Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Roofing SafetyDokument38 SeitenRoofing SafetyDhârâñî KûmârNoch keine Bewertungen
- Guide To Using In-Situ Tensile Pull-Off Tests To Evaluate Bond of Concrete Surface MaterialsDokument12 SeitenGuide To Using In-Situ Tensile Pull-Off Tests To Evaluate Bond of Concrete Surface MaterialsMauricio Javier León TejadaNoch keine Bewertungen
- Production Support ProcessDokument15 SeitenProduction Support ProcesssantoshNoch keine Bewertungen
- MR ValvesDokument56 SeitenMR ValvesIdris SiddiquiNoch keine Bewertungen
- The PA Bible Addn 03 Microphones PDFDokument4 SeitenThe PA Bible Addn 03 Microphones PDFjosiasns5257100% (1)
- Explosion WeldingDokument22 SeitenExplosion WeldingLesther Alexander CorreaNoch keine Bewertungen
- Pedestrian Design Guidelines PDFDokument50 SeitenPedestrian Design Guidelines PDFIvan AndradeNoch keine Bewertungen
- RA 7920 Section 33Dokument1 SeiteRA 7920 Section 33Renz Emil ReyesNoch keine Bewertungen
- Eddy Current Inspection 20 Question QuizDokument4 SeitenEddy Current Inspection 20 Question QuizThinesh Shankar ThineshNoch keine Bewertungen
- Six Sigma Report Out TemplateDokument55 SeitenSix Sigma Report Out Templatevijayasarathy201325350% (2)
- Quantum MottleDokument2 SeitenQuantum MottleThinesh Shankar ThineshNoch keine Bewertungen
- Difference Between Reactance and Inductive ReactanceDokument2 SeitenDifference Between Reactance and Inductive ReactanceThinesh Shankar ThineshNoch keine Bewertungen
- Neutron ActivationDokument2 SeitenNeutron ActivationThinesh Shankar ThineshNoch keine Bewertungen
- Liquid Penetrants UserDokument6 SeitenLiquid Penetrants UserThinesh Shankar ThineshNoch keine Bewertungen
- Inspection StepsDokument2 SeitenInspection StepsThinesh Shankar ThineshNoch keine Bewertungen
- NEMA Premium CatalogDokument38 SeitenNEMA Premium CatalogPedro SanchezNoch keine Bewertungen
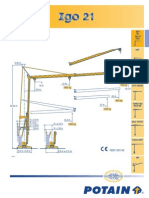
- Potain Igo 21 PDFDokument4 SeitenPotain Igo 21 PDFMarco CruzNoch keine Bewertungen
- CharanDokument25 SeitenCharanCharan KumarNoch keine Bewertungen
- Dry ContactsDokument2 SeitenDry ContactsDiwakar MishraNoch keine Bewertungen
- Polylux WebkatalogDokument96 SeitenPolylux WebkatalogNesil Abiera50% (2)
- 010 Zircoat MDokument3 Seiten010 Zircoat MvsdeepakchandraNoch keine Bewertungen
- NEOCLASSICAL CITY PlanningDokument10 SeitenNEOCLASSICAL CITY PlanningAfrahNoch keine Bewertungen
- Seetha ResumeDokument2 SeitenSeetha Resumeseetha525Noch keine Bewertungen
- Water and Environmental Sanitation Strategic Plan BihacDokument53 SeitenWater and Environmental Sanitation Strategic Plan BihacEddiemtongaNoch keine Bewertungen
- 2013 OSPE Salary Survey PDFDokument20 Seiten2013 OSPE Salary Survey PDFdarinscottjohnsonNoch keine Bewertungen
- SOM One Linear PDFDokument88 SeitenSOM One Linear PDFDinuSkyNoch keine Bewertungen
- Grdds ReviewDokument33 SeitenGrdds ReviewvaibhavbpatelNoch keine Bewertungen
- Misumi s5m Pulley p1117Dokument1 SeiteMisumi s5m Pulley p1117tigor carakaNoch keine Bewertungen
- Uk Fat 2017Dokument178 SeitenUk Fat 2017Christopher J MillsNoch keine Bewertungen
- Harmonic Oscillations of Spiral Springs - Springs Linked in Parallel and SeriesDokument5 SeitenHarmonic Oscillations of Spiral Springs - Springs Linked in Parallel and SeriesJose GalvanNoch keine Bewertungen
- TSM SmokeDokument2 SeitenTSM SmokeSudin AmatyaNoch keine Bewertungen
- UntitledDokument107 SeitenUntitledniko_seppanenNoch keine Bewertungen
- Hepworth Clay DoPs - Full SetDokument54 SeitenHepworth Clay DoPs - Full SetAnonymous XYAPaxjbYNoch keine Bewertungen
- Pre Check: 1. Vgrs System DescriptionDokument8 SeitenPre Check: 1. Vgrs System DescriptionNickNoch keine Bewertungen
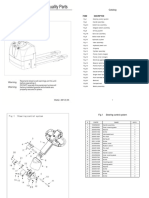
- Catalog: Ningbo Liftstar Material Handling Equipment Co., LTDDokument27 SeitenCatalog: Ningbo Liftstar Material Handling Equipment Co., LTDKiều Văn TrungNoch keine Bewertungen
- Synopsis of Power FactorDokument10 SeitenSynopsis of Power FactorRavi TiwariNoch keine Bewertungen