Das könnte Ihnen auch gefallen
- Manual de inspección en las instalaciones de viviendas y 100 pos.fallosVon EverandManual de inspección en las instalaciones de viviendas y 100 pos.fallosNoch keine Bewertungen
- Informe Sesion N°1Dokument9 SeitenInforme Sesion N°1José ArteagaNoch keine Bewertungen
- Tallímetro Grande 10976 PDFDokument2 SeitenTallímetro Grande 10976 PDFdelys100% (1)
- Pensum Por PeriodoDokument7 SeitenPensum Por PeriodoJuan Carlos PasquezNoch keine Bewertungen
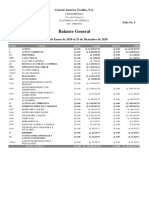
- Balance GeneralDokument2 SeitenBalance GeneralIng.IvargasNoch keine Bewertungen
- Minuta para La Extracción de Testigos y CalicatasDokument6 SeitenMinuta para La Extracción de Testigos y CalicatasespartacoaresiusNoch keine Bewertungen
- Certificado Calibracion PhmetroDokument3 SeitenCertificado Calibracion PhmetroOscar R. PeñaNoch keine Bewertungen
- 3 Tarea No.13 ColaborativoDokument38 Seiten3 Tarea No.13 Colaborativopedromateus8Noch keine Bewertungen
- Caso de Estudio Excel-Ejercicios - 2Dokument6 SeitenCaso de Estudio Excel-Ejercicios - 2Alejandro Gallardo MoranNoch keine Bewertungen
- Ada Luz Milagros Espinoza Rica LD IDokument12 SeitenAda Luz Milagros Espinoza Rica LD IAlessandra EspinozaNoch keine Bewertungen
- QaDokument2 SeitenQaDct OscarNoch keine Bewertungen
- Muestreo de Aceptación - GRUPO 2Dokument35 SeitenMuestreo de Aceptación - GRUPO 2André Molina100% (1)
- Plantilla Parcial 2 CalidadDokument22 SeitenPlantilla Parcial 2 CalidadAndrea SisirucaNoch keine Bewertungen
- CAB-01-401-23 MICOTOX LTDA 109 G 0,1 MG 20230928 (SUPLEMENTO)Dokument4 SeitenCAB-01-401-23 MICOTOX LTDA 109 G 0,1 MG 20230928 (SUPLEMENTO)elder diazNoch keine Bewertungen
- Taller 6 - CalidadDokument7 SeitenTaller 6 - CalidadISCO100% (1)
- Trabajo Final Six SigmaDokument17 SeitenTrabajo Final Six SigmaDetaLove CompanyNoch keine Bewertungen
- Informe de Instalación - Carulla PinaresDokument21 SeitenInforme de Instalación - Carulla PinaresAnuar Amaya AlsinaNoch keine Bewertungen
- Evaluacion de Primer Trimestre Ciencias Septimo GradoDokument24 SeitenEvaluacion de Primer Trimestre Ciencias Septimo GradoalejandroNoch keine Bewertungen
- Telurometro Megabras MTD20KWR 23J0206 WHG Solutions S.A.C.Dokument2 SeitenTelurometro Megabras MTD20KWR 23J0206 WHG Solutions S.A.C.anabelNoch keine Bewertungen
- CP y CPKDokument169 SeitenCP y CPKGloria MejiaNoch keine Bewertungen
- Sesión XiiiDokument37 SeitenSesión Xiiinely venturaNoch keine Bewertungen
- Ejercicio Desarrollado de Control de CalidadDokument3 SeitenEjercicio Desarrollado de Control de CalidadJuniorNoch keine Bewertungen
- Ejercicio Desarrollado de Control de CalidadDokument3 SeitenEjercicio Desarrollado de Control de CalidadJunior75% (4)
- Proyecto Integrador Control y Aseg. de La CalidadDokument44 SeitenProyecto Integrador Control y Aseg. de La CalidadBrian JaramilloNoch keine Bewertungen
- CC Electrobisturí 20460Dokument2 SeitenCC Electrobisturí 20460Santiago Puerta SánchezNoch keine Bewertungen
- Práctica 2.1 Ofimatica Isaela NuñezDokument6 SeitenPráctica 2.1 Ofimatica Isaela NuñezIsa Núñez100% (1)
- Informe Laboratorio 6Dokument7 SeitenInforme Laboratorio 6Luis Fernando Carrera ReyesNoch keine Bewertungen
- Estadistica DescriptivaDokument3 SeitenEstadistica Descriptivajuan lopezNoch keine Bewertungen
- Itemizado-Iiee Jockey PlazaqDokument8 SeitenItemizado-Iiee Jockey PlazaqRafael QuispeNoch keine Bewertungen
- Tres 2Dokument5 SeitenTres 2League of SlashNoch keine Bewertungen
- Os - 35106 - 23 - Fspr-Ccpi - 00820 - 163955Dokument4 SeitenOs - 35106 - 23 - Fspr-Ccpi - 00820 - 163955Tomas FerrerNoch keine Bewertungen
- Analizador de Flujo de GasesDokument3 SeitenAnalizador de Flujo de Gasessebastian perezNoch keine Bewertungen
- PLA - 0201719-0-0000-720-001 - Rev.0 Plan de CalidadDokument14 SeitenPLA - 0201719-0-0000-720-001 - Rev.0 Plan de CalidadAlejandro CastroNoch keine Bewertungen
- Tarea 1Dokument47 SeitenTarea 1Yobana TolentinoNoch keine Bewertungen
- Tarea 1Dokument46 SeitenTarea 1Yobana TolentinoNoch keine Bewertungen
- Comparto 'Practica de Aula Sesion 02 (4) ' Con UstedDokument9 SeitenComparto 'Practica de Aula Sesion 02 (4) ' Con UstedSARA TABITA FLORIAN DE LA CRUZNoch keine Bewertungen
- Proyecto Final TIA2Dokument22 SeitenProyecto Final TIA2Jesus AguilarNoch keine Bewertungen
- Ubicaciones Chihuahua 07 AgostoDokument31 SeitenUbicaciones Chihuahua 07 Agostoestefania perez escobarNoch keine Bewertungen
- Pruebas en Un TransformadorDokument20 SeitenPruebas en Un TransformadorEdizon Ramos OrtizNoch keine Bewertungen
- PC 2 ES6A 05 CASI CASIdocDokument12 SeitenPC 2 ES6A 05 CASI CASIdocManuel GuillenNoch keine Bewertungen
- Certificados de CalibracionDokument2 SeitenCertificados de CalibracionDilson GutierrezNoch keine Bewertungen
- Balance de Prueba RealDokument8 SeitenBalance de Prueba Realmotel la iguanaNoch keine Bewertungen
- Control de CalidadDokument16 SeitenControl de CalidadBetsi Carely Ochoa MantillaNoch keine Bewertungen
- Prueba Número 1 Métodos Estadísticos IIDokument3 SeitenPrueba Número 1 Métodos Estadísticos IIPedro VillatoroNoch keine Bewertungen
- Taller - Capacidad de ProcesosDokument1 SeiteTaller - Capacidad de ProcesosNando HerreraNoch keine Bewertungen
- Sobre Pruebas Elec A TXDokument7 SeitenSobre Pruebas Elec A TXTransformadores Eléctricos - Omar BarbosaNoch keine Bewertungen
- PORTAFOLIODokument14 SeitenPORTAFOLIOwendyNoch keine Bewertungen
- Ejercicio 1 AdmDokument3 SeitenEjercicio 1 Admhenry hernandezNoch keine Bewertungen
- Ejercicio Desarrollado de Control de CalidadDokument4 SeitenEjercicio Desarrollado de Control de CalidadmarinaNoch keine Bewertungen
- Corriente 314412Dokument2 SeitenCorriente 314412Victor BaqueroNoch keine Bewertungen
- Práctica 2.1 AnaVillaDokument6 SeitenPráctica 2.1 AnaVillaAna VillaNoch keine Bewertungen
- Balance DetalladoDokument9 SeitenBalance DetalladoGREIDY ANDRES CASTAÑEDA ARDILANoch keine Bewertungen
- Informe 1 y 2 Procesos de FabricacionDokument3 SeitenInforme 1 y 2 Procesos de Fabricacionluis manuelNoch keine Bewertungen
- CT Demanda - CompressedDokument6 SeitenCT Demanda - CompressedJosé Ángel PereezNoch keine Bewertungen
- Infantometro PDFDokument2 SeitenInfantometro PDFdelysNoch keine Bewertungen
- 20-08-000 - Metrel Mi 3201 - 641-1Dokument5 Seiten20-08-000 - Metrel Mi 3201 - 641-1Kevin RojasNoch keine Bewertungen
- CC Desfibrilador 2020 20692Dokument2 SeitenCC Desfibrilador 2020 20692Santiago Puerta Sánchez100% (1)
- Cap 15 OTROS PLANES MUESTREODokument89 SeitenCap 15 OTROS PLANES MUESTREOAILEONNoch keine Bewertungen
- OS - 35106 - 23 - FSPR-CCPI - 00813 - 2564-341014 - 110 KPaDokument4 SeitenOS - 35106 - 23 - FSPR-CCPI - 00813 - 2564-341014 - 110 KPaTomas FerrerNoch keine Bewertungen
- AUTDESGLOMDokument12 SeitenAUTDESGLOMDaqlin SampsonNoch keine Bewertungen
- Pregunta Dinamizadora PDFDokument4 SeitenPregunta Dinamizadora PDFleimer salcedoNoch keine Bewertungen
- Tecnología e Informática 1Dokument7 SeitenTecnología e Informática 1Miriam AnguloNoch keine Bewertungen
- Perfil de PuestosDokument3 SeitenPerfil de PuestosSteffiPS100% (1)
- OclusionDokument9 SeitenOclusionivett gonzalezNoch keine Bewertungen
- Ají de MaracuyáDokument8 SeitenAjí de MaracuyáOscarina ArciaNoch keine Bewertungen
- Solucion Taller IndividualDokument5 SeitenSolucion Taller IndividualjunitabonitaNoch keine Bewertungen
- Caso Clínico Obesidad InfantilDokument5 SeitenCaso Clínico Obesidad InfantilPaola BejaranoNoch keine Bewertungen
- MA263 2021-01 Sesión 2.1 Construcción y Descripción de Regiones - SX51Dokument29 SeitenMA263 2021-01 Sesión 2.1 Construcción y Descripción de Regiones - SX51Nelida Chinguel HuamanNoch keine Bewertungen
- Informe de Apoyo Sve-DmeDokument13 SeitenInforme de Apoyo Sve-DmeriveravarelaNoch keine Bewertungen
- Imforme CalicataDokument10 SeitenImforme Calicatarussel calderon chochocaNoch keine Bewertungen
- Examen de Ciencias Naturales 2° SemestreDokument7 SeitenExamen de Ciencias Naturales 2° SemestreVeronica GuerreroNoch keine Bewertungen
- El OzonoDokument7 SeitenEl Ozonoyusneidy valentina quesada gomezNoch keine Bewertungen
- Nomenclatura Inorgánica. ResumenDokument18 SeitenNomenclatura Inorgánica. ResumenorianaNoch keine Bewertungen
- Harina de TusaDokument115 SeitenHarina de TusaLOMEJORPORTVNoch keine Bewertungen
- Reporte Secador Rotatorio TerminadoDokument10 SeitenReporte Secador Rotatorio TerminadoElmer Jimenez Alvarez90% (10)
- Manual de MontajeDokument12 SeitenManual de MontajePeter AmBalNoch keine Bewertungen
- Evaluación de La Depresión y Ansiedad - 9 Octubre 2022Dokument48 SeitenEvaluación de La Depresión y Ansiedad - 9 Octubre 2022Paolo Fabian Galecio EscobedoNoch keine Bewertungen
- Caracterizacion EstatalDokument299 SeitenCaracterizacion Estatalarq.guillermommNoch keine Bewertungen
- Aprendiendo A Confiar - Águila BlancaDokument14 SeitenAprendiendo A Confiar - Águila Blancaapi-3730322Noch keine Bewertungen
- Perdida y GananciasDokument2 SeitenPerdida y GananciasLuis Alonzo Reyes SiquerosNoch keine Bewertungen
- Tercer Periodo MatematicasDokument5 SeitenTercer Periodo MatematicasMagda MartinezNoch keine Bewertungen
- La Historia ClínicaDokument15 SeitenLa Historia ClínicaFranco ZapataNoch keine Bewertungen
- Introducción A La Ingeniería de Minera Vol. IV LAs Funciones de La Ingeniería MineraDokument46 SeitenIntroducción A La Ingeniería de Minera Vol. IV LAs Funciones de La Ingeniería MineraDIOMEDES YUNIOR CHAMORRO MONAGONoch keine Bewertungen
- Unidad 3 Ejecucion de EstrategiasDokument7 SeitenUnidad 3 Ejecucion de EstrategiasFernanda Bazaldua100% (4)
- Recurso AlzadaDokument26 SeitenRecurso AlzadabeabachiNoch keine Bewertungen
- 4-Formato Creacion de ArticulosDokument4 Seiten4-Formato Creacion de ArticulosLuis Carlos CAMELO CAMPUZANONoch keine Bewertungen
- Plan de Auditoria de La Empresa ECOMIN PERU S.A.Dokument7 SeitenPlan de Auditoria de La Empresa ECOMIN PERU S.A.mayco100% (2)
- Museo de Arte Contemporaneo NiteroiDokument23 SeitenMuseo de Arte Contemporaneo NiteroiRonald CauichNoch keine Bewertungen
- Tensiómetro Accura Dat - IGC - Innovación en Geosintéticos y ConstrucciónDokument4 SeitenTensiómetro Accura Dat - IGC - Innovación en Geosintéticos y ConstrucciónElio Anibal Flores RojasNoch keine Bewertungen