Das könnte Ihnen auch gefallen
- Halfaya Project Surface Facility Piping SpecificationDokument77 SeitenHalfaya Project Surface Facility Piping SpecificationVignesh Panchabakesan67% (3)
- HFY PIP SP 00006 X Specification For Valves - A CommentedDokument221 SeitenHFY PIP SP 00006 X Specification For Valves - A CommentedVignesh Panchabakesan100% (1)
- Technical Notes (General Specification) FOR Valves (Gate, Globe, Check, Ball, Plug, Needle, Butterfly & Piston Valves)Dokument30 SeitenTechnical Notes (General Specification) FOR Valves (Gate, Globe, Check, Ball, Plug, Needle, Butterfly & Piston Valves)jayakumar100% (1)
- Ball Valves Specification - 0000-TS-L006 Rev 6Dokument23 SeitenBall Valves Specification - 0000-TS-L006 Rev 6Agis Rijal Atmawijaya100% (1)
- GSPC Gas Company Ball Valve Technical SpecificationDokument16 SeitenGSPC Gas Company Ball Valve Technical SpecificationAbhijit TumbreNoch keine Bewertungen
- Technical notes on valvesDokument29 SeitenTechnical notes on valvesNilesh Mistry100% (2)
- Piping Material Specification 2010014 00 l0 Gs 001Dokument215 SeitenPiping Material Specification 2010014 00 l0 Gs 001Wilson Xavier Orbea Bracho100% (1)
- Piping Material SpecificationDokument120 SeitenPiping Material SpecificationMubashir fareedNoch keine Bewertungen
- MR For Ball ValvesDokument12 SeitenMR For Ball Valvesengr_umer_01100% (1)
- Gate Valves Material RequisitionDokument43 SeitenGate Valves Material RequisitionAHMEDMALAHYNoch keine Bewertungen
- Ongc 2004a Rev 7Dokument78 SeitenOngc 2004a Rev 7dzardoniNoch keine Bewertungen
- 04 SAMSS 001 Gate ValvesDokument12 Seiten04 SAMSS 001 Gate Valves권상우Noch keine Bewertungen
- Piping Design Requirements PDFDokument6 SeitenPiping Design Requirements PDFkarunaNoch keine Bewertungen
- 6 44 0005 A2Dokument25 Seiten6 44 0005 A2S.selvakumarNoch keine Bewertungen
- Valve Specification Document SummaryDokument32 SeitenValve Specification Document SummaryJohn MechNoch keine Bewertungen
- Piping material and equipment listDokument158 SeitenPiping material and equipment listpandy1604Noch keine Bewertungen
- Atirkfch-G Tat Tr4Ri: Standard Specification For Orifice Plates and FlangesDokument7 SeitenAtirkfch-G Tat Tr4Ri: Standard Specification For Orifice Plates and FlangesBharat TrivediNoch keine Bewertungen
- Valve Data Sheet: BCXS302TDokument1 SeiteValve Data Sheet: BCXS302TRoo FaNoch keine Bewertungen
- Materials System SpecificationDokument6 SeitenMaterials System SpecificationFAPM1285Noch keine Bewertungen
- R P RP O501 E W P S: Ecommended RacticeDokument43 SeitenR P RP O501 E W P S: Ecommended RacticepaulortsNoch keine Bewertungen
- Piping Material Specification OverviewDokument308 SeitenPiping Material Specification OverviewPinak Projects100% (1)
- Specification For Fabrication, Construction & Testing of Steel Pipe SystemDokument43 SeitenSpecification For Fabrication, Construction & Testing of Steel Pipe SystemALINoch keine Bewertungen
- Specifications of LR BendDokument11 SeitenSpecifications of LR BendPrafulla PatilNoch keine Bewertungen
- Data Sheet For Ball ValveDokument6 SeitenData Sheet For Ball ValveTauqueerAhmadNoch keine Bewertungen
- EIL SpecificationDokument17 SeitenEIL Specificationmsjadeja50% (4)
- 2002000-Piping Material SpecificationsDokument63 Seiten2002000-Piping Material SpecificationsRaju NaiduNoch keine Bewertungen
- Piping Material SpecificationDokument108 SeitenPiping Material SpecificationgeroldhemNoch keine Bewertungen
- Specification For PipingDokument34 SeitenSpecification For PipingjeswinNoch keine Bewertungen
- PUMP PIPING DESIGN MANUALDokument21 SeitenPUMP PIPING DESIGN MANUALSlobodan AnticNoch keine Bewertungen
- Intro To TBE For PumpDokument2 SeitenIntro To TBE For PumpMuhammad RidhwanNoch keine Bewertungen
- Standard Specification For Restriction Orifice PlatesDokument6 SeitenStandard Specification For Restriction Orifice PlatesJITENDER KUMARNoch keine Bewertungen
- MTO - Check List For Piping Material Take-Off (MTO) - Piping-EngineeringDokument7 SeitenMTO - Check List For Piping Material Take-Off (MTO) - Piping-EngineeringD K SNoch keine Bewertungen
- Gate Globe Check Butterfly and Needle Valve Specification - 0000-TS-L007 Rev 2Dokument32 SeitenGate Globe Check Butterfly and Needle Valve Specification - 0000-TS-L007 Rev 2Susan Sue Berrospi Merino100% (1)
- EIL SpecificationsDokument93 SeitenEIL SpecificationsAnand GNoch keine Bewertungen
- HFY-PIP-SP-00005 X Specification For Piping Materials - A-CommentedDokument77 SeitenHFY-PIP-SP-00005 X Specification For Piping Materials - A-CommentedVignesh Panchabakesan100% (1)
- Pipe Supports DesignDokument29 SeitenPipe Supports DesignkarunaNoch keine Bewertungen
- Gate Valve DSDokument5 SeitenGate Valve DSkhaireddin100% (1)
- SMPVDokument8 SeitenSMPVPrasanta Kumar BeheraNoch keine Bewertungen
- PEL-PIP-SPC-002 Piping-Specification Piping Material ClasDokument29 SeitenPEL-PIP-SPC-002 Piping-Specification Piping Material ClasIndra HarapanNoch keine Bewertungen
- BS en 12266 1 PDFDokument7 SeitenBS en 12266 1 PDFRafi Udeen50% (2)
- Valves SpecificationDokument13 SeitenValves Specificationkselvan_1Noch keine Bewertungen
- Eil SpecDokument37 SeitenEil SpecJames100% (1)
- Load flange supportDokument4 SeitenLoad flange supportxkokarcaxNoch keine Bewertungen
- EIL Spec - 1Dokument5 SeitenEIL Spec - 1Mohammed TariqNoch keine Bewertungen
- Support Standard QUATAR PETROLEUM-PETROFACDokument218 SeitenSupport Standard QUATAR PETROLEUM-PETROFACzahoor100% (1)
- Specification for GRP Pipe and FittingsDokument18 SeitenSpecification for GRP Pipe and FittingsRickNoch keine Bewertungen
- S-00-1360-002 Rev 1 (Piping Material Specification)Dokument53 SeitenS-00-1360-002 Rev 1 (Piping Material Specification)ajmainNoch keine Bewertungen
- Pages From ONGC-SPEC-02-MS-03Dokument12 SeitenPages From ONGC-SPEC-02-MS-03Prathamesh OmtechNoch keine Bewertungen
- Eil Piping Material SpecDokument48 SeitenEil Piping Material Specnisargkedar60% (10)
- Piping Engineering CourseDokument2 SeitenPiping Engineering CourseprasannaNoch keine Bewertungen
- Procedure For Positive Material Identification at Vendor'S WorksDokument7 SeitenProcedure For Positive Material Identification at Vendor'S WorksAjay BaggaNoch keine Bewertungen
- Technical Notes and Specifications Part CDokument29 SeitenTechnical Notes and Specifications Part Cهيمنت بيلوديا100% (1)
- Process & Piping Design Section Plug Valves Technical SpecificationDokument14 SeitenProcess & Piping Design Section Plug Valves Technical Specificationashish.mathur1100% (1)
- Gate Valve Specification for Fuel Gas Supply ProjectDokument14 SeitenGate Valve Specification for Fuel Gas Supply Projectmoonstar_dme100% (1)
- Technical SpecificationDokument42 SeitenTechnical SpecificationHadisupriadiNoch keine Bewertungen
- Gen-Spc-Pip-5055 - Rev. BDokument10 SeitenGen-Spc-Pip-5055 - Rev. BAHMED AMIRANoch keine Bewertungen
- Auto LPG Dispensing Station SpecificationDokument5 SeitenAuto LPG Dispensing Station SpecificationShyBokxNoch keine Bewertungen
- PLD 105Dokument8 SeitenPLD 105madx44Noch keine Bewertungen
- 0-WD380-EP200-00004 - Rev.A Steel Flanges Tech. Spec.Dokument34 Seiten0-WD380-EP200-00004 - Rev.A Steel Flanges Tech. Spec.carlos tapia bozzoNoch keine Bewertungen
- Pocket Guide to Flanges, Fittings, and Piping DataVon EverandPocket Guide to Flanges, Fittings, and Piping DataBewertung: 3.5 von 5 Sternen3.5/5 (22)
- Hydrotest Exemption DetailsDokument4 SeitenHydrotest Exemption Detailsjoseph.maquez24Noch keine Bewertungen
- Business TipsDokument4 SeitenBusiness Tipsjoseph.maquez24Noch keine Bewertungen
- WPS & PQRDokument84 SeitenWPS & PQRjoseph.maquez24100% (4)
- High Fiber FoodsDokument3 SeitenHigh Fiber Foodsjoseph.maquez24Noch keine Bewertungen
- Asme IxDokument95 SeitenAsme Ixjoseph.maquez24Noch keine Bewertungen
- Monterey's Hog Contract Growing Monterey Foods Corporation ProvidesDokument5 SeitenMonterey's Hog Contract Growing Monterey Foods Corporation Providesjoseph.maquez24Noch keine Bewertungen
- CAr ChecklistDokument3 SeitenCAr Checklistjoseph.maquez24Noch keine Bewertungen
- Drive TestDokument3 SeitenDrive Testjoseph.maquez24Noch keine Bewertungen
- Valve Storage ProcedureDokument1 SeiteValve Storage Procedurejoseph.maquez24Noch keine Bewertungen
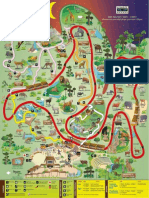
- Singapore Zoo Park MapDokument1 SeiteSingapore Zoo Park MapKenneth TanNoch keine Bewertungen
- VALVE SPECIFICATIONDokument112 SeitenVALVE SPECIFICATIONjoseph.maquez24Noch keine Bewertungen
- Stainless SteelDokument8 SeitenStainless SteelAlvaro Alexis Mendoza PradaNoch keine Bewertungen
- Fundamentals of Holiday Detection-TestDokument4 SeitenFundamentals of Holiday Detection-TestromeshmoreyNoch keine Bewertungen
- Ejemplos RT PlacasDokument4 SeitenEjemplos RT PlacasNacho CajalNoch keine Bewertungen
- Stainless SteelDokument8 SeitenStainless SteelAlvaro Alexis Mendoza PradaNoch keine Bewertungen
- Trajectory ClusteringDokument58 SeitenTrajectory ClusteringPetrick Gonzalez PerezNoch keine Bewertungen
- Icest 2013 02 PDFDokument424 SeitenIcest 2013 02 PDFphanduy1310Noch keine Bewertungen
- Preferred Electronic Data Interchange Standards (EDIS) For The Container IndustryDokument51 SeitenPreferred Electronic Data Interchange Standards (EDIS) For The Container Industryjuan.vargas.calle6904Noch keine Bewertungen
- Social Skills LessonDokument5 SeitenSocial Skills LessonAshley DavidsonNoch keine Bewertungen
- The Comeback of Caterpillar (CAT), 1985-2001Dokument12 SeitenThe Comeback of Caterpillar (CAT), 1985-2001Anosh IlyasNoch keine Bewertungen
- Value Chain Engineering Assignemnt IIDokument22 SeitenValue Chain Engineering Assignemnt IImaria50% (2)
- Tahap Amalan Penggunaan Lestari Dalam Kalangan Guru Di Puchong, SelangorDokument8 SeitenTahap Amalan Penggunaan Lestari Dalam Kalangan Guru Di Puchong, SelangorMasliana SahadNoch keine Bewertungen
- Project Report - FormatsDokument7 SeitenProject Report - Formatsfazela shaukatNoch keine Bewertungen
- ParkerOriga PDFDokument338 SeitenParkerOriga PDFilyesNoch keine Bewertungen
- Carrier LDU ManualDokument123 SeitenCarrier LDU Manualdafrie rimbaNoch keine Bewertungen
- Chapter 19 - Managing Personal CommunicationDokument37 SeitenChapter 19 - Managing Personal CommunicationAmit Thapa100% (2)
- ALFA 4000 - Peru 2 PDFDokument2 SeitenALFA 4000 - Peru 2 PDFErick MaderoNoch keine Bewertungen
- Food Safety ChecklistDokument5 SeitenFood Safety ChecklistDenver Palingit Rimas100% (3)
- Iphone 6 Full schematic+IC BoardDokument86 SeitenIphone 6 Full schematic+IC BoardSIDNEY TABOADANoch keine Bewertungen
- EXCEL Formula DictionaryDokument1 SeiteEXCEL Formula Dictionarysprk4uNoch keine Bewertungen
- Rtad Heat Recovery CatalogDokument48 SeitenRtad Heat Recovery Catalogaidoudi walidNoch keine Bewertungen
- Sadi Mohammad Naved: Duties/ResponsibilitiesDokument3 SeitenSadi Mohammad Naved: Duties/ResponsibilitiesNick SanchezNoch keine Bewertungen
- HPLaserJetProMFPM426fdn PDFDokument2 SeitenHPLaserJetProMFPM426fdn PDFOpština LebaneNoch keine Bewertungen
- Effect of CSR on Corporate Reputation and PerformanceDokument13 SeitenEffect of CSR on Corporate Reputation and PerformanceAnthon AqNoch keine Bewertungen
- Hytherm 500, 600Dokument2 SeitenHytherm 500, 600Oliver OliverNoch keine Bewertungen
- DPD Catalog 05 PDFDokument36 SeitenDPD Catalog 05 PDFRuth D.Noch keine Bewertungen
- Loyalty Program Description PDFDokument7 SeitenLoyalty Program Description PDFJayjay latiNoch keine Bewertungen
- Fire Fighting System Case StudyDokument8 SeitenFire Fighting System Case StudyBhakti WanaveNoch keine Bewertungen
- Bio BatteryDokument29 SeitenBio BatteryDileepChowdary100% (1)
- CAS PDII - Owners ManualDokument6 SeitenCAS PDII - Owners ManualRoberto SalaNoch keine Bewertungen
- Misuse of Ai in ArtDokument2 SeitenMisuse of Ai in ArtjNoch keine Bewertungen
- Manufacturing Technology Question Papers of JntuaDokument15 SeitenManufacturing Technology Question Papers of JntuaHimadhar SaduNoch keine Bewertungen
- Cisco Catalyst Switching Portfolio (Important)Dokument1 SeiteCisco Catalyst Switching Portfolio (Important)RoyalMohammadkhaniNoch keine Bewertungen
- 1993 - Distillation Column TargetsDokument12 Seiten1993 - Distillation Column TargetsOctaviano Maria OscarNoch keine Bewertungen
- MVC & Web Api - MCQ: Duration: 30mins Marks: 20Dokument3 SeitenMVC & Web Api - MCQ: Duration: 30mins Marks: 20ManuPcNoch keine Bewertungen