Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Imp Points On Pipe SizeDokument2 SeitenImp Points On Pipe SizeTejas PatelNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Interview Questions Answers For Planning Engineers R.00222Dokument25 SeitenInterview Questions Answers For Planning Engineers R.00222Kingshuk SarkarNoch keine Bewertungen
- Dictionary of Oil Industry TerminologyDokument79 SeitenDictionary of Oil Industry Terminologyniksharris100% (22)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Elec Workflow PDFDokument1 SeiteElec Workflow PDFTejas Patel100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Electrode CalculationDokument2 SeitenElectrode CalculationTejas PatelNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elec Workflow PDFDokument1 SeiteElec Workflow PDFTejas Patel100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Purging Brochure PDFDokument19 SeitenPurging Brochure PDFjustinctlNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Edexcel Higher Fluid Mechanics H1 Unit 8 NQF Level 4 Outcome 2 Viscosity Tutorial 2 - The Viscous Nature of FluidsDokument10 SeitenEdexcel Higher Fluid Mechanics H1 Unit 8 NQF Level 4 Outcome 2 Viscosity Tutorial 2 - The Viscous Nature of FluidsTejas PatelNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- IELTS TutorialDokument2 SeitenIELTS TutorialTejas PatelNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
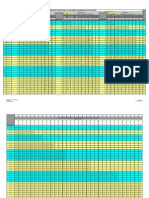
- Studs and Bolts Chart For BFVDokument1 SeiteStuds and Bolts Chart For BFVtejasp8388Noch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Distillation Column BasicsDokument4 SeitenDistillation Column BasicsTejas PatelNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- 1 Piping CostingDokument33 Seiten1 Piping Costingamoldhole97% (34)
- Task 2 Sample Essay Reducing CrimeDokument3 SeitenTask 2 Sample Essay Reducing CrimeTejas PatelNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Distillation Column BasicsDokument4 SeitenDistillation Column BasicsTejas PatelNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Plot Plan & Equipment LayoutDokument6 SeitenPlot Plan & Equipment LayoutTejas PatelNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- MtrlsDokument19 SeitenMtrlsTejas PatelNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Material TestsDokument8 SeitenMaterial TestsTejas PatelNoch keine Bewertungen
- Piping Material Specification-GeneralDokument15 SeitenPiping Material Specification-GeneralTejas PatelNoch keine Bewertungen
- Concepts of Pipe Stress AnalysisDokument54 SeitenConcepts of Pipe Stress AnalysisTejas Patel100% (12)
- Welcome To Presentation On: Pipe Support Systems & Piping FlexibilityDokument67 SeitenWelcome To Presentation On: Pipe Support Systems & Piping Flexibilitysids8292% (24)
- Piping ArrangementDokument5 SeitenPiping ArrangementTejas PatelNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Pipe Solutions LTD - Technical Reference Guide - Thermal Pipe ExpansionDokument28 SeitenPipe Solutions LTD - Technical Reference Guide - Thermal Pipe Expansionrebecca991027Noch keine Bewertungen
- Basic Instrumentation For Oil Gas Industries - Presentation - 29.08.10Dokument101 SeitenBasic Instrumentation For Oil Gas Industries - Presentation - 29.08.10Tejas Patel100% (5)
- Peaking BandingDokument2 SeitenPeaking Bandingsetak100% (4)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Steel ConnectionsDokument56 SeitenSteel ConnectionsTejas Patel94% (16)
- Structural Steel Erection Best PracticesDokument60 SeitenStructural Steel Erection Best Practicessudhakarballur92% (26)
- Piping Design Guide-Vertical DrumsDokument9 SeitenPiping Design Guide-Vertical DrumsTejas PatelNoch keine Bewertungen
- Butt Fusion ParametersDokument9 SeitenButt Fusion ParametersarkadjyothiprakashNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- HDPE DesignDokument15 SeitenHDPE Designalmandhari3380% (5)
- SCIENCE 10 - Q4 - MOD5 - Chemical Reaction For BookletfDokument12 SeitenSCIENCE 10 - Q4 - MOD5 - Chemical Reaction For BookletfRetep ArenNoch keine Bewertungen
- Metal Joining ProcessDokument28 SeitenMetal Joining ProcessVenkatesh Modi100% (2)
- Globally Harmonized System of Classification and Labeling of ChemicalsDokument10 SeitenGlobally Harmonized System of Classification and Labeling of ChemicalsHani Ari FadhilahNoch keine Bewertungen
- A. Introduction To WeldingDokument29 SeitenA. Introduction To WeldingRonel LawasNoch keine Bewertungen
- Civil Engineering Interview Questions and Answers - Part 3 PDFDokument2 SeitenCivil Engineering Interview Questions and Answers - Part 3 PDFSiva2sankarNoch keine Bewertungen
- B GH I Ea: CJC DesorberDokument6 SeitenB GH I Ea: CJC DesorberKarim Ahmed El SayedNoch keine Bewertungen
- 4th March 2023 Full Day RPD Design RPDokument184 Seiten4th March 2023 Full Day RPD Design RPrajibchattarajNoch keine Bewertungen
- Air Quality Meter Gasman-H2S Hydrogen Sulfide - PCE InstrumentsDokument3 SeitenAir Quality Meter Gasman-H2S Hydrogen Sulfide - PCE InstrumentsSalman HaroonNoch keine Bewertungen
- Development of A Model Code For Direct Displacement Based Seismic Design Calvi 2009Dokument31 SeitenDevelopment of A Model Code For Direct Displacement Based Seismic Design Calvi 2009pouyamhNoch keine Bewertungen
- Wek MeDokument6 SeitenWek MeZoila FigueroaNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- EM - 1110-2-2902 - Cimentacion de Tuberias PDFDokument87 SeitenEM - 1110-2-2902 - Cimentacion de Tuberias PDFJose PardoNoch keine Bewertungen
- Syllabus For The Trade of Fitter: First Semester (Semester Code No. FTR - 01) Duration: Six Month Week Trade Theory NoDokument8 SeitenSyllabus For The Trade of Fitter: First Semester (Semester Code No. FTR - 01) Duration: Six Month Week Trade Theory NosidNoch keine Bewertungen
- Welcome To Grcuk One of EuropeDokument8 SeitenWelcome To Grcuk One of EuropeIqbal F AwaluddinNoch keine Bewertungen
- SQWTS PH3 Direct ManpowerDokument42 SeitenSQWTS PH3 Direct ManpowerOsama AliNoch keine Bewertungen
- Material Safety Data Sheet Visco XCDDokument4 SeitenMaterial Safety Data Sheet Visco XCDfs1640Noch keine Bewertungen
- Final Report FB-2018-1 PDFDokument75 SeitenFinal Report FB-2018-1 PDFRatik GaonkarNoch keine Bewertungen
- Proofex Torchseal 3P and 4PDokument2 SeitenProofex Torchseal 3P and 4PSAKUNoch keine Bewertungen
- Algerian CondensateDokument3 SeitenAlgerian CondensateibrankNoch keine Bewertungen
- Multi Axial Loading - ResourceDokument29 SeitenMulti Axial Loading - ResourceEirickTrejozuñigaNoch keine Bewertungen
- PPTDokument11 SeitenPPTBHAVESH JOSHINoch keine Bewertungen
- Chapter 10 - States of MatterDokument31 SeitenChapter 10 - States of Matterjim tannerNoch keine Bewertungen
- Nem Sd5 Mas 00-00-0092 Mie 68 JSC Rubber SealDokument30 SeitenNem Sd5 Mas 00-00-0092 Mie 68 JSC Rubber SealLy Thanh HaNoch keine Bewertungen
- Smart Material and Intelligent System Design (NOC19-ME68) : Assignment 2Dokument5 SeitenSmart Material and Intelligent System Design (NOC19-ME68) : Assignment 2Prakash Singh100% (2)
- 2015-5 - TechPresentation - Bentley ASME RTP 1Dokument71 Seiten2015-5 - TechPresentation - Bentley ASME RTP 1Christian Cobo100% (4)
- Lubricating Oil RecommendationsDokument7 SeitenLubricating Oil RecommendationsMohamed ZakiNoch keine Bewertungen
- Automig 70S-61Dokument1 SeiteAutomig 70S-61tarun kaushalNoch keine Bewertungen
- Iso 16396 1 2015Dokument11 SeitenIso 16396 1 2015fNoch keine Bewertungen
- Goncz 2015Dokument11 SeitenGoncz 2015Anonymous LaMda8EXNoch keine Bewertungen
- En 13811Dokument12 SeitenEn 13811Dule JovanovicNoch keine Bewertungen
- Internship On Vermicomposting Edit NewDokument12 SeitenInternship On Vermicomposting Edit NewApoorva JainNoch keine Bewertungen
- Arizona, Utah & New Mexico: A Guide to the State & National ParksVon EverandArizona, Utah & New Mexico: A Guide to the State & National ParksBewertung: 4 von 5 Sternen4/5 (1)
- South Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptVon EverandSouth Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptBewertung: 5 von 5 Sternen5/5 (1)