Das könnte Ihnen auch gefallen
- Apostila Telhados e CoberturasDokument31 SeitenApostila Telhados e Coberturasclaudiadias100% (7)
- FGV 2021 Imbel Cargos de Nivel Medio ProvaDokument9 SeitenFGV 2021 Imbel Cargos de Nivel Medio ProvaAnderson GarciaNoch keine Bewertungen
- KSB Multitec 0P 2Dokument21 SeitenKSB Multitec 0P 2Alisson FelipeNoch keine Bewertungen
- TCC AutismoDokument21 SeitenTCC AutismoMarcia SouzaNoch keine Bewertungen
- As2 Unidade 4 Historia Da ArteDokument2 SeitenAs2 Unidade 4 Historia Da ArteArquiteto e Eng. TSST Bombeiro civil Rafael Santos100% (1)
- 2-SolidWorks Essential DesenhosDokument445 Seiten2-SolidWorks Essential DesenhosKarina BrenzinkNoch keine Bewertungen
- Questões de Prova - TRANSCAL - Marcelo e YohananDokument13 SeitenQuestões de Prova - TRANSCAL - Marcelo e YohananLUCAS RENAN OLIVEIRA CABRALNoch keine Bewertungen
- Avaliação de Geografia 6º AnoDokument3 SeitenAvaliação de Geografia 6º AnoGal AnjosNoch keine Bewertungen
- Plim! Revisão de Conteúdos de Matemática 4º Ano - 1º TrimestreDokument12 SeitenPlim! Revisão de Conteúdos de Matemática 4º Ano - 1º TrimestreCristina BarbosaNoch keine Bewertungen
- Livro Ichnology of Latin America - Web-Libre PDFDokument198 SeitenLivro Ichnology of Latin America - Web-Libre PDFIsabel OcañaNoch keine Bewertungen
- Apostila ModbusDokument17 SeitenApostila ModbusGustavo AlmeidaNoch keine Bewertungen
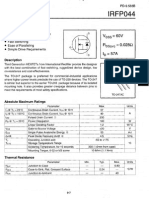
- Ifrp 044Dokument6 SeitenIfrp 044rmlarangNoch keine Bewertungen
- Catalogo Ero 2008Dokument30 SeitenCatalogo Ero 2008Mauricio RodriguesNoch keine Bewertungen
- Botoeiras Cutler HammerDokument9 SeitenBotoeiras Cutler HammerchnanduNoch keine Bewertungen
- Cappo PlusDokument2 SeitenCappo PlusrmlarangNoch keine Bewertungen
- Quadros Paineis Instalacoes EletricasDokument57 SeitenQuadros Paineis Instalacoes EletricasHamilton SoaresNoch keine Bewertungen
- Disjuntores - 3RV - Cap 2 PDFDokument50 SeitenDisjuntores - 3RV - Cap 2 PDFpehhhhhNoch keine Bewertungen
- Acopladores Analogico Conversores AD DADokument31 SeitenAcopladores Analogico Conversores AD DAMarcos AraújoNoch keine Bewertungen
- 140-141 83 ContadDokument2 Seiten140-141 83 ContadrmlarangNoch keine Bewertungen
- Indicadores Linha 3100c - SDokument2 SeitenIndicadores Linha 3100c - SrmlarangNoch keine Bewertungen
- Acoplador ReleDokument40 SeitenAcoplador RelemateusT850Noch keine Bewertungen
- CP1L OmronDokument6 SeitenCP1L OmronrmlarangNoch keine Bewertungen
- CP1L OmronDokument6 SeitenCP1L OmronrmlarangNoch keine Bewertungen
- Apostila JavaDokument52 SeitenApostila JavaJardel Moura DantasNoch keine Bewertungen
- CQM1 Cif02Dokument1 SeiteCQM1 Cif02luis_claudino6263Noch keine Bewertungen
- Fundamentos de Deteccao de Presenca - Allen BraddleyDokument176 SeitenFundamentos de Deteccao de Presenca - Allen BraddleyrmlarangNoch keine Bewertungen
- Sistema de Classificação Dos VegetaisDokument34 SeitenSistema de Classificação Dos VegetaisLayla Lino100% (1)
- Lição 10 A Destruição de JerusalémDokument12 SeitenLição 10 A Destruição de JerusalémRomário DiasNoch keine Bewertungen
- AULA 3 - Redação - Como Organizar Meu Pensamento - Profa. PambaDokument8 SeitenAULA 3 - Redação - Como Organizar Meu Pensamento - Profa. PambaPaulinha GazarianNoch keine Bewertungen
- Livro Didático É MuletaDokument3 SeitenLivro Didático É MuletaantonioNoch keine Bewertungen
- SPORT TV - YouTube PDFDokument1 SeiteSPORT TV - YouTube PDFPaulaNoch keine Bewertungen
- Fatura: Vencimento 20/01/2019 Valor Forma de Pagamento BoletoDokument1 SeiteFatura: Vencimento 20/01/2019 Valor Forma de Pagamento BoletoGleison da SilvaNoch keine Bewertungen
- Trabalho Sobre Animais PeçonhentosDokument32 SeitenTrabalho Sobre Animais PeçonhentosRoseane Nobre Terra50% (2)
- Gazeta 29 04Dokument56 SeitenGazeta 29 04amlferreiraNoch keine Bewertungen
- Abrindo Caixa de PandoraDokument2 SeitenAbrindo Caixa de PandoraTayrine SantosNoch keine Bewertungen
- Caderno de Generos QuarentenaDokument18 SeitenCaderno de Generos QuarentenaMarcio SuamNoch keine Bewertungen
- 1 Escola Da ExegeseDokument11 Seiten1 Escola Da ExegeseAna LiviaNoch keine Bewertungen
- Carga Ativa para Testar Fontes de AlimentaçãoDokument5 SeitenCarga Ativa para Testar Fontes de AlimentaçãoLuiz059Noch keine Bewertungen
- Refugiados D O BrasilDokument11 SeitenRefugiados D O BrasilcryhoneyNoch keine Bewertungen
- Edital Convocacao 003 2023Dokument11 SeitenEdital Convocacao 003 2023Priscilla PaixaoNoch keine Bewertungen
- ASPIRANTES Resumo SimplificadoDokument4 SeitenASPIRANTES Resumo SimplificadoKelvyn100% (2)
- Tales of Demons and Gods Capitulo 428Dokument5 SeitenTales of Demons and Gods Capitulo 428edimarribeirodacunhaNoch keine Bewertungen
- EXERC - 1-PROVA BRASIL DESCR 3 (5º Ano - L.P)Dokument3 SeitenEXERC - 1-PROVA BRASIL DESCR 3 (5º Ano - L.P)Eduardo SilvaNoch keine Bewertungen
- Regras MatriculaDokument9 SeitenRegras Matriculapaulo bessaNoch keine Bewertungen
- E-Book 2 - Desenvolvimento HumanoDokument22 SeitenE-Book 2 - Desenvolvimento HumanoSuzane Moreira FloresNoch keine Bewertungen
- Penso Logo ExistoDokument2 SeitenPenso Logo ExistoDanilson100% (1)
- A Responsabilidade Penal Por Omissao ImpDokument109 SeitenA Responsabilidade Penal Por Omissao ImpValéria RodriguesNoch keine Bewertungen
- 10 Dicas para Reduzir Os Riscos para o Trabalhador Da Construção Civil - DDS OnlineDokument2 Seiten10 Dicas para Reduzir Os Riscos para o Trabalhador Da Construção Civil - DDS OnlineAmorim AmorimNoch keine Bewertungen