Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Production of Phosphoric AcidDokument48 SeitenProduction of Phosphoric Acidche_abdo75% (4)
- Control Valve TheoryDokument34 SeitenControl Valve TheoryMarcin Marucha100% (1)
- Cascade ControlDokument28 SeitenCascade ControlVarun KumarNoch keine Bewertungen
- Emerson-Valve Sizing Calculations (Traditional Method)Dokument21 SeitenEmerson-Valve Sizing Calculations (Traditional Method)iqtorresNoch keine Bewertungen
- Bolt-On Thermal Maintenance System in New SRU Challenges Old Design RulesDokument11 SeitenBolt-On Thermal Maintenance System in New SRU Challenges Old Design RulesMarcin MaruchaNoch keine Bewertungen
- Explosion Protected Electrical Apparatus in The Russian FederationDokument7 SeitenExplosion Protected Electrical Apparatus in The Russian FederationMandrak FantomNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Static ElectricityDokument2 SeitenStatic Electricitypinkyoya86Noch keine Bewertungen
- Soil Mechanics and Foundation EngineeringDokument881 SeitenSoil Mechanics and Foundation EngineeringGilberto Rendón Carrasco100% (4)
- Feasibility Report On Diesel Hydro-Treater (DHT) Unit and Associated FacilitiesDokument29 SeitenFeasibility Report On Diesel Hydro-Treater (DHT) Unit and Associated FacilitiesDivyansh Singh ChauhanNoch keine Bewertungen
- Physic Source 101Dokument22 SeitenPhysic Source 101xander furioNoch keine Bewertungen
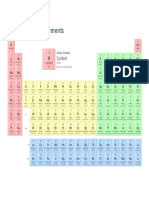
- Periodic Table of Elements W Electron Configuration PubChemDokument1 SeitePeriodic Table of Elements W Electron Configuration PubChemdmanaga25Noch keine Bewertungen
- EPA Method - 200 0 Metals Analysis by Atomic AbsorptionDokument18 SeitenEPA Method - 200 0 Metals Analysis by Atomic AbsorptionAnggun Teh PamegetNoch keine Bewertungen
- Laccase Immobilization For Water Purification - A Comprehensive ReviewDokument15 SeitenLaccase Immobilization For Water Purification - A Comprehensive ReviewgustavoNoch keine Bewertungen
- MSDS UreaDokument4 SeitenMSDS UreaSharjeel AhmedNoch keine Bewertungen
- CarbochemBrochure English14Dokument4 SeitenCarbochemBrochure English14Hari BudiartoNoch keine Bewertungen
- CpiDokument7 SeitenCpiBenzeneNoch keine Bewertungen
- PolyamidesDokument13 SeitenPolyamidesNaga ChandramshNoch keine Bewertungen
- Compare and ContrastDokument5 SeitenCompare and Contrastchrist sonNoch keine Bewertungen
- Tanker Structural Analysis For Minor Collisions (McDermott)Dokument33 SeitenTanker Structural Analysis For Minor Collisions (McDermott)rodrigo.vilela.gorgaNoch keine Bewertungen
- Free-Fall Practice ProblemsDokument1 SeiteFree-Fall Practice ProblemsGabriel Muñiz NegrónNoch keine Bewertungen
- Mma 070921 Endress Liquidlevelpart1Dokument4 SeitenMma 070921 Endress Liquidlevelpart1sarsureshNoch keine Bewertungen
- Global Controls On Carbon Storage in Mangrove Soils: ArticlesDokument7 SeitenGlobal Controls On Carbon Storage in Mangrove Soils: Articlescr rNoch keine Bewertungen
- 신소재과학 시험문제모음Dokument9 Seiten신소재과학 시험문제모음Hanjin SeoNoch keine Bewertungen
- Chryso MSDSDokument5 SeitenChryso MSDSDileepa DissanayakeNoch keine Bewertungen
- Solid State Practice MidtermDokument18 SeitenSolid State Practice MidtermAppleJuiceNoch keine Bewertungen
- L05-Fate and Transport of Contaminants-No BackgroundDokument51 SeitenL05-Fate and Transport of Contaminants-No BackgroundSupanut M. ChavienghongNoch keine Bewertungen
- Oxylink - Starting Point Formulation: Acrylic Direct To Metal Coating Based On Posichem PC-Mull AC 16-2Dokument2 SeitenOxylink - Starting Point Formulation: Acrylic Direct To Metal Coating Based On Posichem PC-Mull AC 16-2Thanh VuNoch keine Bewertungen
- Process of Production CS2 PDFDokument9 SeitenProcess of Production CS2 PDFDinii Lathiifah PertiwiNoch keine Bewertungen
- Col A50Dokument1 SeiteCol A50Bryn rpNoch keine Bewertungen
- PhysicsDokument12 SeitenPhysicsCorrodeNoch keine Bewertungen
- Astm A 506 - 00Dokument4 SeitenAstm A 506 - 00Alvaro HernandezNoch keine Bewertungen
- Mto-2 Oep (30,31,32)Dokument1 SeiteMto-2 Oep (30,31,32)Nayan ParmarNoch keine Bewertungen
- SBM Schiedam Compressor Piping DesignDokument45 SeitenSBM Schiedam Compressor Piping DesignSeudonim SatoshiNoch keine Bewertungen
- Large-Scale Synthesis of Silver NanocubesDokument4 SeitenLarge-Scale Synthesis of Silver Nanocubesesthy LevyNoch keine Bewertungen
- Cell BiologyDokument5 SeitenCell BiologyPat Dumandan100% (4)
- Drive MechanismsDokument12 SeitenDrive Mechanismsl3gsdNoch keine Bewertungen