Das könnte Ihnen auch gefallen
- M. Thirumaleshwar - Fundamentals of Heat & Mass Transfer Includes Mathcad-Based Solutions To Problems-Pearson Education (2014)Dokument800 SeitenM. Thirumaleshwar - Fundamentals of Heat & Mass Transfer Includes Mathcad-Based Solutions To Problems-Pearson Education (2014)Shailesh Singh Sikarwar100% (7)
- Survey Welding-Standards 09-09-2013Dokument0 SeitenSurvey Welding-Standards 09-09-2013Ioana-Andreea GoagășNoch keine Bewertungen
- Chapter 5 Steam TurbineDokument78 SeitenChapter 5 Steam TurbineGloria Del Carmen MuñozNoch keine Bewertungen
- ICETRO Cubic Type ICEMAKER Service Manual Rev 1 2 (20151127)Dokument93 SeitenICETRO Cubic Type ICEMAKER Service Manual Rev 1 2 (20151127)Claudio Valencia Marín67% (3)
- Cross Reference of The Engg MaterialDokument18 SeitenCross Reference of The Engg Materialrksahay100% (1)
- Calculator For Welding Parameters - Rev1Dokument2 SeitenCalculator For Welding Parameters - Rev1mehul2011Noch keine Bewertungen
- Distillation Column DesignDokument120 SeitenDistillation Column DesignJaspreet Singh94% (36)
- DS 21 M 0018 - 0Dokument13 SeitenDS 21 M 0018 - 0sumant.c.singh1694Noch keine Bewertungen
- KSR 1003 H e Side Mounted Magnetic Float SwitchesDokument20 SeitenKSR 1003 H e Side Mounted Magnetic Float SwitchesRoshan ShanmughanNoch keine Bewertungen
- Cold Drawn Seamless For Heat Exchangers and BoilersDokument12 SeitenCold Drawn Seamless For Heat Exchangers and BoilersmuhammadsaliNoch keine Bewertungen
- Equivalents of Carbon Steel QualitiesDokument7 SeitenEquivalents of Carbon Steel QualitieshardywillimNoch keine Bewertungen
- Elution and Carbon Reactivation BasicsDokument19 SeitenElution and Carbon Reactivation BasicsdiegovergaraNoch keine Bewertungen
- Technip PCVDokument1 SeiteTechnip PCVsumant.c.singh1694Noch keine Bewertungen
- GL Vi-9-2 e PDFDokument20 SeitenGL Vi-9-2 e PDFValli RajuNoch keine Bewertungen
- Comparison of Stainless in Another StandardsDokument3 SeitenComparison of Stainless in Another StandardssuthirakNoch keine Bewertungen
- Piping Material Equivalent GradesDokument19 SeitenPiping Material Equivalent GradesSrinivas Sirigineedi86% (7)
- Columbus Stainless Pocket GuideDokument29 SeitenColumbus Stainless Pocket Guidebruteforce2000Noch keine Bewertungen
- Stainless Steel Alloys Comparsion ChartDokument3 SeitenStainless Steel Alloys Comparsion Chartsengcyan100% (1)
- EIL - Specification Sheet123Dokument1 SeiteEIL - Specification Sheet123Dinesh ChouguleNoch keine Bewertungen
- Manual - DDR Pacific Rim Gear BoxDokument40 SeitenManual - DDR Pacific Rim Gear BoxJuan Felipe Garza GNoch keine Bewertungen
- Cargas para BoquillasDokument7 SeitenCargas para Boquillasnikoonz2528Noch keine Bewertungen
- Copper Alloy Cross ReferenceDokument3 SeitenCopper Alloy Cross ReferencenotZm62FNoch keine Bewertungen
- Multi-Objective Optimization of An Industrial Crude Distillation Unit Using The Elitist Nondominated PDFDokument13 SeitenMulti-Objective Optimization of An Industrial Crude Distillation Unit Using The Elitist Nondominated PDFBahar MeschiNoch keine Bewertungen
- Coolpack ManualDokument14 SeitenCoolpack ManualAKHIL100% (3)
- DS 21 M 0012 - 0Dokument13 SeitenDS 21 M 0012 - 0sumant.c.singh1694Noch keine Bewertungen
- Aimtek Welding AlloysDokument1 SeiteAimtek Welding AlloysTuan Dzung HoangNoch keine Bewertungen
- Manifold Design CalculationsDokument5 SeitenManifold Design Calculationssumant.c.singh1694Noch keine Bewertungen
- Steel Material Standard ConversionDokument15 SeitenSteel Material Standard Conversion김크크50% (2)
- Astm Materials-Piping SpecDokument3 SeitenAstm Materials-Piping Speckaushalacharya100% (1)
- Index of API CodesDokument3 SeitenIndex of API Codessumant.c.singh1694Noch keine Bewertungen
- Ex Register ExampleDokument26 SeitenEx Register Examplesumant.c.singh1694Noch keine Bewertungen
- List of StandardsDokument3 SeitenList of Standardssumant.c.singh1694Noch keine Bewertungen
- Stainless Steel Bars and Shapes: Standard Specification ForDokument8 SeitenStainless Steel Bars and Shapes: Standard Specification ForkrkmurthyNoch keine Bewertungen
- Spec Grade Number Symbol Number Symbol Asme (Astm) KS JISDokument50 SeitenSpec Grade Number Symbol Number Symbol Asme (Astm) KS JISVinay TrivediNoch keine Bewertungen
- Equivalent Material Cross Valve CastDokument2 SeitenEquivalent Material Cross Valve CastsviswaNoch keine Bewertungen
- Ptfe Torque Chart Aps KitsDokument2 SeitenPtfe Torque Chart Aps KitsJo KingsNoch keine Bewertungen
- Boq For AS BoilerDokument1 SeiteBoq For AS BoilerGayan ChathurangaNoch keine Bewertungen
- Stainless Steel Dissimilar Welding ChartDokument1 SeiteStainless Steel Dissimilar Welding Chartlaz_kNoch keine Bewertungen
- S275JRDokument1 SeiteS275JRpsaayoNoch keine Bewertungen
- Piping Class San 3120 P Et 003Dokument42 SeitenPiping Class San 3120 P Et 003cecilNoch keine Bewertungen
- Alloy Valves PDFDokument4 SeitenAlloy Valves PDFYamil Diaz SantosNoch keine Bewertungen
- UNS R30006 Steel GradesDokument3 SeitenUNS R30006 Steel GradesRatnakar PatilNoch keine Bewertungen
- Joining of Nickel Alloys-ExtractDokument1 SeiteJoining of Nickel Alloys-ExtractrmjiranNoch keine Bewertungen
- P355NL2 50mmDokument5 SeitenP355NL2 50mmslowmosquitoNoch keine Bewertungen
- Pressure Vessel, Boiler, Storage Tanks and Heat Exchanger in Oil, Gas Project. Storage Tanks Heat ExchangerDokument1 SeitePressure Vessel, Boiler, Storage Tanks and Heat Exchanger in Oil, Gas Project. Storage Tanks Heat ExchangerValli RajuNoch keine Bewertungen
- Material Comparisons For Astm and JisDokument2 SeitenMaterial Comparisons For Astm and JisNitesh GargNoch keine Bewertungen
- Type 347-347H Stainless SteelDokument2 SeitenType 347-347H Stainless SteelPravin PawarNoch keine Bewertungen
- JIS Flange InformationDokument3 SeitenJIS Flange Informationmcoswald83Noch keine Bewertungen
- Material ComparisonDokument2 SeitenMaterial ComparisonNora CárcamoNoch keine Bewertungen
- Common Abbreviations in The Valve IndustryDokument10 SeitenCommon Abbreviations in The Valve IndustryNath BoyapatiNoch keine Bewertungen
- Steel EquivalentDokument1 SeiteSteel EquivalentGhantex TradNoch keine Bewertungen
- ASTM MaterialDokument4 SeitenASTM MaterialEr Moosa MohammedNoch keine Bewertungen
- ASTM Cross Reference Material Specs.Dokument2 SeitenASTM Cross Reference Material Specs.septixNoch keine Bewertungen
- Metal Chemical CompositionDokument1 SeiteMetal Chemical CompositionprathmeshNoch keine Bewertungen
- 2.25CR Mo VDokument9 Seiten2.25CR Mo VSangameswaran RamarajNoch keine Bewertungen
- Commonly Used Piping MaterialsDokument1 SeiteCommonly Used Piping MaterialsMOHAMMAD ASIFNoch keine Bewertungen
- En 10025 S235JR SteelDokument2 SeitenEn 10025 S235JR SteelAgung Nak OtomotifNoch keine Bewertungen
- Omni Block - BrochureDokument2 SeitenOmni Block - BrochureJames100% (1)
- Din Flange Din 2627: (Dimensions in MM.)Dokument12 SeitenDin Flange Din 2627: (Dimensions in MM.)Wisüttisäk PeäröönNoch keine Bewertungen
- Astm Nos. For Piping CommoditiesDokument1 SeiteAstm Nos. For Piping CommoditiesHitesh MhatreNoch keine Bewertungen
- G12MF TypeDokument1 SeiteG12MF Typeosto72Noch keine Bewertungen
- Wps GT 9b Cvn90 Rev 1 PDFDokument6 SeitenWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniNoch keine Bewertungen
- Materials Comparison DIN / EN / ASTM: Pipes / Tubes Flanges Buttwelding FittingsDokument1 SeiteMaterials Comparison DIN / EN / ASTM: Pipes / Tubes Flanges Buttwelding Fittingsnaseema1Noch keine Bewertungen
- MSM Marketing SDN BHD: MIG Welding Electrodes !Dokument3 SeitenMSM Marketing SDN BHD: MIG Welding Electrodes !namasralNoch keine Bewertungen
- 13480-3 p5Dokument2 Seiten13480-3 p5Arjun NegiNoch keine Bewertungen
- PFIDokument2 SeitenPFIYulianus SReaNoch keine Bewertungen
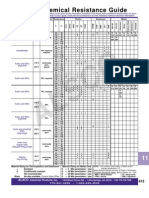
- Alsco: Chemical Resistance GuideDokument55 SeitenAlsco: Chemical Resistance GuidejcndNoch keine Bewertungen
- Cu ZN 36 PB 2Dokument6 SeitenCu ZN 36 PB 2Basavaraj K NagegowdaNoch keine Bewertungen
- Cold Rolled 2010 DUNAFER HungriaDokument12 SeitenCold Rolled 2010 DUNAFER HungriaBeatriz RizzoNoch keine Bewertungen
- Cahpter 5 Special SteelDokument50 SeitenCahpter 5 Special SteelhealgoseNoch keine Bewertungen
- Copper Casting Alloys - Foundry TechnologyDokument16 SeitenCopper Casting Alloys - Foundry TechnologyOnilio Firmino de MedeirosNoch keine Bewertungen
- 42crmo4 - HardnessDokument8 Seiten42crmo4 - HardnessavijayakumarsamyNoch keine Bewertungen
- Steel Supply Sub-Grades To EC3Dokument22 SeitenSteel Supply Sub-Grades To EC3Anonymous iS33V5Noch keine Bewertungen
- Kyocera Catalog CeramicDokument36 SeitenKyocera Catalog CeramicJoel Alexandre Santiago AlmeidaNoch keine Bewertungen
- CDA110 Specifaction SheetDokument5 SeitenCDA110 Specifaction SheetGendakensNoch keine Bewertungen
- Austenitic Cast SpecsDokument2 SeitenAustenitic Cast SpecsPanchoMiyamotoNoch keine Bewertungen
- Taxi Receipt Template 04Dokument1 SeiteTaxi Receipt Template 04sumant.c.singh1694Noch keine Bewertungen
- Final Audit Neelam UnmannedDokument98 SeitenFinal Audit Neelam Unmannedsumant.c.singh1694Noch keine Bewertungen
- BillPayReceiptTataDocomo September 2016Dokument1 SeiteBillPayReceiptTataDocomo September 2016sumant.c.singh1694Noch keine Bewertungen
- Solar Energy Section 5 AppendixDokument16 SeitenSolar Energy Section 5 Appendixsumant.c.singh1694Noch keine Bewertungen
- Alumni Information Form: (Please Send Score Card of Exam)Dokument1 SeiteAlumni Information Form: (Please Send Score Card of Exam)sumant.c.singh1694Noch keine Bewertungen
- Gas GroupsDokument1 SeiteGas Groupssumant.c.singh1694Noch keine Bewertungen
- Cable Schedule Heater 1Dokument1 SeiteCable Schedule Heater 1sumant.c.singh1694Noch keine Bewertungen
- On-Line Recharge ReceiptDokument1 SeiteOn-Line Recharge Receiptsumant.c.singh1694Noch keine Bewertungen
- PNV HS 8 MF Design CalculationsDokument5 SeitenPNV HS 8 MF Design Calculationssumant.c.singh1694Noch keine Bewertungen
- Basics Ferrule Paper Metallurgy 9 07Dokument6 SeitenBasics Ferrule Paper Metallurgy 9 07sumant.c.singh1694Noch keine Bewertungen
- Basics Ferrule Paper Metallurgy 9 07Dokument6 SeitenBasics Ferrule Paper Metallurgy 9 07sumant.c.singh1694Noch keine Bewertungen
- MSS SP 99Dokument11 SeitenMSS SP 99sumant.c.singh1694Noch keine Bewertungen
- SigmathermDokument8 SeitenSigmathermHaresh BhavnaniNoch keine Bewertungen
- The Benefits of Non-Lubricated CompressorsDokument14 SeitenThe Benefits of Non-Lubricated CompressorsDenstar Ricardo SilalahiNoch keine Bewertungen
- Manual Bomba Vacio SihiDokument32 SeitenManual Bomba Vacio SihiPatiana TereiraNoch keine Bewertungen
- Wind To Heat by InductionDokument25 SeitenWind To Heat by InductionAhmed Adel IbrahimNoch keine Bewertungen
- Dynaflame Heating - 500 6004Dokument4 SeitenDynaflame Heating - 500 6004Eslam ElsayedNoch keine Bewertungen
- Alfa Laval 2020 Brazed Plate Heat Exchanger Catalog (Interactive)Dokument49 SeitenAlfa Laval 2020 Brazed Plate Heat Exchanger Catalog (Interactive)daniel anayaNoch keine Bewertungen
- Series Pegasus: Air ConditionerDokument76 SeitenSeries Pegasus: Air ConditionerMarouane OubaidiNoch keine Bewertungen
- Preliminary Design of Air Conditioning System: TitleDokument28 SeitenPreliminary Design of Air Conditioning System: TitleFikri RahimNoch keine Bewertungen
- Kapal PembandingDokument21 SeitenKapal PembandingFadil WidiyantoNoch keine Bewertungen
- Total Compressed Air Solution 1 PDFDokument12 SeitenTotal Compressed Air Solution 1 PDFAsep Ahmad ToniNoch keine Bewertungen
- Method Statement With Jsa For Heat Insulation Work (Final) (12-08-2019)Dokument56 SeitenMethod Statement With Jsa For Heat Insulation Work (Final) (12-08-2019)Pradip PaulNoch keine Bewertungen
- FlowSheets 93851 - 02a Diagramas de FlujoDokument13 SeitenFlowSheets 93851 - 02a Diagramas de Flujoakarcz6731Noch keine Bewertungen
- Chiller - Wikipedia, The Free EncyclopediaDokument7 SeitenChiller - Wikipedia, The Free EncyclopediaPushpendra KumarNoch keine Bewertungen
- Thermal Engineering-2 Question Bank: Unit WiseDokument12 SeitenThermal Engineering-2 Question Bank: Unit Wisebharath devasothNoch keine Bewertungen
- W91 W94 TemperatureRegulatorsDokument21 SeitenW91 W94 TemperatureRegulatorsDiego HernandezNoch keine Bewertungen
- Building Services - ThermodynamicsDokument108 SeitenBuilding Services - ThermodynamicsDevansh MehtaNoch keine Bewertungen
- Transfer Function ResponseDokument2 SeitenTransfer Function ResponseAbdullah KutbiNoch keine Bewertungen
- Energy Balances and Numerical Methods Design Project Production of Maleic AnhydrideDokument37 SeitenEnergy Balances and Numerical Methods Design Project Production of Maleic AnhydridemoheedNoch keine Bewertungen
- E8093 Topvex Specification Data 2012-03 enDokument78 SeitenE8093 Topvex Specification Data 2012-03 entdecebalusNoch keine Bewertungen
- Criotom Server Manual PDFDokument282 SeitenCriotom Server Manual PDFAlex RaileanNoch keine Bewertungen
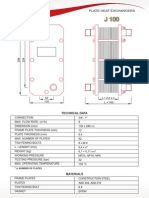
- Plate Heat Exchangers: Technical DataDokument15 SeitenPlate Heat Exchangers: Technical DataIvanNoch keine Bewertungen