Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Fundamentals - ValvesDokument52 SeitenFundamentals - Valvesapi-3808778100% (2)
- Metallographic Preparation of Cast Iron: Application NotesDokument6 SeitenMetallographic Preparation of Cast Iron: Application NotesmarianaNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Metallography PDFDokument185 SeitenMetallography PDFDante GarzaNoch keine Bewertungen
- Material Standard Equivalent PDFDokument5 SeitenMaterial Standard Equivalent PDFpicnarukNoch keine Bewertungen
- SAE Steel Grades - WikipediaDokument12 SeitenSAE Steel Grades - WikipediaprabuNoch keine Bewertungen
- Refining of Lead and Nickel PDFDokument7 SeitenRefining of Lead and Nickel PDFgtdomboNoch keine Bewertungen
- Effective FMEADokument51 SeitenEffective FMEAAshok DevarajNoch keine Bewertungen
- ASTM Standards for Steel Pipes, Tubes and FittingsDokument7 SeitenASTM Standards for Steel Pipes, Tubes and FittingsHtet Aung ZayNoch keine Bewertungen
- Corrosion Resistant A890 SulzerDokument6 SeitenCorrosion Resistant A890 SulzerwkfilhoNoch keine Bewertungen
- ANSI B36.19, ASME B36.10 NB Sizes, Weights, Pipe Size ChartDokument2 SeitenANSI B36.19, ASME B36.10 NB Sizes, Weights, Pipe Size ChartMetline Industries100% (1)
- BFP ARC Valve FunctionDokument6 SeitenBFP ARC Valve FunctionVenkat ShanNoch keine Bewertungen
- Stainless Steel TableDokument4 SeitenStainless Steel Tableerinukafi100% (1)
- Bombay Non Ferrous Metals Association LTDDokument43 SeitenBombay Non Ferrous Metals Association LTDSushant Jain67% (3)
- List of Training ProgrammesDokument3 SeitenList of Training ProgrammesSaravanakumar RajagopalNoch keine Bewertungen
- Gce Salem Paper PresentationDokument2 SeitenGce Salem Paper PresentationSaravanakumar RajagopalNoch keine Bewertungen
- Grechin ELGIAGM2018Dokument12 SeitenGrechin ELGIAGM2018Saravanakumar RajagopalNoch keine Bewertungen
- Al CuDokument21 SeitenAl CuSaravanakumar RajagopalNoch keine Bewertungen
- Course ContentsDokument1 SeiteCourse ContentsSaravanakumar RajagopalNoch keine Bewertungen
- Closed Die Forging Reading MaterialDokument27 SeitenClosed Die Forging Reading MaterialSaravanakumar Rajagopal100% (1)
- Closed Die Forging Reading MaterialDokument27 SeitenClosed Die Forging Reading MaterialSaravanakumar Rajagopal100% (1)
- Facilitator Guide For Systems ThinkingDokument4 SeitenFacilitator Guide For Systems ThinkingSaravanakumar RajagopalNoch keine Bewertungen
- Cat. No.-FLV-1095 Metropole Regular Concealed Flush Valve, 32mm Size For Western Commode With Round FlangeDokument1 SeiteCat. No.-FLV-1095 Metropole Regular Concealed Flush Valve, 32mm Size For Western Commode With Round FlangeSaravanakumar RajagopalNoch keine Bewertungen
- WM - Jiskoot Sampling OverviewDokument4 SeitenWM - Jiskoot Sampling OverviewSaravanakumar RajagopalNoch keine Bewertungen
- Creativity and Intuitive Ideation in EngineeringDokument6 SeitenCreativity and Intuitive Ideation in EngineeringSaravanakumar RajagopalNoch keine Bewertungen
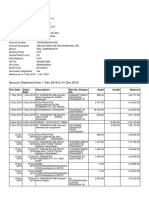
- Account Statement From 1 Dec 2016 To 31 Dec 2016: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceDokument2 SeitenAccount Statement From 1 Dec 2016 To 31 Dec 2016: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceSaravanakumar RajagopalNoch keine Bewertungen
- NIT Trichy PhD Application Fee ReceiptDokument1 SeiteNIT Trichy PhD Application Fee ReceiptSaravanakumar RajagopalNoch keine Bewertungen
- Jan 15abhimataDokument24 SeitenJan 15abhimataSaravanakumar RajagopalNoch keine Bewertungen
- Book of SteelDokument32 SeitenBook of SteelSagar JadhavNoch keine Bewertungen
- CBOKDokument561 SeitenCBOKaftabali110Noch keine Bewertungen
- Jan 15abhimataDokument24 SeitenJan 15abhimataSaravanakumar RajagopalNoch keine Bewertungen
- Introduction To Nanoscience and Nanotechnology: A Workbook: M. Kuno August 22, 2005Dokument370 SeitenIntroduction To Nanoscience and Nanotechnology: A Workbook: M. Kuno August 22, 2005Saravanakumar RajagopalNoch keine Bewertungen
- Book of SteelDokument32 SeitenBook of SteelSagar JadhavNoch keine Bewertungen
- Jan 15abhimataDokument24 SeitenJan 15abhimataSaravanakumar RajagopalNoch keine Bewertungen
- Wind Tunnel Construction Details: Figures Depicted Are Indicative OnlyDokument1 SeiteWind Tunnel Construction Details: Figures Depicted Are Indicative OnlySaravanakumar RajagopalNoch keine Bewertungen
- ScheduleDokument2 SeitenScheduleSaravanakumar RajagopalNoch keine Bewertungen
- Crankshaft FailureDokument2 SeitenCrankshaft FailureSaravanakumar RajagopalNoch keine Bewertungen
- Experiments On Reduction in Blowing Time (Stirring Action) During Blowing in EOF 0.1 Scale Model & 0.3 Scale ModelDokument5 SeitenExperiments On Reduction in Blowing Time (Stirring Action) During Blowing in EOF 0.1 Scale Model & 0.3 Scale ModelSaravanakumar RajagopalNoch keine Bewertungen
- Experiments On Reduction in Blowing Time (Stirring Action) During Blowing in EOF 0.1 Scale Model & 0.3 Scale ModelDokument5 SeitenExperiments On Reduction in Blowing Time (Stirring Action) During Blowing in EOF 0.1 Scale Model & 0.3 Scale ModelSaravanakumar RajagopalNoch keine Bewertungen
- Stonco Illustrated Price Guide LP-11 1972Dokument100 SeitenStonco Illustrated Price Guide LP-11 1972Alan MastersNoch keine Bewertungen
- Home TrendsDokument29 SeitenHome TrendsSHALINI NIGAMNoch keine Bewertungen
- Stainless Steel Grades OutokumpuDokument12 SeitenStainless Steel Grades Outokumpuramundt100% (1)
- Various Bs Astm German Rsa StandardsDokument40 SeitenVarious Bs Astm German Rsa StandardsRahul KhoslaNoch keine Bewertungen
- Painting cycle technical specificationsDokument1 SeitePainting cycle technical specificationsMaffone NumerounoNoch keine Bewertungen
- Esdep Lecture Note (Wg2)Dokument26 SeitenEsdep Lecture Note (Wg2)Rahul ShrivastavaNoch keine Bewertungen
- CoordinationDokument3 SeitenCoordinationNiteshNarukaNoch keine Bewertungen
- Industrial Materials: Instructed By: Dr. Sajid ZaidiDokument13 SeitenIndustrial Materials: Instructed By: Dr. Sajid ZaidiarulmuruguNoch keine Bewertungen
- Alüminyum Alaşım Standartları Ve Element Içerikleri PDFDokument1 SeiteAlüminyum Alaşım Standartları Ve Element Içerikleri PDFFeratNoch keine Bewertungen
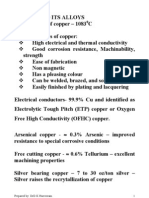
- Copper and It's AlloysDokument5 SeitenCopper and It's AlloysReza MortazaviNoch keine Bewertungen
- Dipetro Synergy Engineering SDN BHD: Visual Inspection ReportDokument2 SeitenDipetro Synergy Engineering SDN BHD: Visual Inspection Reportsaffririzal4237Noch keine Bewertungen
- Question Paper For Snr. WeldingDokument3 SeitenQuestion Paper For Snr. WeldingThulasi Ram100% (1)
- Competence-N6 Competence Oerlikon5838164642330492430 PDFDokument44 SeitenCompetence-N6 Competence Oerlikon5838164642330492430 PDFTibor KeményNoch keine Bewertungen
- 1255 - Qualified Welder ListDokument1 Seite1255 - Qualified Welder ListattaullaNoch keine Bewertungen
- Metal WorksDokument4 SeitenMetal WorksKhristine Lerie PascualNoch keine Bewertungen
- Approved Raw-Materials SuppliersDokument4 SeitenApproved Raw-Materials SuppliersDhanus KodiNoch keine Bewertungen
- Vanadium Market in The World Vanadium Market in The World: FeatureDokument4 SeitenVanadium Market in The World Vanadium Market in The World: FeatureminingnovaNoch keine Bewertungen
- Turning TOTIME Grooving Inserts and Holders PDFDokument17 SeitenTurning TOTIME Grooving Inserts and Holders PDFvedrenne92Noch keine Bewertungen
- All Cu AlloysDokument71 SeitenAll Cu AlloysdanianishNoch keine Bewertungen
- 13CR-L80 - Continental AlloysDokument2 Seiten13CR-L80 - Continental AlloysLuis David Concha CastilloNoch keine Bewertungen
- MSE304 Assignment IDokument4 SeitenMSE304 Assignment IHarshit SachdevNoch keine Bewertungen