Das könnte Ihnen auch gefallen
- Asymptotic Method of Krylov-Bogoliubov-Mitropolskii For Fifth Order More Critically Damped SystemsDokument40 SeitenAsymptotic Method of Krylov-Bogoliubov-Mitropolskii For Fifth Order More Critically Damped SystemsPavel SayekatNoch keine Bewertungen
- Wood As A Composite Material With Other PolymersDokument81 SeitenWood As A Composite Material With Other PolymersPavel Sayekat100% (1)
- Class RoutineDokument2 SeitenClass RoutinePavel SayekatNoch keine Bewertungen
- A Study of Textile Dyeing AuxiliariesDokument95 SeitenA Study of Textile Dyeing AuxiliariesPavel Sayekat100% (7)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Amc 133x PdsDokument1 SeiteAmc 133x PdsFiorela FarmNoch keine Bewertungen
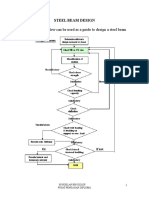
- Steel Beam DesignDokument27 SeitenSteel Beam DesignSyazwi Akram Ab RazakNoch keine Bewertungen
- Failure in MaterialDokument22 SeitenFailure in Materialnur afifahNoch keine Bewertungen
- Dynabolt Zinc Coated Steel Design Guide PDFDokument4 SeitenDynabolt Zinc Coated Steel Design Guide PDFShadin Asari ArabaniNoch keine Bewertungen
- Fluids - IIIDokument9 SeitenFluids - IIIPOONAM RANINoch keine Bewertungen
- Corri DurDokument2 SeitenCorri DurStuartNoch keine Bewertungen
- Tata SteelDokument3 SeitenTata Steelmounika spoorthyNoch keine Bewertungen
- 1985-Review of Cracking of Partially Prestressed Concrete Member Canadian Journal of Civil EngineeringDokument8 Seiten1985-Review of Cracking of Partially Prestressed Concrete Member Canadian Journal of Civil EngineeringChan Dara KoemNoch keine Bewertungen
- Crack Resistant Hardfacing AlloysDokument42 SeitenCrack Resistant Hardfacing AlloysVedaant ShahNoch keine Bewertungen
- Finite Element Modeling of Composite Materials Using Kinematic ConstraintsDokument21 SeitenFinite Element Modeling of Composite Materials Using Kinematic Constraintshellohajali2Noch keine Bewertungen
- 7372AlZnSiAlloy (Galvalum) PDFDokument2 Seiten7372AlZnSiAlloy (Galvalum) PDFNitin shepurNoch keine Bewertungen
- Ultimate Bending Moment Capacity of Circular Column: Concrete & Reinforcement StrengthDokument1 SeiteUltimate Bending Moment Capacity of Circular Column: Concrete & Reinforcement StrengthMuhamad Amirul Md. RazdiNoch keine Bewertungen
- FLATE Slab DesignDokument16 SeitenFLATE Slab DesignNikhil Poriya100% (1)
- 17-7ph TechsummaryDokument3 Seiten17-7ph Techsummarytahera aqeel100% (1)
- Journal of Power Sources: Ying Zhao, Peter Stein, Yang Bai, Mamun Al-Siraj, Yangyiwei Yang, Bai-Xiang Xu TDokument25 SeitenJournal of Power Sources: Ying Zhao, Peter Stein, Yang Bai, Mamun Al-Siraj, Yangyiwei Yang, Bai-Xiang Xu TPeterNoch keine Bewertungen
- Weld ImperfectionsDokument11 SeitenWeld Imperfections0502raviNoch keine Bewertungen
- CE304 Design of Concrete Structures - II: Dr. Dhanya B. S. Asst. Professor in Civil Engineering RIT, KottayamDokument32 SeitenCE304 Design of Concrete Structures - II: Dr. Dhanya B. S. Asst. Professor in Civil Engineering RIT, KottayamAmal ZakirNoch keine Bewertungen
- Steel Plates For Offshore StructuresDokument16 SeitenSteel Plates For Offshore StructuresKYAW SOENoch keine Bewertungen
- Elements of Steel Structure: Aniendhita Rizki Amalia, ST. MTDokument36 SeitenElements of Steel Structure: Aniendhita Rizki Amalia, ST. MTirfananda hutomoNoch keine Bewertungen
- NDT Acceptance CriteriaDokument2 SeitenNDT Acceptance Criteriamoonstar_dme70% (20)
- Testing and Inspection of Welding CourseDokument186 SeitenTesting and Inspection of Welding CourseWahyu Tirta Nugraha100% (1)
- High-temperature characteristics and corrosion resistance of stainless steelsDokument47 SeitenHigh-temperature characteristics and corrosion resistance of stainless steelsaemis2010Noch keine Bewertungen
- Influence of Nitrogen On Hot Ductility of Steels and Its Relationship To Problem of Transverse CrackingDokument5 SeitenInfluence of Nitrogen On Hot Ductility of Steels and Its Relationship To Problem of Transverse CrackingMada TetoNoch keine Bewertungen
- Alloy Data Sheet En-Aw 7020 (Alzn4.5Mg1) : Type: High Strength Structural Alloy)Dokument1 SeiteAlloy Data Sheet En-Aw 7020 (Alzn4.5Mg1) : Type: High Strength Structural Alloy)rahul vermaNoch keine Bewertungen
- Rubbers as Entropic Springs: Measuring Properties of Silicone RubberDokument37 SeitenRubbers as Entropic Springs: Measuring Properties of Silicone RubberJohn McLovenNoch keine Bewertungen
- Calculation of Weights Allowable Stresses in 1967: If You'Ve Ever Asked Yourself "Why?"Dokument2 SeitenCalculation of Weights Allowable Stresses in 1967: If You'Ve Ever Asked Yourself "Why?"aams_sNoch keine Bewertungen
- Designing Integral Bridges Without Movement JointsDokument32 SeitenDesigning Integral Bridges Without Movement Jointspmullins_11100% (5)
- Lec5-Yield Phenomenon, Strain Aging, & Bauchinger EffectDokument14 SeitenLec5-Yield Phenomenon, Strain Aging, & Bauchinger Effectsamurai7_77Noch keine Bewertungen
- Restrained and Unrestrained Zones of Buried PipelinesDokument8 SeitenRestrained and Unrestrained Zones of Buried PipelinesAnjani PrabhakarNoch keine Bewertungen
- Contact Problems Due To Fretting and Their Solutions - TycoDokument5 SeitenContact Problems Due To Fretting and Their Solutions - TycoKishore BhatNoch keine Bewertungen