Das könnte Ihnen auch gefallen
- INDU411 Computer Integrated Manufacturing Lab Manual: Rev. 2019aDokument136 SeitenINDU411 Computer Integrated Manufacturing Lab Manual: Rev. 2019aDani OortNoch keine Bewertungen
- Design Guidelines For Components Die Cast in Creep-Resistant Magnesium Alloys MRI153M and MRI230D PDFDokument6 SeitenDesign Guidelines For Components Die Cast in Creep-Resistant Magnesium Alloys MRI153M and MRI230D PDFKmilo GiraldoNoch keine Bewertungen
- Optimization of Cooling-Heating System in HPDC Tools: January 2016Dokument9 SeitenOptimization of Cooling-Heating System in HPDC Tools: January 2016MostafaNoch keine Bewertungen
- Guide to Load Analysis for Durability in Vehicle EngineeringVon EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonBewertung: 4 von 5 Sternen4/5 (1)
- Computer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - inDokument12 SeitenComputer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - indamonlanglois100% (1)
- Solidification Behavior and Detection of Hotspots in Aluminium AlloyDokument12 SeitenSolidification Behavior and Detection of Hotspots in Aluminium AlloyjpmanikandanNoch keine Bewertungen
- Environmentally Conscious, &: DesignDokument26 SeitenEnvironmentally Conscious, &: Designleila hanjani hanantoNoch keine Bewertungen
- Recent Trends in ManufacturingDokument13 SeitenRecent Trends in ManufacturingAmbarish100% (2)
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionVon EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionNoch keine Bewertungen
- Steps Follwed of Procedure of Making DieDokument38 SeitenSteps Follwed of Procedure of Making DieteekamNoch keine Bewertungen
- Chapter 1 HPDCDokument20 SeitenChapter 1 HPDCBarik SidikNoch keine Bewertungen
- CNC Machining Designing For SpeedDokument9 SeitenCNC Machining Designing For SpeedjaimeNoch keine Bewertungen
- M - I U - 1 C P: Anufacturing Processes NIT Asting RocessesDokument246 SeitenM - I U - 1 C P: Anufacturing Processes NIT Asting RocessesMahesh SalotagiNoch keine Bewertungen
- Manufacturing Processes ForDokument3 SeitenManufacturing Processes ForSpartan India0% (5)
- Production Question Set 2013 by S K MondalDokument63 SeitenProduction Question Set 2013 by S K MondalKBSMANIT60% (5)
- Die Casting ProcessDokument35 SeitenDie Casting ProcessgarciarodrigoNoch keine Bewertungen
- Piercing DieDokument5 SeitenPiercing DieJournalNX - a Multidisciplinary Peer Reviewed JournalNoch keine Bewertungen
- Mould BaseDokument8 SeitenMould BaseMould Base ManufacturerNoch keine Bewertungen
- Die Cast Chill VentsDokument32 SeitenDie Cast Chill Ventspurushothaman1234566Noch keine Bewertungen
- Ch21 Fundamentals of Cutting2Dokument70 SeitenCh21 Fundamentals of Cutting2manojc68Noch keine Bewertungen
- Interview QuestionDokument22 SeitenInterview QuestionsugeshNoch keine Bewertungen
- Computer Aided Machine Drawing Laboratory: Lab ManualDokument31 SeitenComputer Aided Machine Drawing Laboratory: Lab ManualGiridharadhayalanNoch keine Bewertungen
- Question Bank BTMEC601 Manufacturing Processes IIDokument14 SeitenQuestion Bank BTMEC601 Manufacturing Processes IINeel PawarNoch keine Bewertungen
- Brochure For HPDC ProcessDokument4 SeitenBrochure For HPDC Processramaswamykama786Noch keine Bewertungen
- DFMA - Presentation - R3Dokument58 SeitenDFMA - Presentation - R3Er Noor BashaNoch keine Bewertungen
- NX Design Brochure W 3 - tcm73-4285Dokument16 SeitenNX Design Brochure W 3 - tcm73-4285r0n41dNoch keine Bewertungen
- Fundamentals of Die Casting DesignDokument2 SeitenFundamentals of Die Casting Designapi-3723333Noch keine Bewertungen
- Material SelectionDokument60 SeitenMaterial SelectionKhoa Nguyễn AnhNoch keine Bewertungen
- Shortcut KeysDokument28 SeitenShortcut KeysSuresh Dhanasekar0% (1)
- Pr2302 Metal Forming TechnologyDokument1 SeitePr2302 Metal Forming TechnologyarunsunderNoch keine Bewertungen
- Unit 1Dokument6 SeitenUnit 1vijayakumarNoch keine Bewertungen
- NADCA StandardsDokument8 SeitenNADCA StandardsmathiprakashNoch keine Bewertungen
- New Instructions Manual - New (30-06-2022)Dokument19 SeitenNew Instructions Manual - New (30-06-2022)rarhi.krish8480Noch keine Bewertungen
- Getting Started: in This Hands-On Scenario You Will Experiment How To Quickly Position A Part in An AssemblyDokument34 SeitenGetting Started: in This Hands-On Scenario You Will Experiment How To Quickly Position A Part in An Assemblyady1001Noch keine Bewertungen
- Sheet Metal WorkingDokument23 SeitenSheet Metal WorkingSujit MishraNoch keine Bewertungen
- Operator TrainingDokument38 SeitenOperator TrainingluisA1923Noch keine Bewertungen
- Pro-E GD&TDokument7 SeitenPro-E GD&TVjaddictedNoch keine Bewertungen
- DFMADokument17 SeitenDFMAvenkat4Noch keine Bewertungen
- Mold Wizard, UnigraphicsDokument55 SeitenMold Wizard, Unigraphicsrankx00175% (4)
- Manufacturing Technology 2Dokument2 SeitenManufacturing Technology 2msloveindia0% (2)
- Lecture Wise QuestionsDokument7 SeitenLecture Wise Questionsdassault megecNoch keine Bewertungen
- 15me835 PLCM Module 2Dokument17 Seiten15me835 PLCM Module 2prashanth prabhuNoch keine Bewertungen
- 2000 09 JIMT Cost Estimation Injection MoldingDokument11 Seiten2000 09 JIMT Cost Estimation Injection MoldingVictor Villouta LunaNoch keine Bewertungen
- of ManuDokument87 Seitenof ManuVaibhav BaggaNoch keine Bewertungen
- A Method For Predicting Chatter Stability For Systems SchmitzDokument8 SeitenA Method For Predicting Chatter Stability For Systems SchmitzOvidiu RusuNoch keine Bewertungen
- Die CastingDokument14 SeitenDie CastingGhulam AbbasNoch keine Bewertungen
- Web003 Operator Training Class 3 - Die Casting Machine & Cell Area EquipmentDokument44 SeitenWeb003 Operator Training Class 3 - Die Casting Machine & Cell Area EquipmentsinrNoch keine Bewertungen
- Economics of Metal Cutting OperationsDokument64 SeitenEconomics of Metal Cutting OperationsrohanNoch keine Bewertungen
- Day 1 - Part 1 Introduction To FEA CAEDokument64 SeitenDay 1 - Part 1 Introduction To FEA CAEFaroukh RashidNoch keine Bewertungen
- Powder Metallurgy - Chapter 16Dokument43 SeitenPowder Metallurgy - Chapter 16xharpreetxNoch keine Bewertungen
- CNC Fundamental ProDokument4 SeitenCNC Fundamental ProAnan100% (1)
- MachinabilityDokument5 SeitenMachinabilityAshwin KumarNoch keine Bewertungen
- Formulas CoolersDokument39 SeitenFormulas Coolersbasaca132Noch keine Bewertungen
- Bill of Materials Template 05Dokument3 SeitenBill of Materials Template 05Aravind IlangoNoch keine Bewertungen
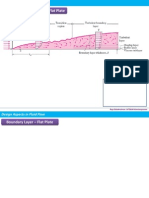
- Velocity Boundary Layer - Flat Plate: Reynolds NumberDokument2 SeitenVelocity Boundary Layer - Flat Plate: Reynolds NumberAravind IlangoNoch keine Bewertungen
- Kerala AgriDokument48 SeitenKerala AgriAravind IlangoNoch keine Bewertungen
- How To Build A SupercomputerDokument8 SeitenHow To Build A SupercomputerAravind IlangoNoch keine Bewertungen
- Fluent and GT PowercouplingDokument2 SeitenFluent and GT PowercouplingAravind IlangoNoch keine Bewertungen
- Price List TelescopeDokument15 SeitenPrice List TelescopeVikas VatsNoch keine Bewertungen
- Study of Process - Improving Efficiency of Closed Die Hot Forging ProcessDokument69 SeitenStudy of Process - Improving Efficiency of Closed Die Hot Forging ProcessMrLanternNoch keine Bewertungen
- Advertising Appeal and Tone - Implications For Creative Strategy in TV CommercialsDokument16 SeitenAdvertising Appeal and Tone - Implications For Creative Strategy in TV CommercialsCapitan SwankNoch keine Bewertungen
- RoboticsDokument579 SeitenRoboticsDaniel Milosevski83% (6)
- Inductive and Deductive ReasoningDokument37 SeitenInductive and Deductive ReasoningGadela KevinNoch keine Bewertungen
- Mean and Median.Dokument3 SeitenMean and Median.shailesh100% (1)
- Assignment Sampling TechniquesDokument10 SeitenAssignment Sampling TechniquesDanish AlamNoch keine Bewertungen
- Shaft Alignment Guide - E-Jan05Dokument21 SeitenShaft Alignment Guide - E-Jan05Brian FreemanNoch keine Bewertungen
- Measure of Variability - Data Management PDFDokument79 SeitenMeasure of Variability - Data Management PDFPolly VicenteNoch keine Bewertungen
- 7-Analisis Regresi Excel Notes - Stepwise RegressionDokument6 Seiten7-Analisis Regresi Excel Notes - Stepwise RegressionnandaekaNoch keine Bewertungen
- Commodore 64 User's GuideDokument121 SeitenCommodore 64 User's GuideMoe B. Us100% (5)
- P3 Mock PaperDokument10 SeitenP3 Mock PaperRahyan AshrafNoch keine Bewertungen
- Simple Braced Non-SwayDokument23 SeitenSimple Braced Non-SwaydineshNoch keine Bewertungen
- 2015-TamMetin SMAS TutgunUnal DenizDokument21 Seiten2015-TamMetin SMAS TutgunUnal DenizRonald AlmagroNoch keine Bewertungen
- Remote Sensing Applications: Society and Environment: Teshome Talema, Binyam Tesfaw HailuDokument11 SeitenRemote Sensing Applications: Society and Environment: Teshome Talema, Binyam Tesfaw HailuIoana VizireanuNoch keine Bewertungen
- Capital Asset Pricing ModelDokument20 SeitenCapital Asset Pricing ModelSattagouda M PatilNoch keine Bewertungen
- S Cet Prospectus 2013Dokument99 SeitenS Cet Prospectus 2013Muhammad Tariq SadiqNoch keine Bewertungen
- FEEDBACKDokument43 SeitenFEEDBACKMenaka kaulNoch keine Bewertungen
- PuzzlesDokument47 SeitenPuzzlesGeetha Priya100% (1)
- Equilibrium and Elasticity: Powerpoint Lectures ForDokument26 SeitenEquilibrium and Elasticity: Powerpoint Lectures Forbarre PenroseNoch keine Bewertungen
- 2018-IPS Endterm SolsDokument14 Seiten2018-IPS Endterm SolsAnurag BhartiNoch keine Bewertungen
- Eur. J. Phys. 32 (2011) 63 - Schrodinger EquationDokument26 SeitenEur. J. Phys. 32 (2011) 63 - Schrodinger EquationJung Teag KimNoch keine Bewertungen
- IP Addressing and Subnetting IPv4 Workbook - Instructors Version - v2 - 1 PDFDokument89 SeitenIP Addressing and Subnetting IPv4 Workbook - Instructors Version - v2 - 1 PDFfsrom375% (4)
- NDVI Index Forecasting Using A Layer Recurrent Neural Network Coupled With Stepwise Regression and The PCADokument7 SeitenNDVI Index Forecasting Using A Layer Recurrent Neural Network Coupled With Stepwise Regression and The PCALuis ManterolaNoch keine Bewertungen
- MMW Chapter 3Dokument82 SeitenMMW Chapter 3Marjorie MalvedaNoch keine Bewertungen
- ASTM E92 Vickers Hardness of Metallic MaterialsDokument9 SeitenASTM E92 Vickers Hardness of Metallic MaterialsUNAQ ManufacturaNoch keine Bewertungen
- Diagnosis: Highlights: Cita Rosita Sigit PrakoeswaDokument68 SeitenDiagnosis: Highlights: Cita Rosita Sigit PrakoeswaAdniana NareswariNoch keine Bewertungen
- HCSD Rheology Transp JapanDokument8 SeitenHCSD Rheology Transp JapanlsaishankarNoch keine Bewertungen
- 551608614336DU - AIS - 7col-BBA. 9.2020.update.12.20Dokument78 Seiten551608614336DU - AIS - 7col-BBA. 9.2020.update.12.20Israfil Hasan AntorNoch keine Bewertungen
- How To Be A Mathemagician PDFDokument331 SeitenHow To Be A Mathemagician PDFmadhav1967% (3)
- Applications of Linear AlgebraDokument4 SeitenApplications of Linear AlgebraTehmoor AmjadNoch keine Bewertungen
- Beginning AutoCAD® 2022 Exercise Workbook: For Windows®Von EverandBeginning AutoCAD® 2022 Exercise Workbook: For Windows®Noch keine Bewertungen
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchVon EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchBewertung: 4 von 5 Sternen4/5 (10)
- Certified Solidworks Professional Advanced Surface Modeling Exam PreparationVon EverandCertified Solidworks Professional Advanced Surface Modeling Exam PreparationBewertung: 5 von 5 Sternen5/5 (1)
- SketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyVon EverandSketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyBewertung: 1.5 von 5 Sternen1.5/5 (2)
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Von EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Bewertung: 5 von 5 Sternen5/5 (2)
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsVon EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsNoch keine Bewertungen
- AutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsVon EverandAutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsNoch keine Bewertungen
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsVon EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsBewertung: 5 von 5 Sternen5/5 (1)