Das könnte Ihnen auch gefallen
- Aula1 - Processo de Moldagem Por InjeçãoDokument30 SeitenAula1 - Processo de Moldagem Por InjeçãoTiago OliveiraNoch keine Bewertungen
- Aula 07 - InjeçãoDokument88 SeitenAula 07 - InjeçãoLizienny PeixotoNoch keine Bewertungen
- Glossário Técnico Da Moldagem Por SoproDokument4 SeitenGlossário Técnico Da Moldagem Por SoproSergio R. TolentinoNoch keine Bewertungen
- Extrusão Sopro - GuilhermeDokument6 SeitenExtrusão Sopro - GuilhermeguilhermegaoliveiraNoch keine Bewertungen
- Trabalho Molde Sopro 2Dokument24 SeitenTrabalho Molde Sopro 2Antonio Lucimar PasoliniNoch keine Bewertungen
- Organização e equipamento de um pequeno armazémDokument50 SeitenOrganização e equipamento de um pequeno armazémTatiana RiloNoch keine Bewertungen
- Moinhos de discos de corundumDokument4 SeitenMoinhos de discos de corundumFlavio Jorge Miranda PimentelNoch keine Bewertungen
- 05 - Manual - Organização Da Emergência - 1.5Dokument28 Seiten05 - Manual - Organização Da Emergência - 1.5mspc_Noch keine Bewertungen
- Checklist e regras de segurança para operadores de empilhadeirasDokument37 SeitenChecklist e regras de segurança para operadores de empilhadeirasAndréViníciusNoch keine Bewertungen
- Alcool EtilicoDokument4 SeitenAlcool EtilicoTiago AbeNoch keine Bewertungen
- 9048 TesteDokument1 Seite9048 TesteBrunoNoch keine Bewertungen
- Fispq - Alcool em Gel 70Dokument6 SeitenFispq - Alcool em Gel 70Jacqueline NascimentoNoch keine Bewertungen
- Lockout Pro LiteraturaDokument2 SeitenLockout Pro LiteraturaSheila Cicala MarquesNoch keine Bewertungen
- Terminação Do Contrato de TrabalhoDokument25 SeitenTerminação Do Contrato de TrabalhoGiovanna RomanoNoch keine Bewertungen
- 19WEB - PE - Catalogo - Macchine 2015 ES PT PDFDokument32 Seiten19WEB - PE - Catalogo - Macchine 2015 ES PT PDFSebastian Carvajal ClavijoNoch keine Bewertungen
- Acolhimento e EncaminhamentoDokument8 SeitenAcolhimento e EncaminhamentoPessegaNoch keine Bewertungen
- Politica de FrotaDokument5 SeitenPolitica de Frotadiegosssilva1986Noch keine Bewertungen
- Transportes na cadeia de abastecimento: UFCD 8523Dokument23 SeitenTransportes na cadeia de abastecimento: UFCD 8523Alemão The BarberNoch keine Bewertungen
- Aula 12 - Moldagem Por Extrusão, Injeção e TermoenformaçãoDokument28 SeitenAula 12 - Moldagem Por Extrusão, Injeção e TermoenformaçãoGeovani SilvaNoch keine Bewertungen
- IST Aula 2 PDFDokument12 SeitenIST Aula 2 PDFDaniel GomesNoch keine Bewertungen
- Teste Avaliaao Ufcd 0623 Forma-TeDokument2 SeitenTeste Avaliaao Ufcd 0623 Forma-TeNair ChavesNoch keine Bewertungen
- Manual de Formação - 0349Dokument60 SeitenManual de Formação - 0349Gonçalo CarvalhoNoch keine Bewertungen
- O processo de injeção de plásticosDokument14 SeitenO processo de injeção de plásticosGilmar MartinsNoch keine Bewertungen
- Costureiro/a Industrial de Tecidos - Nível 2Dokument32 SeitenCostureiro/a Industrial de Tecidos - Nível 2Gisela AlexandraNoch keine Bewertungen
- Manutenção preventiva de estruturasDokument1 SeiteManutenção preventiva de estruturasHugo GinuNoch keine Bewertungen
- AVALIAÇÃO NR 12Dokument4 SeitenAVALIAÇÃO NR 12Caio Kenji NishiamaNoch keine Bewertungen
- Ambiente e SegurançaDokument315 SeitenAmbiente e SegurançaVera CordeiroNoch keine Bewertungen
- Registos de MercadoriasDokument110 SeitenRegistos de Mercadoriasnunomigs215895Noch keine Bewertungen
- Notificação de reação adversa ao medicamento AeriusDokument13 SeitenNotificação de reação adversa ao medicamento AeriusJosynando XavierNoch keine Bewertungen
- OS-Segurança TrabalhoDokument6 SeitenOS-Segurança TrabalhoRogério InacioNoch keine Bewertungen
- 8 - Aula Materiais Poliméricos - 220606 - 142657Dokument52 Seiten8 - Aula Materiais Poliméricos - 220606 - 142657Vinicius MartinsNoch keine Bewertungen
- Lista de verificação HST oficinas mecânicasDokument6 SeitenLista de verificação HST oficinas mecânicasClaúdia Rocha100% (1)
- Utilizando uma rebarbadora de forma seguraDokument5 SeitenUtilizando uma rebarbadora de forma seguraEdson Daniel FariasNoch keine Bewertungen
- Segurança No TrabalhoDokument13 SeitenSegurança No Trabalhobela35100% (9)
- O que é e como funciona o teletrabalhoDokument40 SeitenO que é e como funciona o teletrabalhoelsribeiroNoch keine Bewertungen
- Apresentação Trabalho EsterilizaçãoDokument24 SeitenApresentação Trabalho Esterilizaçãolaudiceia7100% (2)
- TERMO RESPONSABILIDADE VEÍCULO EMPRESADokument4 SeitenTERMO RESPONSABILIDADE VEÍCULO EMPRESAMarcos MororoNoch keine Bewertungen
- Tubos multicamadas: vantagens e aplicaçõesDokument28 SeitenTubos multicamadas: vantagens e aplicaçõesPedro SaraivaNoch keine Bewertungen
- A EmbalagemDokument39 SeitenA EmbalagemDP_IPTransNoch keine Bewertungen
- Organização e Plano de EmergênciaDokument34 SeitenOrganização e Plano de Emergênciamspc_100% (1)
- Guia de RemessaDokument1 SeiteGuia de RemessaAntonioNoch keine Bewertungen
- Sustentabilidade e EmbalagemDokument22 SeitenSustentabilidade e EmbalagemDionei Melo VerliNoch keine Bewertungen
- Plano Estratégico para SupermercadosDokument37 SeitenPlano Estratégico para SupermercadosSheila Souza100% (1)
- ExtrusãoDokument25 SeitenExtrusãoFlávio Macedo100% (1)
- Operador de armazenagem N2Dokument32 SeitenOperador de armazenagem N2MPalrinhasNoch keine Bewertungen
- Termo responsabilidade equipamentoDokument2 SeitenTermo responsabilidade equipamentoTONY ExpNoch keine Bewertungen
- Protetor auricular uso cuidadosDokument1 SeiteProtetor auricular uso cuidadosCLAUDIONoch keine Bewertungen
- Programa de Organização IndustrialDokument18 SeitenPrograma de Organização IndustrialLena BerardoNoch keine Bewertungen
- EPIs e suas responsabilidadesDokument34 SeitenEPIs e suas responsabilidadesAndressa Carvalho100% (1)
- Atendimento pós-venda e fidelização de clientesDokument21 SeitenAtendimento pós-venda e fidelização de clientesAEPANNoch keine Bewertungen
- UFCD - 8178 - Gestão Do Stress e Controlo Da Ansiedade em Medicina Dentária - ÍndiceDokument4 SeitenUFCD - 8178 - Gestão Do Stress e Controlo Da Ansiedade em Medicina Dentária - ÍndiceMANUAIS FORMAÇÃONoch keine Bewertungen
- Organização do Posto de Trabalho e ErgonomiaDokument20 SeitenOrganização do Posto de Trabalho e ErgonomiaMiguel Santos100% (1)
- Identificação Perigos Avaliação Controlo Riscos Unidade Industrial H Gomes PDFDokument74 SeitenIdentificação Perigos Avaliação Controlo Riscos Unidade Industrial H Gomes PDFruibandeira100% (1)
- Trabalho Sobre Legislação Laboral - GracielaDokument16 SeitenTrabalho Sobre Legislação Laboral - GracielaGraciela LourençoNoch keine Bewertungen
- Transformação de PolímerosDokument16 SeitenTransformação de PolímerosRenan Gottardi BinNoch keine Bewertungen
- Processos de conformação plásticaDokument15 SeitenProcessos de conformação plásticaJuliana RodriguesNoch keine Bewertungen
- Processos plásticosDokument28 SeitenProcessos plásticosAngela GarciaNoch keine Bewertungen
- Guia Básico dos PlásticosDokument25 SeitenGuia Básico dos PlásticosPaula CorreiaNoch keine Bewertungen
- Processos de Extrusão e Injeção Polimeros 29 09 20Dokument22 SeitenProcessos de Extrusão e Injeção Polimeros 29 09 20joseNoch keine Bewertungen
- Extrusão: processo de conformação por compressão indiretaDokument13 SeitenExtrusão: processo de conformação por compressão indiretaPaulo SeabraNoch keine Bewertungen
- Densidade de materiaisDokument2 SeitenDensidade de materiaisPaulo Viegas0% (1)
- Procedimento Operacional Padrão: TituloDokument7 SeitenProcedimento Operacional Padrão: TituloDeyvid OliveiraNoch keine Bewertungen
- LIVRO DE MAT - ANDRINI - 7 Ano-2Dokument1 SeiteLIVRO DE MAT - ANDRINI - 7 Ano-2Ronaldo SidneiNoch keine Bewertungen
- Itens HAMP Exportado 22-01-2019 10-46-53 872Dokument5 SeitenItens HAMP Exportado 22-01-2019 10-46-53 872Senhor FanáticoNoch keine Bewertungen
- Diagnóstico dos 5 Ps da estratégia em empresa de usinagemDokument3 SeitenDiagnóstico dos 5 Ps da estratégia em empresa de usinagemJoão Paulo G. SilveiraNoch keine Bewertungen
- Receção de HotelDokument117 SeitenReceção de HotelBrielSilcaNoch keine Bewertungen
- Proposta PME CPDokument8 SeitenProposta PME CPlucas gameplayNoch keine Bewertungen
- A concepção durkheimiana da regulação moral da economiaDokument20 SeitenA concepção durkheimiana da regulação moral da economiaMatheus CostaNoch keine Bewertungen
- Regulamenta acautelamento de material bélico SEAPDokument26 SeitenRegulamenta acautelamento de material bélico SEAPfaelcassioNoch keine Bewertungen
- CatalogoDokument72 SeitenCatalogoQue torcida é essa.Noch keine Bewertungen
- Sistema tratamento efluentes residência 4 pessoasDokument3 SeitenSistema tratamento efluentes residência 4 pessoasweber100% (1)
- Habilidades e ProfissõesDokument10 SeitenHabilidades e Profissõeslucaspt1000Noch keine Bewertungen
- Trading in Zone - Portugues - PDF - Análise Técnica - LuaDokument184 SeitenTrading in Zone - Portugues - PDF - Análise Técnica - LuaRudy Gay StruamNoch keine Bewertungen
- Relatório Financeiro 2022Dokument3 SeitenRelatório Financeiro 2022Diogo FranciscoNoch keine Bewertungen
- Plano de Educação Ambiental para Trabalhadores - Rev01Dokument7 SeitenPlano de Educação Ambiental para Trabalhadores - Rev01smsengemon jequieNoch keine Bewertungen
- Aquisições emergenciais para enfrentar coronavírusDokument13 SeitenAquisições emergenciais para enfrentar coronavírusSebastião JuniorNoch keine Bewertungen
- Avaliação em Educação Física AdaptadaDokument4 SeitenAvaliação em Educação Física AdaptadaBianca MeloNoch keine Bewertungen
- Livro Natureza RenascimentoDokument2 SeitenLivro Natureza RenascimentoCarolina SenraNoch keine Bewertungen
- Análise de Risco para Supressão VegetalDokument12 SeitenAnálise de Risco para Supressão VegetalAdilson Sousa LimaNoch keine Bewertungen
- Aposto e VocativoDokument3 SeitenAposto e VocativoJessica VasconcelosNoch keine Bewertungen
- 2021 BMW 3 Series 28Dokument474 Seiten2021 BMW 3 Series 28Thiago MolverstetNoch keine Bewertungen
- Lista de verificação para inclusão de arma por compra na indústria nacionalDokument1 SeiteLista de verificação para inclusão de arma por compra na indústria nacionalNet WalkerNoch keine Bewertungen
- Manual do Aluno Village Park DogDokument4 SeitenManual do Aluno Village Park DogSadm SorocabaNoch keine Bewertungen
- NBR14040 10Dokument9 SeitenNBR14040 10EduardoCPinheiroNoch keine Bewertungen
- Halliday 3 - Cap 31Dokument8 SeitenHalliday 3 - Cap 31Peter DutaNoch keine Bewertungen
- Portugal - Marcas de Contrast Aria e de ResponsabilidadeDokument3 SeitenPortugal - Marcas de Contrast Aria e de ResponsabilidadeClara RamosNoch keine Bewertungen
- SimposioANPEPP 2008Dokument178 SeitenSimposioANPEPP 2008Hábilis Augusto BiazottoNoch keine Bewertungen
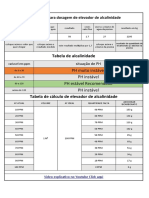
- Tabela de AlcalinidadeDokument1 SeiteTabela de AlcalinidadeedsonNoch keine Bewertungen
- Micro ME850Dokument55 SeitenMicro ME850api-3765629100% (1)
- Engenharia e inovação: compartilhando experiênciasDokument40 SeitenEngenharia e inovação: compartilhando experiênciasFabiano AlvesNoch keine Bewertungen