Das könnte Ihnen auch gefallen
- Polymer Strain Stress CurveDokument15 SeitenPolymer Strain Stress CurvearelanopNoch keine Bewertungen
- Basf Processing Styrinic Polymers and CopolymersDokument14 SeitenBasf Processing Styrinic Polymers and CopolymersTejender SinghNoch keine Bewertungen
- U.S. Army Improvised Munitions HandbookVon EverandU.S. Army Improvised Munitions HandbookBewertung: 3 von 5 Sternen3/5 (4)
- Dimensional Stability: ProblemsDokument4 SeitenDimensional Stability: ProblemsHilman SyehbastianNoch keine Bewertungen
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesVon EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesBewertung: 3.5 von 5 Sternen3.5/5 (3)
- BASIC GASKET GUIDE SELECTIONDokument10 SeitenBASIC GASKET GUIDE SELECTIONTieu KakaNoch keine Bewertungen
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryVon EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNoch keine Bewertungen
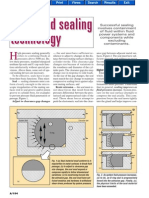
- Seals and Sealing TechnologyDokument9 SeitenSeals and Sealing Technology1sympatyagaNoch keine Bewertungen
- Atmospheric Pressure Plasma Treatment of Polymers: Relevance to AdhesionVon EverandAtmospheric Pressure Plasma Treatment of Polymers: Relevance to AdhesionNoch keine Bewertungen
- DuPont - How Do You Increase Plastics ToughnessDokument3 SeitenDuPont - How Do You Increase Plastics Toughnesschris2389Noch keine Bewertungen
- Sustainable Facades: Design Methods for High-Performance Building EnvelopesVon EverandSustainable Facades: Design Methods for High-Performance Building EnvelopesBewertung: 4.5 von 5 Sternen4.5/5 (1)
- EPS Technical Data SheetDokument4 SeitenEPS Technical Data SheetCokisaurioNoch keine Bewertungen
- Hollow Glass Microspheres for Plastics, Elastomers, and Adhesives CompoundsVon EverandHollow Glass Microspheres for Plastics, Elastomers, and Adhesives CompoundsNoch keine Bewertungen
- Design For Plastics Unit 7Dokument10 SeitenDesign For Plastics Unit 7Harinath GowdNoch keine Bewertungen
- Training Project UFLEX LIMITEDDokument30 SeitenTraining Project UFLEX LIMITEDShubham KumarNoch keine Bewertungen
- Characteristics of ThermoplasticsDokument4 SeitenCharacteristics of Thermoplasticsedysson10% (1)
- Blister Pack: Blister Packaging Navigation SearchDokument5 SeitenBlister Pack: Blister Packaging Navigation SearchKhushhal Murtaza BangashNoch keine Bewertungen
- Induction Sealing - Wikipedia, The Free EncyclopediaDokument6 SeitenInduction Sealing - Wikipedia, The Free EncyclopediaSohail ShaikhNoch keine Bewertungen
- Film Properties-Tests and DetailsDokument40 SeitenFilm Properties-Tests and DetailsShubham Kumar100% (2)
- Proper Packaging RequiredDokument4 SeitenProper Packaging RequiredJesika Andilia Setya WardaniNoch keine Bewertungen
- Testing Brief: The Effects of Large Temperature Changes On Elastomer Seal PerformanceDokument5 SeitenTesting Brief: The Effects of Large Temperature Changes On Elastomer Seal Performancesvk_ntNoch keine Bewertungen
- Polyisocyanurate vs. Cellular Glass in Low Temperature Mechanical InsulationDokument7 SeitenPolyisocyanurate vs. Cellular Glass in Low Temperature Mechanical InsulationmacNoch keine Bewertungen
- Shelf Life & GV - PET GuideDokument4 SeitenShelf Life & GV - PET GuideSomasundaram Yamaraja100% (2)
- Rubber Linning Selection PDFDokument4 SeitenRubber Linning Selection PDFSachin5586100% (1)
- Plastics Extrusion ProcessDokument27 SeitenPlastics Extrusion Processjaiprakash saini100% (5)
- Blister and Strip PackagingDokument46 SeitenBlister and Strip PackagingRahul Lakhani100% (1)
- Introduction To Retort Pouch TechnologyDokument9 SeitenIntroduction To Retort Pouch TechnologyAbhineet Shrivastava100% (1)
- Introduction to Injection Molding ProcessDokument11 SeitenIntroduction to Injection Molding ProcessArif Hussain100% (2)
- Versatile Polyurethane Dispersion Based Pressure Sensitive AdhesivesDokument8 SeitenVersatile Polyurethane Dispersion Based Pressure Sensitive Adhesives8612106535Noch keine Bewertungen
- Kraton PolymersDokument20 SeitenKraton PolymersAzizol WahabNoch keine Bewertungen
- Gland Packings PumpDokument13 SeitenGland Packings PumpJitu JenaNoch keine Bewertungen
- 2750 515-130 enDokument14 Seiten2750 515-130 endouslasNoch keine Bewertungen
- Extrusion Blow MoldingDokument12 SeitenExtrusion Blow MoldingmaheshgupteNoch keine Bewertungen
- Thermoforming and plastic molding processesDokument19 SeitenThermoforming and plastic molding processesmuhammad tariqNoch keine Bewertungen
- Basell Profile Extrusion Polypropylene Processing GuideDokument9 SeitenBasell Profile Extrusion Polypropylene Processing GuideSCHOPENHAUERNoch keine Bewertungen
- 11 - Coating and LaminationDokument8 Seiten11 - Coating and LaminationIlton EduardoNoch keine Bewertungen
- Alimuminium Foils SpecificationsDokument13 SeitenAlimuminium Foils Specificationsvish_talk50% (4)
- PACKAGING FILM CHARACTERISTICSDokument4 SeitenPACKAGING FILM CHARACTERISTICSshafiqah wongNoch keine Bewertungen
- FRP Sandwich Panel Properties Uses AdvantagesDokument21 SeitenFRP Sandwich Panel Properties Uses AdvantagesNaag RajNoch keine Bewertungen
- Topas Brochure EnglishDokument20 SeitenTopas Brochure EnglishkastanjebrunNoch keine Bewertungen
- Sika WP Shield-104 P: APP Modified Plain Finished Bituminous MembraneDokument3 SeitenSika WP Shield-104 P: APP Modified Plain Finished Bituminous MembraneSouvik DasNoch keine Bewertungen
- Astm D2911-10Dokument16 SeitenAstm D2911-10Hernando Andrés Ramírez Gil100% (1)
- Insulation GuideDokument5 SeitenInsulation GuideJessie PimentelNoch keine Bewertungen
- Final Tesile Testing ReportDokument12 SeitenFinal Tesile Testing Reportismael hashiNoch keine Bewertungen
- Styrofoam (English)Dokument21 SeitenStyrofoam (English)Krish DoodnauthNoch keine Bewertungen
- 2 - Storage Guidelines For Prepainted Metal - FinalDokument12 Seiten2 - Storage Guidelines For Prepainted Metal - FinaljariasvazquezNoch keine Bewertungen
- Packaging Blister FarmasiDokument35 SeitenPackaging Blister FarmasiRifael Satrio Adinugroho100% (1)
- Weatherability of Plastic PipesDokument11 SeitenWeatherability of Plastic PipesA.ANoch keine Bewertungen
- Design Guide DSM GuideDokument0 SeitenDesign Guide DSM GuideDavid García SalvatierraNoch keine Bewertungen
- Yu 2017Dokument10 SeitenYu 2017Ehsan AbarghooeiNoch keine Bewertungen
- Water Takjjks 3Dokument2 SeitenWater Takjjks 3Anam Bahrul UlumNoch keine Bewertungen
- ESCRDokument3 SeitenESCRAvelino Sobrevega Pinuela Jr.Noch keine Bewertungen
- Blown Film Extrusion Process ReportDokument11 SeitenBlown Film Extrusion Process ReportMuhammad Nasri Zainal AbidinNoch keine Bewertungen
- Modeling The "Shrink-Wrap Effect" in Polymers and Elastomers, Including The Influence of Very Large Elastic and Inelastic StrainsDokument15 SeitenModeling The "Shrink-Wrap Effect" in Polymers and Elastomers, Including The Influence of Very Large Elastic and Inelastic Strainsklomps_jrNoch keine Bewertungen
- NAIMA BI475 Comparing Fiber Glass and Cellulose InsulationDokument6 SeitenNAIMA BI475 Comparing Fiber Glass and Cellulose InsulationBehailu FelekeNoch keine Bewertungen
- Quality Control of TabletsDokument11 SeitenQuality Control of TabletsshdphNoch keine Bewertungen
- Packaging Test RequirementDokument54 SeitenPackaging Test Requirementjinmao100% (1)
- CH 03Dokument12 SeitenCH 03chaitanyachegg100% (4)
- Seismic Analysis On Cylindrical Tanks Subjected ToDokument4 SeitenSeismic Analysis On Cylindrical Tanks Subjected TojppmjNoch keine Bewertungen
- Plane Stress Calculation... in Gauge Rosette - AmesDokument2 SeitenPlane Stress Calculation... in Gauge Rosette - Amesxaaabbb_550464353Noch keine Bewertungen
- C&P Catalog 08CDokument52 SeitenC&P Catalog 08Cxaaabbb_550464353Noch keine Bewertungen
- Fluid 08Dokument159 SeitenFluid 08Marco MeraNoch keine Bewertungen
- Plane Strain Transformation - Ames 2Dokument2 SeitenPlane Strain Transformation - Ames 2xaaabbb_550464353Noch keine Bewertungen
- Pressure Vessel Example - AmesDokument5 SeitenPressure Vessel Example - Amesxaaabbb_550464353Noch keine Bewertungen
- Caprani - Deflection To EC2Dokument3 SeitenCaprani - Deflection To EC2emmetfureyNoch keine Bewertungen
- CloudWorx PDMS enDokument2 SeitenCloudWorx PDMS enxaaabbb_550464353Noch keine Bewertungen
- Icossar 09Dokument29 SeitenIcossar 09xaaabbb_550464353Noch keine Bewertungen
- Plane Stress Transformation - Ames-1Dokument2 SeitenPlane Stress Transformation - Ames-1xaaabbb_550464353Noch keine Bewertungen
- Civil Engineering Design (1) : Analysis and Design of SlabsDokument40 SeitenCivil Engineering Design (1) : Analysis and Design of SlabsMuhammad Saqib Abrar83% (6)
- Plane Strain Transformation - Ames 1Dokument2 SeitenPlane Strain Transformation - Ames 1xaaabbb_550464353Noch keine Bewertungen
- Advances in Structural Analysis: DR Colin C. CapraniDokument16 SeitenAdvances in Structural Analysis: DR Colin C. Capranixaaabbb_550464353Noch keine Bewertungen
- MainDokument76 SeitenMainxaaabbb_550464353Noch keine Bewertungen
- Plane Stress Calculation... in Gauge Rosette - AmesDokument2 SeitenPlane Stress Calculation... in Gauge Rosette - Amesxaaabbb_550464353Noch keine Bewertungen
- Plane Strain Transformation - Ames 2Dokument2 SeitenPlane Strain Transformation - Ames 2xaaabbb_550464353Noch keine Bewertungen
- Design Example of Compre... Ring For Fatigue - AmesDokument2 SeitenDesign Example of Compre... Ring For Fatigue - Amesxaaabbb_550464353Noch keine Bewertungen
- Plane Strain Transformation - Ames 1Dokument2 SeitenPlane Strain Transformation - Ames 1xaaabbb_550464353Noch keine Bewertungen
- Calculation Example of E... Oading of I Beam - AmesDokument3 SeitenCalculation Example of E... Oading of I Beam - Amesxaaabbb_550464353Noch keine Bewertungen
- Calculation Example of T... of A Solid Shaft - AmesDokument4 SeitenCalculation Example of T... of A Solid Shaft - Amesxaaabbb_550464353Noch keine Bewertungen
- Formulas For Hertzian Co... Ess Calculations - AmesDokument2 SeitenFormulas For Hertzian Co... Ess Calculations - Amesxaaabbb_550464353Noch keine Bewertungen
- Interactive Roark's Form... Is Engineering HandbookDokument2 SeitenInteractive Roark's Form... Is Engineering Handbookxaaabbb_550464353Noch keine Bewertungen
- Design of Compression Me... Column Buckling) - AmesDokument3 SeitenDesign of Compression Me... Column Buckling) - Amesxaaabbb_550464353Noch keine Bewertungen
- Calculation Example of A... Ding of A Column - AmesDokument3 SeitenCalculation Example of A... Ding of A Column - Amesxaaabbb_550464353Noch keine Bewertungen
- Bolt Sizing Example For Pressure Vessel Cap - AmesDokument2 SeitenBolt Sizing Example For Pressure Vessel Cap - Amesxaaabbb_550464353Noch keine Bewertungen
- Calculation Example of A... Ding of A Column - AmesDokument3 SeitenCalculation Example of A... Ding of A Column - Amesxaaabbb_550464353Noch keine Bewertungen
- 3D Stress Analysis With Mohr Circle - Ames-2Dokument2 Seiten3D Stress Analysis With Mohr Circle - Ames-2xaaabbb_550464353Noch keine Bewertungen
- H) / (Co) / (Co) : Tabela Nr. 4 F Eonii Nu Arc) Tabela Nr. 4 (Continuare) F (O )Dokument30 SeitenH) / (Co) / (Co) : Tabela Nr. 4 F Eonii Nu Arc) Tabela Nr. 4 (Continuare) F (O )xaaabbb_550464353Noch keine Bewertungen
- 3D Stress Analysis With Mohr Circle - Ames-1Dokument2 Seiten3D Stress Analysis With Mohr Circle - Ames-1xaaabbb_550464353Noch keine Bewertungen
- Novel Methods For Determining True Stress StrainDokument8 SeitenNovel Methods For Determining True Stress Strainxaaabbb_550464353Noch keine Bewertungen
- Junctions ExplainedDokument4 SeitenJunctions ExplainedJulio SaldanhaNoch keine Bewertungen
- Questionnaire On Positive Isolation StandardDokument11 SeitenQuestionnaire On Positive Isolation StandardBata JenaNoch keine Bewertungen
- Mass Transfer Aka Sir AssignmentDokument4 SeitenMass Transfer Aka Sir Assignmentওয়াসিমNoch keine Bewertungen
- EHB en 7-Sizing PDFDokument83 SeitenEHB en 7-Sizing PDFChristopher Kenneth ChoaNoch keine Bewertungen
- D896 PDFDokument3 SeitenD896 PDFCris BandaNoch keine Bewertungen
- Lab Report: ME2151-2 MetallographyDokument4 SeitenLab Report: ME2151-2 Metallographyandy100% (1)
- Purificazione e Studio Cinetico - Lattato Deidrogenasi (LDH) Da Fegato Di ConiglioDokument10 SeitenPurificazione e Studio Cinetico - Lattato Deidrogenasi (LDH) Da Fegato Di ConiglioS_CucinottaNoch keine Bewertungen
- ActivityDokument1 SeiteActivityTomy GeorgeNoch keine Bewertungen
- Mp501e PDFDokument8 SeitenMp501e PDFEdgar CanelasNoch keine Bewertungen
- PRODUCT INFORMATIONDokument2 SeitenPRODUCT INFORMATIONAdriana GonçalvesNoch keine Bewertungen
- CT Safety ManualDokument36 SeitenCT Safety ManualFranklyn Frank100% (1)
- Half Yearly - Syllabus Class - XiiDokument2 SeitenHalf Yearly - Syllabus Class - XiiSky SirNoch keine Bewertungen
- Structure and Bonding (Chapter 3) Exam Questions: 141 Minutes 141 MarksDokument34 SeitenStructure and Bonding (Chapter 3) Exam Questions: 141 Minutes 141 Marksrejymol100% (1)
- Hempel NORSOK Coating Systems: NORSOK M-501: Frequently Asked QuestionsDokument1 SeiteHempel NORSOK Coating Systems: NORSOK M-501: Frequently Asked Questionspiscesguy78Noch keine Bewertungen
- U1 MAgneticPropDokument19 SeitenU1 MAgneticPropAbinash PandaNoch keine Bewertungen
- Engine Maintenance Concepts For Financiers V1Dokument30 SeitenEngine Maintenance Concepts For Financiers V1vincent.tarrazi1157Noch keine Bewertungen
- Forensic ChemistryDokument53 SeitenForensic ChemistryJoana-MariNoch keine Bewertungen
- Unit 3 Exam-SolutionsDokument8 SeitenUnit 3 Exam-SolutionsbrunosipodNoch keine Bewertungen
- IIT JEE Laws of Motion PhysicsDokument32 SeitenIIT JEE Laws of Motion PhysicsShakil Khan100% (1)
- Environmenturlurgical EngineeeringDokument203 SeitenEnvironmenturlurgical Engineeeringhuhuhuhu100% (1)
- Hydrometallurgical Process For TheDokument11 SeitenHydrometallurgical Process For ThemanzoorNoch keine Bewertungen
- Bob Kimmel CV Expert Witness Plastic PackagingDokument11 SeitenBob Kimmel CV Expert Witness Plastic PackagingBob KimmelNoch keine Bewertungen
- Surface Prepairation STD For PC ASTM D6386Dokument4 SeitenSurface Prepairation STD For PC ASTM D6386Rohit SangwanNoch keine Bewertungen
- Kinetic Friction Experiment Finds Surface Material Affects CoefficientDokument8 SeitenKinetic Friction Experiment Finds Surface Material Affects Coefficientkate anne del castroNoch keine Bewertungen
- GHS - SDS Checklist (8-13, See 11)Dokument2 SeitenGHS - SDS Checklist (8-13, See 11)Thupten Gedun Kelvin OngNoch keine Bewertungen
- H02152Dokument1 SeiteH02152Javier Lora BarbaNoch keine Bewertungen
- ERIKS - High Purity Elastomer GuideDokument56 SeitenERIKS - High Purity Elastomer GuidejbertralNoch keine Bewertungen
- Time of Setting of Hydraulic Cement by Vicat Needle: Standard Test Method ForDokument6 SeitenTime of Setting of Hydraulic Cement by Vicat Needle: Standard Test Method ForAhmed AbidNoch keine Bewertungen
- Liquid - Liquid ExtractionDokument9 SeitenLiquid - Liquid ExtractionMoeNoch keine Bewertungen
- 2018 04 HPDokument149 Seiten2018 04 HPVS2712Noch keine Bewertungen
- University of Chicago Press Fall 2009 CatalogueVon EverandUniversity of Chicago Press Fall 2009 CatalogueBewertung: 5 von 5 Sternen5/5 (1)
- University of Chicago Press Fall 2009 Distributed TitlesVon EverandUniversity of Chicago Press Fall 2009 Distributed TitlesBewertung: 1 von 5 Sternen1/5 (1)