Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- 1996 Club Car DS Golf Cart Owner's ManualDokument48 Seiten1996 Club Car DS Golf Cart Owner's Manualdriver33b60% (5)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Session PlanDokument11 SeitenSession PlanMat Domdom Sansano100% (1)
- Cooling Water BasicsDokument163 SeitenCooling Water BasicsEduardo Castillo100% (1)
- PeopleSoft Doc UpdateDokument20 SeitenPeopleSoft Doc UpdateupenderNoch keine Bewertungen
- Udyam Registration Certificate UDYAM-MH-26-0097771Dokument3 SeitenUdyam Registration Certificate UDYAM-MH-26-0097771Suresh D ChemateNoch keine Bewertungen
- R123 UpdateDokument2 SeitenR123 Updateasayed_1@hotmail.comNoch keine Bewertungen
- ANSYS Mechanical Basic Structural NonlinearitiesDokument41 SeitenANSYS Mechanical Basic Structural NonlinearitiesalexNoch keine Bewertungen
- McLaren Artura Order BKZQG37 Summary 2023-12-10Dokument6 SeitenMcLaren Artura Order BKZQG37 Summary 2023-12-10Salvador BaulenasNoch keine Bewertungen
- PDK Repair Aftersales TrainingDokument22 SeitenPDK Repair Aftersales TrainingEderson BJJNoch keine Bewertungen
- ARMY TM 9-1804 Power Train Body Frame .25ton 4X4 Truck M38 Jul52Dokument206 SeitenARMY TM 9-1804 Power Train Body Frame .25ton 4X4 Truck M38 Jul52RockWagon100% (2)
- A New Finite Element Based On The Strain Approach For Linear and Dynamic AnalysisDokument6 SeitenA New Finite Element Based On The Strain Approach For Linear and Dynamic AnalysisHako KhechaiNoch keine Bewertungen
- (WWW - Manuallib.com) - MOELLER EASY512&Minus AB&Minus RCDokument8 Seiten(WWW - Manuallib.com) - MOELLER EASY512&Minus AB&Minus RCErik VermaakNoch keine Bewertungen
- Avaya Call History InterfaceDokument76 SeitenAvaya Call History InterfaceGarrido_Noch keine Bewertungen
- Fusible PVC SpecificationsDokument17 SeitenFusible PVC Specificationsamir_hayfaNoch keine Bewertungen
- Seminar Report 2Dokument25 SeitenSeminar Report 2DrMahendra Kumar Gokhroo0% (1)
- VarPlus Can - BLRCH104A125B48Dokument2 SeitenVarPlus Can - BLRCH104A125B48Achira DasanayakeNoch keine Bewertungen
- MCB 12V-8A MCB 24V-5A Battery ChargerDokument2 SeitenMCB 12V-8A MCB 24V-5A Battery ChargerJosé Wilton AlvesNoch keine Bewertungen
- Recent Developments in Crosslinking Technology For Coating ResinsDokument14 SeitenRecent Developments in Crosslinking Technology For Coating ResinsblpjNoch keine Bewertungen
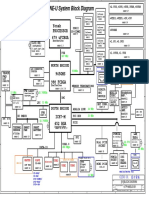
- Clevo M620ne-UDokument34 SeitenClevo M620ne-UHh woo't hoofNoch keine Bewertungen
- Bloomberg - Transport - SecurityDokument13 SeitenBloomberg - Transport - SecurityFernandoNoch keine Bewertungen
- Microhydro DirectoryDokument4 SeitenMicrohydro Directoryrabei romulusNoch keine Bewertungen
- Lifting Plan For CranesDokument9 SeitenLifting Plan For CranesBibin JohnNoch keine Bewertungen
- Rubber FaberDokument10 SeitenRubber FabersoldatechNoch keine Bewertungen
- Research Papers in Mechanical Engineering Free Download PDFDokument4 SeitenResearch Papers in Mechanical Engineering Free Download PDFtitamyg1p1j2Noch keine Bewertungen
- Fundamentals of Fluid Mechanics (5th Edition) - Munson, OkiishiDokument818 SeitenFundamentals of Fluid Mechanics (5th Edition) - Munson, OkiishiMohit Verma85% (20)
- LRT JakproDokument21 SeitenLRT JakproAzzah Auliya Ardindasari100% (1)
- DualityDokument27 SeitenDualitySuprabhat TiwariNoch keine Bewertungen
- Treatment Processes: Coagulation and Filtration: Draft Guidelines For Drinking-Water QualityDokument25 SeitenTreatment Processes: Coagulation and Filtration: Draft Guidelines For Drinking-Water QualityAbsharinaNoch keine Bewertungen
- TIL 1881 Network Security TIL For Mark VI Controller Platform PDFDokument11 SeitenTIL 1881 Network Security TIL For Mark VI Controller Platform PDFManuel L LombarderoNoch keine Bewertungen
- 2011 TH 18205 Awad Nassib PdfaDokument95 Seiten2011 TH 18205 Awad Nassib PdfahafosaamrNoch keine Bewertungen