Das könnte Ihnen auch gefallen
- Manufacturing Process 1 Question BankDokument7 SeitenManufacturing Process 1 Question BankPranav Pandey67% (3)
- Report of Supply ChainDokument22 SeitenReport of Supply ChainkhanimmadNoch keine Bewertungen
- Parametric Bay Studies V4 - 0 (AISC)Dokument20 SeitenParametric Bay Studies V4 - 0 (AISC)v100% (1)
- Gujarat Technological University: InstructionsDokument3 SeitenGujarat Technological University: InstructionsDhruvin KagdiNoch keine Bewertungen
- Shipbuilding Technology 4th Semester SyllabusDokument30 SeitenShipbuilding Technology 4th Semester SyllabusDiploma in Engineering Shipbuilding TechnologyNoch keine Bewertungen
- Metal FormingDokument6 SeitenMetal FormingHarish Kumar SNoch keine Bewertungen
- Gujarat Technological UniversityDokument1 SeiteGujarat Technological UniversityBhagirath sinh ZalaNoch keine Bewertungen
- Part C: Production Techniques (ME C342) Open BookDokument2 SeitenPart C: Production Techniques (ME C342) Open BookpankazspamNoch keine Bewertungen
- SmartFrame Connection DetailsDokument29 SeitenSmartFrame Connection Detailsmeetvinayak2007Noch keine Bewertungen
- Aramco Specific Evaluations For WeldingDokument6 SeitenAramco Specific Evaluations For WeldingSiddiqui Abdul Khaliq89% (9)
- Interlocking Concrete Paver SpecsDokument6 SeitenInterlocking Concrete Paver Specscarolinetrippin100% (1)
- MP II - Nov 2011Dokument2 SeitenMP II - Nov 2011abhay_15865099Noch keine Bewertungen
- MT II Course Hand OutDokument3 SeitenMT II Course Hand OutvelavansuNoch keine Bewertungen
- May 2014Dokument3 SeitenMay 2014Arun Prakash NatesanNoch keine Bewertungen
- Au Qp-Adv in Casting and Welding-Dec2020Dokument3 SeitenAu Qp-Adv in Casting and Welding-Dec2020Ohmsakthi vel RNoch keine Bewertungen
- Bielas Caterpillar en General Reutilizacion 2010Dokument22 SeitenBielas Caterpillar en General Reutilizacion 2010ariel avalosNoch keine Bewertungen
- Me 2252Dokument3 SeitenMe 2252cbeprabhugmailNoch keine Bewertungen
- ASME B16.36-96 Bridas de OrificioDokument11 SeitenASME B16.36-96 Bridas de OrificioLuis MoralesNoch keine Bewertungen
- UG Syllabus 2010 11 NITtDokument33 SeitenUG Syllabus 2010 11 NITtNitin VarmanNoch keine Bewertungen
- Design Guidelines for Surface Mount TechnologyVon EverandDesign Guidelines for Surface Mount TechnologyBewertung: 5 von 5 Sternen5/5 (1)
- Production TechnologyDokument4 SeitenProduction TechnologysandchinniNoch keine Bewertungen
- Manual For Fusion Welding of Rails by The Alumino-Thermic ProcessDokument49 SeitenManual For Fusion Welding of Rails by The Alumino-Thermic ProcesskrischaeverNoch keine Bewertungen
- MP IatDokument4 SeitenMP Iatazhagan.mecNoch keine Bewertungen
- 1617 Dec SKMM2713Dokument17 Seiten1617 Dec SKMM2713Shah MalikNoch keine Bewertungen
- MFET 3451 Experiment # 3 Metallography LaboratoryDokument5 SeitenMFET 3451 Experiment # 3 Metallography LaboratoryVicky NoomNoch keine Bewertungen
- Question Paper Code:: (10×2 20 Marks)Dokument3 SeitenQuestion Paper Code:: (10×2 20 Marks)gowrisankarNoch keine Bewertungen
- CPWI 3 of 4Dokument50 SeitenCPWI 3 of 4Jorge SobrevillaNoch keine Bewertungen
- Faculty of Engineering and TechnologyDokument1 SeiteFaculty of Engineering and TechnologyaeropaschalNoch keine Bewertungen
- EP000122-001 - AN - Terminal Codes PDFDokument34 SeitenEP000122-001 - AN - Terminal Codes PDFfranciscopayanNoch keine Bewertungen
- Tutorial 2 BETP 1323 Sem 1 2014 2015Dokument2 SeitenTutorial 2 BETP 1323 Sem 1 2014 2015Tarmizi BahariNoch keine Bewertungen
- Answer ALL Questions Part-A 10x2 20: Department of Mechanical Engineering Internal Exam-IiiDokument1 SeiteAnswer ALL Questions Part-A 10x2 20: Department of Mechanical Engineering Internal Exam-IiitagoreboopathyNoch keine Bewertungen
- Study of The Chips Morphology in Turning by Stratified Sampling MethodDokument9 SeitenStudy of The Chips Morphology in Turning by Stratified Sampling MethodAbderrahim BelloufiNoch keine Bewertungen
- Time: 3 Hours Answer All Questions Maximum: 100 MarksDokument3 SeitenTime: 3 Hours Answer All Questions Maximum: 100 MarksAnonymous ZB6qyhD6Noch keine Bewertungen
- End Sem PyqDokument5 SeitenEnd Sem PyqJaspreet veeraNoch keine Bewertungen
- 2011 Nov Dec R2010Dokument2 Seiten2011 Nov Dec R2010anon_318963451Noch keine Bewertungen
- Bda 30502 Sem 2 1213Dokument5 SeitenBda 30502 Sem 2 1213Iskandar BellNoch keine Bewertungen
- Ipc2004 000257Dokument9 SeitenIpc2004 000257Skazemi7Noch keine Bewertungen
- Test Project Sheet MetalDokument10 SeitenTest Project Sheet MetalSyed Idrus Syed OmarNoch keine Bewertungen
- 000 GPP GCX 00029 Welding and NDT MatrixDokument18 Seiten000 GPP GCX 00029 Welding and NDT MatrixGOPALAKRISHNAN SubramanianNoch keine Bewertungen
- QB Mem 103Dokument4 SeitenQB Mem 103Geetu KumariNoch keine Bewertungen
- The Performance of Pump As Turbine With Machined Impellers2018MATEC Web of ConferencesDokument6 SeitenThe Performance of Pump As Turbine With Machined Impellers2018MATEC Web of ConferencesDaniel Santacruz LNoch keine Bewertungen
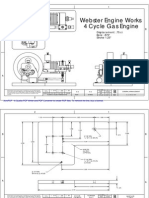
- Webster Engine Works 4 Cycle Gas Engine: Displacement: .75 Ci Bore: .875" Stroke 1.25"Dokument21 SeitenWebster Engine Works 4 Cycle Gas Engine: Displacement: .75 Ci Bore: .875" Stroke 1.25"Julio Raizer100% (1)
- Project Report: On Analyze Submerged Arc Welding (SAW) With Respect To MIG Welding (GMAW)Dokument32 SeitenProject Report: On Analyze Submerged Arc Welding (SAW) With Respect To MIG Welding (GMAW)Rama Krishna Reddy DonthireddyNoch keine Bewertungen
- Demo Weld Cost Calc XLDokument10 SeitenDemo Weld Cost Calc XLMarcelo Simão Do ValeNoch keine Bewertungen
- Code: R7210301 B.Tech II Year I Semester (R07) Supplementary Examinations, May 2013Dokument1 SeiteCode: R7210301 B.Tech II Year I Semester (R07) Supplementary Examinations, May 2013sivabharathamurthyNoch keine Bewertungen
- Boring Bar ManualDokument41 SeitenBoring Bar ManualPranjal Chakraborty100% (1)
- ME 1203 Manufacturing TechnologyDokument5 SeitenME 1203 Manufacturing TechnologyajitsssNoch keine Bewertungen
- MP Previous Qp-Me3393Dokument21 SeitenMP Previous Qp-Me3393azhagan.mecNoch keine Bewertungen
- Shipbulding Technology 5th Semester SyllabusDokument33 SeitenShipbulding Technology 5th Semester SyllabusDiploma in Engineering Shipbuilding Technology100% (1)
- Design SummaryDokument20 SeitenDesign SummaryAgus HermantoNoch keine Bewertungen
- Cat006 EngDokument2 SeitenCat006 EngSalsa AmorirNoch keine Bewertungen
- B-Tech. Mechanical UNIT-1: Bme 206 Manufacturing Technology - 1Dokument6 SeitenB-Tech. Mechanical UNIT-1: Bme 206 Manufacturing Technology - 1Michael ButlerNoch keine Bewertungen
- ME204Dokument2 SeitenME204raja93satNoch keine Bewertungen
- Question Paper Code:: (10×2 20 Marks)Dokument2 SeitenQuestion Paper Code:: (10×2 20 Marks)saranNoch keine Bewertungen
- 140k Motor Grader Jpa00001-Up (Machine) Powered by c7 Engine (Sebp5013 - 65) - Systems & ComponentsDokument16 Seiten140k Motor Grader Jpa00001-Up (Machine) Powered by c7 Engine (Sebp5013 - 65) - Systems & ComponentsJimmy Morales GonzalesNoch keine Bewertungen
- X60822 (Me2026 10122mee17 Me606 Ptme2026)Dokument2 SeitenX60822 (Me2026 10122mee17 Me606 Ptme2026)saranNoch keine Bewertungen
- Civil WorksDokument47 SeitenCivil WorksAbdulyekini AhmaduNoch keine Bewertungen
- Joining of Polymer-Metal Hybrid Structures: Principles and ApplicationsVon EverandJoining of Polymer-Metal Hybrid Structures: Principles and ApplicationsSergio T. Amancio FilhoNoch keine Bewertungen
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysVon EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNoch keine Bewertungen
- Hines Roofing ChecklistDokument2 SeitenHines Roofing ChecklistCayang_BucukNoch keine Bewertungen
- Tutorial Chapter 4 - Heat ExchangerDokument3 SeitenTutorial Chapter 4 - Heat ExchangerCayang_BucukNoch keine Bewertungen
- MEC532 - Individual Activity Log Report Assessment FormDokument2 SeitenMEC532 - Individual Activity Log Report Assessment FormCayang_BucukNoch keine Bewertungen
- Ece590 April 2010Dokument13 SeitenEce590 April 2010Cayang_BucukNoch keine Bewertungen
- 1.0 Objective:: TITLE: Flat Plate Boundary LayerDokument16 Seiten1.0 Objective:: TITLE: Flat Plate Boundary LayerCayang_BucukNoch keine Bewertungen
- Update On Childhood Diabetes MellitusDokument51 SeitenUpdate On Childhood Diabetes MellitusJulie Carnetion DNoch keine Bewertungen
- Lab Report Format Structure of The ReportDokument4 SeitenLab Report Format Structure of The ReportCayang_BucukNoch keine Bewertungen
- SandcastingDokument7 SeitenSandcastingCayang_BucukNoch keine Bewertungen
- Questionnaire On Foodpanda Vs ZomatoDokument4 SeitenQuestionnaire On Foodpanda Vs ZomatoPoddaturi Susheel74% (42)
- Project Report On Plastic Ban1Dokument15 SeitenProject Report On Plastic Ban1Silas Wilson67% (3)
- Amazon Company HRM PolicyDokument4 SeitenAmazon Company HRM Policyadeeba ghani100% (2)
- Stanley 25 Amp Automatic Battery Charger BC25BS ManualDokument12 SeitenStanley 25 Amp Automatic Battery Charger BC25BS ManualJoe ZhaoNoch keine Bewertungen
- Distilled Spirit: Introduction (CAP 1)Dokument9 SeitenDistilled Spirit: Introduction (CAP 1)ned_nickNoch keine Bewertungen
- Unit 1 Customer ServiceDokument16 SeitenUnit 1 Customer ServiceGillian Delos ReyesNoch keine Bewertungen
- Daily Staging Plan & MPC Report 180511 Compile PDFDokument19 SeitenDaily Staging Plan & MPC Report 180511 Compile PDFLutfii RisyandieNoch keine Bewertungen
- Masibus FIB MAS-AI-U-08-D - R0F - 0515 - Field Interface Board 8 CH Linearised RTD - TC InputDokument2 SeitenMasibus FIB MAS-AI-U-08-D - R0F - 0515 - Field Interface Board 8 CH Linearised RTD - TC InputKeval MistryNoch keine Bewertungen
- Construction Techniques in Hilly Area (Himachal Pradesh) : Adiba KhanDokument13 SeitenConstruction Techniques in Hilly Area (Himachal Pradesh) : Adiba Khanaayushi gadiNoch keine Bewertungen
- Legal Memorandum For ProsecutionDokument5 SeitenLegal Memorandum For ProsecutionAnge Buenaventura Salazar88% (8)
- Inventive IndianDokument168 SeitenInventive Indianvijay7775303Noch keine Bewertungen
- Bảng mã lỗi Wise15Dokument56 SeitenBảng mã lỗi Wise15Bach Nguyen XuanNoch keine Bewertungen
- Modul Lab AD I 2019 - 2020 - 1337415165 PDFDokument52 SeitenModul Lab AD I 2019 - 2020 - 1337415165 PDFClarissa Aurella ChecyalettaNoch keine Bewertungen
- AC Service Appointment and Maintenance FormDokument11 SeitenAC Service Appointment and Maintenance FormRiad RahmanNoch keine Bewertungen
- Laparoscopic CatalogDokument44 SeitenLaparoscopic CatalogAhmad NuraliNoch keine Bewertungen
- Bechtel International Inc. Case StudyDokument35 SeitenBechtel International Inc. Case Studytmd1977Noch keine Bewertungen
- Wake Up - ScreenplayDokument6 SeitenWake Up - ScreenplaySaravanakumar VNoch keine Bewertungen
- Santos Anesthesiology 2018Dokument15 SeitenSantos Anesthesiology 2018saeed namjooNoch keine Bewertungen
- ACA Massage Therapy Story: Analysis of Legal and Ethical Issues RaisedDokument3 SeitenACA Massage Therapy Story: Analysis of Legal and Ethical Issues Raisedglenn johnstonNoch keine Bewertungen
- Waukesha Mobileflex l5794 L7044gsi Epa Product Sheet PDFDokument4 SeitenWaukesha Mobileflex l5794 L7044gsi Epa Product Sheet PDFDODONoch keine Bewertungen
- GINA Severe Asthma Pocket Guide v2.0 Wms 1 PDFDokument22 SeitenGINA Severe Asthma Pocket Guide v2.0 Wms 1 PDFPhuong HuynhNoch keine Bewertungen
- Bag Bath Return Demo For NursingDokument4 SeitenBag Bath Return Demo For Nursingjerica abesamisNoch keine Bewertungen
- B I F Mukhopadhyay2019Dokument84 SeitenB I F Mukhopadhyay2019deshmukhgeolNoch keine Bewertungen
- Andmeleht Alpha Continuity Plus 6kW 10kWDokument2 SeitenAndmeleht Alpha Continuity Plus 6kW 10kWAleksandar NikolicNoch keine Bewertungen
- TestDokument13 SeitenTestIan Cyrus RegodosNoch keine Bewertungen
- Flame RetardantsDokument4 SeitenFlame Retardants1985krNoch keine Bewertungen
- Module 2 in Forensic BallisticsDokument9 SeitenModule 2 in Forensic Ballisticscriminologyalliance100% (2)
- AHA - Working On Slope RoofDokument2 SeitenAHA - Working On Slope RoofTopsun EnergyNoch keine Bewertungen
- Diffun Campus: "Molding Minds, Shaping Future"Dokument41 SeitenDiffun Campus: "Molding Minds, Shaping Future"Mary Joy BernasolNoch keine Bewertungen
- 293005Dokument10 Seiten293005elsayedNoch keine Bewertungen