Das könnte Ihnen auch gefallen
- Extrusion ProcessDokument35 SeitenExtrusion ProcessNam NguyenNoch keine Bewertungen
- Polymer Extrusion Experimental Report: April 2018Dokument9 SeitenPolymer Extrusion Experimental Report: April 2018Mehmet Sarı100% (1)
- Extrusion Simulation and Experimental Validation To Optimize Precision Die DesignDokument5 SeitenExtrusion Simulation and Experimental Validation To Optimize Precision Die DesignFethi Arslan KılınçNoch keine Bewertungen
- Mechanical Characterization of Talc Particle Filled ThermoplasticsDokument14 SeitenMechanical Characterization of Talc Particle Filled ThermoplasticsideepujNoch keine Bewertungen
- Waseem IntrDokument9 SeitenWaseem IntrDarshan R GorpadeNoch keine Bewertungen
- TS Extruder GuideDokument11 SeitenTS Extruder GuideKhaulla AwanNoch keine Bewertungen
- Investigation of Wet Ceramic Extrusion PDFDokument16 SeitenInvestigation of Wet Ceramic Extrusion PDFHector RamírezNoch keine Bewertungen
- Diesel Effect Problem Solving During Injection MouldingDokument6 SeitenDiesel Effect Problem Solving During Injection MouldingJohn WayneNoch keine Bewertungen
- Parameter PETDokument9 SeitenParameter PETRahul yadavNoch keine Bewertungen
- Tham KhaoDokument12 SeitenTham KhaoTuan DoNoch keine Bewertungen
- Injection MoldingDokument5 SeitenInjection MoldingRodrigo AndradeNoch keine Bewertungen
- Plastic Processes - FINALDokument48 SeitenPlastic Processes - FINALswap dNoch keine Bewertungen
- Experiment 4Dokument9 SeitenExperiment 4Kelvin LimNoch keine Bewertungen
- Polymers: Ffects of The Processing Parameters On The ShearDokument16 SeitenPolymers: Ffects of The Processing Parameters On The Shearnana jangNoch keine Bewertungen
- Formation of Tungsten Carbide Coatings With Different Thermal Spray GunsDokument5 SeitenFormation of Tungsten Carbide Coatings With Different Thermal Spray GunssajeelaqdasNoch keine Bewertungen
- Residual Stress Development During The Composite Patch Bonding Process: Measurement and ModelingDokument12 SeitenResidual Stress Development During The Composite Patch Bonding Process: Measurement and ModelingIris SousaNoch keine Bewertungen
- An Introduction To The Design, Manufacture and Application of Plastic OpticsDokument10 SeitenAn Introduction To The Design, Manufacture and Application of Plastic OpticsScribe.coNoch keine Bewertungen
- M.F Hot Drape FormingbDokument28 SeitenM.F Hot Drape FormingbKassahun FerdaNoch keine Bewertungen
- The Influence of Cure Pressure On Microstructure, Temperature Field and Mechanical Properties of Advanced Polymer-Matrix Composite LaminatesDokument6 SeitenThe Influence of Cure Pressure On Microstructure, Temperature Field and Mechanical Properties of Advanced Polymer-Matrix Composite LaminatesAbd BaghadNoch keine Bewertungen
- Design of Injection Mould Tool For Rubber Seal Used in Water HeaterDokument7 SeitenDesign of Injection Mould Tool For Rubber Seal Used in Water HeaterAgonafirNoch keine Bewertungen
- Com Moulding ThermoplasticsDokument9 SeitenCom Moulding ThermoplasticsAngel LagrañaNoch keine Bewertungen
- 30 Polyester Films Vol. 11Dokument12 Seiten30 Polyester Films Vol. 11ichsan hakimNoch keine Bewertungen
- Fabrication of Gear Type Injection Moulding AchineDokument29 SeitenFabrication of Gear Type Injection Moulding AchineAnonymous ITnkbIEF75% (4)
- Plastics and CompositesDokument23 SeitenPlastics and CompositesAamir RashidNoch keine Bewertungen
- Compression Molding Is A Method ofDokument4 SeitenCompression Molding Is A Method ofsathishpantaloonNoch keine Bewertungen
- Jem1853 PDFDokument12 SeitenJem1853 PDFNikhil AherNoch keine Bewertungen
- Optimizing Plastic Extrusion Process Via Grey Wolf Optimizer Algorithm and Regression AnalysisDokument8 SeitenOptimizing Plastic Extrusion Process Via Grey Wolf Optimizer Algorithm and Regression Analysissubramanya1982Noch keine Bewertungen
- Processing of Plastics PDFDokument61 SeitenProcessing of Plastics PDFCh Talha0% (1)
- 10 1 1 193 1767Dokument4 Seiten10 1 1 193 1767Jaime A. PascualNoch keine Bewertungen
- Fundamentals of Twin-Screw Extrusion Polymer Melting: Common Pitfalls and How To Avoid ThemDokument6 SeitenFundamentals of Twin-Screw Extrusion Polymer Melting: Common Pitfalls and How To Avoid ThemPrasanth VeeraNoch keine Bewertungen
- Development of Unconventional Forming MethodsDokument8 SeitenDevelopment of Unconventional Forming MethodshemanththulasiNoch keine Bewertungen
- AIMCAL 3M-McclureDokument13 SeitenAIMCAL 3M-McclureLAB9 MEXICONoch keine Bewertungen
- Issues Related To Processability During The Manufacture of Thermoplastic Composites Using On-Line Consolidation TechniquesDokument17 SeitenIssues Related To Processability During The Manufacture of Thermoplastic Composites Using On-Line Consolidation Techniquesduchm-tfaNoch keine Bewertungen
- Proceduri de Productie A Materialelor Compozite Metalice Prin Topire Si PresaDokument4 SeitenProceduri de Productie A Materialelor Compozite Metalice Prin Topire Si PresaMircea GhitulescuNoch keine Bewertungen
- IJRTI1706014Dokument5 SeitenIJRTI1706014kouam mbida stephane durelNoch keine Bewertungen
- Thermoforming of Glass Fibre Reinforced Polypropylene: A Study On The Influence of Different Process ParametersDokument7 SeitenThermoforming of Glass Fibre Reinforced Polypropylene: A Study On The Influence of Different Process Parametershalil yıldırımNoch keine Bewertungen
- ARBURG-Examples of Multi Component Mould Designs GB PDFDokument40 SeitenARBURG-Examples of Multi Component Mould Designs GB PDFkfaravNoch keine Bewertungen
- 11 - Coating and LaminationDokument8 Seiten11 - Coating and LaminationIlton EduardoNoch keine Bewertungen
- Filling Stage - Compression - Injection MouldingDokument17 SeitenFilling Stage - Compression - Injection Mouldinghello hiNoch keine Bewertungen
- Injection Moulding Lab ReportDokument27 SeitenInjection Moulding Lab ReportErnie Yana IINoch keine Bewertungen
- JEM1853Dokument12 SeitenJEM1853Harsh SolankiNoch keine Bewertungen
- Polymer Processing HandoutDokument68 SeitenPolymer Processing HandoutibraheemNoch keine Bewertungen
- Effects of Polymer Melt Compressibility On Mold Filling in Micro Injection MoldingDokument10 SeitenEffects of Polymer Melt Compressibility On Mold Filling in Micro Injection MoldingOakmeNoch keine Bewertungen
- Interacademic Collaboration Involving Higher Education Institutions in Tlaxcala and Puebla, Mexico. Presented in Collaboration with Université Clermont Auvergne (France): Case Studies of Collaborative, Multidisciplinary Applications.Von EverandInteracademic Collaboration Involving Higher Education Institutions in Tlaxcala and Puebla, Mexico. Presented in Collaboration with Université Clermont Auvergne (France): Case Studies of Collaborative, Multidisciplinary Applications.Noch keine Bewertungen
- Accepted Manuscript: Composites: Part ADokument17 SeitenAccepted Manuscript: Composites: Part AMarko PopovićNoch keine Bewertungen
- Wocke Auc2008Dokument16 SeitenWocke Auc2008klomps_jrNoch keine Bewertungen
- Comparison of The Processing of Epoxy Resins in Pultrusion With Open Bath Impregnation and Closed-Injection PultrusionDokument11 SeitenComparison of The Processing of Epoxy Resins in Pultrusion With Open Bath Impregnation and Closed-Injection PultrusionfahadNoch keine Bewertungen
- TrosDokument14 SeitenTrosyeabsira getachewNoch keine Bewertungen
- Novel Concepts For The Design of Moulds and Equipment For ExpandedDokument8 SeitenNovel Concepts For The Design of Moulds and Equipment For ExpandedJOSE GNoch keine Bewertungen
- Polymers: Modeling of Flexible Polyurethane Foam Shrinkage For Bra Cup Moulding Process ControlDokument13 SeitenPolymers: Modeling of Flexible Polyurethane Foam Shrinkage For Bra Cup Moulding Process ControlMansi ChaudhariNoch keine Bewertungen
- 8 Adopting FullDokument16 Seiten8 Adopting FullTJPRC PublicationsNoch keine Bewertungen
- Screw Extrusion Based 3D Printing, A Novel Additive Manufacturing TechnologyDokument7 SeitenScrew Extrusion Based 3D Printing, A Novel Additive Manufacturing TechnologyPaulo Canedo da SilvaNoch keine Bewertungen
- Compression Moulding Process - An Overview Ijariie11168Dokument10 SeitenCompression Moulding Process - An Overview Ijariie11168ARUN KUMAR KoterimadathilNoch keine Bewertungen
- AERO2289 Tensiles LabFinalDokument23 SeitenAERO2289 Tensiles LabFinalShanaka JayasekaraNoch keine Bewertungen
- Doctor Blade TechniqueDokument4 SeitenDoctor Blade Techniquearunbalaji86Noch keine Bewertungen
- 10.0000@Www - Fujipress.jp@generic 29FA4A78D074Dokument2 Seiten10.0000@Www - Fujipress.jp@generic 29FA4A78D074binukumar100Noch keine Bewertungen
- Kast Et Al-2015-Polymer Engineering ScienceDokument8 SeitenKast Et Al-2015-Polymer Engineering ScienceSy Nguyen VietNoch keine Bewertungen
- Design of A Micro Injection Moulding Machine For Thermosetting Moulding MaterialsDokument3 SeitenDesign of A Micro Injection Moulding Machine For Thermosetting Moulding Materialsregil01Noch keine Bewertungen
- GemDokument135 SeitenGemZelia GregoriouNoch keine Bewertungen
- Curriculum Vitae: Personal InformationDokument3 SeitenCurriculum Vitae: Personal InformationMira ChenNoch keine Bewertungen
- Athena 60 Installation Manual EN 2022.07.03Dokument30 SeitenAthena 60 Installation Manual EN 2022.07.03joaquin.cadondonNoch keine Bewertungen
- Kofax Cross Product Compatibility MatrixDokument93 SeitenKofax Cross Product Compatibility MatrixArsh RashaNoch keine Bewertungen
- SET UP Computer ServerDokument3 SeitenSET UP Computer ServerRicHArdNoch keine Bewertungen
- StatisticsAllTopicsDokument315 SeitenStatisticsAllTopicsHoda HosnyNoch keine Bewertungen
- A Professional Ethical Analysis - Mumleyr 022817 0344cst 1Dokument40 SeitenA Professional Ethical Analysis - Mumleyr 022817 0344cst 1Syed Aquib AbbasNoch keine Bewertungen
- Lesson 73 Creating Problems Involving The Volume of A Rectangular PrismDokument17 SeitenLesson 73 Creating Problems Involving The Volume of A Rectangular PrismJessy James CardinalNoch keine Bewertungen
- Gastric Emptying PresentationDokument8 SeitenGastric Emptying Presentationrahul2kNoch keine Bewertungen
- Sayyid DynastyDokument19 SeitenSayyid DynastyAdnanNoch keine Bewertungen
- Dummies Guide To Writing A SonnetDokument1 SeiteDummies Guide To Writing A Sonnetritafstone2387100% (2)
- 2019 09 20 New Balance Harvard Business CaseDokument7 Seiten2019 09 20 New Balance Harvard Business CaseFrans AdamNoch keine Bewertungen
- Magnetic Effect of Current 1Dokument11 SeitenMagnetic Effect of Current 1Radhika GargNoch keine Bewertungen
- Curriculum Vitae Mukhammad Fitrah Malik FINAL 2Dokument1 SeiteCurriculum Vitae Mukhammad Fitrah Malik FINAL 2Bill Divend SihombingNoch keine Bewertungen
- 37 Sample Resolutions Very Useful, Indian Companies Act, 1956Dokument38 Seiten37 Sample Resolutions Very Useful, Indian Companies Act, 1956CA Vaibhav Maheshwari70% (23)
- Organizational Behavior (Perception & Individual Decision Making)Dokument23 SeitenOrganizational Behavior (Perception & Individual Decision Making)Irfan ur RehmanNoch keine Bewertungen
- 2017 - The Science and Technology of Flexible PackagingDokument1 Seite2017 - The Science and Technology of Flexible PackagingDaryl ChianNoch keine Bewertungen
- De Luyen Thi Vao Lop 10 Mon Tieng Anh Nam Hoc 2019Dokument106 SeitenDe Luyen Thi Vao Lop 10 Mon Tieng Anh Nam Hoc 2019Mai PhanNoch keine Bewertungen
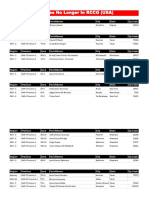
- Churches That Have Left RCCG 0722 PDFDokument2 SeitenChurches That Have Left RCCG 0722 PDFKadiri JohnNoch keine Bewertungen
- Final ReflectionDokument4 SeitenFinal Reflectionapi-314231777Noch keine Bewertungen
- Xavier High SchoolDokument1 SeiteXavier High SchoolHelen BennettNoch keine Bewertungen
- Irregular Verbs-1Dokument1 SeiteIrregular Verbs-1timas2Noch keine Bewertungen
- Mooting ExampleDokument35 SeitenMooting Exampleluziro tenNoch keine Bewertungen
- Introduction To Philosophy of The Human Person: Presented By: Mr. Melvin J. Reyes, LPTDokument27 SeitenIntroduction To Philosophy of The Human Person: Presented By: Mr. Melvin J. Reyes, LPTMelvin J. Reyes100% (2)
- Standard - Bronze Age - World History Human Legacy TextbookDokument11 SeitenStandard - Bronze Age - World History Human Legacy TextbookChris ChiangNoch keine Bewertungen
- Impact Grammar Book Foundation Unit 1Dokument3 SeitenImpact Grammar Book Foundation Unit 1Domingo Juan de LeónNoch keine Bewertungen
- Engineeringinterviewquestions Com Virtual Reality Interview Questions Answers PDFDokument5 SeitenEngineeringinterviewquestions Com Virtual Reality Interview Questions Answers PDFKalyani KalyaniNoch keine Bewertungen
- Order of Magnitude-2017Dokument6 SeitenOrder of Magnitude-2017anon_865386332Noch keine Bewertungen
- Effect of Added Sodium Sulphate On Colour Strength and Dye Fixation of Digital Printed Cellulosic FabricsDokument21 SeitenEffect of Added Sodium Sulphate On Colour Strength and Dye Fixation of Digital Printed Cellulosic FabricsSumaiya AltafNoch keine Bewertungen
- Transfer Pricing 8Dokument34 SeitenTransfer Pricing 8nigam_miniNoch keine Bewertungen