Das könnte Ihnen auch gefallen
- Metalografía ProtocoloDokument23 SeitenMetalografía ProtocoloZiviz RodriguezNoch keine Bewertungen
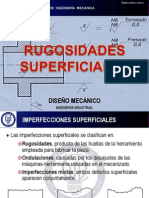
- Diseño mecánico imperfecciones superficialesDokument20 SeitenDiseño mecánico imperfecciones superficialesNoel HerreraNoch keine Bewertungen
- Chumaceras BipartidasDokument71 SeitenChumaceras BipartidasJhonFerneyBohorquezSaldarriagaNoch keine Bewertungen
- Solidworks AvanzadoDokument54 SeitenSolidworks AvanzadoAndre Sebastian Meza Lozano100% (1)
- Reporte de Ensayos de Dureza 03 y 04-08 PDFDokument20 SeitenReporte de Ensayos de Dureza 03 y 04-08 PDFBlas CarbajalNoch keine Bewertungen
- Estados SuperficialesDokument12 SeitenEstados SuperficialesCristian VizcainoNoch keine Bewertungen
- Torque y PernosDokument17 SeitenTorque y PernosAngel AndresNoch keine Bewertungen
- Rugosidad MetrologiaDokument25 SeitenRugosidad MetrologiaDamian Diaz100% (1)
- Diagnóstico de fallas mecánicas con espectro de vibracionesDokument38 SeitenDiagnóstico de fallas mecánicas con espectro de vibracionesnestor gpe100% (1)
- NCh03205-2011-046 Medidores de Caudal Aguas Residuales PDFDokument47 SeitenNCh03205-2011-046 Medidores de Caudal Aguas Residuales PDFkorrea_gangs2Noch keine Bewertungen
- RugosidadDokument14 SeitenRugosidadSinide100% (3)
- Inspección de aerogeneradores con boroscopioDokument4 SeitenInspección de aerogeneradores con boroscopioJaime GuzmanNoch keine Bewertungen
- Curva DACDokument1 SeiteCurva DACHumberto Campos jrNoch keine Bewertungen
- Métodos de Medida de La Dureza Por MicroindentaciónDokument11 SeitenMétodos de Medida de La Dureza Por MicroindentaciónBrian R. Araujo ClaudioNoch keine Bewertungen
- GUÍA DE PRÁCTICA #5 de MetrologiaDokument11 SeitenGUÍA DE PRÁCTICA #5 de MetrologiaAlejandro Moreno100% (1)
- Procedimiento de Analisis de Fallas en Elementos y Piezas de SistemasDokument79 SeitenProcedimiento de Analisis de Fallas en Elementos y Piezas de SistemasMATI ASNoch keine Bewertungen
- Diseño de EngranajesDokument8 SeitenDiseño de EngranajesLeoNoch keine Bewertungen
- Informe Del Sistema de PintadoDokument6 SeitenInforme Del Sistema de PintadoHumberto Perez HerreraNoch keine Bewertungen
- Corte TérmicoDokument17 SeitenCorte TérmicoJANONoch keine Bewertungen
- Ensayos No Destructivos en El Camion Isuzu Reward 500Dokument6 SeitenEnsayos No Destructivos en El Camion Isuzu Reward 500Roiser Quispe TapiaNoch keine Bewertungen
- Inspección BorosónicaDokument11 SeitenInspección Borosónicawebs.usuarioNoch keine Bewertungen
- Alineacion y RectitudDokument34 SeitenAlineacion y RectitudFran RanieriNoch keine Bewertungen
- Mediciones Con VernierDokument19 SeitenMediciones Con Verniermiguelzambrano92Noch keine Bewertungen
- Tarea de Ajustes y ToleranciasDokument3 SeitenTarea de Ajustes y ToleranciassofiaNoch keine Bewertungen
- Informe de Tintas Penetrantes Fluorecentes UtaDokument38 SeitenInforme de Tintas Penetrantes Fluorecentes UtaantonyNoch keine Bewertungen
- Guia MacrografiaDokument5 SeitenGuia MacrografiaJuank TorresNoch keine Bewertungen
- Ensayo no destructivo por partículas magnetizablesDokument13 SeitenEnsayo no destructivo por partículas magnetizablesMatias RiedelNoch keine Bewertungen
- Galgas PDFDokument21 SeitenGalgas PDFJordan SolisNoch keine Bewertungen
- Filtración en ParaleloDokument18 SeitenFiltración en ParaleloAlexis PeñaNoch keine Bewertungen
- Presentacion TCÁLCULO DE VIDA REMANENTE PARA COMPONENTES QUE TRABAJAN A ALTAS TEMPERATURAS EMPLEANDO EL PARÁMETRO DE LARSON - MILLER SEGÚN METODOLOGÍA DESCRITA EN LA NORMA API 530 (2008) ErminadaDokument11 SeitenPresentacion TCÁLCULO DE VIDA REMANENTE PARA COMPONENTES QUE TRABAJAN A ALTAS TEMPERATURAS EMPLEANDO EL PARÁMETRO DE LARSON - MILLER SEGÚN METODOLOGÍA DESCRITA EN LA NORMA API 530 (2008) ErminadaLuis Daniel BlandinNoch keine Bewertungen
- Electrdo Lincoln E 8018 B2Dokument2 SeitenElectrdo Lincoln E 8018 B2Edwin HuescaNoch keine Bewertungen
- Scuffing 5Dokument16 SeitenScuffing 5Edison Pacheco100% (1)
- REVISIÓN TÉCNICA VEHICULAR: PROCEDIMIENTOS DE INSPECCIÓNDokument19 SeitenREVISIÓN TÉCNICA VEHICULAR: PROCEDIMIENTOS DE INSPECCIÓNchristianNoch keine Bewertungen
- Metrologia Del MotorDokument10 SeitenMetrologia Del MotorAndres Arias100% (1)
- ASSESSMENT CENTER 2 EvaluacionesDokument3 SeitenASSESSMENT CENTER 2 EvaluacionesYenny Mary0% (1)
- 3 Selección de RodamientosDokument7 Seiten3 Selección de Rodamientosrubio1967Noch keine Bewertungen
- Analisis de Falla de Una Brida de Acero Al CarnonoDokument10 SeitenAnalisis de Falla de Una Brida de Acero Al CarnonoSNoch keine Bewertungen
- Informe de Alineamiento Lacer: Profesor: Luis Osvaldo Coloma Labrin Alumno: Cristian MatamalaDokument9 SeitenInforme de Alineamiento Lacer: Profesor: Luis Osvaldo Coloma Labrin Alumno: Cristian MatamalaEddie RivasNoch keine Bewertungen
- RoscaDokument281 SeitenRoscaJulio Real100% (2)
- Ws NDT GC PR MT E709Dokument10 SeitenWs NDT GC PR MT E709dawin ocsaNoch keine Bewertungen
- Curso de Ultrasonido Nivel 1Dokument12 SeitenCurso de Ultrasonido Nivel 1oambesiNoch keine Bewertungen
- Mantenimiento predictivo de bombas mediante vibracionesDokument14 SeitenMantenimiento predictivo de bombas mediante vibracionesenrique velez100% (1)
- Informe Tintas PenetrantesDokument14 SeitenInforme Tintas PenetrantesPao BelesacaNoch keine Bewertungen
- Marco Teórico RugosidadDokument2 SeitenMarco Teórico RugosidadPhillips Ürlich Luis FelipeNoch keine Bewertungen
- P-0243-ESP Fixturlaser NXA Manual 9th EdDokument306 SeitenP-0243-ESP Fixturlaser NXA Manual 9th EdCleydson Vieira GomesNoch keine Bewertungen
- ANÁLISIS DE NORMAS PrevioDokument5 SeitenANÁLISIS DE NORMAS PrevioPablo KatchadjianNoch keine Bewertungen
- Herramientas básicas de mecanizado y sus partesDokument4 SeitenHerramientas básicas de mecanizado y sus partesIsmael AvellaNoch keine Bewertungen
- Manejo de Unidades FisicasDokument16 SeitenManejo de Unidades FisicasSWilly1972Noch keine Bewertungen
- Poleas PlanasDokument4 SeitenPoleas Planasdavid geovanny ashqui ashquiNoch keine Bewertungen
- Manual Copa FordpdfDokument4 SeitenManual Copa FordpdfAby Torres HernandezNoch keine Bewertungen
- Obd1 Vs Obd2Dokument10 SeitenObd1 Vs Obd2JA GCNoch keine Bewertungen
- Resortes de Energía o MotorasDokument17 SeitenResortes de Energía o MotorasRoyer Edison Huamani FlorezNoch keine Bewertungen
- Ensayo de CharpyDokument10 SeitenEnsayo de CharpyBryan Almanza MarcapuraNoch keine Bewertungen
- Automatizacion Industrial 01Dokument30 SeitenAutomatizacion Industrial 01Aldo OrtizNoch keine Bewertungen
- L04 Daniel CanoDokument60 SeitenL04 Daniel CanoDanielNoch keine Bewertungen
- Rugosidades SupDokument19 SeitenRugosidades SupEstefany MendozaNoch keine Bewertungen
- Rugosidad superficialDokument12 SeitenRugosidad superficialCarlosGaitanHernandezNoch keine Bewertungen
- TribologiaDokument14 SeitenTribologiaViktorEnriqueNMNoch keine Bewertungen
- 11 - Acabado Superficial y RugosidadDokument23 Seiten11 - Acabado Superficial y RugosidadrublasterNoch keine Bewertungen
- Calidades SuperficialesDokument7 SeitenCalidades SuperficialeswidinsonNoch keine Bewertungen
- Salud y SeguridadDokument11 SeitenSalud y Seguridadjenny castro villcaNoch keine Bewertungen
- Capitulo Vi Estudio de ComercializaciónDokument3 SeitenCapitulo Vi Estudio de Comercializaciónjenny castro villcaNoch keine Bewertungen
- Analisis Del Sistema de Refrigeracion de Cerveceria BavariaDokument3 SeitenAnalisis Del Sistema de Refrigeracion de Cerveceria Bavariajenny castro villcaNoch keine Bewertungen
- Arrancador Suave PDFDokument234 SeitenArrancador Suave PDFDiego CordovaNoch keine Bewertungen
- Análisis de Las Cinco Fuerzas PorterDokument33 SeitenAnálisis de Las Cinco Fuerzas Porterjenny castro villcaNoch keine Bewertungen
- Termodinámica PUCP: Primera ley sistemas abiertosDokument17 SeitenTermodinámica PUCP: Primera ley sistemas abiertosPedro Luis Gareca VascoNoch keine Bewertungen
- Trabajo Caliente BohlerDokument5 SeitenTrabajo Caliente Bohlerjenny castro villcaNoch keine Bewertungen
- Trabajo Caliente BohlerDokument5 SeitenTrabajo Caliente Bohlerjenny castro villcaNoch keine Bewertungen