Das könnte Ihnen auch gefallen
- Decorative Chromium PlatingDokument8 SeitenDecorative Chromium Platingcauthon82Noch keine Bewertungen
- Trivalent Chromium Passivation - 27!04!11Dokument7 SeitenTrivalent Chromium Passivation - 27!04!11smallik3Noch keine Bewertungen
- Amorphous and Nano Alloys Electroless Depositions: Technology, Composition, Structure and TheoryVon EverandAmorphous and Nano Alloys Electroless Depositions: Technology, Composition, Structure and TheoryNoch keine Bewertungen
- Electrodeposition of Chromium from Chromic Acid SolutionsVon EverandElectrodeposition of Chromium from Chromic Acid SolutionsBewertung: 4 von 5 Sternen4/5 (1)
- Chromate Conversion Coatings On Aluminium - Influences of AlloyingDokument16 SeitenChromate Conversion Coatings On Aluminium - Influences of AlloyingDaniel Alfonso Moreno VerbelNoch keine Bewertungen
- CrO3 Alternatives in Decorative and Functional Plating PDFDokument22 SeitenCrO3 Alternatives in Decorative and Functional Plating PDFLukeNoch keine Bewertungen
- Hard Chrome PlatingDokument2 SeitenHard Chrome PlatingGuru SamyNoch keine Bewertungen
- Chrom I TingDokument11 SeitenChrom I TingAshish RawatNoch keine Bewertungen
- Modern Electroplating Fourth Edition Edited by M SDokument2 SeitenModern Electroplating Fourth Edition Edited by M Smiguelin91690% (1)
- Hingley - PHD ThesisDokument233 SeitenHingley - PHD ThesisCicero Gomes de SouzaNoch keine Bewertungen
- PVD CVD WNP PDFDokument71 SeitenPVD CVD WNP PDFApresiasi teknik 2018Noch keine Bewertungen
- Hull Cell Yamamoto MS PDFDokument16 SeitenHull Cell Yamamoto MS PDFHaydee VNoch keine Bewertungen
- Plasma and DC Bias PDFDokument45 SeitenPlasma and DC Bias PDFMaureen Kae Atractivo SubalaNoch keine Bewertungen
- Black PassivationDokument12 SeitenBlack PassivationZineb100% (1)
- Chromate Conversion Coating and Alternatives As Corrosion-Resistant Treatments For Metal Parts v1Dokument17 SeitenChromate Conversion Coating and Alternatives As Corrosion-Resistant Treatments For Metal Parts v1Ivy LiNoch keine Bewertungen
- Metal Finishing NovDec2012Dokument60 SeitenMetal Finishing NovDec2012anacrisst100% (1)
- Uv Curable Hard Coatings On PlasticsDokument4 SeitenUv Curable Hard Coatings On PlasticsinzanerNoch keine Bewertungen
- Mixing Solutions Viscosity GuideDokument1 SeiteMixing Solutions Viscosity GuidenhunhuNoch keine Bewertungen
- Technical Data Sheet: Trichrome HB 1700 TDokument3 SeitenTechnical Data Sheet: Trichrome HB 1700 TLuuThiThuyDuong100% (1)
- Hull Cell Review PDFDokument4 SeitenHull Cell Review PDFR.SubramanianNoch keine Bewertungen
- Determination of Sulfate ConcentrationDokument3 SeitenDetermination of Sulfate Concentrationm daneshpourNoch keine Bewertungen
- Viscosity Conversion TableDokument1 SeiteViscosity Conversion TabledanielicoNoch keine Bewertungen
- PVD and CVD Coatings For The Metal Forming IndustryDokument14 SeitenPVD and CVD Coatings For The Metal Forming IndustrymeqalomanNoch keine Bewertungen
- Chrome Plating and Anodizing Operations GuideDokument6 SeitenChrome Plating and Anodizing Operations GuidePuguh Cahpordjo BaeNoch keine Bewertungen
- Croda NF-TDokument3 SeitenCroda NF-Tnirai101259Noch keine Bewertungen
- Safecoat Hard AnodizingDokument47 SeitenSafecoat Hard AnodizingyahsooyNoch keine Bewertungen
- Chromate-Free Coatings Systems For Aerospace and Defence Applications - PRA World PDFDokument23 SeitenChromate-Free Coatings Systems For Aerospace and Defence Applications - PRA World PDFpappuNoch keine Bewertungen
- Preparation of Zinc Alloy Die Castings For ElectroplatingDokument4 SeitenPreparation of Zinc Alloy Die Castings For ElectroplatingFrancisco BocanegraNoch keine Bewertungen
- Pollution Prevention Technology Profile Trivalent Chromium Replacements For Hexavalent Chromium Plating November 18, 2003Dokument14 SeitenPollution Prevention Technology Profile Trivalent Chromium Replacements For Hexavalent Chromium Plating November 18, 2003Will PetitNoch keine Bewertungen
- Bright Chrome HR 75Dokument12 SeitenBright Chrome HR 75Ringga sonifaNoch keine Bewertungen
- Poly Phenylene Oxide (PPO) : Corporate Training and PlanningDokument27 SeitenPoly Phenylene Oxide (PPO) : Corporate Training and PlanningAkash YadavNoch keine Bewertungen
- Chromic Acid Lanxess-MSDS PDFDokument10 SeitenChromic Acid Lanxess-MSDS PDFyuk ming wongNoch keine Bewertungen
- Electrodeposition Andreas Tolz PPGDokument14 SeitenElectrodeposition Andreas Tolz PPGAndi MusdalifahNoch keine Bewertungen
- Aluminizing Nickel Foam by A Slurry Coating ProcessDokument3 SeitenAluminizing Nickel Foam by A Slurry Coating ProcessFatih BozkurtNoch keine Bewertungen
- Blackening Processes For ZincDokument13 SeitenBlackening Processes For Zincvasudev_nNoch keine Bewertungen
- Physical Vapour DepositionDokument3 SeitenPhysical Vapour Depositiontessaro1823Noch keine Bewertungen
- ANKURDokument20 SeitenANKURDevashish JoshiNoch keine Bewertungen
- Hard Chrome 105 Plating ProcesDokument3 SeitenHard Chrome 105 Plating ProcesKishora BhatNoch keine Bewertungen
- Brightly Plating Zinc Metal Wire ProcessDokument6 SeitenBrightly Plating Zinc Metal Wire ProcessMuhammad SaqibNoch keine Bewertungen
- Coating and Deposition Processes - Chapter 29Dokument41 SeitenCoating and Deposition Processes - Chapter 29xharpreetxNoch keine Bewertungen
- Meeting legislation and exceeding performance with trivalent passivation systemsDokument2 SeitenMeeting legislation and exceeding performance with trivalent passivation systemskarthegreNoch keine Bewertungen
- Enprep - 220EC Steel Cu Brass MSDS.Dokument5 SeitenEnprep - 220EC Steel Cu Brass MSDS.LựuLiềuLìNoch keine Bewertungen
- Viscosity Conversion ChartDokument2 SeitenViscosity Conversion ChartRoberto Andrés Padilla Taylor100% (1)
- Zn-Fe-Al Phase Diagram Low TempDokument16 SeitenZn-Fe-Al Phase Diagram Low Tempbdavis33100% (1)
- Hard anodizing process for aluminum alloy protectionDokument3 SeitenHard anodizing process for aluminum alloy protectiongray-watts-4023Noch keine Bewertungen
- Manual 8XX Titrando ENDokument38 SeitenManual 8XX Titrando ENLê Duy ThăngNoch keine Bewertungen
- Environmentally Friendly Zirconium Oxide PretreatmentDokument76 SeitenEnvironmentally Friendly Zirconium Oxide Pretreatmentalecandro_90Noch keine Bewertungen
- P&SF Guide to Plating ABS PlasticsDokument4 SeitenP&SF Guide to Plating ABS PlasticsLukeNoch keine Bewertungen
- Porous Anodic Metal OxidesDokument20 SeitenPorous Anodic Metal Oxidescargetoianu2357Noch keine Bewertungen
- Apcotherm HR FinishDokument1 SeiteApcotherm HR Finishgowtham_venkat_4Noch keine Bewertungen
- Zinc PlatingDokument4 SeitenZinc Platingrohitpatil330% (1)
- Diamond Like Carbon DLCDokument5 SeitenDiamond Like Carbon DLCjbertralNoch keine Bewertungen
- Dow PopDokument24 SeitenDow PopLukeNoch keine Bewertungen
- 07-Hull Cell R-10-14Dokument22 Seiten07-Hull Cell R-10-14Alejandro AvalosNoch keine Bewertungen
- Nickel General Operating InstructionsDokument14 SeitenNickel General Operating InstructionsNicole fralixNoch keine Bewertungen
- Hull Cell ReviewDokument4 SeitenHull Cell ReviewR.SubramanianNoch keine Bewertungen
- Corrosion Management Issue140 LowResDokument32 SeitenCorrosion Management Issue140 LowResReno100% (1)
- Nk2 Viscosity Conversion ChartDokument1 SeiteNk2 Viscosity Conversion ChartKevin C. NairNoch keine Bewertungen
- Overall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsVon EverandOverall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsNoch keine Bewertungen
- Diamond Chemical Vapor Deposition: Nucleation and Early Growth StagesVon EverandDiamond Chemical Vapor Deposition: Nucleation and Early Growth StagesNoch keine Bewertungen
- Aquatics BrochureDokument24 SeitenAquatics BrochurethuronNoch keine Bewertungen
- Incipient PlasticityDokument4 SeitenIncipient PlasticitythuronNoch keine Bewertungen
- Surface Modification by Plasma Polymerization-Film Deposition Tailoring of Surface Properties and BiocompatibilityDokument146 SeitenSurface Modification by Plasma Polymerization-Film Deposition Tailoring of Surface Properties and BiocompatibilitythuronNoch keine Bewertungen
- AdhesivesDokument176 SeitenAdhesivesm_gobara100% (11)
- XRF PDFDokument22 SeitenXRF PDFthuronNoch keine Bewertungen
- PlasmaDokument17 SeitenPlasmaSaidAbdullah360Noch keine Bewertungen
- XRF PDFDokument22 SeitenXRF PDFthuronNoch keine Bewertungen
- Effect of Spherical Indenter Tip Assumption On The Initial Plastic Yield Stress PDFDokument28 SeitenEffect of Spherical Indenter Tip Assumption On The Initial Plastic Yield Stress PDFthuronNoch keine Bewertungen
- t420 T420i HMM PDFDokument186 Seitent420 T420i HMM PDFRodrigo RiosNoch keine Bewertungen
- Zisman-Contact AngleDokument51 SeitenZisman-Contact AnglethuronNoch keine Bewertungen
- Work Hardening of MG CrystalsDokument4 SeitenWork Hardening of MG CrystalsthuronNoch keine Bewertungen
- Uncertainities and Errors in Nanoindentation PDFDokument35 SeitenUncertainities and Errors in Nanoindentation PDFthuronNoch keine Bewertungen
- Uncertainities and Errors in Nanoindentation PDFDokument35 SeitenUncertainities and Errors in Nanoindentation PDFthuronNoch keine Bewertungen
- Comment On Ion-Assisted Processes of Polymerization in Low-Pressure PlasmasDokument6 SeitenComment On Ion-Assisted Processes of Polymerization in Low-Pressure PlasmasthuronNoch keine Bewertungen
- Hydrogen Peroxide PlasmasDokument13 SeitenHydrogen Peroxide PlasmasthuronNoch keine Bewertungen
- Size Related Mechanical Properties of Pure MagnesiumDokument169 SeitenSize Related Mechanical Properties of Pure MagnesiumthuronNoch keine Bewertungen
- PlasmaDokument17 SeitenPlasmaSaidAbdullah360Noch keine Bewertungen
- AdhesivesDokument176 SeitenAdhesivesm_gobara100% (11)
- High Resolution On Xray DiffractionDokument39 SeitenHigh Resolution On Xray DiffractionMark Dimagiba VillanuevaNoch keine Bewertungen
- WHO GLP Handbook 2009Dokument328 SeitenWHO GLP Handbook 2009Amin UddinNoch keine Bewertungen
- High Resolution On Xray DiffractionDokument39 SeitenHigh Resolution On Xray DiffractionMark Dimagiba VillanuevaNoch keine Bewertungen
- MG alloy-LPSODokument7 SeitenMG alloy-LPSOthuronNoch keine Bewertungen
- WHO GLP Handbook 2009Dokument328 SeitenWHO GLP Handbook 2009Amin UddinNoch keine Bewertungen
- Orientation Effects in Nanometric Cutting of Single Crystal Materials-An MD Simulation ApproachDokument6 SeitenOrientation Effects in Nanometric Cutting of Single Crystal Materials-An MD Simulation ApproachthuronNoch keine Bewertungen
- Clustering Jain DubesDokument334 SeitenClustering Jain DubesJagadeeswara Rao ANoch keine Bewertungen
- Zisman-Contact AngleDokument51 SeitenZisman-Contact AnglethuronNoch keine Bewertungen
- Uncertainities and Errors in Nanoindentation PDFDokument35 SeitenUncertainities and Errors in Nanoindentation PDFthuronNoch keine Bewertungen
- Frequency Dependent Pulsed Direct Current Magnetron Sputtering of Titanium Oxide FilmsDokument6 SeitenFrequency Dependent Pulsed Direct Current Magnetron Sputtering of Titanium Oxide FilmsthuronNoch keine Bewertungen
- WHO GLP Handbook 2009Dokument328 SeitenWHO GLP Handbook 2009Amin UddinNoch keine Bewertungen
- UBS-Pulsed Magnetron Technology PDFDokument4 SeitenUBS-Pulsed Magnetron Technology PDFthuronNoch keine Bewertungen
- MANUFACTURING AGRICULTURAL MACHINES WITH WELDINGDokument9 SeitenMANUFACTURING AGRICULTURAL MACHINES WITH WELDINGJordan YapNoch keine Bewertungen
- Periodic Table GazetteDokument6 SeitenPeriodic Table GazetteRamnihash MaddireddyNoch keine Bewertungen
- General Organic and Biochemistry 8th Edition by Denniston Woodrum Caret ISBN Solution ManualDokument10 SeitenGeneral Organic and Biochemistry 8th Edition by Denniston Woodrum Caret ISBN Solution Manualkermit100% (22)
- Materials and properties vocabularyDokument1 SeiteMaterials and properties vocabularycNoch keine Bewertungen
- Calorific values of fuelsDokument2 SeitenCalorific values of fuelsanon_181713663Noch keine Bewertungen
- Chemical Degradation of Trimethyl Phosphate As Surrogate For OrganophosporusDokument11 SeitenChemical Degradation of Trimethyl Phosphate As Surrogate For OrganophosporusNura LailatussoimahNoch keine Bewertungen
- Atomic Structure Explained in 40 CharactersDokument4 SeitenAtomic Structure Explained in 40 CharactersShruthiNoch keine Bewertungen
- Iso 12473 2017Dokument13 SeitenIso 12473 2017testing castcoNoch keine Bewertungen
- Combined Science 2020 May QP 22Dokument16 SeitenCombined Science 2020 May QP 22Ahmed MansourNoch keine Bewertungen
- KD II Meeting 4 (THP-TEP) EterDokument17 SeitenKD II Meeting 4 (THP-TEP) EterNur KhalifahNoch keine Bewertungen
- Study On Decolorization of Methylene Blue by H2O2 Catalyzed With IronDokument6 SeitenStudy On Decolorization of Methylene Blue by H2O2 Catalyzed With IrondumitriuNoch keine Bewertungen
- 9.8 Iron Extraction Steel Making Set 4 QP MsDokument8 Seiten9.8 Iron Extraction Steel Making Set 4 QP MsdawsontangxyNoch keine Bewertungen
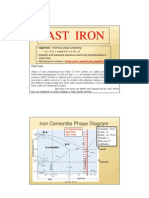
- Cast Iron: Iron Cementite Phase DiagramDokument24 SeitenCast Iron: Iron Cementite Phase DiagramAnonymous w6v7JWfr5Noch keine Bewertungen
- 04 Sps Sains Tg3-Bab4-EmiefDokument14 Seiten04 Sps Sains Tg3-Bab4-EmiefEve Ngew100% (1)
- Stoichiometry and Mole ConceptDokument9 SeitenStoichiometry and Mole ConceptfelixNoch keine Bewertungen
- Acids, Bases & Salts 4 QPDokument8 SeitenAcids, Bases & Salts 4 QPkhalil rehmanNoch keine Bewertungen
- Iron-Carbon Phase DiagramDokument30 SeitenIron-Carbon Phase Diagramjunaid hassanNoch keine Bewertungen
- P-Block Elements GuideDokument83 SeitenP-Block Elements GuidePriyansh MishraNoch keine Bewertungen
- The Air Around UsDokument30 SeitenThe Air Around UsRuslina SaidNoch keine Bewertungen
- Cambridge IGCSE: Combined Science 0653/43Dokument24 SeitenCambridge IGCSE: Combined Science 0653/43Thelma MusvotaNoch keine Bewertungen
- Sarah Compound Dice ActivityDokument3 SeitenSarah Compound Dice ActivityAnaria ManojNoch keine Bewertungen
- Jhalani Tools-N PDFDokument28 SeitenJhalani Tools-N PDFManoj DoshiNoch keine Bewertungen
- Aluminum Safety Data Sheet SummaryDokument6 SeitenAluminum Safety Data Sheet SummarySaul MontielNoch keine Bewertungen
- Atomic Particles Chart: + o - ST ND RD THDokument2 SeitenAtomic Particles Chart: + o - ST ND RD THZexdxrNoch keine Bewertungen
- Rare Earths'Dokument2 SeitenRare Earths'SGAL62SCRIBDNoch keine Bewertungen
- What Sank The Kursk Nuclear Submarine?: Which Catalyst? Decomposing Hydrogen PeroxideDokument4 SeitenWhat Sank The Kursk Nuclear Submarine?: Which Catalyst? Decomposing Hydrogen PeroxideEddy RichardsNoch keine Bewertungen
- Introduction To Organic ChemistryDokument4 SeitenIntroduction To Organic Chemistryparamy2kNoch keine Bewertungen
- 10th OBJECTIVE 2022 CHEMISTRYDokument20 Seiten10th OBJECTIVE 2022 CHEMISTRYVarenayam editzNoch keine Bewertungen
- Periodic QuestionsDokument22 SeitenPeriodic QuestionsAsifa JavedNoch keine Bewertungen
- PH Scale: Rules of PH ValueDokument6 SeitenPH Scale: Rules of PH Valuemadhurirathi111Noch keine Bewertungen