Евгений АнатольевичNoch keine Bewertungen
- Motor bearings: understanding common problems and proper handlingDokument8 SeitenMotor bearings: understanding common problems and proper handlinghozipek5599100% (1)
- Automatic Oil Bath Air FilterDokument22 SeitenAutomatic Oil Bath Air FilterLLNoch keine Bewertungen
- Installation, Operation and Maintenance Manual for Ex d Asynchronous MotorsDokument101 SeitenInstallation, Operation and Maintenance Manual for Ex d Asynchronous MotorsberkahharianNoch keine Bewertungen
- SteelsDokument72 SeitenSteelsLLNoch keine Bewertungen
- Standard - Manual - Low - Voltage - EN Rev G Web PDFDokument26 SeitenStandard - Manual - Low - Voltage - EN Rev G Web PDFTuấn Anh CaoNoch keine Bewertungen
- Din 6885Dokument1 SeiteDin 6885Riadini Anis Hade50% (2)
- BG70 SNDokument2 SeitenBG70 SNLLNoch keine Bewertungen
- TST18 MLE Install Brochure LRDokument24 SeitenTST18 MLE Install Brochure LRLLNoch keine Bewertungen
- Key plan and area statement comparison for multi-level car park (MLCPDokument1 SeiteKey plan and area statement comparison for multi-level car park (MLCP121715502003 BOLLEMPALLI BINDU SREE SATYANoch keine Bewertungen
- MicroProcessadores ZelenovskyDokument186 SeitenMicroProcessadores ZelenovskyDavid SantosNoch keine Bewertungen
- List of Steel Products Made in The UK PDFDokument120 SeitenList of Steel Products Made in The UK PDFAntonio MarrufoNoch keine Bewertungen
- Porter 5 ForcesDokument44 SeitenPorter 5 ForcesSwapnil ChonkarNoch keine Bewertungen
- Console Output CLI ConsoleDokument4 SeitenConsole Output CLI Consolejaved.rafik.1Noch keine Bewertungen
- Regenerative Braking System: An Efficient Way to Conserve EnergyDokument31 SeitenRegenerative Braking System: An Efficient Way to Conserve EnergyPRAVIN KUMAR NNoch keine Bewertungen
- TBEM CII Exim Bank Award ComparisonDokument38 SeitenTBEM CII Exim Bank Award ComparisonSamNoch keine Bewertungen
- Rate of Change: Example 1 Determine All The Points Where The Following Function Is Not ChangingDokument5 SeitenRate of Change: Example 1 Determine All The Points Where The Following Function Is Not ChangingKishamarie C. TabadaNoch keine Bewertungen
- Railway noise source modeling and measurement methodsDokument78 SeitenRailway noise source modeling and measurement methodsftyoneyamaNoch keine Bewertungen
- Cambridge O Level: Agriculture 5038/12 October/November 2020Dokument30 SeitenCambridge O Level: Agriculture 5038/12 October/November 2020Sraboni ChowdhuryNoch keine Bewertungen
- 2021.01 - Key-Findings - Green Bond Premium - ENDokument6 Seiten2021.01 - Key-Findings - Green Bond Premium - ENlypozNoch keine Bewertungen
- Aegon Life Insurance Marketing Strategy AnalysisDokument22 SeitenAegon Life Insurance Marketing Strategy AnalysissalmanNoch keine Bewertungen
- Wheatstone Bridge Circuit and Theory of OperationDokument7 SeitenWheatstone Bridge Circuit and Theory of OperationAminullah SharifNoch keine Bewertungen
- Boiler Instrumentation and Control SystemsDokument68 SeitenBoiler Instrumentation and Control Systemstagne simo rodrigueNoch keine Bewertungen
- Cost Accounting DQ - Midterms - AnswersDokument10 SeitenCost Accounting DQ - Midterms - AnswersKurt dela TorreNoch keine Bewertungen
- What Are The Main Purpose of Financial Planning AnDokument2 SeitenWhat Are The Main Purpose of Financial Planning AnHenry L BanaagNoch keine Bewertungen
- Eslit-Vinea-LA 03 Task #1-4Dokument11 SeitenEslit-Vinea-LA 03 Task #1-4darkNoch keine Bewertungen
- Grade 5 PPT English Q4 W3 Day 2Dokument17 SeitenGrade 5 PPT English Q4 W3 Day 2Rommel MarianoNoch keine Bewertungen
- Servo LubesDokument2 SeitenServo LubesVignesh VickyNoch keine Bewertungen
- SheeshDokument31 SeitenSheeshfrancisco bonaNoch keine Bewertungen
- Unit 6 ( CONSTRUCTION OF THE FLEXIBLE PAVEMENT )Dokument19 SeitenUnit 6 ( CONSTRUCTION OF THE FLEXIBLE PAVEMENT )Zara Nabilah87% (15)
- Tax Invoice: New No 30, Old No 24 Bhagirathi Ammal ST, T Nagar, Chennai 600017 CIN: U74900TN2011PTC083121 State Code: 33Dokument1 SeiteTax Invoice: New No 30, Old No 24 Bhagirathi Ammal ST, T Nagar, Chennai 600017 CIN: U74900TN2011PTC083121 State Code: 33golu84Noch keine Bewertungen
- March 17, 2017 - Letter From Dave Brown and Megan McCarrin Re "Take Article Down" - IRISH ASSHOLES TODAY!Dokument459 SeitenMarch 17, 2017 - Letter From Dave Brown and Megan McCarrin Re "Take Article Down" - IRISH ASSHOLES TODAY!Stan J. CaterboneNoch keine Bewertungen
- Markard Et Al. (2012) PDFDokument13 SeitenMarkard Et Al. (2012) PDFgotrektomNoch keine Bewertungen
- Shoulder Impingement SyndromeDokument37 SeitenShoulder Impingement SyndromeDADDYGUS100% (1)
- Bleed Fan SelectionDokument4 SeitenBleed Fan Selectionomar abdullahNoch keine Bewertungen
- Orgin of Life and Organic EvolutionDokument74 SeitenOrgin of Life and Organic Evolutionasha.s.k100% (5)
- Drift Punch: Product Features ProfilesDokument3 SeitenDrift Punch: Product Features ProfilesPutra KurniaNoch keine Bewertungen
- Return On Marketing InvestmentDokument16 SeitenReturn On Marketing Investmentraj_thanviNoch keine Bewertungen
- Lecture Notes On Revaluation and Impairment PDFDokument6 SeitenLecture Notes On Revaluation and Impairment PDFjudel ArielNoch keine Bewertungen