Das könnte Ihnen auch gefallen
- UntitledDokument27 SeitenUntitledapi-256504985Noch keine Bewertungen
- Advanced Transport Phenomena Module 1 Lecture 2: Overview & "Hot Corrosion" ExampleDokument32 SeitenAdvanced Transport Phenomena Module 1 Lecture 2: Overview & "Hot Corrosion" Exampleapi-256504985Noch keine Bewertungen
- Lecture 4.2: Processing of PlasticsDokument3 SeitenLecture 4.2: Processing of Plasticsapi-256504985Noch keine Bewertungen
- LM 28Dokument13 SeitenLM 28Deepak Kumar Kant KesriNoch keine Bewertungen
- Lecture 4.6: ThermoformingDokument4 SeitenLecture 4.6: Thermoformingapi-256504985Noch keine Bewertungen
- Gopinath@acer Iitm Ernet inDokument3 SeitenGopinath@acer Iitm Ernet inapi-256504985Noch keine Bewertungen
- UntitledDokument6 SeitenUntitledapi-256504985Noch keine Bewertungen
- Lecture 4.7: Rotational Molding and Blow MoldingDokument8 SeitenLecture 4.7: Rotational Molding and Blow Moldingapi-256504985Noch keine Bewertungen
- UntitledDokument3 SeitenUntitledapi-256504985Noch keine Bewertungen
- Lecture 4.4: Transfer Molding and Compression Molding Transfer MoldingDokument5 SeitenLecture 4.4: Transfer Molding and Compression Molding Transfer Moldingapi-256504985Noch keine Bewertungen
- Abrasive Processes (Grinding) : Version 2 ME, IIT KharagpurDokument13 SeitenAbrasive Processes (Grinding) : Version 2 ME, IIT KharagpurRAVINDER KUMARNoch keine Bewertungen
- Lecture 4.1: Thermoplastics and ThermosetsDokument8 SeitenLecture 4.1: Thermoplastics and Thermosetsapi-256504985Noch keine Bewertungen
- Heat Exchanger PDFDokument9 SeitenHeat Exchanger PDFsunita45Noch keine Bewertungen
- 5 Abrasive Processes (Grinding)Dokument15 Seiten5 Abrasive Processes (Grinding)animi100% (1)
- UntitledDokument13 SeitenUntitledapi-256504985Noch keine Bewertungen
- What Are Heat Exchangers For?Dokument33 SeitenWhat Are Heat Exchangers For?captainhassNoch keine Bewertungen
- Module 7: Learning ObjectivesDokument1 SeiteModule 7: Learning Objectivesapi-256504985Noch keine Bewertungen
- Module 7 Short Questions Heat Exchanger AnalysisDokument2 SeitenModule 7 Short Questions Heat Exchanger Analysisrkiran05Noch keine Bewertungen
- Advanced Transport Phenomena Module 1 Lecture 2: Overview & "Hot Corrosion" ExampleDokument32 SeitenAdvanced Transport Phenomena Module 1 Lecture 2: Overview & "Hot Corrosion" Exampleapi-256504985Noch keine Bewertungen
- Advanced Transport Phenomena Module 1 Lecture 2: Overview & "Hot Corrosion" ExampleDokument32 SeitenAdvanced Transport Phenomena Module 1 Lecture 2: Overview & "Hot Corrosion" Exampleapi-256504985Noch keine Bewertungen
- Uncontrolled IntersectionDokument16 SeitenUncontrolled Intersectionapi-256504985Noch keine Bewertungen
- Traffic RotariesDokument9 SeitenTraffic RotariesJinal MistryNoch keine Bewertungen
- Traffic SignsDokument6 SeitenTraffic Signsapi-256504985Noch keine Bewertungen
- UntitledDokument12 SeitenUntitledapi-256504985Noch keine Bewertungen
- UntitledDokument11 SeitenUntitledapi-256504985Noch keine Bewertungen
- UntitledDokument1 SeiteUntitledapi-256504985Noch keine Bewertungen
- UntitledDokument40 SeitenUntitledapi-256504985Noch keine Bewertungen
- UntitledDokument6 SeitenUntitledapi-256504985Noch keine Bewertungen
- UntitledDokument3 SeitenUntitledapi-256504985Noch keine Bewertungen
- Simulation Methods: DX X F PDokument7 SeitenSimulation Methods: DX X F Papi-256504985Noch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Makita 8271DWAE Bedienungsanleitung D328acDokument48 SeitenMakita 8271DWAE Bedienungsanleitung D328acJonathan Giovanni Asti CastilloNoch keine Bewertungen
- Ptmail - m1021 - Ss - Ev Ultimate Market Intelligence ReportDokument23 SeitenPtmail - m1021 - Ss - Ev Ultimate Market Intelligence ReportPIYUSH GOPALNoch keine Bewertungen
- Understanding ThermodynamicsDokument4 SeitenUnderstanding Thermodynamicscory kurdapyaNoch keine Bewertungen
- Assessing The Impact of Industrial RobotsDokument14 SeitenAssessing The Impact of Industrial RobotsKarthik SRSNoch keine Bewertungen
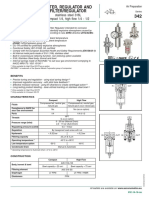
- Numatics Series 342Dokument6 SeitenNumatics Series 342Jebran FarazNoch keine Bewertungen
- Cause Effect Analysis of Oil Loss in Edible Oil IndustryDokument60 SeitenCause Effect Analysis of Oil Loss in Edible Oil IndustrySaurabh RaiNoch keine Bewertungen
- Fupact ISFL SeccionadorDokument1 SeiteFupact ISFL SeccionadormmNoch keine Bewertungen
- DC Components Co., LTD.: Rectifier SpecialistsDokument3 SeitenDC Components Co., LTD.: Rectifier SpecialistsPICVIONoch keine Bewertungen
- Zaman of Chapter 1 - Introduction of HydraulicsDokument35 SeitenZaman of Chapter 1 - Introduction of HydraulicsFatin HazwaniNoch keine Bewertungen
- High Efficiency Battery Charger Using DC-DC ConverterDokument4 SeitenHigh Efficiency Battery Charger Using DC-DC ConvertersanilNoch keine Bewertungen
- Wet Steam Washing SystemDokument7 SeitenWet Steam Washing SystemPrudhvi Raj100% (1)
- General Design Considerations for Chemical Plant DesignDokument27 SeitenGeneral Design Considerations for Chemical Plant DesignTeddy Ekubay GNoch keine Bewertungen
- Control of Environmental Parameters in A Green HouseDokument46 SeitenControl of Environmental Parameters in A Green Housekenbobalaji100% (1)
- Fluid MechDokument10 SeitenFluid MechPrasant KumarNoch keine Bewertungen
- HKBEAMDokument0 SeitenHKBEAMTse Lam ChanNoch keine Bewertungen
- Dolphin by EnOcean enDokument16 SeitenDolphin by EnOcean en刘嘉伟Noch keine Bewertungen
- Installation Manual E-Brick en LoresDokument80 SeitenInstallation Manual E-Brick en LoresvideoramirezNoch keine Bewertungen
- Electrical Properties of Materials Mod-1Dokument18 SeitenElectrical Properties of Materials Mod-1Darshan rajNoch keine Bewertungen
- 6-Achs SPMT 210.12.4 G4 6-Axle SPMT 210.12.4 G4: Scheuerle-Fahrzeugfabrik GMBHDokument22 Seiten6-Achs SPMT 210.12.4 G4 6-Axle SPMT 210.12.4 G4: Scheuerle-Fahrzeugfabrik GMBHsrikanthc8550% (2)
- Three-Phase Induction MotorDokument21 SeitenThree-Phase Induction MotorRajeev ValunjkarNoch keine Bewertungen
- Principle Heat TransferDokument34 SeitenPrinciple Heat TransferZick HaziqNoch keine Bewertungen
- Total Rewinding and Reconditioning of 3KW MotorDokument5 SeitenTotal Rewinding and Reconditioning of 3KW MotorCBD COLLEGE INCNoch keine Bewertungen
- Waste Water-Sewage PumpDokument111 SeitenWaste Water-Sewage Pumpcharadeg100Noch keine Bewertungen
- EDM Technologies: Electrical Discharge Machining ServicesDokument8 SeitenEDM Technologies: Electrical Discharge Machining Servicesfarahin_selamatNoch keine Bewertungen
- Ferhat ErdalDokument22 SeitenFerhat ErdalsaifoaNoch keine Bewertungen
- Energy Manipulation and MeditationDokument6 SeitenEnergy Manipulation and Meditationapi-246292178100% (1)
- JCM Hybrid Controller User ManualDokument13 SeitenJCM Hybrid Controller User ManualMtvc LbNoch keine Bewertungen
- Operator's Manual-TT55-TT65-TT75-English PDFDokument129 SeitenOperator's Manual-TT55-TT65-TT75-English PDFvalgorunescu@hotmail.com88% (16)
- Production Range: EUROPIPE. The World Trusts UsDokument8 SeitenProduction Range: EUROPIPE. The World Trusts UsIslam-Lotfi Hadj-ArabNoch keine Bewertungen