Das könnte Ihnen auch gefallen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Hazimah Binti Abdul Razak 2011809486 EH 222 8B 1. Gasification (Gas Cleaning System)Dokument2 SeitenHazimah Binti Abdul Razak 2011809486 EH 222 8B 1. Gasification (Gas Cleaning System)Muhamad Abid Abdul RazakNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Yong Wei ZhenDokument24 SeitenYong Wei ZhenMuhamad Abid Abdul RazakNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Industrial Training Report CHE 690Dokument2 SeitenIndustrial Training Report CHE 690Muhamad Abid Abdul RazakNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Industrial Training Report CHE 690Dokument2 SeitenIndustrial Training Report CHE 690Muhamad Abid Abdul RazakNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Production and Assay of Amylase by Bacillus SubtilisDokument1 SeiteProduction and Assay of Amylase by Bacillus SubtilisMuhamad Abid Abdul RazakNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
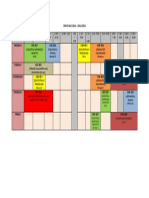
- EH2225B Monday CBE 667 CHE 641 CBE 653 CBE 654: SEM 6 MAC 2014 / JULAI 2014Dokument1 SeiteEH2225B Monday CBE 667 CHE 641 CBE 653 CBE 654: SEM 6 MAC 2014 / JULAI 2014Muhamad Abid Abdul RazakNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Database Passing Over Mac-July 2014Dokument3 SeitenDatabase Passing Over Mac-July 2014Muhamad Abid Abdul RazakNoch keine Bewertungen
- Production and Assay of Amylase by Bacillus SubtilisDokument1 SeiteProduction and Assay of Amylase by Bacillus SubtilisMuhamad Abid Abdul RazakNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Hanim DegreeDokument3 SeitenHanim DegreeMuhamad Abid Abdul RazakNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Chapter1 2Dokument12 SeitenChapter1 2Muhamad Abid Abdul RazakNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- MembraneDokument20 SeitenMembraneIwe D'luffy100% (3)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- MCQs On Research MethodologyDokument10 SeitenMCQs On Research MethodologyMuhammad Imran100% (1)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Scikit Learn DocsDokument2.060 SeitenScikit Learn Docsgabbu_Noch keine Bewertungen
- Adding and Deleting RdoResultset RowsDokument3 SeitenAdding and Deleting RdoResultset RowslalithaNoch keine Bewertungen
- Edi and ErpDokument14 SeitenEdi and ErpSujith T John100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- 6 1Dokument2 Seiten6 1Nazrul Ali MondalNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Ibm Sterling Agent ArchitectureDokument23 SeitenIbm Sterling Agent ArchitectureDebdoot PalNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Job Description - BIM Coordinator: Key Requirements & ResponsibilitiesDokument1 SeiteJob Description - BIM Coordinator: Key Requirements & ResponsibilitiesAbdalla.JNoch keine Bewertungen
- BibType GuideDokument3 SeitenBibType GuidewankbassNoch keine Bewertungen
- Service Training Malaga 320/323D/324D/325D/330D HYDRAULIC EXCAVATORSDokument7 SeitenService Training Malaga 320/323D/324D/325D/330D HYDRAULIC EXCAVATORSAhmed Ramadan100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Delivery Fleet Inspection Reporting FormDokument8 SeitenDelivery Fleet Inspection Reporting Formcah_mbuhNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- 2G OptimizationDokument38 Seiten2G OptimizationVincent MassogueNoch keine Bewertungen
- Guideline To The New ECDIS Standards PDFDokument10 SeitenGuideline To The New ECDIS Standards PDFClarence PieterszNoch keine Bewertungen
- Mis Pepsico Project ReportDokument63 SeitenMis Pepsico Project ReportSheenam BhallaNoch keine Bewertungen
- MSBI Cheat Sheet PDFDokument1 SeiteMSBI Cheat Sheet PDFKrishnakumarNoch keine Bewertungen
- Fluid Mechanics Lab Viva Questions and Answers PDFDokument4 SeitenFluid Mechanics Lab Viva Questions and Answers PDFAshis BeheraNoch keine Bewertungen
- RocklabDokument25 SeitenRocklabarslanpasaNoch keine Bewertungen
- Module-3: Aes Structure General StructureDokument25 SeitenModule-3: Aes Structure General Structuredigital loveNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Group - 2 Correlation and Regression - Assgn1Dokument16 SeitenGroup - 2 Correlation and Regression - Assgn1Ketan PoddarNoch keine Bewertungen
- Relational Algebra: Consider The Relation "Staff"Dokument3 SeitenRelational Algebra: Consider The Relation "Staff"JessaMaeDelosReyesNoch keine Bewertungen
- LAB 1: TO Fpga Hardware, Control Design and Simulation: ObjectivesDokument13 SeitenLAB 1: TO Fpga Hardware, Control Design and Simulation: ObjectivesAidil AzharNoch keine Bewertungen
- 0.0.cover PortfolioDokument1 Seite0.0.cover PortfolioNiven RaoNoch keine Bewertungen
- Harnessing-IoT-Global-Development by ICT and CISCODokument61 SeitenHarnessing-IoT-Global-Development by ICT and CISCOVishal DhawanNoch keine Bewertungen
- Module 1Dokument28 SeitenModule 1dr.reshmabanuvvietNoch keine Bewertungen
- Brkcol 2020Dokument87 SeitenBrkcol 2020anoopNoch keine Bewertungen
- 7.1 Form ControlsDokument6 Seiten7.1 Form ControlsSnehal SinhaNoch keine Bewertungen
- Introduction To REF CURSORDokument10 SeitenIntroduction To REF CURSORftazyeenNoch keine Bewertungen
- Proxy ChainDokument5 SeitenProxy ChainFrancisco DiazNoch keine Bewertungen
- Atmel 42073 MCU Wireless ATmega2564RFR2 ATmega1284RFR2 ATmega644RFR2 DatasheetDokument604 SeitenAtmel 42073 MCU Wireless ATmega2564RFR2 ATmega1284RFR2 ATmega644RFR2 DatasheetbibloiNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- ControlLogix For SIL 2 PDFDokument4 SeitenControlLogix For SIL 2 PDFveerendraNoch keine Bewertungen
- Who's Behind The "Windows Update" Scam? PDFDokument12 SeitenWho's Behind The "Windows Update" Scam? PDFSajid Bhai ShaikhNoch keine Bewertungen