Das könnte Ihnen auch gefallen
- 3D Beam Bending Due to Transverse Shear Loads (FEMDokument8 Seiten3D Beam Bending Due to Transverse Shear Loads (FEMMukaram AliNoch keine Bewertungen
- Case Studies - OHT2Dokument7 SeitenCase Studies - OHT2Mukaram AliNoch keine Bewertungen
- Chap 012Dokument18 SeitenChap 012Mukaram AliNoch keine Bewertungen
- Mechanics & Manufacturing Lab –II Assignment 1 ReportDokument7 SeitenMechanics & Manufacturing Lab –II Assignment 1 ReportMukaram AliNoch keine Bewertungen
- Case Solving MethodologyDokument8 SeitenCase Solving MethodologyMukaram AliNoch keine Bewertungen
- Read MeDokument1 SeiteRead MeMukaram AliNoch keine Bewertungen
- Study Programmes Eligible Final Web1602151624Dokument523 SeitenStudy Programmes Eligible Final Web1602151624Mukaram AliNoch keine Bewertungen
- Case Study 1 PDFDokument14 SeitenCase Study 1 PDFMukaram AliNoch keine Bewertungen
- Top 15 Shortlisted Candidates Graduate Trainee EngineerDokument6 SeitenTop 15 Shortlisted Candidates Graduate Trainee EngineerMukaram AliNoch keine Bewertungen
- Naziat Part 1Dokument33 SeitenNaziat Part 1Mukaram AliNoch keine Bewertungen
- Weekly Report (Spe Event Management Team) : Name Department Comments Fazeel AhmedDokument2 SeitenWeekly Report (Spe Event Management Team) : Name Department Comments Fazeel AhmedMukaram AliNoch keine Bewertungen
- MTI Advent CorporationDokument21 SeitenMTI Advent Corporationmahtaabk100% (3)
- Activate Windows, Office with KMSAuto Net PortableDokument6 SeitenActivate Windows, Office with KMSAuto Net Portableiitgn007Noch keine Bewertungen
- Advent SkimmedDokument4 SeitenAdvent SkimmedMukaram AliNoch keine Bewertungen
- ReadmeDokument1 SeiteReadmeمحمد السيدNoch keine Bewertungen
- GLC Sec A GradesDokument6 SeitenGLC Sec A GradesMukaram AliNoch keine Bewertungen
- Advent SkimmedDokument4 SeitenAdvent SkimmedMukaram AliNoch keine Bewertungen
- FYP Proposal Template for SMME ProjectsDokument1 SeiteFYP Proposal Template for SMME ProjectsMukaram AliNoch keine Bewertungen
- BS Materials Engg UG FYP List ME05Dokument5 SeitenBS Materials Engg UG FYP List ME05Mukaram AliNoch keine Bewertungen
- Best Gre MaterialDokument1 SeiteBest Gre MaterialMukaram AliNoch keine Bewertungen
- Terms of Oil and GasDokument7 SeitenTerms of Oil and GasMukaram AliNoch keine Bewertungen
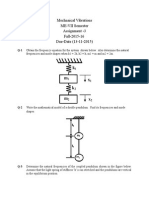
- Mechnaical Vibrations ME-VII Semester Assignment - 3 Fall-2015-16 Due-Date (13-11-2015)Dokument2 SeitenMechnaical Vibrations ME-VII Semester Assignment - 3 Fall-2015-16 Due-Date (13-11-2015)Sarah RachelNoch keine Bewertungen
- ME 04 B TimeTableDokument1 SeiteME 04 B TimeTableMukaram AliNoch keine Bewertungen
- GLC Sec B GradesDokument3 SeitenGLC Sec B GradesMukaram AliNoch keine Bewertungen
- ICE Assignment 1Dokument153 SeitenICE Assignment 1Mukaram AliNoch keine Bewertungen
- Job Details - InternshipDokument1 SeiteJob Details - InternshipMukaram AliNoch keine Bewertungen
- SMME FYP Guidelines v3p1Dokument15 SeitenSMME FYP Guidelines v3p1Mukaram AliNoch keine Bewertungen
- ME-331 Refrigeration and Air Conditioning Assignment-2, Date: 25 March, 2015Dokument1 SeiteME-331 Refrigeration and Air Conditioning Assignment-2, Date: 25 March, 2015Mukaram AliNoch keine Bewertungen
- Jab Zindagi Shiroh Ho Gi by Abu YahahDokument139 SeitenJab Zindagi Shiroh Ho Gi by Abu YahahHaider AliNoch keine Bewertungen
- Control Systems EE-475: Steady State Error and Routh's Stability CriteriaDokument37 SeitenControl Systems EE-475: Steady State Error and Routh's Stability CriteriaMukaram AliNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Concept MappingDokument8 SeitenConcept MappingRashid LatiefNoch keine Bewertungen
- Phil of DepressDokument11 SeitenPhil of DepressPriyo DjatmikoNoch keine Bewertungen
- Atuador Ip67Dokument6 SeitenAtuador Ip67Wellington SoaresNoch keine Bewertungen
- DX DiagesDokument36 SeitenDX DiagesBpbd Kota BengkuluNoch keine Bewertungen
- Energy Engineering SyllabusDokument49 SeitenEnergy Engineering SyllabusKarthiik88Noch keine Bewertungen
- Design TheoryDokument2 SeitenDesign Theoryhamidreza mohseniNoch keine Bewertungen
- Caso de Estudio 14.1, 14.2 y 14.3Dokument6 SeitenCaso de Estudio 14.1, 14.2 y 14.3Rodolfo G. Espinosa RodriguezNoch keine Bewertungen
- XG25-XG30: 44208060100 REV.003 03/2008 This Catalogue Is Valid For Trucks As From Serial NumbersDokument153 SeitenXG25-XG30: 44208060100 REV.003 03/2008 This Catalogue Is Valid For Trucks As From Serial Numbersalexandre donizetiNoch keine Bewertungen
- Standard 2Dokument10 SeitenStandard 2Bridget GumboNoch keine Bewertungen
- LG - Week 1 - Operations - ManagementDokument4 SeitenLG - Week 1 - Operations - ManagementMechaella Shella Ningal ApolinarioNoch keine Bewertungen
- NFA To DFA Conversion: Rabin and Scott (1959)Dokument14 SeitenNFA To DFA Conversion: Rabin and Scott (1959)Rahul SinghNoch keine Bewertungen
- Discrete Math Assignment on Recurrence Relations, Graph Theory and Boolean AlgebraDokument6 SeitenDiscrete Math Assignment on Recurrence Relations, Graph Theory and Boolean AlgebralakkajaoNoch keine Bewertungen
- Ata 47-NGS R25Dokument148 SeitenAta 47-NGS R25NadirNoch keine Bewertungen
- GF - 4 - GF - 6 - 790 700 337 - 01 - enDokument2 SeitenGF - 4 - GF - 6 - 790 700 337 - 01 - enAdrianNoch keine Bewertungen
- PDF Manual de Reparaciones Estructurales Del Airbus A 320 CompressDokument15 SeitenPDF Manual de Reparaciones Estructurales Del Airbus A 320 CompressJosé LuisNoch keine Bewertungen
- Sunward Rotary Drilling Rig Maintenance ManualDokument35 SeitenSunward Rotary Drilling Rig Maintenance ManualPaul Kenneth AbayataNoch keine Bewertungen
- Catalogo Novik NeoDokument32 SeitenCatalogo Novik NeorafaelciceliniNoch keine Bewertungen
- Work Instruction For Coil Taping Process of EE14 (1&4 Pin)Dokument6 SeitenWork Instruction For Coil Taping Process of EE14 (1&4 Pin)k.mehaboob bashaNoch keine Bewertungen
- Organizational Change & Development - VIL2021 - 22Dokument3 SeitenOrganizational Change & Development - VIL2021 - 22Rahul TRIPATHINoch keine Bewertungen
- Oxford Exam Trainer: Oetmintaunit PDFDokument2 SeitenOxford Exam Trainer: Oetmintaunit PDFКатерина ПетрушевськаNoch keine Bewertungen
- Install Steinitz Fractal Breakout Indicator MT4 (39Dokument10 SeitenInstall Steinitz Fractal Breakout Indicator MT4 (39florin_denys-1Noch keine Bewertungen
- PGSuperDokument71 SeitenPGSuperVietanh PhungNoch keine Bewertungen
- Activities For Responding To Reading in Year 2Dokument59 SeitenActivities For Responding To Reading in Year 2lancashireliteracy100% (1)
- Simulation and Performance of Double Gate Finfet Devices: B.Sethupathy, P.Aruna PriyaDokument3 SeitenSimulation and Performance of Double Gate Finfet Devices: B.Sethupathy, P.Aruna PriyaKrisumraj PurkaitNoch keine Bewertungen
- Balino, Shedina D. Beed 2-CDokument5 SeitenBalino, Shedina D. Beed 2-CSHEDINA BALINONoch keine Bewertungen
- Daily Dawn Newspaper Vocabulary with Urdu MeaningsDokument4 SeitenDaily Dawn Newspaper Vocabulary with Urdu MeaningsBahawal Khan JamaliNoch keine Bewertungen
- CE QB - All Units PDFDokument38 SeitenCE QB - All Units PDFkurian georgeNoch keine Bewertungen
- SOLID-LIQUID EXTRACTIONDokument4 SeitenSOLID-LIQUID EXTRACTIONHarshal Agrawal100% (1)
- Fire Risk Assessment FormDokument16 SeitenFire Risk Assessment Formmukamat safiiNoch keine Bewertungen
- Eco 201Dokument23 SeitenEco 201Tâm TítNoch keine Bewertungen