Das könnte Ihnen auch gefallen
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentVon EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNoch keine Bewertungen
- Inspecting Fractionation Towers PDFDokument5 SeitenInspecting Fractionation Towers PDFChem.EnggNoch keine Bewertungen
- Inspecting Fractionation TowersDokument5 SeitenInspecting Fractionation Towersfawmer61Noch keine Bewertungen
- Designing A Crude Unit Heat Exchanger NetworkDokument8 SeitenDesigning A Crude Unit Heat Exchanger NetworkFred FaberNoch keine Bewertungen
- Salt Fouling FCCDokument6 SeitenSalt Fouling FCCVenkatesh Kumar RamanujamNoch keine Bewertungen
- APP NOTE 01 Crude Unit OverheadDokument2 SeitenAPP NOTE 01 Crude Unit OverheadDaniele CirinaNoch keine Bewertungen
- Electro DesaltingDokument2 SeitenElectro DesaltingMohamed Youssef100% (1)
- Distillation Tray Types Operation TRBSHTDokument38 SeitenDistillation Tray Types Operation TRBSHTGary JonesNoch keine Bewertungen
- Corrosion in CDUDokument5 SeitenCorrosion in CDUelgawadhaNoch keine Bewertungen
- Corrosion in The Crude Distillation Unit Overhead Line: Contributors and SolutionsDokument16 SeitenCorrosion in The Crude Distillation Unit Overhead Line: Contributors and SolutionsMaría Alejandra Quintero PinillaNoch keine Bewertungen
- Analysis of FoamingDokument16 SeitenAnalysis of Foamingjafo_211Noch keine Bewertungen
- 10 - Distillation Revamp Pitfalls To AvoidDokument8 Seiten10 - Distillation Revamp Pitfalls To AvoidRenato GilbonioNoch keine Bewertungen
- App Note 02 Amine UnitDokument2 SeitenApp Note 02 Amine UnitJamesNoch keine Bewertungen
- Improve Your Plantwide Steam Network Part 2Dokument6 SeitenImprove Your Plantwide Steam Network Part 2Humayun Rashid KhanNoch keine Bewertungen
- Challenges Crude ProcessingDokument17 SeitenChallenges Crude ProcessingAnonymous msVFzaNoch keine Bewertungen
- Identifying Poor HXDokument4 SeitenIdentifying Poor HXBhargava ramNoch keine Bewertungen
- Hydroprocessing Reactor and Process Design To Optimize Catalyst Performance PDFDokument18 SeitenHydroprocessing Reactor and Process Design To Optimize Catalyst Performance PDFJupichi TMNoch keine Bewertungen
- Drum in BoilerDokument18 SeitenDrum in BoilerRuban Kumar100% (1)
- Fired Heaters Convection SectionDokument25 SeitenFired Heaters Convection Sectionweam nour100% (1)
- Boiler Heat FluxDokument8 SeitenBoiler Heat FluxMubarik Ali100% (1)
- Hydroprocessing DepropanizerDokument12 SeitenHydroprocessing DepropanizerSathish KumarNoch keine Bewertungen
- Controlling Fired HeatersDokument6 SeitenControlling Fired HeatersiqjoeljoachinNoch keine Bewertungen
- Troubleshooting Vacuum Unit Revamp - TDokument6 SeitenTroubleshooting Vacuum Unit Revamp - TRafeek Emad AbdElkaderNoch keine Bewertungen
- About Delayed Coking Unit InspectionsDokument96 SeitenAbout Delayed Coking Unit Inspectionspiolinwalls100% (1)
- UOP Operations Skills For The 21st Century PaperDokument16 SeitenUOP Operations Skills For The 21st Century PaperOmar EzzatNoch keine Bewertungen
- MAT-32 Managing Chlorides PDFDokument24 SeitenMAT-32 Managing Chlorides PDFVictor Doan100% (1)
- Corrosion Management in Hydrocracking and Hydroprocessing UnitsDokument12 SeitenCorrosion Management in Hydrocracking and Hydroprocessing UnitsMubeenNoch keine Bewertungen
- Prediction and Assessment of Ammonium Bisulfide Corrosion Under Refinery Sour Water Service Conditions (51300-06576-Sg)Dokument20 SeitenPrediction and Assessment of Ammonium Bisulfide Corrosion Under Refinery Sour Water Service Conditions (51300-06576-Sg)Hasrul HilmiNoch keine Bewertungen
- Corrosion Prevention Yanbu RefineryDokument10 SeitenCorrosion Prevention Yanbu RefineryOmid Hn100% (1)
- Oil Ref Walk ThroughDokument7 SeitenOil Ref Walk ThroughSumedh SinghNoch keine Bewertungen
- Upgrading of Heavy Crude Oils - CastillaDokument7 SeitenUpgrading of Heavy Crude Oils - Castillapks24886Noch keine Bewertungen
- High TAN CrudesDokument7 SeitenHigh TAN Crudesmanassk100% (1)
- Engineering Encyclopedia: Distillation ProcessDokument70 SeitenEngineering Encyclopedia: Distillation ProcessLogeswaran AppaduraiNoch keine Bewertungen
- Solve The Five Most Common FCC ProblemsDokument21 SeitenSolve The Five Most Common FCC ProblemsOMID464Noch keine Bewertungen
- 17.4 Boiler and Feed-Water TreatmentDokument28 Seiten17.4 Boiler and Feed-Water Treatmentnomeacuerdo1Noch keine Bewertungen
- Maximising Heat Exchanger CleaningDokument4 SeitenMaximising Heat Exchanger CleaningAlexNoch keine Bewertungen
- Lessons Learned in The Classroom - Tower Pressure and CapacityDokument1 SeiteLessons Learned in The Classroom - Tower Pressure and CapacityBramJanssen76Noch keine Bewertungen
- 2014 PTQ q4Dokument156 Seiten2014 PTQ q4digeca100% (1)
- Debottlenecking - FractionatorDokument5 SeitenDebottlenecking - Fractionatorsuprateem100% (1)
- Fired Heater Optimization ISA ADDokument12 SeitenFired Heater Optimization ISA ADNagaphani Kumar RavuriNoch keine Bewertungen
- Ammonium Bi-Sulphide Corrosion in HydrocrackersDokument5 SeitenAmmonium Bi-Sulphide Corrosion in HydrocrackersiarzuamNoch keine Bewertungen
- 104SE-Feed Contaminants in Hydroprocessing UnitsDokument5 Seiten104SE-Feed Contaminants in Hydroprocessing UnitsRoii RoyyNoch keine Bewertungen
- What Is The Definition of Overflash in A Crude Distillation ColumnDokument3 SeitenWhat Is The Definition of Overflash in A Crude Distillation ColumnDhanny MiharjaNoch keine Bewertungen
- Delayed Coker Fired HeatersDokument20 SeitenDelayed Coker Fired HeatersJean Carlos Gonzalez Hernandez100% (3)
- White Paper Gasoline BlendingDokument12 SeitenWhite Paper Gasoline BlendingHeniNoch keine Bewertungen
- 21 Surface CondensersDokument12 Seiten21 Surface CondensersMohsin EhsanNoch keine Bewertungen
- Design Vacuum UnitsDokument6 SeitenDesign Vacuum UnitsAmit YadavNoch keine Bewertungen
- Crude Overhead DesignDokument5 SeitenCrude Overhead DesignDaniele CirinaNoch keine Bewertungen
- Corrosion Protection of CondesateDokument8 SeitenCorrosion Protection of CondesateArselan Mustafa KhanNoch keine Bewertungen
- Furnace Flooding, 011107Dokument11 SeitenFurnace Flooding, 011107Arief HidayatNoch keine Bewertungen
- Inspecting Fractionation TowersDokument11 SeitenInspecting Fractionation Towersjafo_211100% (1)
- Catalytic Reforming PDFDokument7 SeitenCatalytic Reforming PDFVu100% (1)
- Discussion Wash Water Systems - UOPDokument21 SeitenDiscussion Wash Water Systems - UOPAvinaw100% (1)
- FCCDokument50 SeitenFCCevinueNoch keine Bewertungen
- Troubleshooting FCC Circulation ProblemsDokument6 SeitenTroubleshooting FCC Circulation ProblemsLefter RinaldoNoch keine Bewertungen
- Atmospheric DistillationDokument114 SeitenAtmospheric DistillationAhmed Mohamed Khalil67% (3)
- Effective Corrosion Control Techniques For Crude Unit OverheadsDokument17 SeitenEffective Corrosion Control Techniques For Crude Unit OverheadsNishat M PatilNoch keine Bewertungen
- Corrosion Failures: Theory, Case Studies, and SolutionsVon EverandCorrosion Failures: Theory, Case Studies, and SolutionsNoch keine Bewertungen
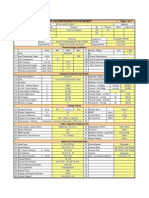
- FO14-104 Vacuum Deaerator Datasheet - Rev ADokument3 SeitenFO14-104 Vacuum Deaerator Datasheet - Rev AHuzefa Calcuttawala100% (2)
- Resume UpdatedDokument2 SeitenResume UpdatedHuzefa Calcuttawala100% (2)
- HETP Preliminary CalculationDokument2 SeitenHETP Preliminary CalculationHuzefa CalcuttawalaNoch keine Bewertungen
- Wire Gauze SPDokument1 SeiteWire Gauze SPHuzefa CalcuttawalaNoch keine Bewertungen
- Demister DesignDokument1 SeiteDemister DesignHuzefa Calcuttawala100% (1)
- Model Edited AplanningDokument3 SeitenModel Edited AplanningHuzefa CalcuttawalaNoch keine Bewertungen
- High DP Orifice FlowDokument2 SeitenHigh DP Orifice FlowtibitomicNoch keine Bewertungen
- Welchem CatalogueDokument2 SeitenWelchem CatalogueHuzefa CalcuttawalaNoch keine Bewertungen
- Gas Distributor DesignDokument9 SeitenGas Distributor DesignHuzefa CalcuttawalaNoch keine Bewertungen
- IIFT PrintoutDokument3 SeitenIIFT PrintoutHuzefa CalcuttawalaNoch keine Bewertungen
- 1M5112 DT-S ModelDokument1 Seite1M5112 DT-S ModelHuzefa CalcuttawalaNoch keine Bewertungen
- 2007 Crossroads ShaddickDokument10 Seiten2007 Crossroads ShaddickDeckie NilNoch keine Bewertungen
- Direct Contact Heat TransferDokument6 SeitenDirect Contact Heat TransferHuzefa CalcuttawalaNoch keine Bewertungen
- 225-C01 Waste Water Stripper ColumnDokument1 Seite225-C01 Waste Water Stripper ColumnHuzefa CalcuttawalaNoch keine Bewertungen
- Distillation Column Tray Selection & Sizing - 1 - Separation TechnologiesDokument30 SeitenDistillation Column Tray Selection & Sizing - 1 - Separation TechnologiesHuzefa Calcuttawala0% (1)
- Packed TowerDokument164 SeitenPacked TowerHuzefa Calcuttawala100% (1)
- Absorption ColumnsDokument55 SeitenAbsorption ColumnsHuzefa CalcuttawalaNoch keine Bewertungen
- Liquid Distribution and Its Effect On Local Mass Transfer in A PaDokument155 SeitenLiquid Distribution and Its Effect On Local Mass Transfer in A PaHuzefa CalcuttawalaNoch keine Bewertungen
- A I Che Weir Loading SPR 2009Dokument13 SeitenA I Che Weir Loading SPR 2009mehul10941Noch keine Bewertungen
- Packed TowerDokument164 SeitenPacked TowerHuzefa Calcuttawala100% (1)
- 8243-Mass Transfer 2Dokument4 Seiten8243-Mass Transfer 2Huzefa CalcuttawalaNoch keine Bewertungen
- 46-C01 Internals - Distributor & GratingDokument1 Seite46-C01 Internals - Distributor & GratingHuzefa CalcuttawalaNoch keine Bewertungen
- 91004QKXDokument150 Seiten91004QKXbiggy boszNoch keine Bewertungen
- Sie Krishna RevChemEng 1998 Part 3Dokument50 SeitenSie Krishna RevChemEng 1998 Part 3Huzefa CalcuttawalaNoch keine Bewertungen
- 46-C01 Internals - Distributor & GratingDokument1 Seite46-C01 Internals - Distributor & GratingHuzefa CalcuttawalaNoch keine Bewertungen
- HyCator CaseStudy BFPDokument7 SeitenHyCator CaseStudy BFPHuzefa CalcuttawalaNoch keine Bewertungen
- Health and Safety PolicyDokument201 SeitenHealth and Safety PolicyKoshal Rai100% (3)
- HyCa Technologies BrochureDokument7 SeitenHyCa Technologies BrochureHuzefa CalcuttawalaNoch keine Bewertungen
- Envirosurv LTD.: Health & Safety Policy & Procedures ManualDokument1 SeiteEnvirosurv LTD.: Health & Safety Policy & Procedures ManualHuzefa CalcuttawalaNoch keine Bewertungen
- Audio Evolution Mobile User Manual For AndroidDokument336 SeitenAudio Evolution Mobile User Manual For AndroidkbalazsNoch keine Bewertungen
- Appraisal Assistant User ManualDokument55 SeitenAppraisal Assistant User ManualDamian Padilla100% (3)
- Parts Catalog: Parts - Sales - Service - RestorationsDokument32 SeitenParts Catalog: Parts - Sales - Service - RestorationsJean BelzilNoch keine Bewertungen
- EI 6702-Logic and Distributed Control SystemDokument2 SeitenEI 6702-Logic and Distributed Control SystemMnskSaro50% (2)
- Solved - Which $1,000 Bond Has The Higher Yield To Maturity, A T...Dokument4 SeitenSolved - Which $1,000 Bond Has The Higher Yield To Maturity, A T...Sanjna ChimnaniNoch keine Bewertungen
- Teleprotection Over IP MPLS Network White PaperDokument23 SeitenTeleprotection Over IP MPLS Network White PaperLakshmi Kiran100% (1)
- User's Manual HEIDENHAIN Conversational Format ITNC 530Dokument747 SeitenUser's Manual HEIDENHAIN Conversational Format ITNC 530Mohamed Essam Mohamed100% (2)
- RespiratorypptDokument69 SeitenRespiratorypptMichelle RotairoNoch keine Bewertungen
- KVS - Regional Office, JAIPUR - Session 2021-22Dokument24 SeitenKVS - Regional Office, JAIPUR - Session 2021-22ABDUL RAHMAN 11BNoch keine Bewertungen
- Parts Manual Z-45Dokument240 SeitenParts Manual Z-45John Forero PinzonNoch keine Bewertungen
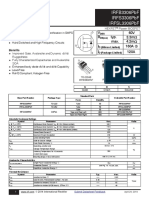
- Irfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADokument12 SeitenIrfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADirson Volmir WilligNoch keine Bewertungen
- Chapter 16 - Oral Radiography (Essentials of Dental Assisting)Dokument96 SeitenChapter 16 - Oral Radiography (Essentials of Dental Assisting)mussanteNoch keine Bewertungen
- Faculty: Geology Exploration Specialty: Geology Engineering Group: 123.6 Student: Asef Sadiqov Teacher: Afet Israfilova Theme: The EarthDokument16 SeitenFaculty: Geology Exploration Specialty: Geology Engineering Group: 123.6 Student: Asef Sadiqov Teacher: Afet Israfilova Theme: The EarthKenan RehmanNoch keine Bewertungen
- Silicon Controlled RectifierDokument38 SeitenSilicon Controlled RectifierPaoNoch keine Bewertungen
- Pressure Sensor Air PST Datasheet 51 en 2780071435Dokument3 SeitenPressure Sensor Air PST Datasheet 51 en 2780071435Luis GuevaraNoch keine Bewertungen
- Chapter One PDFDokument74 SeitenChapter One PDFAdelu BelleteNoch keine Bewertungen
- InfoWater Student Analysis and Design WorkbookDokument80 SeitenInfoWater Student Analysis and Design WorkbookefcarrionNoch keine Bewertungen
- VFS1000 6000Dokument126 SeitenVFS1000 6000krisornNoch keine Bewertungen
- Latihan Matematik DLP Minggu 1Dokument3 SeitenLatihan Matematik DLP Minggu 1Unit Sains Komputer MRSM PendangNoch keine Bewertungen
- Slip Rings: SRI085 V100 - XX - XX - Xxx1XxDokument3 SeitenSlip Rings: SRI085 V100 - XX - XX - Xxx1XxMatheus Henrique MattiaNoch keine Bewertungen
- Chem 17 Exp 3 RDR Chemical KineticsDokument4 SeitenChem 17 Exp 3 RDR Chemical KineticscrazypatrishNoch keine Bewertungen
- M. Fatur - H1C018040 - PETROLOGIDokument15 SeitenM. Fatur - H1C018040 - PETROLOGIFaturrachmanNoch keine Bewertungen
- Chem 1211 Lab ReportDokument9 SeitenChem 1211 Lab Reportansleybarfield0% (1)
- Introduction To Java Programming ReviewerDokument90 SeitenIntroduction To Java Programming ReviewerJohn Ryan FranciscoNoch keine Bewertungen
- API2000 Tank Venting CalcsDokument5 SeitenAPI2000 Tank Venting Calcsruhul01Noch keine Bewertungen
- Data Structures and Other Objects Using C++, Third Edition, by Michael Main and Walter SavitchDokument6 SeitenData Structures and Other Objects Using C++, Third Edition, by Michael Main and Walter SavitchMd Rubaiyat BhuiyanNoch keine Bewertungen
- Alimak Alc - IIDokument62 SeitenAlimak Alc - IImoiburNoch keine Bewertungen
- Reverse Circulation Cementing: The Complete PictureDokument104 SeitenReverse Circulation Cementing: The Complete PictureJoan Corso100% (1)
- Flexenclosure Esite Brochure PDFDokument5 SeitenFlexenclosure Esite Brochure PDFajdCruiseNoch keine Bewertungen
- Rotational Dynamics-07-Problems LevelDokument2 SeitenRotational Dynamics-07-Problems LevelRaju SinghNoch keine Bewertungen