MAILAM INDIA LIMITED
QW-482: WELDING PROCEDURE SPECIFICATION (WPS)
WPS No: Date: Revision No: 0 Date: 12/11/09
Welding Process: FCAW Type:MANUAL
JOINTS (QW-402):
Joint Design: GROOVE (see sketch below) Backing: NO
BASE METALS (QW-403):
Specification: 515 Gr 60/70 -SS Weld Overlay of E316L (Mo2.5% Min)
FILLER METALS(QW-404):
SFA No(Specification): 5.22 AWS No(Classification): E309MOLT1-1/4 /E316LT1-1/4
F-No: 6 A-No: 8 Size of Filler Metal: 1.6mm
Weld Metal Thickness Range (Groove): ( 3/5 mm SS Weld overlay ) 3TO 10 mm
POSITIONS (OW-405):
Position(s) of Welding (Groove): Flat Welding Progression: NA
PREHEAT (QW-406):
Preheat Temperature: 20 DEGREE C MIN Interpass Temperature: 100 DEGREE C MAX
Preheat Maintenance: NA
POSTWELD HEATTREATMENT (QW-407):
Temperature Range: NA Time Range: NA
GAS (OW-408):
Shielding Gas: Ar-CO2 Flow Rate:18/20 l/Hr
ELECTRICAL CHARACTERISTICS (QW-409):
Electrode Polarity: DCEP Amps (Range): see table below Volts (Range): see table below
TECHNIQUE (QW-410):
Multiple or Single Pass (per side):MULTIPLE PASS Bead:STRINGER Peening:NIL
Initial and Interpass Cleaning: BRUSHING (SS )/ GRINDING (Al2O3 Type)
Method of Back Gouging: NA
WELD JOINT SKETCH:
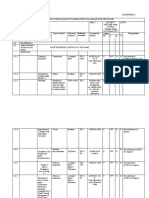
WELDING PARAMETERS:
WELD
LAYER (No)
ELECTRODE
DIA (mm)
CURRENT
RANGE (A)
VOLTAGE
RANGE (V)
SPEED
RANGE (MM/MIN)
OTHER
E309MoLT1/4 1.6 160-180 22-24 200-250
E316LT1/4 1.6 200-230 23-25 200-250
Das könnte Ihnen auch gefallen
- WPS, PQR & WPQ - Duplex 2205Dokument20 SeitenWPS, PQR & WPQ - Duplex 2205prod41525% (4)
- WPS For Structure Mild Steel Fillet WeldDokument2 SeitenWPS For Structure Mild Steel Fillet WeldHarkesh Rajput76% (17)
- APV Paraflow Plate HX ManualDokument31 SeitenAPV Paraflow Plate HX ManualAnonymous gwldee5100% (2)
- Liquid Penetrant Examination ReportDokument7 SeitenLiquid Penetrant Examination ReportmizanNoch keine Bewertungen
- Sa 516 GR 70 WPSDokument5 SeitenSa 516 GR 70 WPSRajesh Owaiyar71% (7)
- Smaw PQR FinalDokument3 SeitenSmaw PQR Finalsheikmoin100% (1)
- Proposed WPSDokument2 SeitenProposed WPSChisom Ikengwu100% (2)
- Welding Consumables Control RegisterDokument5 SeitenWelding Consumables Control RegisterAli Mhaskar100% (2)
- Fit-Up Inspection Report PDFDokument1 SeiteFit-Up Inspection Report PDFAlfian Imaduddin100% (1)
- Pwps Jo Wps Asme 016 Rev.001Dokument2 SeitenPwps Jo Wps Asme 016 Rev.001Bagandi ManurungNoch keine Bewertungen
- Welding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Dokument2 SeitenWelding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Harshit AdwaniNoch keine Bewertungen
- Welding Parameter Sheet - PQR - TemplateDokument1 SeiteWelding Parameter Sheet - PQR - TemplatevalararumugamsNoch keine Bewertungen
- LBW WOPQ REV. 2010a Interactive FormDokument1 SeiteLBW WOPQ REV. 2010a Interactive Formcosmicbunny100% (1)
- Welding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONDokument3 SeitenWelding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONJennifer French100% (2)
- Dimensional Inspection ReportDokument1 SeiteDimensional Inspection ReportAlfian ImaduddinNoch keine Bewertungen
- WPS-Tube To Tube Sheet (SS-SS)Dokument2 SeitenWPS-Tube To Tube Sheet (SS-SS)suria qaqcNoch keine Bewertungen
- Wps Is 2062 GR B Butt-OkDokument2 SeitenWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- WPS and PQRDokument4 SeitenWPS and PQRdandiar1Noch keine Bewertungen
- Sample Wps-Carbon Steel GTAW+SMAWDokument2 SeitenSample Wps-Carbon Steel GTAW+SMAWchetan85100% (7)
- Hempel Book Marine PDFDokument336 SeitenHempel Book Marine PDFAsad Bin Ala Qatari100% (2)
- Model QAP For Plates1Dokument3 SeitenModel QAP For Plates1tarun kaushalNoch keine Bewertungen
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDokument5 SeitenWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- According To ASME IX: Welding Procedure Specification (W.P.S)Dokument4 SeitenAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehNoch keine Bewertungen
- Fcaw 16 THKDokument5 SeitenFcaw 16 THKparesh2387Noch keine Bewertungen
- Wps - Asme Ix - Gtaw - PipaDokument5 SeitenWps - Asme Ix - Gtaw - PipaMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- Wps Aws d1.1 Ss400 To Ss400 Gmaw-RevDokument2 SeitenWps Aws d1.1 Ss400 To Ss400 Gmaw-RevAnonymous zfC1zo9C100% (1)
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Dokument2 SeitenWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabNoch keine Bewertungen
- 19403955-WPS M.S. Is 2062Dokument10 Seiten19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- Welder Monitoring SheetDokument1 SeiteWelder Monitoring SheetQC apollohx100% (1)
- Sample API 1104 WpsDokument6 SeitenSample API 1104 Wpsjacquesmayol100% (2)
- WPS 2014-002 006 - 6G PipeDokument3 SeitenWPS 2014-002 006 - 6G PipejeswinNoch keine Bewertungen
- Wps 1010 IfrDokument28 SeitenWps 1010 IfrSyed Mahmud Habibur RahmanNoch keine Bewertungen
- 004 Gtaw P5aDokument16 Seiten004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- Carbon Steel: Wps No. Rev. P.No Material PQR Thickness Process PWHT Preheat SR # Filler MaterialDokument6 SeitenCarbon Steel: Wps No. Rev. P.No Material PQR Thickness Process PWHT Preheat SR # Filler Materialvipin100% (1)
- WPQ Sample PrintoutDokument1 SeiteWPQ Sample PrintoutKannan VelNoch keine Bewertungen
- Wps Gmaw SawDokument2 SeitenWps Gmaw Sawupedro26Noch keine Bewertungen
- HOANG TRUNG KIEN - 6G GTAW + SMAW (Duplex, T 18.26mm)Dokument3 SeitenHOANG TRUNG KIEN - 6G GTAW + SMAW (Duplex, T 18.26mm)TuTuy AnNoch keine Bewertungen
- Welding Visual Inspection FormatDokument2 SeitenWelding Visual Inspection Formatgst ajah100% (3)
- (Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2Dokument2 Seiten(Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2amit singh100% (2)
- Plumbness Check ReportDokument50 SeitenPlumbness Check ReportMuhammad Fitransyah Syamsuar Putra88% (8)
- Val Caraig WPQTDokument1 SeiteVal Caraig WPQTMark Jason M. BrualNoch keine Bewertungen
- Welding Procedure SpecificationDokument27 SeitenWelding Procedure SpecificationGopakumar K100% (2)
- Electrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedureDokument2 SeitenElectrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedurePrashant Puri100% (1)
- Sample Welder ID As Per ASME Section IXDokument99 SeitenSample Welder ID As Per ASME Section IXVivek Jadhav100% (1)
- DP Format Bhel 1Dokument1 SeiteDP Format Bhel 1narayandasraikwar100% (1)
- For Fillet Weld Joint Project:Production ManifoldDokument1 SeiteFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- JNK Heaters Co - LTD: Ferrite Test ReportDokument1 SeiteJNK Heaters Co - LTD: Ferrite Test ReportUzorNoch keine Bewertungen
- ASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationDokument2 SeitenASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationAmit SharmaNoch keine Bewertungen
- Engineering Standards Manual - Welding Standards M Anual - Volume 3 Welding Procedure SpecificationsDokument3 SeitenEngineering Standards Manual - Welding Standards M Anual - Volume 3 Welding Procedure Specificationslaz_k50% (2)
- WPS Api 1104Dokument3 SeitenWPS Api 1104miguelNoch keine Bewertungen
- PQRDokument2 SeitenPQRSreenivas Kamachi Chettiar100% (1)
- Aws d1.1 WPS, PQR & WQTDokument4 SeitenAws d1.1 WPS, PQR & WQTWeld Bro SandeepNoch keine Bewertungen
- Tube Expansion Report Format r.0Dokument1 SeiteTube Expansion Report Format r.0fizanlamin100% (2)
- 16 Electrode QualificationDokument11 Seiten16 Electrode QualificationAkhilesh Kumar67% (3)
- WPS - PQR (Sa516 GR.70)Dokument4 SeitenWPS - PQR (Sa516 GR.70)miltonangulomorrisNoch keine Bewertungen
- Wps For Ss 304Dokument3 SeitenWps For Ss 304Sajit PillaiNoch keine Bewertungen
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDokument6 SeitenWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNoch keine Bewertungen
- Mailam India Limited Qw-482: Welding Procedure Specification (WPS)Dokument2 SeitenMailam India Limited Qw-482: Welding Procedure Specification (WPS)Asad Bin Ala QatariNoch keine Bewertungen
- QW-482 (WPS) GTAW 4MM FilletDokument4 SeitenQW-482 (WPS) GTAW 4MM FilletBalkishan DyavanapellyNoch keine Bewertungen
- Welding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection WorkDokument10 SeitenWelding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection Workvijayshelke100% (1)
- Wps Sp14 Reva PDFDokument9 SeitenWps Sp14 Reva PDFravi00098Noch keine Bewertungen
- Welding Procedure Specification: Technip KT India LimitedDokument5 SeitenWelding Procedure Specification: Technip KT India LimitedDeepak100% (1)
- Alloying ElementsDokument2 SeitenAlloying ElementsSrinivasan RaviNoch keine Bewertungen
- Consumables For HSSDokument5 SeitenConsumables For HSSAsad Bin Ala QatariNoch keine Bewertungen
- Fabrication Aspects of Cold / Hot Forming of Tubes and PipesDokument32 SeitenFabrication Aspects of Cold / Hot Forming of Tubes and PipesAsad Bin Ala QatariNoch keine Bewertungen
- Normalization and Temper Heat Treatment On P91Dokument6 SeitenNormalization and Temper Heat Treatment On P91Asad Bin Ala Qatari100% (2)
- Need of P91Dokument26 SeitenNeed of P91Asad Bin Ala Qatari100% (3)
- AWS Lecture NotesDokument4 SeitenAWS Lecture NotesAsad Bin Ala Qatari0% (1)
- Eff - Consumables On HICDokument12 SeitenEff - Consumables On HICAsad Bin Ala QatariNoch keine Bewertungen
- Fabrication Aspects of Cold / Hot Forming of Tubes and PipesDokument32 SeitenFabrication Aspects of Cold / Hot Forming of Tubes and PipesAsad Bin Ala QatariNoch keine Bewertungen
- CR Mo by Gross PDFDokument26 SeitenCR Mo by Gross PDFAsad Bin Ala QatariNoch keine Bewertungen
- CorrectivePreventive Action-Report On T91Dokument3 SeitenCorrectivePreventive Action-Report On T91E.C.MADHUDUDHANA REDDYNoch keine Bewertungen
- CR Mo Steels HistoryDokument20 SeitenCR Mo Steels HistoryAsad Bin Ala QatariNoch keine Bewertungen
- CR Mo Issues of Concern 6Dokument33 SeitenCR Mo Issues of Concern 6Asad Bin Ala Qatari100% (1)
- CR Mo Temper EmbrittlementDokument26 SeitenCR Mo Temper EmbrittlementAsad Bin Ala QatariNoch keine Bewertungen
- Chrome Moly ForewordDokument2 SeitenChrome Moly ForewordAsad Bin Ala QatariNoch keine Bewertungen
- U (1) .G Piping ProtectionDokument5 SeitenU (1) .G Piping ProtectionAsad Bin Ala QatariNoch keine Bewertungen
- Basic Points of P91Dokument4 SeitenBasic Points of P91Asad Bin Ala Qatari100% (1)
- Welding PositionsDokument116 SeitenWelding PositionsASAPASAPASAPNoch keine Bewertungen
- The Business of ParadigmsDokument1 SeiteThe Business of ParadigmsAsad Bin Ala QatariNoch keine Bewertungen
- Polysiloxane CoatingsDokument8 SeitenPolysiloxane CoatingsminhnnNoch keine Bewertungen
- 9Cr-Mo C&FDokument90 Seiten9Cr-Mo C&FAsad Bin Ala QatariNoch keine Bewertungen
- Norsok L-004-CR Ror OgDokument29 SeitenNorsok L-004-CR Ror OgWissam Jarmak100% (2)
- PD BasisDokument2 SeitenPD BasisAsad Bin Ala QatariNoch keine Bewertungen
- Welding and Inspection of PipingDokument20 SeitenWelding and Inspection of PipingMohammed Najim89% (9)
- Heat ExchangerDokument51 SeitenHeat ExchangerJignesh PandyaNoch keine Bewertungen
- 2 - Niro Standard 1.61Dokument6 Seiten2 - Niro Standard 1.61Jignesh PandyaNoch keine Bewertungen
- Shope Inspection Guidelines - 2009Dokument292 SeitenShope Inspection Guidelines - 2009Asad Bin Ala QatariNoch keine Bewertungen
- Zinc Silicate PrimersDokument9 SeitenZinc Silicate PrimersminhnnNoch keine Bewertungen
- Inspection of Double Tube Sheet Exch - Presentation1Dokument37 SeitenInspection of Double Tube Sheet Exch - Presentation1Asad Bin Ala QatariNoch keine Bewertungen
- 1 - Niro Standard 6.01 PDFDokument10 Seiten1 - Niro Standard 6.01 PDFJignesh PandyaNoch keine Bewertungen
- Lab Report TemplateDokument6 SeitenLab Report Templatecgjp120391Noch keine Bewertungen
- 1 s2.0 S2214993722001270 MainDokument12 Seiten1 s2.0 S2214993722001270 MainnugrohoNoch keine Bewertungen
- 4.2-Bonding, Structure and The Properties of MatterDokument6 Seiten4.2-Bonding, Structure and The Properties of MatterGabriel HoNoch keine Bewertungen
- 29 MFCDokument20 Seiten29 MFCVijaya GosuNoch keine Bewertungen
- Activated Carbon PDFDokument10 SeitenActivated Carbon PDFDavid JoeventusNoch keine Bewertungen
- LebensmittelDokument582 SeitenLebensmittelmaria budiNoch keine Bewertungen
- Research PaperDokument7 SeitenResearch PaperJafarNoch keine Bewertungen
- Unit-I Chemical Bonding and Molecular Structure: (18 Contact Hours)Dokument3 SeitenUnit-I Chemical Bonding and Molecular Structure: (18 Contact Hours)Imran Afzal BhatNoch keine Bewertungen
- Plate RectangularDokument7 SeitenPlate RectangularRiyazuddin MahamadNoch keine Bewertungen
- Adiabatic Temperature Rise ConstantDokument3 SeitenAdiabatic Temperature Rise ConstantNamik HadziibrahimovicNoch keine Bewertungen
- Emulsion Polymerization and Latex ApplicationsDokument158 SeitenEmulsion Polymerization and Latex ApplicationsGemunu Wilson75% (4)
- The Top 10 Reasons Why You Shall Pick Tupperware Nano Water Filtration SystemDokument12 SeitenThe Top 10 Reasons Why You Shall Pick Tupperware Nano Water Filtration Systemsyahmi1337Noch keine Bewertungen
- Basic Principles of Tube Line FabricationDokument69 SeitenBasic Principles of Tube Line Fabricationshan4600Noch keine Bewertungen
- Chemistry Notes For Class 12 Chapter 5 Surface ChemistryDokument10 SeitenChemistry Notes For Class 12 Chapter 5 Surface ChemistryNelsonMoseMNoch keine Bewertungen
- Fabrica CloroDokument90 SeitenFabrica Cloromarketing engezerNoch keine Bewertungen
- BGA-EnG-MATL-TS-0007 Fabrication of Equipment and Piping Rev 02aDokument44 SeitenBGA-EnG-MATL-TS-0007 Fabrication of Equipment and Piping Rev 02aGururaj P Kundapur100% (1)
- Catalogo Bomba DiafragmaDokument19 SeitenCatalogo Bomba DiafragmaMaria Jose Araya CortesNoch keine Bewertungen
- Presentation Beton Limbah Kulit KerangDokument19 SeitenPresentation Beton Limbah Kulit KerangDiniNoch keine Bewertungen
- Desulfurization of SteelDokument77 SeitenDesulfurization of SteelParul KotaNoch keine Bewertungen
- Polysep ManualDokument12 SeitenPolysep ManualBrian KomivesNoch keine Bewertungen
- 3.2.6-Beam Design - PpsDokument34 Seiten3.2.6-Beam Design - PpsNguyen Duc CuongNoch keine Bewertungen
- MSDS ChauvetDokument5 SeitenMSDS ChauvetJaime PeraltaNoch keine Bewertungen
- Foamysense n60k PolymerDokument4 SeitenFoamysense n60k Polymerthanhviet02072000Noch keine Bewertungen
- The Chemistry of Organophosphorus Compounds. Phosphonium Salts, Ylides and Phosphoranes. - Hartley, F. (1994)Dokument455 SeitenThe Chemistry of Organophosphorus Compounds. Phosphonium Salts, Ylides and Phosphoranes. - Hartley, F. (1994)JuanNoch keine Bewertungen
- Green Chemistry - Wikipedia, The Free EncyclopediaDokument3 SeitenGreen Chemistry - Wikipedia, The Free Encyclopedia9894786946Noch keine Bewertungen
- Adnan's Pharmaceutical Instrumentation by Adnan Sarwar Chaudhary & Saad MuhaDokument100 SeitenAdnan's Pharmaceutical Instrumentation by Adnan Sarwar Chaudhary & Saad MuhaEmman Nishat100% (1)
- Cutting Processes - Plasma Arc Cutting - Process and Equipment ConsiderationsDokument5 SeitenCutting Processes - Plasma Arc Cutting - Process and Equipment ConsiderationsSairul SahariNoch keine Bewertungen
- Coating Deterioration: Kenneth B. Tator, KTA-Tator, IncDokument12 SeitenCoating Deterioration: Kenneth B. Tator, KTA-Tator, IncRomilson AndradeNoch keine Bewertungen