Das könnte Ihnen auch gefallen
- Interview Questions Answers For Planning Engineers R.00222Dokument25 SeitenInterview Questions Answers For Planning Engineers R.00222Kingshuk SarkarNoch keine Bewertungen
- Electrode CalculationDokument2 SeitenElectrode CalculationTejas PatelNoch keine Bewertungen
- Dictionary of Oil Industry TerminologyDokument79 SeitenDictionary of Oil Industry Terminologyniksharris100% (22)
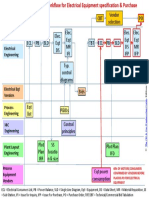
- Elec Workflow PDFDokument1 SeiteElec Workflow PDFTejas Patel100% (1)
- Elec Workflow PDFDokument1 SeiteElec Workflow PDFTejas Patel100% (1)
- Imp Points On Pipe SizeDokument2 SeitenImp Points On Pipe SizeTejas PatelNoch keine Bewertungen
- IELTS TutorialDokument2 SeitenIELTS TutorialTejas PatelNoch keine Bewertungen
- Distillation Column BasicsDokument4 SeitenDistillation Column BasicsTejas PatelNoch keine Bewertungen
- Task 2 Sample Essay Reducing CrimeDokument3 SeitenTask 2 Sample Essay Reducing CrimeTejas PatelNoch keine Bewertungen
- Edexcel Higher Fluid Mechanics H1 Unit 8 NQF Level 4 Outcome 2 Viscosity Tutorial 2 - The Viscous Nature of FluidsDokument10 SeitenEdexcel Higher Fluid Mechanics H1 Unit 8 NQF Level 4 Outcome 2 Viscosity Tutorial 2 - The Viscous Nature of FluidsTejas PatelNoch keine Bewertungen
- Studs and Bolts Chart For BFVDokument1 SeiteStuds and Bolts Chart For BFVtejasp8388Noch keine Bewertungen
- Purging Brochure PDFDokument19 SeitenPurging Brochure PDFjustinctlNoch keine Bewertungen
- Distillation Column BasicsDokument4 SeitenDistillation Column BasicsTejas PatelNoch keine Bewertungen
- Material TestsDokument8 SeitenMaterial TestsTejas PatelNoch keine Bewertungen
- Edexcel National Certificate Unit 12 - Engineering Materials Outcome 2 Tutorial 1 - Mechanical PropertiesDokument12 SeitenEdexcel National Certificate Unit 12 - Engineering Materials Outcome 2 Tutorial 1 - Mechanical PropertiesTejas PatelNoch keine Bewertungen
- Piping ArrangementDokument5 SeitenPiping ArrangementTejas PatelNoch keine Bewertungen
- Welcome To Presentation On: Pipe Support Systems & Piping FlexibilityDokument67 SeitenWelcome To Presentation On: Pipe Support Systems & Piping Flexibilitysids8292% (24)
- Basic Instrumentation For Oil Gas Industries - Presentation - 29.08.10Dokument101 SeitenBasic Instrumentation For Oil Gas Industries - Presentation - 29.08.10Tejas Patel100% (5)
- Peaking BandingDokument2 SeitenPeaking Bandingsetak100% (4)
- Piping Material Specification-GeneralDokument15 SeitenPiping Material Specification-GeneralTejas PatelNoch keine Bewertungen
- Concepts of Pipe Stress AnalysisDokument54 SeitenConcepts of Pipe Stress AnalysisTejas Patel100% (12)
- Plot Plan & Equipment LayoutDokument6 SeitenPlot Plan & Equipment LayoutTejas PatelNoch keine Bewertungen
- Structural Steel Erection Best PracticesDokument60 SeitenStructural Steel Erection Best Practicessudhakarballur92% (26)
- Pipe Solutions LTD - Technical Reference Guide - Thermal Pipe ExpansionDokument28 SeitenPipe Solutions LTD - Technical Reference Guide - Thermal Pipe Expansionrebecca991027Noch keine Bewertungen
- 1 Piping CostingDokument33 Seiten1 Piping Costingamoldhole97% (34)
- Steel ConnectionsDokument56 SeitenSteel ConnectionsTejas Patel94% (16)
- HDPE DesignDokument15 SeitenHDPE Designalmandhari3380% (5)
- Piping Design Guide-Vertical DrumsDokument9 SeitenPiping Design Guide-Vertical DrumsTejas PatelNoch keine Bewertungen
- Butt Fusion ParametersDokument9 SeitenButt Fusion ParametersarkadjyothiprakashNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Activity 13.1 Diagnostic Technical Engineering Skills CE 138Dokument28 SeitenActivity 13.1 Diagnostic Technical Engineering Skills CE 138Aira ChantalNoch keine Bewertungen
- Asnt Level Iii Basic QuestionsDokument7 SeitenAsnt Level Iii Basic Questionsabhi90% (10)
- Analysis and Testing of A 13Cr Pipeline To Demonstrate "Leak Before Break"Dokument9 SeitenAnalysis and Testing of A 13Cr Pipeline To Demonstrate "Leak Before Break"Marcelo Varejão CasarinNoch keine Bewertungen
- Plastic Deformation of Single crystal-AA PDFDokument42 SeitenPlastic Deformation of Single crystal-AA PDFdecent mrdNoch keine Bewertungen
- Strength Ch3Dokument34 SeitenStrength Ch3Aya ShalaboNoch keine Bewertungen
- Influence of Sequence of Cold Working and Aging Treatment On Mechanical Behaviour of 6061 Aluminum AlloyDokument8 SeitenInfluence of Sequence of Cold Working and Aging Treatment On Mechanical Behaviour of 6061 Aluminum AlloywicaksonoNoch keine Bewertungen
- Effect of Mechanical Properties On Multi Axial Forged LM4 Aluminium AlloyDokument6 SeitenEffect of Mechanical Properties On Multi Axial Forged LM4 Aluminium AlloySharath P CNoch keine Bewertungen
- Measuring The Plastic Strain Ratio of Sheet MetalsDokument8 SeitenMeasuring The Plastic Strain Ratio of Sheet MetalsĐình Khoa PhanNoch keine Bewertungen
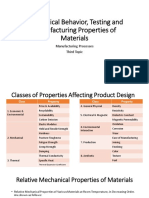
- Mechanical Behavior, Testing and Manufacturing Properties of MaterialsDokument34 SeitenMechanical Behavior, Testing and Manufacturing Properties of MaterialsLujain AlrashdanNoch keine Bewertungen
- Engineering MaterialDokument169 SeitenEngineering MaterialfafaNoch keine Bewertungen
- Microstructure, Mechanical Properties and Wear Behavior of Metallic, Nonmetallic and Deep Cryogenically Chilled ASTM A216 WCB SteelDokument8 SeitenMicrostructure, Mechanical Properties and Wear Behavior of Metallic, Nonmetallic and Deep Cryogenically Chilled ASTM A216 WCB SteelVeluswamy VeerappanNoch keine Bewertungen
- Flexural Behavior of Ultra-High-Performance Fiber-Reinforced Concrete Beams Reinforced With GFRP and Steel RebarsDokument17 SeitenFlexural Behavior of Ultra-High-Performance Fiber-Reinforced Concrete Beams Reinforced With GFRP and Steel Rebarsmohamed ellithyNoch keine Bewertungen
- Dislocation & Strengthening Mechanisms: Universiti Tunku Abdul Rahman (Utar)Dokument57 SeitenDislocation & Strengthening Mechanisms: Universiti Tunku Abdul Rahman (Utar)Sim Hong YiNoch keine Bewertungen
- 1.3 Mechanical Properties of Structural Materials: Energy DissipationDokument12 Seiten1.3 Mechanical Properties of Structural Materials: Energy Dissipationjuan silvaNoch keine Bewertungen
- BMP PDFDokument17 SeitenBMP PDFmantra2010Noch keine Bewertungen
- Steel: Stones Bricks Cement ConcreteDokument46 SeitenSteel: Stones Bricks Cement ConcreteKaushik RNoch keine Bewertungen
- Nonlinear Finite Element Analysis of An RC FrameDokument12 SeitenNonlinear Finite Element Analysis of An RC Framearash250100% (1)
- Lecture 1Dokument65 SeitenLecture 1Kirandeep GandhamNoch keine Bewertungen
- Mechanical Properties of Materials: Manufacturing Processes, 1311 DR Simin Nasseri Southern Polytechnic State UniversityDokument44 SeitenMechanical Properties of Materials: Manufacturing Processes, 1311 DR Simin Nasseri Southern Polytechnic State UniversityCllyan ReyesNoch keine Bewertungen
- ME8352-Manufacturing Technology - I (MT-I) With QBDokument91 SeitenME8352-Manufacturing Technology - I (MT-I) With QBMohana KrishnanNoch keine Bewertungen
- Corbec Guide-Pliage Eng CourrielDokument36 SeitenCorbec Guide-Pliage Eng CourrielOlgalycosNoch keine Bewertungen
- Bulk Deformation ProcessDokument80 SeitenBulk Deformation ProcessSam ChaduaryNoch keine Bewertungen
- Ansys WorkBench Engineering DataDokument34 SeitenAnsys WorkBench Engineering DatacivicbladeNoch keine Bewertungen
- eNERGY cONSUMPTIONDokument8 SeiteneNERGY cONSUMPTIONRefky FNoch keine Bewertungen
- S690ql ThyssenkruppDokument7 SeitenS690ql ThyssenkruppSivabalan100% (1)
- Steel Bumper Systems 4th EditionDokument190 SeitenSteel Bumper Systems 4th EditionSriharsha SV100% (1)
- International Journal of Plasticity: Angela Y. Ku, Akhtar S. Khan, Thomas GN Aupel-HeroldDokument32 SeitenInternational Journal of Plasticity: Angela Y. Ku, Akhtar S. Khan, Thomas GN Aupel-HeroldpurnashisNoch keine Bewertungen
- 08 Plasticity 01 Introduction PDFDokument11 Seiten08 Plasticity 01 Introduction PDFAmmar A. AliNoch keine Bewertungen
- Solution Concept Questions PDFDokument112 SeitenSolution Concept Questions PDFuae2005Noch keine Bewertungen