Beruflich Dokumente
Kultur Dokumente
Acabado y Tratamientos Superficiales
Hochgeladen von
jsalfonsomCopyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Acabado y Tratamientos Superficiales
Hochgeladen von
jsalfonsomCopyright:
Verfügbare Formate
www.monografias.
com
Caractersticas del acabado superficial
Jazmn Janeth Luna Miramontes jazmin2030@hotmail.com
1. Introduccin
2. Norma ISO
3. Caractersticas que definen al estado de superficie
4. Codificacin de las diferentes funciones de la superficie
5. Texturas de las Superficies
6. Las Superficies y los procesos de manufactura
7. Conclusin
8. Bibliografa
Introduccin
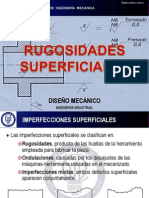
El tema del acabado suerficial inclu!e irregularidades microgeom"tricas conocidas como ondulaci#n !
rugosidad. Las dos se generan durante el roceso de fabricaci#n$
La ondulaci#n resulta de la fle%i#n de la ieza durante el ma&uinado' la falta de homogeneidad del material'
liberaci#n de esfuerzos residuales' deformaciones or tratamientos t"rmicos' (ibraciones' entre otros.
La rugosidad )&ue es la huella digital de una ieza* son irregularidades ro(ocadas or la herramienta de
corte o elemento utilizado en su roceso de roducci#n' corte' arran&ue ! fatiga suerficial.
+o basta con saber &ue e%isten irregularidades en una suerficie sino &ue tales irregularidades se le debe
oner un n,mero ! con esta finalidad se han definido diferentes ar-metros &ue caracterizan una suerficie'
or lo &ue se odr- (er en el resente la norma &ue rige este roblema.
En la industria los re&uisitos de acabado suerficial ! e%actitud dimensional de las artes de las iezas son
di(ersas' as &ue se resentara en este trabajo cuales son los rocesos' recubrimientos' la norma'
simbologa' alicaciones ara un mejor entendimiento' !a &ue ueden ser mu! di(ersos .e analizaran los
rangos de rugosidad' (elocidades' materiales mas #timos ara su elaboraci#n' /s como la comaraci#n
entre algunos ara oder (isualizar un oco mejor cuales serian las (entajas en utilizar unos en
comaraci#n con otros.
Obeti!o"
0onocer los diferentes rocesos ! recubrimientos &ue se ueden efectuar en una suerficie seg,n las
necesidades &ue se tengan' (er la norma de acabados ara su ma!or entendimiento ! (er la amlia gama
de alicaciones &ue se tiene.
Norma ISO
Smbolos#
Mediante las tolerancias dimensionales ! geom"tricas' se garantizan la intercambiabilidad de iezas dentro
de un conjunto' ero no se garantiza el estado de las suerficies de la ieza' factor &ue influ!e en el
funcionamiento del mecanismo.
/l igual &ue es imosible fabricar con e%actitud una forma' tamoco es osible obtener con e%actitud un
acabado suerficial erfecto' ! or consiguiente "ste se encontrar- dentro de unos lmites m-s o menos
amlios. Las imerfecciones se clasifican en1
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
1
www.monografias.com
3ugosidades' causadas or las huellas de las herramientas &ue han fabricado las iezas
4ndulaciones' originadas or los desajustes en las m-&uinas &ue mecanizan las suerficies de las iezas.
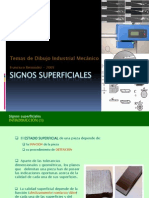
.e arte de un smbolo b-sico reresentado or dos trazos desiguales inclinados 506 resecto de la
suerficie donde ao!an' como se indica en la siguiente figura1
.i el mecanizado debe realizarse mediante arran&ue de (iruta' se a7ade una lnea a la
imagen anterior' &uedando como la figura de la iz&uierda.
.i no se ermite el arran&ue de (iruta' debe a7adirse al smbolo b-sico un crculo.
0uando se trate de indicar caractersticas eseciales del estado suerficial' el trazo largo se comleta con
otro horizontal' tal ! como se obser(a en la figura.
3ugosidad.
El (alor &ue define la rugosidad se colocar- sobre los smbolos' como se refleja en la siguiente figura1
) Norma iso 1302 78 / tema10_01)
La suerficie obtenida en la
figura uede obtenerse or
La suerficie debe
obtenerse or medio de
rocedimientos con
La suerficie debe
realizarse sin arran&ue de
(iruta
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
2
www.monografias.com
medio de cual&uier roceso de
fabricaci#n
arran&ue de (iruta
Los (alores de rugosidad ueden indicarse bien mediante los n,meros de las clases de rugosidad
corresondientes' &ue aarecen en la siguiente tabla' bien mediante el (alor num"rico de la rugosidad
e%resado en micras.
3ugosidad 3a )8m* 0lase de rugosidad
90 + :2
29 + ::
:2'9 + :0
5'3 + ;
3'2 + <
:'5 + =
0'< + 5
0'> + 9
0'2 + >
0': + 3
0'09 + 2
0'029 + :
)Norma iso 1302 78 / tema10_02)
$stados de superficie
0uando se e%ija un determinado roceso de fabricaci#n ara la obtenci#n de la suerficie' debe indicarse
sobre un trazo horizontal situado a continuaci#n del trazo m-s largo del smbolo b-sico' como se muestra en
la siguiente figura.
0uando sea necesario indicar el estado de la suerficie antes o desu"s del tratamiento se har- como se
muestra en la siguiente figura.
.i es necesario indicar la direcci#n de las huellas roducidas or las herramientas' se consignar-n a
continuaci#n de los smbolos de mecanizado con los smbolos indicados en la siguiente tabla1
.mbolo ?nterretaci#n @ibujo
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
3
www.monografias.com
A
Buellas erendiculares al lano de
ro!ecci#n de la (ista sobre la cual se alica
el smbolo.
C
Buellas &ue se cruzan en dos direcciones
oblicuas resecto al lano de ro!ecci#n de
la (ista sobre la &ue se alica el smbolo.
M
Buellas sin orientaci#n definida.
Multidireccionales.
0
Buellas de forma aro%imadamente circular
resecto al centro de la suerficie o a donde
se alica el smbolo.
3
Buellas de direcci#n aro%imadamente radial
resecto al centro de la suerficie a la &ue
se alica el smbolo.
)Norma iso 1302 78 / tema10_03)
Indicaciones en los dibuos
Los smbolos se colocan directamente sobre las suerficies a las &ue se refieren o en su rolongaci#n.
Los smbolos ! las indicaciones deben orientarse de tal forma &ue se uedan leer desde la base o desde la
derecha del dibujo' como en la siguiente imagen. .i no udiera colocarse de esta forma ! el smbolo no
lle(ara ninguna indicaci#n' sal(o la rugosidad' uede reresentarse en cual&uier osici#n' e%ceto la
indicaci#n de la rugosidad &ue debe tener la orientaci#n correcta.
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
4
www.monografias.com
.i el estado suerficial fuera igual a todas las suerficies debe indicarse1
0on una nota cerca del dibujo ! del cajetn.
/ continuaci#n de la marca de la ieza.
.i se e%ige el mismo estado suerficial ara la ma!ora de las suerficies de la ieza' el smbolo debe de ir
seguido de1
La frase Dsal(o indicaci#n articularD.
El smbolo b-sico )entre ar"ntesis* sin ninguna otra indicaci#n.
Eno o (arios smbolos )entre ar"ntesis* del estado o estados de suerficie articulares.
Las suerficies &ue no deban ser mecanizadas seg,n el smbolo de mecanizado general' lle(ar-n sus
roios smbolos de mecanizado.
)Norma iso 1302 78 / tema10_04)
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
5
www.monografias.com
+4F/1 La informaci#n anterior fue recabada de la norma ?.4 :302 =<' or lo &ue la informaci#n a
continuaci#n uede ser similar ero solo es ara hacer mas esecficos algunos datos ! algunos faltantes
en la rimera arte.
Caractersticas que definen al estado de superficie
Fodas las suerficies de las iezas fabricadas' resentan irregularidades &ue son funci#n del material ! del
roceso del ma&uinado.
?ndeendientemente de la manera en &ue las caracteristicas de una suerficie son obtenidas' su
reresentaci#n se hace generalmente amlificando el trazo de esta suerficie sobre un lano de
intersecci#n normal a la misma.
Los erfiles as obtenidos consisten en todos los casos' en una serie de crestas ! (alles &ue se searan de
manera mas o menos irregulares sobre la intersecci#n del lano de corte ! la suerficie geom"trica te#rica
definida en el dibujo.
La tabla siguiente muestra los diferentes tama7os de las irregularidades a considerar. En la
%n&lisis de una Superficie
.i se corta normalmente una suerficie or un lano' se obtiene una cur(a llamada erfil de la suerficie. Es
a artir de este erfil &ue se analizan los diferentes defectos.
.e clasifican los defectos geom"tricos en cuatro #rdenes1
@efecto @e 2rimer 4rden1 son los defectos de forma. 2or ejemlo1 des(iaciones de rectitud' de circularidad'
etc.
@efecto @e .egundo 4rden1 .e caracterizan or una lnea ondulada. .e obtiene trazando la lnea
en(ol(ente suerior &ue asa or la ma!ora de las crestas
@efecto @e Fercer 4rden1 caracterizan la rugosidad de la suerficie. Los defectos de tercer orden son
defectos no eri#dicos constituidos or arrancamientos' fracturas' etc.
$lementos del signo del estado de Superficie
Los dise7adores esecifican la te%tura de la suerficie en los dibujos de ingeniera or medio de smbolos
como en la figura siguiente. El smbolo &ue designa los ar-metros de la te%tura suerficial es una marca de
(erificaci#n' con cifras como las indicadas ara el romedio de rugosidad' ondulaci#n' longitud de corte'
orientaci#n ! esaciamiento de la rugosidad. Los smbolos ara la orientaci#n ro(ienen de la figura >.
El signo anterior sir(e ara indicar1
Galor num"rico de la rugosidad ermitida
Galor num"rico de alg,n otro criterio de erfil de estado de suerficie )H' /w' /3' 3ma%*.
2roceso de fabricaci#n emleado ara generar la suerficie.
/bre(iatura &ue indi&ue la funci#n de la suerficie )seg,n la tabla I2*.
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
6
www.monografias.com
Fabla I 2
Codificacin de las diferentes funciones de la superficie
La utilizaci#n del signo esta ilustrado es&uem-ticamente or las figuras siguientes1
Los signos ueden ser colocados1
J .obre una generatriz de la suerficie )figura :*.
J .obre las lneas de referencia )figura 2*.
La lectura del smbolo encerrado en lnea mi%ta de la figura : es la siguiente1
La rugosidad 3 debe estar comrendida entre 0.53 ! 0.29 m.
La amlitud de la ondulaci#n H' debe ser inferior o igual a la de 0.:0 m.
Ma&uinada or laeado.
.uerficie de rozamiento or deslizamiento.
Texturas de las Superficies
La te%tura de la suerficie &ue consiste en des(iaciones reetiti(as ! aleatorias con resecto a la suerficie
nominal de un objeto' se define or cuatro elementos1 rugosidad' ondulaci#n' orientaci#n ! fallas. Estas se
ilustran en la figura 3' la rugosidad se refiere a des(iaciones e&ue7as con resecto a la suerficie nominal
finamente esaciadas &ue (ienen determinadas or las caracteristicas del material ! los rocesos &ue
formaron la suerficie. La ondulaci#n se define como una des(iaci#n mucho m-s esaciada &ue ocurre
debido a la defle%i#n del material de trabajo' (ibraci#n' tratamiento t"rmico ! factores similares. La rugosidad
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
7
www.monografias.com
se sobreone a la ondulaci#n. La orientaci#n es la direcci#n redominante o atr#n de la te%tura suerficial
! esta determinada or los metodos de manufactura usados ara crear la suerficie' generalmente debida a
la acci#n de las herramientas de corte. La figura > resenta la ma!ora de las osibles orientaciones &ue
uede tomar una suerficie ! comrenden grietas' ra!as' inclusiones ! defectos similares en la suerficie.
/un&ue algunas de las grietas se relacionan con la te%tura de la suerficie' afectan tambi"n su integridad.
La medida mas usada de te%tura suerficial es la rugosidad suerficial.
La rugosidad de la suerficie sufre las mismas clases de deficiencias &ue cual&uier medida ,nica utilizada
ara (alorar un atributo fsico comlejo. En ejemlo de estas fallas se detecta en los atrones de
orientaci#n' de modo &ue la rugosidad de la suerficie uede (ariar significati(amente' deendiendo de la
direcci#n en &ue se mida.
Kigura I >1 orientaci#n osible de una suerficie.
Kigura I31 forma de la te%tura suerficial.
'ugosidad superficial y acabado de la Superficie
Estos son dos t"rminos &ue se inclu!en en el camo de la te%tura suerficial. La rugosidad suerficial es
una caracterstica mensurable' basada en las des(iaciones de la rugosidad tal como se defini# re(iamente.
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
8
www.monografias.com
El acabado suerficial es un t"rmino mas subjeti(o' frecuentemente usado como sin#nimo de rugosidad de
la suerficie.
Las Superficies y los procesos de manufactura
Los rocesos de manufactura determinan el acabado de la suerficie ! la integridad suerficial. /lgunos
rocesos son intrnsecamente caaces de roducir mejores suerficies &ue otros. En general' el costo del
rocesamiento se incrementa con las mejoras en el acabado de la suerficie. Esto se debe a las
oeraciones adicionales ! al ma!or tiemo re&uerido usualmente ara obtener cada (ez mejores
suerficies. Los rocesos m-s notables ara suministrar acabado sueriores son el rectificado' abrillantado'
ulido' ! sueracabado.
La tabla 3 indica las rugosidades usuales &ue ueden eserarse de (arios rocesos de manufactura.$
tambi"n se indica el imacto sobre la integridad de la suerficie.
)Lroo(erM2000*
(edicin del acabado superficial
La ondulaci#n ! la esereza se miden or searado. La ondulaci#n uede medirse or medio de indicadores
de car-tula sensible. En m"todo ara descubrirse la ondulaci#n burda consiste en recubrir una suerficie
con una elcula de alto brillo' como un aceite mineral' or ejemlo' ! luego reflejarlo en una lantilla regular
como un tejido de alambre. La ondulaci#n se re(ela or irregularidades o faltas en continuaci#n en las lneas
reflejadas.
.e han desarrollado muchos metodos #tica ara (alorar la asereza suerficial. /lgunos se basan en la
interferometria. En m"todo de contraste hace &ue resalten los ni(eles diferentes entre si iluminando la
suerficie con dos ra!os luminosos desfasados. En otro m"todo se ro!ecta sobre la suerficie una cinta de
luz delgada a un -ngulo de >9grados. Esta cinta luminosa aarece al e%aminarla a tra("s de un microscoio
como una lnea ondulada &ue realza las irregularidades suerficiales. 2ara tener un m"todo de relicaci#n
se orime una elcula con un de#sito de lata delgado ara roceder a su e%amen microsc#ico o ara
seccionar ! ara amlificarla. Estos son metodos de laboratorio ! son econ#micos' solamente ara alicarse
en rocesos de manufactura cuando no e%isten otros metodos &ue uedan emlearse como cuando una
suerficie es inaccesible a una sonda.
Los instrumentos &ue siguen un erfil se usan en un taller &ue mide la asereza suerficial. E%isten en el
comercio modelos resistentes &ue soortan el uso esado' &ue e%igen solamente una destreza moderada
ara su uso ! e%resan su asereza or medio de un numero o en un registro' uno de los cuales es
adecuado ara la ma!ora de los casos. @os marcas son el rofilometro ! el surfanalizador. Leneralmente
se mue(e una aguja con un diamante en la unta' situado en la cabeza' a (elocidades constantes' sobre
una suerficie.
'ugosidad obtenida por diferentes procesos y sus aplicaciones
/ continuaci#n se describen las diferentes suerficies normalizadas en cuanto a grado de rugosidad se
refiere' as como tambi"n su modo de obtenci#n ! alicaci#n.
La suerficie1
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
9
www.monografias.com
Esta suerficie es mu! rugosa' con ma&uinado burdo' resultados de cortes mu! rofundos' con a(ances
mu! r-idos en fresado' torneado' ceillado ! barrenado' as como or corte con disco abrasi(o o con
solete autom-tico' or aserrado' moldeado mec-nico en arena ! forjado manual.
Las suerficies de este tio ueden ser utilizadas en artes &ue no son crticas desde el unto de (ista de
(ibraciones' fatiga o concentraciones de esfuerzo.
En trabajo esado' ueden ser utilizadas donde las tolerancias &ue se re&uieren no son e&ue7as o ara
ensambles atornillados o remachados donde no sea necesaria un -rea de contacto uniforme.
La suerficie1
Esta suerficie definiti(amente muestra las marcas de la herramienta &ue resultan de un a(ance r-ido
roduciendo un terminado de ma&uinado medio. Esta suerficie uede ser roducida or ceillado'
taladrado' esmerilado burdo' or limado de desbaste' or disco abrasi(o medio' or lijado burdo con
ma&uina' estamado en caliente ! oeraciones semejantes. Los ra!ados causados or las (irutas no ser-n
causa de rechazo' siemre ! cuando no sean e%cesi(os en tama7o ! numero.
Esta suerficie generalmente es la mas usada' normalmente se esecifica en todas las alicaciones de
a(iaci#n donde los esfuerzos' aariencia' condiciones de oeraci#n ! dise7o re&ueridos lo ermiten.
2uede ser usada como una suerficie rugosa ara aluminio ! otras aleaciones ligeras' ! como una
suerficie de corte ara elementos e%truidos tales como clis' abrazaderas' seguros' etc. .e usa en acero !
aleaciones duras donde se re&uiera una sensibilidad moderada a la concentraci#n de esfuerzos' en ranuras
! muescas' ero donde un terminado rugoso sea tolerable. .e usa ara suerficies sujetas a tensi#n
moderada ! ara las artes e%teriores de trenes de aterrizaje ! soortes hidr-ulicos.
La suerficie de 3a 5.3 m uede ser usada sobre artes interiores donde un terminado medio de
ma&uinado es acetable' sobre artes estructurales &ue tengan un margen normal de seguridad &ue no sea
critico de fatiga' ! en agujeros mu! rofundos &ue no re&uieran un terminado esecial ara ro#sitos
funcionales. 2uede usarse en trabajo esado cuando se re&uiere contacto suerficial uniforme.
La suerficie1
Esta suerficie tiene un acabado semiliso &ue resulta cuando se usan (elocidades de corte relati(amente
altas ! a(ances e&ue7os con cortadores bien afilados. Fodos los metodos de ma&uinado directo roducen
este acabado sin mucha dificultad inclu!endo al esmerilado burdo con muela o con disco abrasi(o ! el
limado manual.
El moldeo en el molde ermanente' a la cera erdida o en la c-scara' dejan com,nmente un acabado de
este tio.
Esta suerficie es adecuada ara usarse en ensambles a resi#n sobre artes rincialmente o
estructuralmente rimarias sujetas a cargas ligeras ! (ibraci#n' si a&uellas no est-n sujetas a grandes
esfuerzos. Es demasiado burda ara suerficies deslizantes e%ceto donde el mo(imiento es lento ! las
cargas son ligeras o en ma&uinaria esada donde la recisi#n no es imortante. +o es mu! satisfactoria
cuando se re&uieren ajustes recisos ero es adecuada ara acolar suerficies de artes de ma&uina &ue
se deben sujetar' con tornillos o remaches ! &ue no e%ista mo(imiento entre ellas.
La suerficie1
Esta suerficie es mejor &ue la semilisa ! resulta cuando las condiciones de ma&uinado ermiten remo(er
gran cantidad de material en la unidad de tiemo con (elocidades relati(amente altas ! a(ances mu!
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
10
www.monografias.com
e&ue7os. Esta suerficie es f-cil de obtener or laminado' brochado' rectificado cilndrico o lano' ero es
m-s difcil or metodos de ma&uinado no abrasi(os. Es adecuada ara ajustes recisos o ara artes
sometidas a esfuerzos' e%ceto ara -rboles rotatorios' ejes ! artes sujetas a alta (ibraci#n.
Fambi"n sir(e ara barrenos sin ma&uinado osterior' de artes sometidas a grandes esfuerzos sujetas a
(ibraci#n ! ara artes estructurales obtenidas de elementos e%truidos o de lacas de mas de 5mm de
esesor.
La suerficie1
Esta suerficie corresonde a un terminado de ma&uinado mu! fino' con buril de carburo o de diamante' a
un terminado medio de rectificado cilndrico con grano de >0 a :20' al estirado en fri#' rimado' brochado o
bru7ido. Este terminado de suerficie en el caso de artes torneadas es generalmente obtenido &uitando
manualmente las marcas de la herramienta con lija de agua. .obre artes lanas' se uede obtener una
suerficie e&ui(alente or chorreado con arena seca' con granalla o or ma&uinado or electroerosi#n.
0uando se esecifica un acabado de suerficie 3a 0.< m o mejor' se debe ensar determinadamente si
es (erdaderamente necesario' ues el costo se ele(a bastante. Este terminado es usado cuando la
concentraci#n de esfuerzos es alta o cuando la suerficie de artes cilndricas e%ternas est-n sometidas a
grandes esfuerzos or cargas ligeras o sujetas a (ibraci#n. Este acabado de suerficie difcilmente se
obtiene or torneado' fresado u otras oeraciones similares de ma&uinado' ero es relati(amente f-cil de
obtener or rectificado sin centros' cilndrico o lano' es mu! utilizado en acero endurecido ! uede ser
usado ara rodamientos donde el mo(imiento no es continuo ! las cargas son ligeras' suoniendo &ue
act,an en la direcci#n del mo(imiento.
.i se re&uiere un terminado de 3a 0.< m uede ser esecificado ara iezas sujetas a esfuerzos'
e%ceto miembros a tensi#n e%trema como ernos de montaje de ma&uinas.
La suerficie1
Esta suerficie uede obtenerse or un rectificado fino cilndrico o lano con grano de :20 a >00' rimado
mu! sua(e' ulido con banda abrasi(a' chorreado con arena seca o h,meda' ma&uinado or electroerosi#n'
honeado o laeado burdo.
Este terminado es rara (ez usado' e%ceto cuando la lisura es de (ital imortancia ara el mejor
funcionamiento de la artes. /licaciones ticas son1 rodamientos de -rboles &ue giran r-idamente'
rodamientos con mucha carga' miembros sujetos a tensiones mu! ele(adas' alojamientos de arosellos
est-ticos' artes deslizantes en contacto con arosellos din-micos' suerficies de contacto de la ranura del
anillo de "mbolos ! alicaciones similares.
La suerficie1
Esta suerficie es roducida or un rectificado cilndrico mu! fino' microJhoneado' laeado o ulido con
banda abrasi(a. @eber- ser esecficamente solo donde los terminados burdos son conocidos
definiti(amente como inadecuados$ las suerficies interiores honeadas de cilindros hidr-ulicos ! los sellos
met-licos de (-l(ulas.
La calidad de suerficies con menos de 3a 0.2 m' no se debe de juzgar or su aariencia' ues su
terminado uede ser brillante o mate deendiendo del m"todo usado ara obtenerla. La comaraci#n
recisa de los terminados' re&uiere' !a sea NsentirO la suerficie o medirle su rugosidad con un instrumento.
En muchos casos' el costo adicional de suerficies terminadas finamente es debido a &ue en realidad los
rocesos adecuados ara la rearaci#n de suerficies finas son (erdaderamente obres ara la remoci#n
del material. En rectificado a P Q R P m' or ejemlo' es justamente un rectificado fino comercial deseable ara
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
11
www.monografias.com
una oeraci#n dada. 2ara roducir un rectificado mejor o una suerficie igualmente fina or otros medios' se
re&uiere &ue las artes sean medidas antes de la oeraci#n de terminado.
La suerficie1
Esta es normalmente roducida or honeado' laeado' sueracabado abrillantado' ulido electroltico o
ulido con banda abrasi(a mu! fina. La suerficie 3a 0.: m de rugosidad se re&uiere en -reas donde los
ema&ues ! anillos deben deslizar a tra("s de la direcci#n de la suerficie del grano' donde no se &uiere
deender de la lubricaci#n' como en los (-stagos cromados de los cilindros hidr-ulicos.
La tabla I 3 muestra los diferentes rangos de rugosidad 3a' &ue se obtienen seg,n el roceso emleado. n
el rimer gruo aarecen los rocesos sin arran&ue de (iruta' en los &ue se obser(a &ue tanto al laminado'
como a la e%trusi#n o al estirado en fri# se le utiliza ara obtener la menor rugosidad' &ue es del orden de
hasta PQR m.
Enseguida est-n contenidos la ma!ora de los rocesos or arran&ue de (iruta con herramienta cortante en
los &ue el brochado ! el ma&uinado con herramienta de diamante o de cer-mica son los rocesos con los
&ue se obtiene menor rugosidad.
El siguiente gruo lo forman los rocesos de acabado or abrasi(os aglutinados o l&uidos' &ue sir(en ara
obtener las suerficies mas lisas cu!a rugosidad sea hasta de 0.029 m or medio de un sueracabado
abrillantado.
El cuarto gruo lo forman los rocesos ara limieza de suerficies ! el ,ltimo el de rocesos eseciales.
)/msteadM:;;;*
Los metodos de fabricaci#n ara los tratamientos de las suerficies se utilizan cuando estas se re&uieren
ulidas' con ma!or recisi#n' con una aariencia est"tica o bien se re&uiere rotegerlas contra los efectos
noci(os de la corrosi#n1
.e clasifican como sigue1
Con 'emocin )e (aterial
J/cabado con lima
J/cabados con m-&uinas de arran&ue de (iruta )Forno' fresa o fresadora' etc.*
J@esbaste abrasi(o
JEsmerilado
JLaeado
JMoleteado
J2ulidoMbru7ido
J3ebabeo
J3ectificado
J.andblasting
*rocesos +umicos , $lectroqumicos
J/nodizado
JElectroulido
JLal(anizado
J?ridizado
J2asi(aci#n
J2a(onado
JFroicalizado
'ecubrimientos $lectroqumicos
J0romado
J+i&uelado
J2lateado
Otros 'ecubrimientos
J/nodizado en distintas clases ! ara ciertos materiales.
J2inturas ! esmaltes
J2lastisol
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
12
www.monografias.com
J2orcelanizado
Bru-ido
El bru7ido es un roceso de abrasi#n a baja (elocidad. Sa &ue el desrendimiento de material se efect,a a
(elocidades de corte mas bajas &ue en la rectificaci#n' el calor ! la resi#n se reducen dando or resultado
e%celentes dimensiones ! control metal,rgico. En las iezas bru7idas ara acabado se desrende solo
0.03mm o menos' todo bru7ido roorciona un acabado terso con la aariencia caracterstica de lneas &ue
se entrecruzan. La rofundidad de estas marcas del bru7ido uede regularse (ariando la resi#n' la
(elocidad ! tio de abrasi(os.
)2runedaM2000*
Esta oeraci#n no esta destinada a eliminar mucho metal ! se alica generalmente desu"s del ulido. El
trabajo se orime contra ruedas de tela o de fieltro' o correas de esos materiales' en las &ue se embarga
eri#dicamente alg,n abrasi(o fino diserso en un aglutinamiento lubricante.
)Teiser' :;;<*
Errores comunes en el ma&uinado de agujeros &ue ueden corregirse or bru7ido.
Ma&uinas ! herramientas de Uru7ido
M-&uina @e Uru7ir Borizontal Manual
M-&uina @e Uru7ir Borizontal /utom-tica
Bru-ido por rodillo simple
El Uru7ido' &ue emlea el rodillo como elemento deformante' es un roceso de elaboraci#n en fro en la
suerficie de una ieza re(iamente ma&uinada. La e&ue7a deformaci#n l-stica suerficial originada or
esta oeraci#n consiste en el deslazamiento del material de los Dicos' rotuberancias o crestasD a los
D(alles o deresionesD de las microirregularidades suerficiales' este flujo ocurre bajo una fuerza controlada
del rodillo &ue e%cede el unto de fluencia del material de la suerficie de la ieza no endurecida cre-ndose
una caa de metal consolidada &ue ro(oca el aumento de las roiedades funcionales en la suerficie'
este rocedimiento debe alicarse referentemente desu"s del torneado de acabado.
2uede ser bru7ido or rodillo cual&uier material cu!a dureza no e%ceda aro%imadamente los >0 B30 !
adem-s los mismos deben estar re(iamente desmagnetizados. .e emlea ara lograr un buen acabado
suerficial en suerficies cilndricas' suerficies lanas' suerficies de forma o erfiladas' suerficies
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
13
www.monografias.com
c#nicas' biseles' resaldos' cambios de secci#n ! radios' entre otros. Este roceso e(ita tener &ue emlear
las otras oeraciones secundarias de acabado &ue son econ#micamente costosas' obteni"ndose con este
una suerficie ulida ! consolidada.
El inter"s del resente estudio est- centrado esecficamente en las herramientas &ue tienen como
elemento deformante un solo rodillo' cu!o contacto entre las dos suerficies se roduce en una lnea or
rodadura o rodamiento. .e lantea &ue este roceso es m-s roducti(o &ue el Uru7ido or bola ! or
diamante deslizante ! en muchas ocasiones no se tiene en cuenta o no se cuenta con la m-&uina
herramienta aroiada o no se disone de la herramienta adecuada.
.e deben cumlir un gruo de condiciones o remisas ara la realizaci#n efecti(a de este tratamiento &ue a
continuaci#n se resumen.
Vue e%ista una suerficie reJma&uinada con un buen acabado suerficial. Es imortante el buen grado de
rugosidad )torneado fino* re(io de 3'2 a 5'3 8m 3a' dado or un adecuado r"gimen de corte !
herramientas de corte en buen estado ! debe ser un acabado uniforme' no tener desgarraduras' ni estras'
ni resencia de (irutas.
Vue e%ista una suerficie reJma&uinada debidamente dimensionada ! e%acta. En este roceso el di-metro
e%terior disminuir-. 0on el objeti(o de obtener la ieza dentro de la tolerancia dimensional re&uerida es
imortante &ue re(iamente se dimensione la ieza e%acta ! adecuadamente' teniendo en cuenta dicha
(ariaci#n en el di-metro &ue deender- de 1
JMaterial de la ieza en bruto
J@ureza inicial
JKuerza comresi(a controlada
J+,mero de asadas
J.uficiente esesor en la ieza a bru7ir.
2ara resistir la fuerza comresi(a de bru7ido la ieza debe tener un suficiente esesor o di-metro' en casos
de iezas cilndricas huecas el esesor debe ser suerior al 20W del di-metro interior. En insuficiente
esesor de la ared ro(ocar- en la suerficie ondulaciones o falta de circularidad.
Lubricaci#n ! l&uido refrigerante1 .e debe emlear un abundante flujo de fluido de trabajo limio ! &ue
osea una adecuada (iscosidad. @icho fluido actuar- como lubricante ara disminuir la fricci#n' como
refrigerante ara ermitir la transferencia del calor generado ! limiar- la suerficie a bru7ir de artculas
finas ! (irutas. Esto le ofrece una (ida m-s larga a la herramienta' los l&uidos de trabajo ueden emlearse
(irtualmente en cual&uier material. /dem-s deben ser estables al agua' resistentes a la esuma ! a las
bacterias.
En diferentes trabajos e%erimentales se reorta el uso de Xeroseno' aceite hidr-ulico' aceite de motores de
gasolina' aceite de motores diesel' aceite industrial ! aceite de engranajes. 2ara reciclar dichos fluidos se
re&uiere de un filtro.
.e emlea una herramienta monorodillo o de rodillo simle &ue consta de un rodillo montado en un cojinete
de rodamiento' se uede mo(er en los dos ejes )trans(ersal ! longitudinal*' dicha herramienta (a montada
en el ortaherramientas de la m-&uina herramienta. 0on esta herramienta se emlea l&uido refrigerante. .u
dise7o' fabricaci#n ! e%lotaci#n es sencillo or&ue su sistema de carga fundamentalmente es mec-nico' es
uni(ersal ues se le ueden colocar rodillos de diferentes di-metros ! formas' su roceso es r-ido ! es
f-cil de montar ! desmontar en la m-&uina herramienta' adem-s de su comodidad ara medir la fuerza. .e
emlean en roducciones unitarias ! en e&ue7as series.
El elemento deformante )rodillo* es fabricado de acero r-ido )B..*' aceros aleados con cromo' de
aleaciones duras o de carburo cementado )metal duro* ! mu! ulido' deben oseer una alta dureza' entre
9< ! 59 B30 ! una alta resistencia al desgaste.
La forma del erfil de trabajo del rodillo influ!e marcadamente en los resultados obtenidos en el roceso de
elaboraci#n de la suerficie. Entre los m-s utilizados se ueden encontrar$ rodillos con la banda cilndrica !
el radio abierto ara la elaboraci#n de suerficies con la salida libre de la herramienta' rodillos con el radio
cerrado ara los emalmes redondeados ! ranuras' rodillos con suerficies combinadas ara zonas
cilndricas con radio de transici#n' ara las suerficies con toe' ara suerficies c#nicas' entre otros tios.
0omo se ha lanteado el acabado en la suerficie de trabajo del rodillo tiene &ue ser buena ara cumlir
correctamente su funci#n' !a &ue esta es la encargada de realizar el contacto con la suerficie de la ieza a
elaborar ! si la rugosidad es mala transmitir- a la suerficie de la ieza un mal acabado' se recomienda
limiar dicha suerficie antes de comenzar el tratamiento ara e(itar &ue alguna suciedad se imli&ue en el
roceso ! se obtenga una suerficie defectuosa.
La fuerza sobre el rodillo se logra mec-nicamente )con muelles*' neum-ticamente' hidr-ulicamente o de
forma combinada.
%plicaciones
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
14
www.monografias.com
J2ueden ser bru7idas todas las iezas &ue se ensamblan ! &ue re&uieren un gran ni(el de acabado en las
suerficies de contacto ! un f-cil desmontaje' entre algunas de ellas est-n1
JYonas donde (an montados los cojinetes de rodamiento
J0ojinetes de deslizamiento
JL-minas de rotores ! estatores de motores el"ctricos
J2artes de bombas' turbinas ! comresores
J2iezas de e&uiamiento hidr-ulico ! neum-tico )con suerficies de sellaje reciso*
JZrboles ! ejes
J/siento de (-l(ulas
JEtensilios del hogar
J2iezas ara las industrias militar )anima de las iezas de artillera con(encional ! reacti(a*' aeron-utica !
aeroesacial )iezas de motores ! turbinas*' automotriz )istones' camisas' cig[e7ales' -rboles de le(a*'
&umica' electr#nica ! te%til' entre otras.
%sentado
El ro#sito del asentado es roducir suerficies geom"tricamente e%actas' corregir las mnimas
imerfecciones suerficiales' mejorar la e%actitud dimensional o roorcionar un ajuste reducido entre dos
suerficies en contacto. La cantidad de material desrendido normalmente es de 0.03mm de esesor.
(Amstead/ 1999)
El asentado es una oeraci#n de abrasi#n rincialmente ara acabar agujeros redondos ero tambi"n en
menor e%tensi#n suerficies e%ternas lanas ! cur(as or medio de iedras abrasi(as ligadas. Sa &ue el
abrasi(o no esta libre ara embeberse en una suerficie' ueden asentarse materiales met-licos ! no
met-licos lo mismo &ue materiales duros.
El asentado se utiliza en suerficies lanas' cilndricas' esf"ricas o con forma esecia.
.En el rectificado con la eriferia de una rueda rgida ha! un contacto aro%imadamente lineal con la
suerficie de trabajo' en tanto &ue en el asentado ha! una gran -rea de contacto ! menos resi#n. El
rectificado se hace a altas (elocidades$ el asentado a bajas (elocidades con una acci#n mas sua(e.
0omo se hace el asentado1 las iedras de asentado se hacen de los materiales comunes abrasi(os de liga'
con frecuencia imregnados con azufre' resina o cera ara mejorar la acci#n de corte ! alargar la (ida de la
herramienta. Los tama7os de los granos (aran desde <0 ara desbaste a 320 ara acabar materiales duros
! hasta 900 ara materiales sua(es.
Las ma&uinas de asentado ueden ordenarse en dos clase generales1
Jma&uinas (erticales &ue e(itan el andeo de las iezas de trabajo ! herramientas.
Jma&uinas horizontales &ue dan acceso f-cil ! son mejores ara las oeraciones manuales ! ara iezas
grandes se fabrican ma&uinas de este tio con carreras de hasta =9 ies.
)Teiser' :;;<*
.entaas"
El anodizado ofrece el acabado ara la ar&uitectura m-s dura ! segura actualmente.
3e&uiere oco mantenimiento
3esistente a la abrasi#n ! a la corrosi#n
2osibilidad de realizar una amlia gama de colores a tra("s de la caa an#dica.
Ma!or dureza suerficial
%plicaciones
JEntre los roductos com,nmente con este roceso se inclu!en1
Jcalibradores
Jernos ara embolo
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
15
www.monografias.com
J(-l(ulas
Jengranes
Jrodamientos de rodillos
Jarandelas de emuje
Jartes #ticas
Jacabado de cilindros de motor de autom#(il
Jcojinetes' flechas
Jalmas de ca7#n
Jcalibradores de anillos
Jasadores de ist#n
Jcaras de bridas
Superacabado
El sueracabado' tambi"n es llamado microulido' microamolado ! microacabado' se hace frotando con una
iedra o iedras orimidas contra una suerficie ara roducir un acabado en el metal de fina calidad.
U-sicamente no es una oeraci#n ara crear dimensiones' aun&ue uede corregir la falta de redondez
hasta de un =9W ! dimensiones de 30 m )aro%imadamente 0.00: in*. El sueracabado se enfoca a
corregir defectos diminutos de la suerficie' como marcas de tra&ueteo ! tambi"n es efecti(o ara remo(er
material amorfo' (elloso' roto' indistinto o &uemado ! deja una suerficie recta del metal b-sico.
)Teiser' :;;<*
Fodas las oeraciones de acabado' as como los rocesos comunes de rectificaci#n dejan una suerficie
cubierta con metal fragmentado' no cristalino o en ol(o' los &ue aun&ue se uedan &uitar f-cilmente or
contacto deslizante' roducen un desgaste e%cesi(o' aumenta los juegos' la oeraci#n ruidosa ! las
dificultades de lubricaci#n. El sueracabado es un roceso de mejoramiento de la suerficie &ue elimina
esos fragmentos de metal indeseables dejando una base de metal solid# cristalino. Es algo similar al
bru7ido' !a &ue ambos rocesos usan una iedra abrasi(a' ero difieren en el tio de mo(imiento dado a la
iedra.
/licaci#n1
J cig[e7ales
J -rboles de le(as
J ejes rimarios
J engranes
J cremalleras de direcci#n
J rodillos de imresi#n
J rodillos de laminaci#n
(Amstead/ 1999)
Tecnologa de superacabado" para la reduccin de irregularidades de forma y de superficie
0ual&uiera &ue sea el roceso utilizado' la mecanizaci#n de comonentes de recisi#n ro(oca alteraciones
en los mismos. Es imosible roducir una suerficie erfectamente homog"nea' ! geom"tricamente erfecta
utilizando las t"cnicas con(encionales como laeado' rectificado' torneado o fresado de alta (elocidad o
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
16
www.monografias.com
ulido. .i se e%amina una suerficie &ue ha!a sido laeada' rectificada o mecanizada a alta (elocidad con
un aumento de 2.000 (eces' la suerficie resenta un asecto de diente de sierra con icos ! (alles de
diferentes anchuras ! alturas. Las herramientas de sueracabado mejoran significati(amente suerficies !a
finas sin causar ning,n da7o estructural.
El e%aminado metal,rgico de suerficies &ue ha!an sido generadas or rocedimientos de acabado re(ela
las diferencias resentes en cuanto a calidad suerficial. Est- robado &ue estas des(iaciones resecto a
una suerficie Ngeom"tricamente idealO tienen una significati(a influencia en roiedades como desgaste'
fricci#n' atoramientos' lubricaci#n' ruido' caacidad de sellado' fatiga' resistencia' ajustes' resistencia a la
corrosi#n' etc.
En unto esencial a tener en cuenta es &ue el 90W de la tolerancia total en di-metro es in(ertida en
absorber des(iaciones de forma )concentricidad' redondez' conicidad ! rectitud*. 3educir la influencia de
estos factores es necesario esecialmente en iezas donde ajustes estrechos son necesarios. 0on los
re&uerimientos de elementos de motores ! engranajes constantemente increment-ndose' se hace necesaria
una ma!or atenci#n a las tolerancias de forma' as como las cualidades suerficiales.
T amboreo
El tamboreo o ulido or fricciones un m"todo controlado de rocesar iezas ara eliminar rebabas'
escamas' bordes ! #%idos' as como mejorar el acabado suerficial. Entre los metales &ue ueden ser
tamboreados se inclu!en todos los metales' (idrio' l-stico ! hule. .e utiliza amliamente como una
oeraci#n de acabado ara muchas iezas' se obtiene una uniformidad en el acabado suerficial &ue no es
osible con el acabado a mano.
Ma&uinaria utilizada1
JLranalladora de tambor rotati(o
Las granalladoras de tambor rotati(o son utilizadas ara el tratamiento de fundiciones donde se re&uiera en
forma simult-nea al granallado realizar un tamboreo &ue (a!a desrendiendo rebarbas &ue udieran tener
las iezas fundidas.
0!m Materiales ./ fabrica dos gruos de e&uios de granallado de tambor rotati(o' el rimer gruo
comuesto or una lnea de e&uios econ#micos' con recuerador de abrasi(o en el mismo tambor ! el
segundo comuesto or e&uios de ma!or orte &ue oseen sistemas de recueraci#n ! limieza de
abrasi(o con(encional.
Los e&uios de granallado de tambor rotati(o son mu! simles de oerar. El trabajo comienza con la carga
de las iezas dentro del tambor' udi"ndose realizar manualmente o or medio de un cargador de iezas.
@esu"s el oerario cierra la uerta dando inicio al ciclo de granallado. Las turbinas ! el tambor comienzan
a girar. El giro del tambor roduce una rotaci#n ! tamboreo en las iezas ara &ue todas &ueden e%uestas
al haz de granalla arrojado or las turbinas.
Ena (ez terminado el ciclo de granallado el e&uio se detiene en forma autom-tica' ermitiendo abrir la
uerta ara la descarga de las iezas.
(Amstead/ 1999)
*ulido o Lapeado
El ulido se ejecuta ara dejar un acabado terso sobre las suerficies ! en esta oeraci#n uede inter(enir
frecuentemente la eliminaci#n de cantidades areciables de metal ara sacar rasones' huellas dejadas or
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
17
www.monografias.com
la herramienta' ho&uedades finas ! otros defectos resentes en suerficies burdas. La cantidad de metal
desrendido ! el acabado suerficial se regulan or las caracteristicas del material &ue se ule' or la
(elocidad de la banda son fle%ibles ! se adatan a las -reas irregulares redondeadas cuando es necesario.
La recisi#n del tama7o ! la forma no son imortantes ordinariamente' ero a (eces se mantienen
tolerancias de 0.00: ulgadas o menos en el ulido a ma&uina. Las ruedas ulidoras' esarcen la acci#n de
los cortes ! se conforman a las suerficies cur(as resentes en las iezas de trabajo. La alicaci#n de los
abrasi(os en esta oeraci#n sigue bastante estrechamente los rinciios &ue rigen el esmerilado.
)Teiser' :;;<*
La lancha de laear de la figura siguiente suele ser de hierro colado' cobre' cuero o tela. Las artculas
abrasi(as est-n embebidas en ella' o ueden ser arrastradas en un lodo. @eendiendo de la dureza de la
ieza' las resiones de laeado (an de = a :>6 T2a.
(Kalpakjian/2003)
Ma&uinaria utilizada1
JMa&uinas &ue ortan el trabajo en lnea recta asando una o mas ruedas.
JMa&uinas &ue giran las iezas en contacto con las ruedas.
%plicaciones"
J 0omutaci#n
J \tica
J Electr#nica
J .ellos mec-nicos
J Fodo a&uel &ue re&uiere un ulido esejo en el lano en distintos materiales como' cer-mica' (idrio'
grafito' l-stico ! metales o aleaciones en general.
%spersin con municin y arena
Las oeraciones con munici#n ! arena se realizan arrojando artculas a (elocidades altas' contra el
trabajo. Las artculas ueden ser munici#n o granalla met-lica' alg,n abrasi(o artificial o natural inclu!endo
arena' o roductos agrcolas como c-scaras de nueces' deendiendo de la meta &ue desea alcanzarse ! de
las condiciones en &ue se encuentra la ieza de trabajo. La raz#n rimordial de la asersi#n es la de limiar
la suerficie. Esta uede ser la eliminaci#n de escamas' orn o arena &uemada de iezas coladas' haciendo
uso de munici#n o arena$ la eliminaci#n de intura mediante la asersi#n con arena' de objetos &ue (a!an a
intarse nue(amente$ la limieza de grasa o aceite de artes terminadas usando ara ello cascarones de
nuez. Mediante la asersi#n se obtiene un acabado suerficial limio ! uniforme &ue es' en muchos casos'
el acabado final. /dem-s la asersi#n or munici#n martillea o golea las suerficies ! conduce hacia la
(entaja de aumentar areciablemente la resistencia a la fatiga ! ala corrosi#n or esfuerzos' reduce la
orosidad en los colados no ferrosos' mejora' la resistencia al desgaste como en el caso de los dientes de
engranes ! mejora' en algunas otras suerficies la caacidad de retenci#n de aceite.
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
18
www.monografias.com
%plicaciones"
J .e utiliza ara &uitar intura' #%idos ! residuos mu! adheridos a las suerficies &ue con s#lo agua a
resi#n seran mu! costosos de arrancar.
/resado
Las suerficies lanas o cur(adas' interiores o e%teriores' de casi todas formas ! tama7os ueden
ma&uinarse or fresado. Las oeraciones de fresado comunes se ilustran en la siguiente figura' en la cual
se muestra &ue en la misma clase de una suerficie con frecuencia uede fresarse en (arias formas. 2or
ejemlo' las suerficies lanas ueden ma&uinarse or fresado' fresado de cantos o fresado de cara. El
m"todo ara cual&uier trabajo esecifico uede determinarse or la clase or la clase de ma&uina fresadora
usada' el cortador o la forma de la ieza de trabajo ! la osici#n de la suerficie.
Kigura1 /lgunas oeraciones de Kresado
Cortadores e impulsores de fresado
0lase de cortadores de fresado1 ara la gran (ariedad de trabajo &ue uede hacerse or fresado se
necesitan muchas clases ! tama7os de cortadores. 0on frecuencia un cortador se denomina seg,n la clase
de oeraci#n de fresado &ue ejecuta' en la imagen siguiente se identifican los tios rinciales de
cortadores.
0omo regla la ieza de trabajo se alimenta hacia un cortador de fresado &ue gira ! or lo tanto tiene un
numero de dientes &ue realizan cortes intermitentes en sucesi#n. Fambi"n' el corte rotatorio uede
alimentarse contra la ieza de trabajo.
Los cortadores de fresado se hacen con di(ersos di-metros' longitudes' anchos ! n,meros de dientes. Los
cortadores de fresado ueden ser de los tios s#lido de una ieza' con untas o dientes o dientes
insertados con los mismos materiales &ue ara las herramientas de un solo filo. El tio mas simle de
cortador de fresado esecial es un cortador (olado. 0onsta de un buril sostenido en un -rbol como se ilustra
en la siguiente figura' o de un disco esado &ue act,a como un (olante. @icho cortador es f-cil de formar !
uede hacerse ara realizar trabajo e%acto ero es de oeraci#n lenta. Los cortadores (olados se usan
rincialmente ara fresado de forma' cuando solo se (an a hacer unas cuantas iezas. 2ara fresar
cantidades m-s grandes de una forma articular' se hace un cortador esecial con dientes m,ltiles.
(&quinas fresadoras
En la industria se utilizan en di(ersas formas muchos tios de ma&uinas fresadoras. /lgunas clases son
m-s adecuadas ara trabajo de ro#sito general. 4tras est-n adecuadas ara manufactura reetiti(a !
algunas est-n arregladas en forma ideal ara trabajos eseciales. En general las ma&uinas fresadoras
ueden clasificarse como de ro#sito general' ara roducci#n' tio laneo ! fresadoras esecializadas.
Este tio de ma&uina es caaz no solo de hacer fresado recto de suerficies lanas cur(adas sino tambi"n
corte de engranes ! cuerdas' taladrado' horadado ! rasurado cuando se adata con el e&uio adecuado.
Ma&uinas de fresado ara roducci#n1 las ma&uinas de fresado ara manufactura est-n dise7adas con el fin
de remo(er con raidez el metal ! re&uieren un mnimo de atenci#n del oerador. +o son tan f-ciles de
adatar a di(ersos trabajos como las anteriores.
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
19
www.monografias.com
Ma&uinas fresadoras del tio ara laneado1 se arece ! tiene mo(imientos comarables a una laneadora
de doble columna. Estas ma&uinas est-n dise7adas ara ma&uinar grandes iezas de trabajo.
Ma&uinas fresadoras horizontales ara mandrilado' taladrado ! fresado1 la ma&uina fresadora horizontal
ara horadado es un nombre com,n ara esta ma&uina or &ue en forma tica esta ro(ista con un soorte
de e%tremo ara mandrilar con barras largas como se ilustra en la arte suerior de la figura siguiente.
Kiguras1 oeraciones hechas en ma&uinas horizontales ara horadado' taladrado ! fresado1 suerior$
horadado en una fundici#n con una larga barra horizontal sostenida or un soorte corredizo$ inferior$
careado con fresa del soorte de bujes de una estructura soldada.
La barra en este diagrama esta imulsada en la iz&uierda or la flecha en el cabezal' el cual uede mo(erse
hacia abajo en correderas en unas columnas. Las ma&uinas horizontales ara mandrilar' erforado !
fresado se constru!en ara roorcionar soorte ! rigidez ara ma&uinar con recisi#n grandes iezas de
fundici#n' forjas ! soldaduras ara roductos como motores diesel' turbinas ! columnas de ma&uinas de
herramienta.
Ma&uinas fresadoras de ro#sito esecial1 se utilizan ara clase articulares de trabajo como dulicaci#n
de formas' fresado de cama ! ma&uinado de artes esecificas en grandes cantidades.
/licaciones1
Estas ma&uinas com,nmente se utilizan ara hacer dados de forja' moldes' dados de forma' etc.
Clasificacin )e Las /resas *or Sus %plicaciones
Las fresas resentan mu! (ariadas formas ara adatarse al trabajo &ue se ha de ejecutar. JJJ Las fresas se
muestran continuaci#n1
Kresas ara labrar suerficies lanas. 2ueden ser cilndricas ! frontales' seg,n &ue los sientes se
encuentren en la cara cilndrica o en una de las caras lanas.
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
20
www.monografias.com
/un&ue las rimeras ueden ser de diente recto' casi siemre son de diente inclinado' o sea' helicoidales.
0uando se trata de trabajos fuertes' se emlean fresas dobles' cu!os dientes est-n inclinados en sentido
ouesto' ara e(itar las resiones a%iales.
Las fresas frontales ueden ser de dientes ostizos. Ba! tambi"n fresas &ue ueden trabajar or dos caras.
Kresas ara ranurar1 .e llaman as las &ue se emlean ara construir ranuras de erfil rectilneo.
Las ha! cortantes or unas caras' or dos caras ! or tres caras. /lgunas de est-s ,ltimas se constru!en en
dos iezas' entre las cuales se ueden colocar rodajas de ael o chaa delgadas ara hacer (ariar la
anchura de la fresa entre e&ue7os limites.
Kresas ara labrar herramientas1 las ha! ara ranurar brocas' machos' mandriles' fresas' etc.
Limado
Los dientes de una lima act,an sobre una suerficie ancha ! rogresan lentamente. .u efecto cortante
uede (igilarse ! controlarse. /s &ue el limado es adecuado ara acabar suerficies irregulares !
suerficies difciles de alcanzar con otras clases de herramientas de corte. El limado esta limitado a la
remoci#n de e&ue7as cantidades de materiales sua(es. Est-n disonibles ma&uinas de limado
recirocante ! continuo ara el acabado r-ido ! e%acto de suerficies lanas e irregulares en e&ue7as
cantidades.
Las limas ueden identificarse or ):* tio' )2* clase' )3* corte' )>* aso' )9* tama7o.
La lima de mano com,n tiene una esiga ara recibir un mango de madera. La lima ordinariamente se
mue(e en forma reciroca a tra("s del trabajo haciendo resi#n en la carrera hacia delante. Las limas
musas se usan ara afilar sierras' trabajo en torno ! acabado liso en general. Las limas de mec-nico son de
mucho uso en fabricas ! talleres$ las limas de fundici#n son similares ero mas robustas ara fundiciones
bastardas. Las escofinas son adecuadas ara madera ! otras sustancias sua(es. Las limas de atr#n suizo
se hacen ara acabados finos ! acabado de recisi#n como se lle(a a acabo or los modelistas de dados'
instrumentos ! herramientas. Las limas de dientes cur(os se refieren ara el aluminio ! otros metales
sua(es' en articular en el trabajo de carrocera de autom#(il.
El limado continuo se realiza con una lima de banda' la cual esta hecha de una serie de segmentos cortos
de lima. 0ada segmento se fija cerca de un e%tremo recedente mediante una resilla a una banda de acero
fle%ible de modo &ue ueda asar con libertad sobre las ruedas en las cuales corte la banda. 0ada
segmento de lima esta eslabonada con el segmento &ue le sigue de manera &ue la acci#n de corte no se
interrume. Los e%tremos de la banda se conectan or un broche de modo &ue ueda unirse ara hacer un
rizo continuo.
La clase o tio de lima se determina or su forma$ una lima ahusada est- algo reducida en tama7o hacia su
e%tremo$ una lima chata es del mismo tama7o en toda su longitud. Las formas rinciales de secci#n
trans(ersal son lanas )rectangulares*' limaron cuadrado )en cuadro*' limaron redondo' media ca7a )en
realidad un tercio de circulo*' o(al ! triangular )con tres es&uinas*.
El corte de una lima indica la forma en &ue los dientes est-n formados. Ena lima de un solo corte tiene una
sola hilera de dientes aralelos a tra("s de su cara en un -ngulo con su eje$ este es el corte de una lima
musa. Ena lima de doble corte tiene dos filas de dientes &ue se cruzan una con otra' como en la ma!ora de
las limas de mec-nico. 0ada diente en una lima con corte de escofina esta formado de or si or una sola
marca de unz#n. En corte cur(o es un corte fresado con un gran diente como na(aja' con frecuencia a
tra("s de la cara de la lima.
Las limas est-n graduadas de acuerdo con el aso o esaciamiento de los dientes. Los t"rminos
descriti(os &ue se refieren al aso desde el esaciamiento mas ancho al esaciamiento cerrado son
desbaste' gruesa' bastarda' semifusa' musa' ! fina.
Las limas gruesas remue(en el metal con raidez' las limas finas dan buenos acabados ! las limas medias
son un comromiso. Las limas con orilla de seguridad no tienen dientes laterales' de modo &ue uedan
cortar ero no da7ar un hombro. Las limas usadas com,nmente ara metales ferrosos son lanas o media
ca7a con corte ,nico o doble' en bastardas' semifusas ! en grado de musas. Las limas ara metales no
ferrosos ! no metales deben tener dientes de corte rofundo con el ro#sito de tener esacio ara las
(irutas.
%plicaciones"
Jalicaci#n de acabado decorati(o a suerficies de metal$ eliminaci#n de rebabas ! remoci#n de gal(anizado
en iezas cortadas con sierra$ desbastado ! limieza de bordes$ desbastado de metal' l-stico ! madera$
eliminaci#n de marcas de fresado$ alicar acabados re(io a intura o alicaci#n de chaa met-lica$
eliminaci#n de caa de escama de fundici#n$ bordes de moldes de fundici#n or esmerilado.
)esbastado %brasi!o
Los abrasi(os son sustancias duras usadas en di(ersas formas' como herramientas ara esmerilar ! otras
oeraciones de acabados de suerficies. .on caaces de cortar materiales demasiados duros ara otras
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
21
www.monografias.com
herramientas ! dar mejores acabados ! mantener tolerancias mas estrechas de las &ue ueden obtenerse
econ#micamente or otros medios en la ma!ora de materiales.
Los abrasi(os ueden utilizarse como granos sueltos' en ruedas de esmerilado' en iedras ! bastoncillos !
como abrasi(os re(estidos. 0uando se alican con m-s eficiencia' los abrasi(os eliminan el metal
cort-ndolo en (irutas recisamente como otras herramientas de corte de metal' ero las (irutas or lo
general son tan e&ue7as &ue deben amlificarse ara (erse.
/brasi(os comunes1
:.J 4%ido de aluminio. 2ueden adicionarse di(ersas sustancias ! seguir di(ersos metodos de manufactura
ara mejorar la dureza' tenacidad' friabilidad. @os aditi(os comunes son el (anadio ! el zirconio.
2.J El carburo de silicio' conocido comercialmente como carborundum ! cr!stolon.
3.J +itruro de Uoro' en las formas de nitruro de boro de cristal c,bico ,nico )0U+* ! nitruro de boro c,bico
nitrocristalino )M0U+*' de manera comercial como Uorazon' Uora%.
>.J @iamante' una forma ura de carbono' tanto natural como artificial' en forma friable o de blo&ue.
Las roiedades imortantes de un material abrasi(o son ):* dureza' )2* tenacidad' )3* resistencia ala
fricci#n' )>* friabilidad.
La dureza es la caacidad de una estancia ara resistir la enetraci#n. En abrasi(o debe ser duro ara
enetrar ! ra!ar el material en el cual trabaja. Mientras ma!or sea la diferencia es la diferencia de dureza
entre un abrasi(o ! el material de trabajo' mas eficiente ser- el abrasi(o. El diamante es la sustancia mas
dura conocida. .i su dureza se indica or =0' entonces la dureza 0U+ uede ser aro%imadamente es de
90' el carburo de silicio 29' el o%ido de aluminio 20' el carburo cementado :<' el acero duro <' ! el (idrio
com,n >. Los suerabrasi(os diamante ! 0U+' cuestan mucho mas &ue el o%ido de aluminio ! el carburo de
silicio )0U+ de :0 a :9 (eces &ue el o%ido de aluminio* ero se comortan considerablemente mejor en
alicaciones articulares' como esmerilar acero endurecido' carburos cementados ! materiales de la era
esacial. /un&ue no es tan duro como el diamante' el 0U+ esmerila algunos materiales duros mejor or&ue
es m-s inerte ! soorta temeraturas m-s altas.
$s merilado y 'ectificado
El trabajo de esmerilado se hace en suerficies de casi todas las formas concebibles ! en materiales de
todas clases. El esmerilado uede clasificarse como sin recisi#n o de recisi#n' de acuerdo con el
ro#sito ! rocedimiento. En el esmerilado de recisi#n las formas comunes son el desbaste ! el
esmerilado a mano' se hace rincialmente ara eliminar material en e%ceso &ue no uede eliminarse en
forma tan con(eniente or otros metodos de fundiciones' forjas' tochos ! otras iezas burdas. El trabajo se
orime con fuerza contra la rueda o (ice(ersa. La e%actitud ! el acabado de la suerficie obtenida son de
imortancia secundaria. El esmerilado de recisi#n se ocua con la roducci#n de buenos acabados de
suerficie ! dimensiones e%actas. La rueda o el trabajo o ambos se guan en tra!ectorias recisas.
0ual&uier esmerilado es una oeraci#n de alta energia ! otencialmente bastante eligrosa. El c#digo &ue
rescribe medidas obligatorias de necesidad ! las bases ara la ma!ora de los est-ndares ! las le!es de
estados es el est-ndar de /merican +acional .tandards ?nstitute.
Las tres clases b-sicas de esmerilado de recisi#n o rectificado son rectificado cilndrico e%terno' rectificado
cilndrico interno ! rectificado de suerficies. Las (ariaciones de cada uno de estos describir-n en cone%i#n
con las ma&uinas de rectificado. El rectificado es caaz de roducir suerficies e%actas ! finas or&ue
trabaja mediante filos e&ue7os de corte abrasi(os' cada uno de los cuales da una mordida ligera. 2or otra
arte' ueden remo(erse cantidades areciables de material or rectificado or&ue se alica un gran
n,mero de filos cortantes a frecuencias altas.
Efecto del tama7o en el esmerilado1 se distinguen tres etaas en la acci#n de los abrasi(os en el
esmerilado. 0uando un grano abrasi(o rimero hace contacto' se distorsiona ! uede deslazarse el
material ligeramente' ero si enetra sin m-s rofundidad' entonces' en efecto' simlemente flota ! contin,a
su curso. 0on enetraci#n un oco mas rofundas' el metal e%truido r-cticamente alrededor del grano en
una acci#n de arado' ! el deserdicio se esarce a lo largo del ara7o. .i un grano muerde con suficiente
rofundidad ara fracturar el metal ante el' arranca una (iruta en una (erdadera acci#n de corte. El grado de
enetraci#n determina las fuerzas ! la energia re&uerida ara remo(er el material.
La facilidad de acabado se relaciona con el unto relati(o de dar un acabado un acaba do fino en un
material. En general' los materiales de facilidad de esmerilado media se ha encontrado &ue tienen la m-s
obre facilidad de acabado. Los materiales duros con baja facilidad de esmerilado arecen tener buenas
facilidades de acabado como regla or&ue achatan los granos ! e(itan rasgu7os rofundos.
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
22
www.monografias.com
Kigura1 4eraciones b-sicas de esmerilado de recisi#n o rectificado
Las ma&uinas de rectificado utilizan ruedas de esmerilado' or lo tanto' las clases amlias son
esmeriladoras o rectificadoras sin recisi#n ! de recisi#n. Los tios rinciales de ma&uinas esmeriladoras
de recisi#n son ma&uinas cilndricas ara rectificado e%terno e interno ! ma&uinas rectificadoras de
suerficies. .e han desarrollado ciertos tios ara hacer oeraciones esecficas ! se clasifican como
corresonde.
J3ectificadoras de recisi#n1
J3ectificadoras cilndricas del tio de centro.
J3ectificadoras con mandril.
J3ectificadoras sin centros.
J3ectificadoras internas.
J3ectificadoras de suerficie.
J3ectificadoras de disco.
J3ectificadoras de cortes ! herramientas
J3ectificadoras miscel-neas
J3ectificadoras de banda abrasi(a.
(Keiser, 1998)
.e suele relacionar el desgaste de una iedra con la cantidad de ieza eliminado' mediante un ar-metro
llamado relaci#n de rectificado L' &ue se define como1
L] )(olumen del material eliminado*M )(olumen de desgaste de iedra*
En la r-ctica las relaciones de rectificado (aran mucho desde 2 a 200 o hasta m-s' deendiendo del tio
de iedra' material de ieza' fluido de rectificado ! ar-metros de roceso' como la rofundidad de corte ! la
(elocidad de la iedra ! de la ieza. @urante la oeraci#n de rectificado' determinada iedra funciona sua(e
)es alto el desgaste* o funciona dura )es bajo el desgaste*. ?ndeendientemente de su grado.
$l rectificado comparado con otras operaciones
El rectificado se ha considerado siemre como un roceso de acabado &ue es recedido or otros metodos
&ue remue(en el (olumen del material e%cedente de las iezas burdas. El rectificado es la forma econ#mica
de cumlir las esecificaciones' ero ordinariamente rimero se tornea la ieza ara eliminar la ma!or arte
de material e%cedente. .in embargo' se est-n rectificando or comleto cada (ez ! mas artes brutas.
(Keiser, 1998)
%plicaciones"
Jherramientas de corte
Jhidr-ulica de alta recisi#n
J -rboles de le(as
J e&ue7os cig[e7ales
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
23
www.monografias.com
J ejes de cajas de cambios
J ejes de transmisi#n' entre otros.
(aquinado 0ltrasnico
En el ma&uinado ultras#nico se &uita material de una suerficie or microdesostillado ! erosi#n con granos
abrasi(os finos en un lodo o ula. La ula de la herramienta' (ibra a una frecuencia de 20 Thz. ! baja
amlitud. Esta (ibraci#n a su (ez' imarte una gran (elocidad a los granos abrasi(os entre la herramienta !
la ieza.
Los esfuerzos roducidos or el imacto de artculas abrasi(as sobre la suerficie de la ieza son altos
or&ue el tiemo de contacto entre las artculas ! la suerficie es mu! e&ue7o' ! el -rea de contacto es
mu! e&ue7a. En los materiales fr-giles' estos esfuerzos de imacto tienen la magnitud suficiente ara
causar el microdesostillamiento ! la erosi#n de la suerficie de la ieza.
La unta de la herramienta se fija a un transductor mediante el ortaherramientas' suele ser de acero sua(e
! sufre desgaste. .e re&uiere herramienta esecial ara cada forma &ue se (a a roducir. Los granos son
en general de carburo de boro' aun&ue tambi"n se usan de o%ido de aluminio o de carburo de silicio. Los
granos se arrastran en un lodo con agua en concentraciones de 20W a 50W en (olumen con un tama7o de
grano de desbaste de :00 hasta :000. El lodo tambi"n retira los desechos de la zona de corte.
El ma&uinado ultras#nico se adata mas a materiales duros ! fr-giles' como las cer-micas' carburos
iedras reciosas ! aceros endurecidos.
(Kalpakjian, /2003)
$scariado
En el escariado se emuja o se jala sobre la suerficie de una ieza de trabajo una herramienta ro(ista de
una serie de dientes' cada diente toma una laminilla delgada esa suerficie. El escariado de las suerficies
interiores se llama escariado interno o de agujeros$ el de las suerficies e%teriores se conoce como
escariado suerficial. Entre las oeraciones reresentati(as de escariado interior se encuentran las de
dimensi#n es de agujeros ! corte de estras rofundas' -rboles ranurados rectos o helicoidales' almas de
fusiles ! cu7eros.
Fios de Escariadores
0asi cada escariador esta dise7ado ara ejecutar un trabajo esecfico ! de una manera determinada.
/lgunas est-n hechas ara alicarles tracci#n' otras ara emujarse ! aun otras ara sostenerse en un
lugar colocado !a sea sobre un toe m#(il o en osici#n fija. En escariador uede hacerse de una sola
ieza' llamada s#lida' o ensamblada o construida' hechas de cascarones' secciones cambiables o dientes
insertados. Las secciones intercambiables' dientes o cascarones ermiten &ue sea m-s f-cil rearar un
escariador !' en algunos casos' ermiten &ue sea m-s f-cil hacerlo desde el rinciio.
En escariador bru7idor forma una suerficie ulida en un orificio hecho en acero' hierro colado o material no
ferroso. Los dientes ulidores est-n redondeados ! no cortan sino comrimen ! frotan el metal suerficial.
Ma&uinas escariadoras1
La ma&uinas ara escariar ueden clasificarse como
Jrensas escariadoras
Jma&uinas escariadoras de tracci#n
Jma&uinas escariadoras suerficiales
Jma&uinas escariadoras continuas
Las ma&uinas escariadoras tienen accionamientos hidr-ulicos o electromec-nicos. Ena ma&uina hidr-ulica
ejerce fuerza or medio de un ist#n ! cilindro.
La rincial (entaja &ue reorta el escariado consiste en &ue se trata de una oeraci#n r-ida$ com,nmente
se ocuan segundos en deseme7ar una tarea &ue consume minutos al realizarse de cual&uier otra
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
24
www.monografias.com
manera. .e necesita oca destreza ara hacer ma&uinar una ma&uina escariadora ! la automatizaci#n se
arregla f-cilmente. 2ueden obtenerse buenos acabados ! recisi#n a tra("s de la (ida ,til de un escariador
or&ue el trabajo basto ! el acabado se efect,an or medio de dientes diferentes. /lgunas de las
limitaciones roias del escariado son suerficies ara hacer imractica su alicaci#n en ciertos trabajos. +o
es osible escariar una suerficie si esta tiene una obstrucci#n &ue atra(iese la tra!ectoria de
deslazamiento del escariador. 2or ejemlo' normalmente' no se someten al escariado los agujeros !
bolsas ciegos. Las iezas de trabajo fr-giles no son buen material ara el escariado or&ue no eden
resistir las grandes fuerzas imuestas or el roceso sin deformar o romerse.
*ulimentado
El ulimentado es un roceso &ue origina abrasi#n ! deja ! deja rasones finos distribuidos al azar. El fin
&ue ersigue a&u es mejorar la calidad suerficial reduciendo las aserezas' ondulaciones ! defectos ara
roducir suerficies e%actas ! tambi"n lisas. La resi#n ejercida al alicar el ulimentado es baja en
comaraci#n con la de esmerilado ! el trabajo jam-s se calienta en e%ceso. El ulimentado se realiza tanto
a mano como con ma&uinas. Esta es una 4eraci#n b-sica en talleres miscel-neos ! mec-nicos en los &ue
se encuentran alicaciones reresentati(as como es el acabado de suerficies de localizaci#n ! de
desgaste en herramientas ! calibradores de recisi#n. Los blo&ues calibradores' &ue son las normas de
recisi#n' se acaban regularmente mediante oeraciones de ulimentado. El ulimentado a ma&uina es una
oeraci#n com,n en la fabricaci#n. 4tros materiales reresentati(os a los &ue se alica el ulimentado los
las suerficies &ue deben &uedar herm"ticas ara imedir el aso de gases o l&uidos' sin emlear juntas' !
de a&uellas de las &ue es necesario eliminar errores e&ue7os' como en los dientes de engranes.
El trabajo de ulimentado elimina' normalmente solo una cantidad de material e&ue7a' hasta 0.030
ulgadas o mas' ero la eliminaci#n &ueda ordinariamente en unas cuantas mil"simas de ulgadas ara el
trabajo basto ! cantidades tan e%iguas como 0.000: ulgadas ara el acabado. Esto se debe a &ue el
acabado fino trabaja lentamente ! es difcil controlar la forma suerficial si se elimina demasiado material.
2ara el ulimentado se usa un abrasi(o fino mezclado con un (ehiculo' ruedas abrasi(as aglutinadas' o
abrasi(os recubiertos. El ulimentado en medio h,medo' realizado con agua clara o jabonosa' aceite o
grasa' uede ser hasta seis (eces m-s r-ido &ue el ulimentado seco.
La oeraci#n de ulimentado se efect,a esarciendo el material abrasi(o suelto ! el (ehiculo sobre zaatas
de ulimentado' lacas o ca7as o -rboles tubulares &ue se llaman ulimentadotes &ue se frotan contra el
trabajo. El ulimentado son abrasi(o suelto no se lle(a a cabo frecuentemente sobre materiales blandos
or&ue las artculas abrasi(as se incrustan en la ieza de trabajo.
Esta oeraci#n se efect,a ara acabar asientos de (-l(ulas de (-stago' ulimentar engranes a ma&uina !
en ulimentado manual de calibradores de ta#n ! anillo.
Ma&uinas ara ulimentar1
JMa&uina ulimentadota (ertical1 2ulimenta suerficies lanas o cur(as situadas entre dos ulimentadores
ouestos montados en husillos (erticales.
JMa&uina ulimentadora sin centros1 esta dise7ada ara la roducci#n contin,a de artes redondas como
ernos de istones' tazones ! carriles ara cojinetes' unteras de (-l(ulas ! flechas.
J Ma&uina ulimentadota de correa abrasi(a1 ulimentan suerficies de cojinetes ! le(as en iezas como
cig[e7ales ! -rboles de le(as con mo(imiento de (ai("n cortos ara imedir &ue ha!a lneas continuas !
refinar el acabado.
'e!olcado , %cabado .ibratorio
La oeraci#n conocida como re(olcado dar (ueltas o acabado en barril' consiste en cargar las iezas de
trabajo en un barril lleno hasta cerca de 50W de su caacidad con granos abrasi(os' aserrn' (iruta o astillas
de madera' iedras naturales o artificiales' cenizas' arena' granalla met-lica u otros agentes limiadores
deendiendo la comosici#n del trabajo ! del tio de acci#n &ue trate de obtenerse. Esualmente se agrega
tambi"n agua' mezclada muchas (eces con un acido' un detergente' un roducto &ue re(enga la formaci#n
de orin' o un lubricante. La barrica se cierra o inclina ! se hace girar lentamente durante de una hasta diez
horas o mas' de acuerdo con el tratamiento &ue tenga &ue imartirse. Las iezas de trabajo ! el medio se
deslizan unos sobre otros roduciendo una acci#n limiante ! bru7idora a medida &ue gira el barril.
El acabado (ibratorio deseme7a el mismo trabajo &ue el acabado de barril ero se efect,a en una tina o
cuba abierta' de hule o forrada de l-stico' &ue se llena casi comletamente con iezas de trabajo ! medio
limiador ! bru7idor. El conjunto se somete a (ibraciones r#%imas a :000 a 2000 ciclos or segundo. La
acci#n hace &ue la carga gire lentamente en una tra!ectoria helicoidal ero toda la masa se agita ! la
limieza se efect,a a tra("s de toda la mezcla. El re(olcado confina su acci#n al acabado de las suerficies
e%teriores de las iezas ero el acabado (ibratorio' cuando se oeran en condiciones aroiadas act,a'
asimismo' sobre el interior de las iezas' en los recesos ! sobre suerficies cubiertas.
%plicaciones"
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
25
www.monografias.com
Las t"cnicas de acabado or re(olcado ! (ibraci#n se alican a los metales ferrosos ! no ferrosos' l-sticos'
hule ! madera en iezas chicas ! grandes. 0on estos metodos se limian iezas coladas' forjadas'
estamadas ! roductos de ma&uinas de hacer tornillos' se eliminan rebabas' aletas' elculas gruesas'
escamas ! bordes agudos$ se elimina intura ! chaeado$ se mejora el acabado ! el asecto suerficial' !
estos metodos tienden adem-s a eliminar tensiones suerficiales.
1arperi2acion
En desarrollo adicional del m"todo de acabado en barrica' utiliza dos barricas cargadas de la misma manera
montadas sobre un aarejo &ue gira hacia la iz&uierda ara generar fuerzas centrifugas de uno a 29 grs.
Las barricas giran simult-neamente' hacia la derecha ! artes ! medios contenidos dentro de los barriles
giran sobre si mismo a grandes recisiones. 2ara cada tio de trabajo se necesita efectuar desarrollo
costoso ! lle(ar un control cuidadoso. El roceso no se considera cometiti(o' ara la ma!ora de los
trabajos' con los metodos con(encionales de acabado or re(olcado o (ibratorios' ero se ha obser(ado
&ue da resultados sueriores en ciertas tareas como el acabado ! desbarbado de artes de recisi#n ues
indica esfuerzos comresi(os suerficiales altos' ! tambi"n ara dimensionar bolas de acero.
(Keiser, 1998)
%cabados Org&nicos
.e utilizan como re(estimientos rotectores ! decorati(os. En el uso como rotectores' los acabados
org-nicos rotegen la suerficie de trabajo contra las condiciones ambientales or medio de una elcula
continua en el material base.
El grado de rotecci#n de la suerficie deende de la adherencia de la elcula de ella' la durabilidad de la
elcula en su ambiente ! la calidad de la elcula. Los re(estimientos org-nicos son los formados' en todo o
en arte' con comuestos de carbono$ est-n disonibles en el comercio como l&uidos o ol(os. Los
acabados org-nicos l&uidos son inturas' barnices' lacas' goma laca ! esmaltes.
*inturas3 $smaltes3 Barnices3 Lacas , 4oma Laca
2inturas1 son mezclas o susensiones de artculas de igmentos s#lidos en un (ehiculo ! con la adici#n de
cierta cantidad de un secante. El (ehiculo consiste en aceite secante' resinas naturales o sint"ticas'
disol(entes ! tambi"n ha! inturas con base de agua. Los aceites mas usados en al intura son el de
linaza' tuna' erilla' soja ! ecado.
El ro#sito del (ehiculo es formar la elcula h,meda con el igmento ! formar la elcula al final or
e(aoraci#n de este. El igmento es ara tener el color deseado !' en algunos casos' mejorar la resistencia
! durabilidad de la elcula org-nica.
Los secantes se agregan ara acelerar el secado$ suelen ser sales met-licas org-nicas como lomoJ
manganeso' naftenatos o talatos. El secado de la intura es or e(aoraci#n' o%idaci#n ! olimerizaci#n. /l
alicarla' se e(aora el disol(ente ! el aceite secante &ue formo la elcula se endurece en forma gradual
or la o%idaci#n ! olimerizaci#n or el o%igeno del aire.
Entre los igmentos mas comunes est-n el di#%ido de titanio' litargirio' minio' ! azul de 2rusia.
Esmaltes1 los dos mas imortantes son los &ue se roducen con la dicci#n de igmentos en un barniz$ los
esmaltes de laca' &ue consisten en igmentos' esteres de celulosa' goma' lastificantes ! disol(entes$ los
esmaltes simles &ue no contienen deri(ados de celulosa. Los esmaltes se secan or una combinaci#n de
o%idaci#n ! reacci#n &umica del (ehiculo' !a sea a temeratura ambiente o en hornos a una temeratura
m-%ima de 20> 0. Los esmaltes seg,n su comosici#n ueden ser resistentes al agua' roductos &umicos'
calor ! abrasi#n. .e utiliza mucho en los roductos industriales como re(estimientos rotectores !
decorati(os.
Uarnices1 .e roducen or cocci#n de una resina disuelta' con un aceite secante. Entre las resinas
sint"ticas ! naturales utilizadas en los barnices se cuentan las fenolicas' al&umicas' damar' -mbar ! Xauri.
Los aceites secantes son de de maz' soja' escado ! ricino. La consistencia de los barnices deende de la
roorci#n de aceite ! resina$ la elcula se seca or e(aoraci#n ! o%idaci#n.
Lacas1 0onstan de nitrato de celulosa disuelto en /cetato de butilo e inclu!en disol(entes' adelgazadores !
secantes. Las lacas son de secado al aire ! se utilizan como re(estimiento rotector ! decorati(o final.
Loma Laca1 0onsiste en la laca disuelta en alcohol. La laca es la secreci#n de insectos arecidos a las
cochinillas &ue (i(en en la india. Las gomas lacas se utilizan como selladores' egamentos ! ara
re(estimiento de suerficie' el esecial en la madera. (lenn !" /2002)
% nodi2ado
El anodizado es un roceso electro&umico' de o%idaci#n forzada' en el cual se logra formar una caa
rotectora de #%ido de aluminio )al,mina /l243* sobre la suerficie del aluminio base. La (ida ,til de este
acabado es roorcional al esesor de la caa an#dica obtenida.
El #%ido de aluminio uede alcanzar una gran dureza &ue (ara entre los = ! < de la escala Mho$ al mismo
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
26
www.monografias.com
tiemo es mu! estable ! resistente a los agentes corrosi(os del medio ambiente' de ah su condici#n de
rotector del metal base.
La caa crece desde el aluminio debido al roceso electro&umico o sea &ue est- integrada al metal' or lo
&ue no uede ser escamada o elada.
0omo la estructura cristalina de la caa est- formada or muchos oros he%agonales mu! e&ue7os' la
odemos colorear utilizando el roceso de electrocoloraci#n' &ue consiste en deositar iones met-licos
dentro de los mismos. .e obtienen distintas tonalidades seg,n el metal utilizado ! la cantidad deositada
dentro de los oros. Kinalmente ara e(itar la introducci#n de agentes corrosi(os' los oros se sellan
llen-ndose de hidr#%ido de aluminio inerte' al hidrolizarse la al,mina.
El roceso de anodizado consiste en formar artificialmente una caa de o%ido de aluminio en la suerficie
del metal' este rocedimiento lle(ado a cabo en un medio sulf,rico roduce la o%idaci#n del material desde
la suerficie hacia el interior' como dijimos anteriormente el material &ue roduce la o%idaci#n' es o%ido de
aluminio' mu! caracterstico or su e%celente resistencia a los agentes &umicos' dureza' baja conducti(idad
el"ctrica ! estructura molecular orosa' esta ultima junto con las anteriores' es la &ue nos ermite darle una
e%celente terminaci#n' caractersticas &ue la hacen adecuada ! (aliosa a la hora de elegir un medio de
rotecci#n ara este elemento.
La anodizaci#n es usada frecuentemente ara roteger el aluminio ! el titanio de la abrasi#n' la corrosi#n' !
ara oder ser tintado en una amlia (ariedad de colores.
.entaas )el %nodi2ado
JLa caa de anodizado es m-s dura &ue la caas obtenidas intando con resina sinteticas. Esta roiedad
la hace m-s ,til en zonas donde ha! un gran tr-fico or lo &ue es sometida a un abuso fsico ! en donde se
utilicen limiadores abrasi(os.
J El anodizado no uede ser elado ni escamado or cuanto la caa forma arte del metal base.
J El anodizado le da al aluminio una aariencia de suerficie met-lica mu! suerior a la &ue se uede lograr
con inturas org-nicas.
J El anodizado no es afectado or la luz solar. .in embargo' todos los recubrimientos org-nicos ueden
e(entualmente fallar debido a la e%osici#n a los ra!os ultra(ioletas
%plicaciones"
JEl /luminio /nodizado se alica en la construcci#n ara roteger erfiles ! chaas contra la corrosi#n del
medio ambiente' 4bteni"ndose al mismo tiemo interesantes asectos decorati(os ara la construcci#n
mediante rocesos de coloraci#n electroltica' coloraci#n or interferencia o coloraci#n &umica.
J El anodizado del /luminio' como retratamiento antes de la electroforesis se utiliza rincialmente en
Ja#n ! 0orea' ero tambi"n en Esa7a e%isten instalaciones &ue alican esta tecnologa. 0omo
retratamiento' antes del Lacado en ol(o' tiene su alicaci#n el /nodizado ara e(itar la corrosi#n filiforme.
J El /nodizado @uro se utiliza ara mejorar la resistencia mec-nica del /luminio.
/licaciones frecuentes son ara 2istones' 0ilindros' 3acores' 2lanchas de (aor' Menaje de cocina' etc.
2ara obtener una menor resistencia contra la fricci#n el /nodizado @uro uede recibir un tratamiento con
tefl#n. Las alicaciones m-s frecuentes son ara cas&uillos' correderas hidr-ulicas' camisas de
comresores etc.
Ma&uinaria ara el anodizado
'ectificadores para el %nodi2ado
La 0onstrucci#n de los 3ectificadores se realiza enteramente en
cobre electroltico.
Los 3ectificadores son fabricados ! dise7ados de acuerdo a las
necesidades de cada instalaci#n.
'ectificador *ara $l %nodi2ado $n )uro
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
27
www.monografias.com
@ebido a la tecnologa del anodizado en duro estos rectificadores est-n
e&uiados con una amlia electr#nica &ue ermite rogramar las
diferentes fases del roceso modificaciones de1
La onda de la corriente
La densidad de la corriente
El (oltaje
Los amerios
El tiemo
$quipos )e Coloracin
Ba! una amlia gama de E&uios ara la coloraci#n electroltica
del /luminio re(iamente /nodizado.
La tecnologa esta basada en la alicaci#n de corriente @0M/0 a
un electrolito a base de Esta7o' cobre ! manganeso en medio
-cido sulf,rico.
$lectropulido
El electroulido es un tratamiento suerficial mediante el cual el metal a ser ulido act,a como -nodo en
una celda electroltica' disol(i"ndose. 0on la alicaci#n de corriente' se forma un film olarizado en la
suerficie met-lica bajo tratamiento' ermitiendo a los iones met-licos difundir a tra("s de dicho film. Las
micro ! macro ro!ecciones' o untos altos de la suerficie rugosa' lo mismo &ue zonas con rebabas' son
-reas de ma!or densidad de corriente &ue el resto de la suerficie' ! se disuel(en a ma!or (elocidad' dando
lugar a una suerficie m-s lisa' ni(elada !Mo rebabada. .imult-neamente' ! bajo condiciones controladas de
intensidad de corriente ! temeratura' tiene lugar un abrillantamiento de la suerficie.
En aleaciones' como el acero ino%idable' se tiene adem-s la (entaja adicional &ue' al ser el hierro un metal
&ue se disuel(e f-cilmente' se incrementa el contenido de cromo ! n&uel en la suerficie' aumentando as
la resistencia a la corrosi#n.J
En una escala macrosc#ica' el contorno de una suerficie ma&uinada se uede considerar como una serie
de icos ! (alles. La rofundidad de los mismos ! la distancia entre los icos deenden de los m"todos
utilizados ara roducir la suerficie.J
En una escala microsc#ica' la suerficie es a,n m-s comleja' con e&ue7as irregularidades sobreuestas
a los icos ! (alles.J
0on el fin de roducir una suerficie (erdaderamente lisa' ambos tios de irregularidades )macrosc#icas !
microsc#icas* deben ser eliminadas.J
/s' las funciones de un roceso de ulido ideal se ueden distinguir como1
a* /lisado1 eliminaci#n de las irregularidades a gran escala )tama7o suerior a : micr#n*.J
b* /brillantado1 remoci#n de e&ue7as irregularidades de un tama7o inferior a cent"simas de micr#n.
El electroulido )o ulido electro&umico' o ulido electroltico* funciona b-sicamente debido &ue' al
disol(erse el metal bajo la circulaci#n de corriente' se forma una caa (iscosa de roductos de la disoluci#n'
la cual se (a difundiendo lentamente en el ba7o electroltico.J
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
28
www.monografias.com
El esesor de esta caa no es constante' siendo ma!or en los (alles$ ! como su resistencia el"ctrica es
suerior a la de la soluci#n de electroulido' conduce a una disoluci#n referencial de los icos' ! a una
ni(elaci#n de la suerficie.
En la fig. n6 2 se uede areciar una microfotografa de una suerficie tratada con esmeril :<0' aumentada
90 (eces. En la fig. n6 3' la misma suerficie' desu"s de electroulida.
.entaas )el $lectropulido
Enfocado al acero ino%idable' el uso de este roceso ermite obtener suerficies lisas ! brillantes' de
condiciones sanitarias' debido a la ausencia de ralladuras &ue imiden el acceso a los roductos de
limieza ! se con(ierten en focos de contaminaci#n or microorganismos.J
@esde el unto de (ista t"cnico ! econ#mico' el ulido electro&umico ermite1
J tratar iezas de forma irregular ! de gran tama7o' en un tiemo corto ! con gran ahorro de mano de obra.J
J aumentar la resistencia a la corrosi#n !a &ue el roceso ermite eliminar las caas suerficiales formadas
or labores de laminaci#n ! ulido' dejando sobre la suerficie terminada una caa de #%idos de cromo !
n&uel e%tremadamente delgada ! transarente &ue le confiere una e%celente asi(idad en relaci#n con
numerosos reacti(os &umicos.J
J eliminar la coloraci#n debida a rocesos de soldadura o calentamiento' ahorr-ndose el roceso manual de
su eliminaci#n. 0abe se7alar' sin embargo' &ue si se desea una terminaci#n uniforme' se debe realizar un
decaado re(io con el deso%idanteJasi(ador &ue ro(ee nuestra Emresa.J
J diminuir la tendencia en los l&uidos ! s#lidos a adherirse a la suerficie' mejorando los asectos de
limieza ! escurrido de las mismas' asectos mu! imortantes en intercambiadores de calor' e(aoradores'
etc.J
J ulir iezas de formas intrincadas' en las &ue el ulido mec-nico resulta inaccesible. Esto es osible
lograrlo en un solo tratamiento' roorcionando un asecto uniforme en toda la suerficie' lo cual sera difcil
de lograr mediante m"todos con(encionales.J
J disminuir el tiemo ! costo del ulido' debido a la osibilidad de automatizaci#n del roceso' ahorro en
insumos ! mano de obra.J
%plicaciones
@e acuerdo con las caractersticas del roceso de electroulido e%licado anteriormente' algunos de los
osibles usuarios son1
J ?ndustria alimenticia en general' fundamentalmente l-ctea' cer(ecera' (iti(incola ! frigorfica.J
J ?ndustrias &umicas' del l-stico' mec-nicas' fotogr-fica' te%til ! del cuero.J
J Kabricantes de instrumental &uir,rgico ! odontol#gico.J
J Kabricantes de m-&uinas ! elementos ara la industria aelera.J
J Kabricantes de elementos #ticos' r#tesis m"dicas' m-&uinas en(asadoras' accesorios marinos'
herramientas de corte' etc.
(aquina *ara $lectropulido
Ma&uina ara limiar' ulir ! chorrear los cordones de soldadura en el acero ino%idable. Fambi"n se ueden
grabar logotios con un fotolito.
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
29
www.monografias.com
4al!ani2ado
La funci#n del gal(anizado es roteger la suerficie del metal sobre el cual se realiza el roceso. El
gal(anizado m-s com,n consiste en deositar una caa de zinc )Yn* sobre hierro )Ke*$ !a &ue' al ser el zinc
m-s o%idable' menos noble' &ue el hierro ! generar un #%ido estable' rotege al hierro de la o%idaci#n al
e%onerse al o%geno del aire. .e usa de modo general en tuberas ara la conducci#n de agua cu!a
temeratura no debe rebasar los 50 60 !a &ue entonces se in(ierte la olaridad del zinc resecto del acero
del tubo ! "se se corroe en (ez de estar rotegido or el zinc.
2ara e(itar la corrosi#n en general es fundamental e(itar el contacto entre materiales disemnales' con
distinto otencial de o%idaci#n' &ue uedan ro(ocar roblemas de corrosi#n gal(anca or el hecho de su
combinaci#n. 2uede ocurrir &ue cual&uiera de ambos materiales sea adecuado$ lo &ue ocurre es &ue su
combinaci#n inadecuada es la &ue roduce la corrosi#n. Eno de los errores &ue se comenten con m-s
frecuencia es el del emleo de tuberas de cobre combinadas con tuberas de acero gal(anizado. .i las de
cobre' &ue es un material m-s noble' se sit,an aguas arriba de las de gal(anizado' los iones cobre' &ue
necesariamente e%isten en el agua' se cementar-n sobre el zinc del gal(anizado aguzas abajo ! "ste se
o%idar-$ ero lo m-s gra(e es &ue en esos untos en los &ue los iones cobre se ha deositado como cobre
met-lico sobre el gal(anizado se ha roducido una ila local 0uMYn$ a artir de ese momento se acelerar- la
corrosi#n del recubrimiento gal(anizado en todos esos untos hasta erforar el tubo de acero.
Este fallo suele atribuirse a la mala calidad del gal(anizado' or su ma!or antig[edad' sin embargo se debe
a la mala calidad del dise7o$ la causa de la corrosi#n ha sido la instalaci#n de la tubera de cobre aguas
arriba' &ue es la &ue ha ro(ocado la corrosi#n del gal(anizado' aguas abajo. 2or el contrario' en el caso de
&ue las tuberas de cobre se instalen al final de la red' es decir' aguas abajo de la tubera de gal(anizado'
no e%iste ese roblema siemre &ue e garantice &ue no ha!a agua de retorno &ue desu"s de asar or el
cobre ase or el gal(anizado. En cual&uier caso' es necesario colocar un manguito aislante entre el acero
gal(anizado de la instalaci#n general ! la tubera de cobre final ara e(itar el contacto gal(anizadoMcobre.
Esta soluci#n' sin embargo' es ineficaz en el caso anterior' tubera general de cobre ! ramales finales de
acero gal(anizado. /un&ue se elimine la corrosi#n en el unto de contacto entre ambos materiales' no se
e(itar- la corrosi#n' or&ue "sta es debida a los iones cobre &ue transorta el agua' &ue roducir-n
icaduras sobre toda la instalaci#n de gal(anizado aguas abajo' tal como se ha e%licado.
%plicaciones"
J.e recubren estas iezas con fines rincialmente decorati(os
J la hebillas
J botones
J lla(eros
Jartculos de escritorio
JS un sinfn de roductos son ba7ados en cobre' n&uel' lata' oro' bronce' cromo' esta7o' etc.. En el caso
de la bisutera se utilizan ba7os de oro )generalmente de :< a 2: &uilates*. Fambi"n se recubren jo!as en
metales m-s escasos como latino ! rodio.
En los rocesos de gal(anizado se utilizan los siguientes elementos1
Kuente de alimentaci#n1 es un transformador &ue baja el (oltaje de 3<0 G' 220 G # ::0 G a tensiones
menores )de 0': a :2 G*. /dem-s' estos e&uios oseen semiconductores )lacas de selenio' diodos !
,ltimamente tiristores* &ue transforman la corriente alterna' en corriente continua' &ue es la &ue se utiliza
ara estos rocesos.
Esta fuente debe tener en lo osible un sistema de regulaci#n de (oltaje' uesto &ue cada roceso tiene un
rango de tensi#n en el &ue el resultado es #timo.
Electrolito1 es una soluci#n de sales met-licas' &ue ser-n las &ue ser(ir-n ara comenzar el roceso
entregando iones met-licos' &ue ser-n reemlazados or el -nodo.
2or ejemlo' los ba7os de ni&uelado se comonen de sulfato de n&uel' cloruro de n&uel ! -cido b#rico. Los
ba7os de cincado contienen cianuro de sodio' hidr#%ido de sodio ! soda c-ustica )los alcalinos* o cloruro de
cinc' cloruro de otasio ! -cido b#rico )los -cidos*.
/dem-s se agregan a los electrolitos sustancias org-nicas como tensoacti(os' agentes reductores !
abrillantadores1 sacarina s#dica' trietanolamina' formalina' urea' sulfuro de sodio' carbo%imetilcelulosa !
(arios tios de az,cares )deri(ados or ejemlo de e%tractos del jarabe de maz*.
Znodos1 son lacas de metal mu! uro' uesto &ue la ma!ora de los rocesos no resisten las
contaminaciones1 n&uel ;;';;= W$ cobre ;;';9 W$ zinc ;;';< W. 0uando un ion entrega su -tomo de metal
en el c-todo' inmediatamente otro lo reemlaza desrendi"ndose del -nodo ! (iajando hacia el c-todo. 2or
lo &ue la rincial materia rima &ue se consume en un roceso de gal(anizado es el -nodo.
*roceso de 4al!ani2ado
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
30
www.monografias.com
:5 )esengrase" Las iezas se someten a desengrase en soluciones alcalinas o un agente desengrasante
eliminador de grasa' ol(o ! suciedad
25 )ecapado" En esta etaa se eliminan los #%idos formados' a fin de obtener una suerficie &umicamente
limia. Leneralmente el decaado se realiza en una soluci#n de -cido clorhdrico o -cido sulf,rico
35 0so )e /lux" Esta sal )cloruro de zinc ! amonio* rotege la ieza de la o%idaci#n desu"s del decaado'
adem-s de ermitirle al zinc deslizarse sobre el acero
>5 4al!ani2acin" Esta oeraci#n se realiza sumergiendo la ieza en un ba7o de zinc fundido a >90^ 0 de
temeratura' aro%imadamente )el esesor del recubrimiento es roorcional al tiemo de inmersi#n*.
9* Inspeccin" Las iezas se someten a insecci#n a fin de (erificar &ue cumlan con las esecificaciones
solicitadas or el cliente )esesor del recubrimiento*.
*asi!acin
La caa asi(ante imide la interacci#n entre el metal ! el agente e%terno actuante' de modo &ue cual&uier
reacci#n &umica o electro&umica se reduce o &ueda anulada.
+o debe confundirse inmunidad con asi(aci#n' !a &ue en la rimera el metal base es or s mismo
resistente a la acci#n de la corrosi#n' or ejemlo el oro ! el latino' &ue no se o%idan f-cilmente ! or eso
se les denomina metales nobles.
E%isten casos en &ue la caa asi(ante se forma en contacto con el agente e%terno' or ejemlo el aluminio.
En contacto con el ambiente' la suerficie se o%ida esont-neamente ara formar una caa transarente e
imermeable de al,mina /l243 tio cer-mica' adherente ! mu! congruente. 2or ello' aun&ue el aluminio es
termodin-micamente mu! reacti(o' la caa asi(ante le brinda una efecti(a rotecci#n contra de la corrosi#n
en condiciones ordinarias.
+o siemre la formaci#n de una elcula asi(ante se limita a la o%idaci#n de un metal base. E%isten casos
en &ue la elcula asi(ante se forma or reducci#n. Esto uede ser roducto de la reducci#n electro&umica
de alg,n #%ido o sulfuro.
Fodas las suerficies de acero ino%idables se encuentran rotegidas or una caa normal e in(isible de
o%ido de cromo. Esta caa es la encargada de e(itar &ue el o%igeno del aire reaccione con el hierro
resente ! se e(ite el deterioro del material. ?nclusi(e' si el la suerficie llegara a sufrir deterioro or
ralladuras )or ejemlo*' esta caa se autoregenerara inmediatamente debido a la f-cil afinidad del cromo
resente con el o%igeno.
La caa asi(adora es de aenas unos -tomos de esesor ! es la &ue e(ita recisamente' &ue los aceros
ino%idables no necesiten tener ning,n recubrimiento adicional. .i esto no funcionara de esta forma no
tendra sentido llamara a estos aceros ino%idables.
@e esto odemos analizar &ue si un acero no resenta condiciones de asi(idad' no sera entonces un
acero ino%idable or definici#n.
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
31
www.monografias.com
*a!onado
El a(onado consiste en la alicaci#n de una caa suerficial de #%ido abrillantado' de comosici#n
rincialmente Ke243 de color azulado' negro o caf"' con el &ue se cubren las iezas de acero ara
mejorar su asecto ! e(itar su corrosi#n.
Los orgenes del a(onado son un tanto inciertos' remont-ndose a cerca de tres siglos. Lo &ue s se
conoca es &ue calentando el acero hasta alcanzar un tono azulado ! sumergi"ndolo en aceite' aumentaba
considerablemente su resistencia a la herrumbre.
E%isten dos m"todos de a(onado1 el -cido ! el alcalino. El -cido es sin duda el m"todo &ue roorciona
mejor calidad' durabilidad ! asecto. 2ero re&uiere mucho tiemo ara lograr el resultado deseado. .e
obtiene mediante la alicaci#n de -cidos &ue roorcionan una o%idaci#n suerficial de gran adherencia !
durabilidad.
En cambio el alcalino es mucho m-s f-cil de lograr ! en mu! oco tiemo' or lo &ue es el m"todo utilizado
habitualmente.
%plicaciones
El a(onado es esecialmente adecuado ara la industria de automoci#n' la fabricaci#n de herramientas !
la ingeniera mec-nica. En estos sectores la caa de con(ersi#n negra mejora las iezas estamadas !
cur(adas' as como las torneadas ! las mecanizadas or arran&ue de (iruta.
?nstalaci#n automatizada de a(onado
Cromado
El cromado es un gal(anizado' basado en la electr#lisis' or medio del cual se deosita una fina caa de
cromo met-lico sobre objetos met-licos e incluso sobre material l-stico. El recubrimiento electroltico con
cromo es e%tensi(amente usado en la industria ara roteger metales de la corrosi#n' mejorar su asecto !
sus restaciones.
El llamado cromo duro son de#sitos electrolticos de esesores relati(amente grandes )0': mm* &ue se
deositan en iezas &ue deben soortar grandes esfuerzos de desgaste. .e realizan este tio de de#sitos
esecialmente en asientos de (-l(ulas' cojinetes cig[e7ales ejes de istones hidr-ulicos ! en general en
lugares donde se re&uiera bastante dureza ! recisi#n.
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
32
www.monografias.com
El cromo brillante o decorati(o son finas caas de cromo &ue se deositan sobre cobre' lat#n o n&uel ara
mejorar el asecto de algunos objetos. La grifera dom"stica es un ejemlo de iezas cromadas ara dar
embellecimiento.
El cromo tiene oco oder de rotecci#n' menos aun si las caas &ue se deositan son tan delgadas como
una micra. 2or ello las suerficies a cubrir deben estar bien ulidas' brillantes ! desengrasadas. El cromo se
alica bien sobre el cobre' el n&uel ! el acero' ero no sobre el zinc o la fundici#n.
2rocedimiento de cromado
En un ba7o electroltico de cromo se disuel(e -cido cr#mico en agua en una roorci#n de 300 gramos or
litro ! se a7ade 2 gramos or litro de -cido sulf,rico. .e emlea como -nodo un electrodo de lomo o
grafito. El lomo sir(e como -nodo or&ue se forma una laca de #%ido de lomo &ue es conductor ero &ue
imide &ue se siga corro!endo or o%idaci#n an#dica. /l contrario &ue en otros ba7os como los del n&uel el
cromo &ue se deosita en el c-todo rocede del -cido cr#mico disuelto ! no del -nodo' or lo &ue oco a
oco se (a emobreciendo en cromo la soluci#n. 0on el uso el cromo se (a agotando ! ha! &ue reonerlo
a7adiendo m-s -cido cr#mico.
)MonografaM?nternet*
Niquelado
El ni&uelado es un recubrimiento met-lico de n&uel' realizado mediante ba7o electroltico ' &ue se da a los
metales' ara aumentar su resistencia a la o%idaci#n ! a la corrosi#n ! mejorar su asecto en elementos
ornamentales.
Ba! dos tios de ni&uelado1 +i&uelado mate ! +i&uelado brillante.
El ni&uelado mate se realiza ara dar caas gruesas de n&uel sobre hierro' cobre' lat#n ! otros metales ) el
aluminio es un caso aarte* es un ba7o mu! concentrado &ue ermite trabajar con corrientes de < J 20
amerios or decmetro cuadrado' con el cual se consiguen gruesas caas de n&uel en tiemos
razonables.
Los comonentes &ue se utilizan en el ni&uelado son1 .ulfato de n&uel' cloruro de n&uel' -cido b#rico !
humectante
El ni&uelado brillante se realiza con un ba7o de comosici#n id"ntica al anterior al &ue se le a7ade un
abrillantador &ue uede ser sacarina or ejemlo. 2ara obtener la calidad esejo la laca base tiene &ue
estar ulida con esa calidad. La temeratura #tima de trabajo est- entre >0 ! 90 60' ero se uede trabajar
bien a la temeratura ambiente.
En los ba7os de ni&uelado se emlea un -nodo de n&uel &ue se (a disol(iendo conforme se (a
deositando n&uel en el c-todo. 2or esto la concentraci#n de sales en el ba7o en teora no debe (ariar !
esos ba7os ueden estar mucho tiemo en acti(o sin necesidad de a7adirles sales.
.i en (ez de emlear un -nodo de n&uel se emlea un -nodo &ue no se disuel(a en el ba7o ) latino'
lomo ... * las sales de n&uel se con(ertir-n or efecto de la electr#lisis aulatinamente en sus -cidos libres'
sulf,rico ! clorhdrico' con lo &ue se roducir-n dos fen#menos' una disminuci#n del B ) aumento de la
acidez* ! una disminuci#n de la concentraci#n de sales' esto lle(ara a la rogresi(a erdida de eficiencia del
ba7o. 2or esto los ba7os con -nodo inacti(o no ueden aro(echar todo el n&uel &ue lle(an en disoluci#n !
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
33
www.monografias.com
cuando han consumido aro%imadamente el 90W del n&uel en sales disueltas se tornan ineficientes ! sus
de#sitos no son buenos.
*roceso de niquelado
.eg,n sea el tama7o de las iezas se emlean di(ersos m"todos de ni&uelado' ara las iezas e&ue7as
se utilizan tambores rotati(os ! se tratan a granel. El ni&uelado en bastidor o ganchera se alica cuando la
ieza a tratar es de un tama7o considerable' ! &ueremos e(itar rozamientos en la suerficie del material. La
ieza es colgada en bastidores adatados a su geometra' se limia su suerficie ara asegurar una buena
deosici#n del metal' ! se somete a un roceso electroltico de recubrimiento en medio con el &ue se
obtiene mu! buena distribuci#n del recubrimiento ! las iezas grandes se sujetan en bastidores ! se
sumergen en los ba7os de ni&uelado.
*lateado
El roceso de lateado alicado tanto en las instalaciones de bombo como en la de bastidor' consiste en un
electrolito de tio alcalino &ue ermite obtener recubrimientos de lata de brillo esectacular a cual&uier
esesor. Los de#sitos de lata obtenidos con este roceso son de gran ureza' ! resentan una ele(ada
dureza combinada con una e%celente ductilidad. La ele(ada ureza de la lata deositada hace ato este
roceso ara iezas enfocadas a todo tio de alicaciones' desde contactos el"ctricos &ue re&uieren
ele(ada con roceso de lateado en ba7o electroltico de iezas de material cer-mico o (itro cer-mico.
0onsiste en intar sobre la ieza el moti(o a latear con inturas conductoras' uniendo dicha arte intada
al -nodo de la cuba electroltica. El ba7o de la cuba es a base de cianuro con un contenido entre :9 ! 29
gramos de lata or litro' al &ue se a7ade una cantidad de cianuro doble de lata ! otasio' e&ui(alente a
los gramos de lata de un libro de ba7o' ! un e%ceso de cianuro otasico e&ui(alente a 0'5 o 0'; del cianuro
otasito contenido en el cianuro doble. El cianuro e(ita el ata&ue o disoluci#n de la intura conductora' ! su
defecto o e%ceso se conoce or una coloraci#n marr#n o blanca de los -nodos. Las erdidas de cianuro se
roducen continuamente or absorci#n or el carb#nico de la atm#sfera' ! se debe e(itar cual&uier agitaci#n
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
34
www.monografias.com
del ba7o &ue la fomentara$ ara comensarlo se a7ade de 0'9 a : gramo or litro de soluci#n acuosa' de
amoniaco uro. 2ara obtener de#sitos lisos es imortante la limieza del ba7o$ ha! &ue e(itar jab#n' agua
natural ! otros roductos comerciales &ue en(enenen el ba7o$ tambi"n es mu! imortante la densidad de
corriente. /cti(idad ! resistencia a la temeratura' hasta objetos decorati(os.
)2atentadosM?nternet*
*lastisol
El lastisol es la mezcla de una resina )2G0*' de un lastificante ! otros aditi(os &ue se encuentra en estado
l&uido a temeratura ambiente con roiedades (iscoJel-sticas' es de color blan&uecino )cuando no ha!
igmento*.
Este comuesto' bajo la acci#n del calor ):506 _ 2006 0*' deja su estado l&uido inicial ara asar a un
estado s#lido' sin "rdida de eso ni cambio de (olumen notable.
El lastisol se utiliza como recubrimiento suerficial1 uede colorearse' ! tener te%turas' ! es resistente a la
abrasi#n' la corrosi#n ! la electricidad. Mediante distintos estabilizantes ! aditi(os uede mejorar su
resistencia a la luz' al calor' o ad&uirir roiedades )retardantes de llama*' ara cubrir gran (ariedad de
esecificaciones.
Componentes"
Estabilizantes1 carbonatos ! silicatos de calcio.
2lastificantes1 )conc.`<0W*1 ftalatos ! adiatos org-nicos.
0argas" #%ido de titanio' #%ido de lomo.
%lgunos eemplos"
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
35
www.monografias.com
)VuiminetM?nternet*
Conclusin
En la resente in(estigaci#n se resentaron diferentes metodos de acabado suerficial en la cual se udo
obser(ar &ue ha! una gran (ariedad de rocesos ! recubrimientos ara la obtenci#n de acabados deseados
en los cuales uede (ariar desde el recio' la utilizaci#n ara lo &ue se desea utilizar ! la antig[edad' as
&ue se debe de tener mucha atenci#n en el cual se utiliza !a &ue algunos son mejores &ue otros ! dan un
mejor resultado' ! claro &ue or con(eniencia se deseara el mas econ#mico. Esta in(estigaci#n fue mu!
interesante !a &ue uno no se one a ensar todo el roceso &ue (iene detr-s de cual&uier ieza desde una
de trabajo hasta una &ue se tiene en el hogar' haciendo &ue uno tenga una ma!or (isi#n ! no solo &uedarse
con lo oco &ue se sabe sino (er mas ha!a de lo simle &ue arezca ser algo.
Fambi"n se udo obser(ar &ue unos deenden de otros o m-s bien &ue son la continuaci#n del anterior'
utilizando (aria ma&uinaria' herramienta ! sustancias.
Bibliografa
+orma ISO 6789 :; ?ndicaciones de los estados suerficiales en los dibujos )$qui!alente a 0N$ 6 87: ;7*
htt1MMwww.(c.ehu.esM@tecnicoMtema:0a0:.htm
htt1MMwww.(c.ehu.esM@tecnicoMtema:0a02.htm
htt1MMwww.(c.ehu.esM@tecnicoMtema:0a03.htm
htt1MMwww.(c.ehu.esM@tecnicoMtema:0a0>.htm
2rocesos b-sicos de manufactura
UaXer' Llenn E.
Editorial M0 Lraw Bill
2002
Materiales ! rocesos de manufactura ara ingenieros
Teiser' 0arl /.' ! @o!le' Lawrence E.
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
36
www.monografias.com
Editorial 2renticeJBall
:;;<
Manual de metodos de fabricaci#n metalmec-nica
.ergio /. Gillanue(a 2runeda' Jorge 3amos Hatana(e
Editorial /LF
2000
2rocesos de manufactura (ersi#n .?
/mstead' 4stwald' Uegeman
Editorial 0E0./
:;;;
Kundamentos de manufactura moderna
MiXell 2. Lroo(er
Editorial 2rentice Ball
2000
Manufactura tecnologa e ingeniera
.eroe TalaXjian' .te(en 3. .chmid
2003
www.&uiminet.com.m%
htt1MMatentados.comMin(entoMrocesoJdeJlateadoJmedianteJbanosJelectroliticosJalicableJaJlaJdeco.html
htt1MMwww.monografias.comMtrabajos5McromaMcroma.shtml
/utor1
<a2mn <anet= Luna (iramontes
jazmin2030@hotmail.com
2rofesor1 ?ng. 2edro Yambrano Uojor&uez
@i(isi#n Electromec-nica
> de ma!o de 200;
?+.F?FEF4 FE0+4L\L?04 @E 0B?BE/BE/
J MEF34L4Lb/ /G/+Y/@/J
2ara (er trabajos similares o recibir informaci#n semanal sobre nue(as ublicaciones' (isite www.monografias.com
37
Das könnte Ihnen auch gefallen
- Estados SuperficialesDokument8 SeitenEstados Superficialesaxel9609Noch keine Bewertungen
- Caracteristicas Acabado SuperficialDokument37 SeitenCaracteristicas Acabado SuperficialCarlos Pastrana0% (1)
- Manual Del Curso Ajustes y ToleranciasDokument84 SeitenManual Del Curso Ajustes y ToleranciasPercyAlexander50% (2)
- RugosidadDokument13 SeitenRugosidadIriam Ali Lopez Zuniga100% (1)
- Medicion de Acabado SuperficialDokument9 SeitenMedicion de Acabado Superficialmar dNoch keine Bewertungen
- Normas de AcotamientoDokument8 SeitenNormas de AcotamientoJames WeaverNoch keine Bewertungen
- 2 - Acabado o Terminación SuperficialDokument22 Seiten2 - Acabado o Terminación SuperficialMariano Mayor100% (1)
- Calidades SuperficialesDokument7 SeitenCalidades SuperficialeswidinsonNoch keine Bewertungen
- Articulo Roscas y RoscadoDokument12 SeitenArticulo Roscas y RoscadoGilbert Alexander Salas100% (1)
- Semana 10 - Acabado Superficial-2021-1Dokument24 SeitenSemana 10 - Acabado Superficial-2021-1Danilo PierreNoch keine Bewertungen
- Características Del Acabado SuperficialDokument50 SeitenCaracterísticas Del Acabado SuperficialDans Pedroza0% (1)
- Rugosidades Superficiales OCWDokument20 SeitenRugosidades Superficiales OCWNoel HerreraNoch keine Bewertungen
- Taller #3 - RugosidadDokument12 SeitenTaller #3 - RugosidadsamuelNoch keine Bewertungen
- Taller #3 - RugosidadDokument12 SeitenTaller #3 - RugosidadsamuelNoch keine Bewertungen
- 12tolerancia y Ajuste 9 PDFDokument63 Seiten12tolerancia y Ajuste 9 PDFBernardo CastilloNoch keine Bewertungen
- UD2. Tolerancias IV. Tol Superficiales019-20Dokument26 SeitenUD2. Tolerancias IV. Tol Superficiales019-20hectorNoch keine Bewertungen
- RugosidadDokument8 SeitenRugosidadANTONIO MARTINEZNoch keine Bewertungen
- GUÍA Nº2 Mantención Industrial 2022Dokument17 SeitenGUÍA Nº2 Mantención Industrial 2022FELIPE IGNACIO ESPINOSA ZAMORANoch keine Bewertungen
- Exposición Simbología-1Dokument17 SeitenExposición Simbología-1Joseph GonzalezNoch keine Bewertungen
- Simbolos de SoldaduraDokument20 SeitenSimbolos de SoldaduraAlvarado León IvanNoch keine Bewertungen
- RoscasDokument13 SeitenRoscasLuis JJNoch keine Bewertungen
- 1.7 Normas de AcotacionDokument12 Seiten1.7 Normas de AcotacionS Diego Faby0% (1)
- Signos Superficiales de CalidadDokument4 SeitenSignos Superficiales de CalidadMarco Antonio Jordán AguadoNoch keine Bewertungen
- Signos Superficiales de CalidadDokument15 SeitenSignos Superficiales de CalidadJesùs goa5402Noch keine Bewertungen
- Superficies A MaquinarDokument7 SeitenSuperficies A MaquinargerardoNoch keine Bewertungen
- 4.1.signos SuperficialesDokument26 Seiten4.1.signos SuperficialesMohamedLamin0% (2)
- Medición de Acabado SuperficialDokument22 SeitenMedición de Acabado SuperficialKen RamirezNoch keine Bewertungen
- Informe 1 Rugosidad 18052014Dokument16 SeitenInforme 1 Rugosidad 18052014pmm_escarcena124867% (3)
- Tema10 RUGOSITATDokument6 SeitenTema10 RUGOSITATfranqmNoch keine Bewertungen
- Dibujo de Producción y DetalleDokument27 SeitenDibujo de Producción y DetalleLuicitho Anderson Gibson Vargas ArevaloNoch keine Bewertungen
- RugosidadDokument10 SeitenRugosidadEsther Pacheco EscobedoNoch keine Bewertungen
- Simbología de Fabricación, Interpretación de Planos MecánicosDokument18 SeitenSimbología de Fabricación, Interpretación de Planos MecánicosFrancisco ArenasNoch keine Bewertungen
- RUGOSIDADESDokument5 SeitenRUGOSIDADESCarlos Andres VásquezNoch keine Bewertungen
- Acabado SuperficialDokument9 SeitenAcabado SuperficialManuel OrlandoNoch keine Bewertungen
- 2t08elq-Calidades SuperficialesDokument6 Seiten2t08elq-Calidades SuperficialesSam Schröder100% (1)
- Manual Actualizad0 de Sap2000Dokument53 SeitenManual Actualizad0 de Sap2000Juan Manuel Zuñiga MamaniNoch keine Bewertungen
- m0883 PDFDokument22 Seitenm0883 PDFFrankk JohnnNoch keine Bewertungen
- VILAÑA DENNIS Consulta 8 PDFDokument13 SeitenVILAÑA DENNIS Consulta 8 PDFDennis VilañaNoch keine Bewertungen
- Signos SuperficialesDokument8 SeitenSignos SuperficialesIsela VegaNoch keine Bewertungen
- AcotacionesDokument46 SeitenAcotacionesLucas PeresonNoch keine Bewertungen
- Cotas Pequeño 3º ESODokument3 SeitenCotas Pequeño 3º ESOfabricacionmecanicaNoch keine Bewertungen
- Dibujo Técnico. Acabado Superficial. Tratamientos y Mecanizados Especiales.Dokument19 SeitenDibujo Técnico. Acabado Superficial. Tratamientos y Mecanizados Especiales.ricardobrtlm81% (42)
- Dib. Asis. Comp.Dokument12 SeitenDib. Asis. Comp.Alexis SanchezNoch keine Bewertungen
- Ejemplos Acabado SuerficialDokument22 SeitenEjemplos Acabado SuerficialJuan RodriguezNoch keine Bewertungen
- Signos SuperficialesDokument8 SeitenSignos SuperficialesLuis E.SNoch keine Bewertungen
- Unidad VDokument21 SeitenUnidad Vhugo garciaNoch keine Bewertungen
- Estados SuperficialesDokument12 SeitenEstados SuperficialesCristian VizcainoNoch keine Bewertungen
- MetrologiaDokument15 SeitenMetrologiaNego LaraNoch keine Bewertungen
- Principios Básicos de Dibujo TécnicoDokument4 SeitenPrincipios Básicos de Dibujo TécnicoAngel MontellanoNoch keine Bewertungen
- Calidad SuperficialDokument22 SeitenCalidad SuperficialGeles Ferrero García50% (2)
- RugosidadDokument7 SeitenRugosidadJorge CárdenasNoch keine Bewertungen
- Resumen SoldaduraDokument13 SeitenResumen SoldaduraNEXUS OMGNoch keine Bewertungen
- La MarcadaDokument5 SeitenLa MarcadaMaria MartínezNoch keine Bewertungen
- Trazo Preliminar de Una CarreteraDokument8 SeitenTrazo Preliminar de Una CarreteraWil WeNoch keine Bewertungen
- Estados SuperficialesDokument12 SeitenEstados SuperficialesDavid VerdaletNoch keine Bewertungen
- Estados SuperficialesDokument12 SeitenEstados SuperficialesFRANCISCO QUIRANTE MUÑOZNoch keine Bewertungen
- Teoria Rugosidad Ig PDFDokument22 SeitenTeoria Rugosidad Ig PDFAnonymous 2SQDbt2Noch keine Bewertungen
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209Von EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Noch keine Bewertungen
- UF1253 - Diagnóstico de deformaciones estructuralesVon EverandUF1253 - Diagnóstico de deformaciones estructuralesNoch keine Bewertungen
- Cartilla FinancieraDokument150 SeitenCartilla FinancieraErnesto Peralta Sanabria100% (1)
- Mangueras CaterpillarDokument414 SeitenMangueras Caterpillarjsalfonsom92% (26)
- Cobre PDFDokument3 SeitenCobre PDFjsalfonsomNoch keine Bewertungen
- Materiales Copuestos y Regla de Las MezclasDokument13 SeitenMateriales Copuestos y Regla de Las MezclasjsalfonsomNoch keine Bewertungen
- Fuerza de FriccionDokument8 SeitenFuerza de FriccionbrayanguerrerocondeNoch keine Bewertungen
- Diseño y Posicionamiento en El Puesto de TrabajoDokument9 SeitenDiseño y Posicionamiento en El Puesto de TrabajojsalfonsomNoch keine Bewertungen
- Practica 5 Determinacion de Glucogeno en El CorazonDokument3 SeitenPractica 5 Determinacion de Glucogeno en El CorazonMaca KimNoch keine Bewertungen
- 1) Titulo "Resolución de Ejercicios"Dokument4 Seiten1) Titulo "Resolución de Ejercicios"diego espinozaNoch keine Bewertungen
- TP N°1-ArregladoDokument17 SeitenTP N°1-ArregladoRobert BondNoch keine Bewertungen
- CER CumenoDokument5 SeitenCER CumenoVanesa Clara GalarzaNoch keine Bewertungen
- GZ 130867 CS in 001 CaoDokument4 SeitenGZ 130867 CS in 001 CaoRoy RamosNoch keine Bewertungen
- RENC 2012-3 - Art 6 PDFDokument14 SeitenRENC 2012-3 - Art 6 PDFalberich de megrezNoch keine Bewertungen
- Alimento para Plantas (Lightbourn)Dokument86 SeitenAlimento para Plantas (Lightbourn)Stuard ED100% (1)
- Tintas FerrogalotanicasDokument17 SeitenTintas Ferrogalotanicasbolanos324Noch keine Bewertungen
- Difusión de Gases, BuzosDokument8 SeitenDifusión de Gases, BuzosMigvelito219Noch keine Bewertungen
- Clase 07Dokument47 SeitenClase 07CarlosE.MeZaNoch keine Bewertungen
- Practica 9. Prueba de Eber. Rafqmp-CDokument7 SeitenPractica 9. Prueba de Eber. Rafqmp-CRodríguez Rodríguez MarthaNoch keine Bewertungen
- Alimentación y Nutrición en OvinosDokument23 SeitenAlimentación y Nutrición en OvinosEliana Crespo33% (3)
- Teoría de Osmosis InversaDokument27 SeitenTeoría de Osmosis InversaAlan BlancoNoch keine Bewertungen
- JornalizacionDokument20 SeitenJornalizacionKAREN RODRIGUEZNoch keine Bewertungen
- Practica 9Dokument6 SeitenPractica 9Brayan GuttierrezNoch keine Bewertungen
- Depositos Epitermales Baja SulfuracionDokument9 SeitenDepositos Epitermales Baja SulfuracionJorgeNoch keine Bewertungen
- Ingeniería Básica de Una Planta de Producción de PVC GranularDokument139 SeitenIngeniería Básica de Una Planta de Producción de PVC GranularAlejandro Cuervo Caro100% (1)
- Diseño de Instalaciones y Calculo de GasDokument12 SeitenDiseño de Instalaciones y Calculo de GasGonzalo GuerreroNoch keine Bewertungen
- Protocolo 2 Quimica Analitica IIDokument12 SeitenProtocolo 2 Quimica Analitica IIcristian lopezNoch keine Bewertungen
- Ruhof Catalogo EspañolDokument16 SeitenRuhof Catalogo Españolamomentcasting75% (4)
- Unidad 2 - EDITADODokument22 SeitenUnidad 2 - EDITADOAgustín UrbiniNoch keine Bewertungen
- GeometriÌ - A Molecular - Plantilla CompletaDokument3 SeitenGeometriÌ - A Molecular - Plantilla CompletaKenneth100% (1)
- TaraDokument4 SeitenTaraPablo Cesar Ponnefz DurangoNoch keine Bewertungen
- Herramientas y Materiales Usados en O&M, Seguimiento de Actividades de O&MDokument38 SeitenHerramientas y Materiales Usados en O&M, Seguimiento de Actividades de O&MSilas Mendoza RamosNoch keine Bewertungen
- Tipos de Contaminaciones Que Predominan en El EcuadorDokument4 SeitenTipos de Contaminaciones Que Predominan en El EcuadorDarwin VargasNoch keine Bewertungen
- Aminas - Ramirez Gomez Juan PabloDokument3 SeitenAminas - Ramirez Gomez Juan PabloJuan RamirezNoch keine Bewertungen
- Articulo CientificoDokument15 SeitenArticulo CientificoBryanEmanuelColqueOrtegaNoch keine Bewertungen
- Cns-nt-11-13 - Especificaciones Técnicas de Ductos, Curvas y Accesorios Metálicos.Dokument13 SeitenCns-nt-11-13 - Especificaciones Técnicas de Ductos, Curvas y Accesorios Metálicos.Cleider DayanNoch keine Bewertungen
- ProblemasUIII - 22B MultifásicosDokument2 SeitenProblemasUIII - 22B MultifásicosRAQUEL ALEJANDRA VAZQUEZ ALVAREZNoch keine Bewertungen
- Carbohidratos: Fórmula General: (CH O) N Grupos Funcionales: CarboniloDokument7 SeitenCarbohidratos: Fórmula General: (CH O) N Grupos Funcionales: Carbonilogaby BadyNoch keine Bewertungen