Das könnte Ihnen auch gefallen
- New L160-230 Series (Eng) U.S.A-S PDFDokument40 SeitenNew L160-230 Series (Eng) U.S.A-S PDFRaul PerezNoch keine Bewertungen
- 4319B - Flank Modifications in Bevel Gears Using A UMCDokument22 Seiten4319B - Flank Modifications in Bevel Gears Using A UMCRaul PerezNoch keine Bewertungen
- Hob ResharpeningDokument10 SeitenHob ResharpeningRaul PerezNoch keine Bewertungen
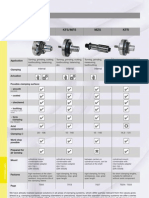
- Orientation Guide: MandrelsDokument2 SeitenOrientation Guide: MandrelsRaul PerezNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Em Waves and Transmission Lines - June-2015Dokument4 SeitenEm Waves and Transmission Lines - June-2015Veerayya JavvajiNoch keine Bewertungen
- Pharmaceutical Chemistry Answer Key Blue PacopDokument30 SeitenPharmaceutical Chemistry Answer Key Blue PacopJeannie UyNoch keine Bewertungen
- Fluid Mechanics by S K MondalDokument179 SeitenFluid Mechanics by S K MondalAghu AkzNoch keine Bewertungen
- Instruction ManualDokument140 SeitenInstruction ManualJerryChenNoch keine Bewertungen
- MHDDokument57 SeitenMHDAsifa AshrafNoch keine Bewertungen
- KKMehta-Pilot Plant Scale Up TechniqueDokument84 SeitenKKMehta-Pilot Plant Scale Up TechniqueAnkit PokarNoch keine Bewertungen
- Me6604 Gas Dynamics and Jet PropulsionDokument8 SeitenMe6604 Gas Dynamics and Jet PropulsionMohanraj SubramaniNoch keine Bewertungen
- A World Without Cause and Effect: Logic-Defying Experiments Into Quantum Causality Scramble The Notion of Time ItselfDokument3 SeitenA World Without Cause and Effect: Logic-Defying Experiments Into Quantum Causality Scramble The Notion of Time ItselfWalterHuNoch keine Bewertungen
- Snell Manuscript (Keelys Secrets)Dokument5 SeitenSnell Manuscript (Keelys Secrets)Gregg Martin100% (2)
- 4 - Rate Laws and Stoichiometry - StuDokument62 Seiten4 - Rate Laws and Stoichiometry - StuTiệp MatícNoch keine Bewertungen
- Lecture 1-2 PDFDokument49 SeitenLecture 1-2 PDFASHISH MEENANoch keine Bewertungen
- S.MORRIS 2006: This Powerpoint Is Hosted On Please Visit For 100's More Free PowerpointsDokument20 SeitenS.MORRIS 2006: This Powerpoint Is Hosted On Please Visit For 100's More Free PowerpointsDedy SatriyoNoch keine Bewertungen
- Geometric Shapes and TransformationsDokument10 SeitenGeometric Shapes and TransformationsisidroNoch keine Bewertungen
- Electron Irradiation Effect On Al2O3Dokument63 SeitenElectron Irradiation Effect On Al2O3younessinaNoch keine Bewertungen
- Silicon Controlled RectifierDokument148 SeitenSilicon Controlled RectifierSrinivasRaoNoch keine Bewertungen
- Chemistry Form Three Q&a1Dokument110 SeitenChemistry Form Three Q&a1MajaningumbaoNoch keine Bewertungen
- Introduction To Calculus Section Velocity and Distance (PageDokument32 SeitenIntroduction To Calculus Section Velocity and Distance (PageIhab AbdullahNoch keine Bewertungen
- Kinetics of Particles: Newton's Second LawDokument16 SeitenKinetics of Particles: Newton's Second Lawlil KamalNoch keine Bewertungen
- Final Exam Cheat SheetDokument1 SeiteFinal Exam Cheat SheetDanielle GuindonNoch keine Bewertungen
- Calculation of Air Pipe SizeDokument6 SeitenCalculation of Air Pipe SizePhyu Mar Thein Kyaw100% (1)
- Sn003a en EuDokument13 SeitenSn003a en Eukopernik1977Noch keine Bewertungen
- Atwood MachineDokument4 SeitenAtwood MachineanisahNoch keine Bewertungen
- 11N90Dokument7 Seiten11N90rudra_1Noch keine Bewertungen
- Bus BarsDokument36 SeitenBus Barstceterex100% (1)
- 06 Train Track Dynamics June 08Dokument21 Seiten06 Train Track Dynamics June 08Charles KohNoch keine Bewertungen
- SHS General Chemistry 2Dokument350 SeitenSHS General Chemistry 2John Luis Reyes90% (20)
- Abhyudaya - Theme WriteupsDokument6 SeitenAbhyudaya - Theme WriteupsJuhi SinghNoch keine Bewertungen
- Revision Test PhysicsDokument56 SeitenRevision Test PhysicsAkshay Khanzode100% (4)
- Lab 4 Contamination Test FAIZUANDokument20 SeitenLab 4 Contamination Test FAIZUANfaizuanismailNoch keine Bewertungen