Das könnte Ihnen auch gefallen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Proplanner Assembly Planner PFEPDokument5 SeitenProplanner Assembly Planner PFEPAya MdimeghNoch keine Bewertungen
- The Secret of Forgiveness of Sin and Being Born Again by Pastor Ock Soo Park 8985422367Dokument5 SeitenThe Secret of Forgiveness of Sin and Being Born Again by Pastor Ock Soo Park 8985422367Justinn AbrahamNoch keine Bewertungen
- Reconductoring Using HTLS Conductors. Case Study For A 220 KV Double Circuit Transmission LINE in RomaniaDokument7 SeitenReconductoring Using HTLS Conductors. Case Study For A 220 KV Double Circuit Transmission LINE in RomaniaJose ValdiviesoNoch keine Bewertungen
- PapernathazDokument26 SeitenPapernathazAbelardo LapathaNoch keine Bewertungen
- Iecex Bas 13.0069XDokument4 SeitenIecex Bas 13.0069XFrancesco_CNoch keine Bewertungen
- Australia Visa RequirementsDokument1 SeiteAustralia Visa RequirementsJoana DetomasNoch keine Bewertungen
- Seinfelt - The CheesecakeDokument31 SeitenSeinfelt - The Cheesecakeseinfelt100% (2)
- ASWP Manual - Section 1 - IntroductionDokument17 SeitenASWP Manual - Section 1 - Introductionjmvm56Noch keine Bewertungen
- Ecoflam Burners 2014 enDokument60 SeitenEcoflam Burners 2014 enanonimppNoch keine Bewertungen
- Fall 2015 The Language of Anatomy PDFDokument14 SeitenFall 2015 The Language of Anatomy PDFpikminixNoch keine Bewertungen
- Mooring OperationsDokument5 SeitenMooring OperationsHerickson BerriosNoch keine Bewertungen
- CH 11 International TradeDokument20 SeitenCH 11 International TradeSANTU GHORAINoch keine Bewertungen
- Imamsha Maharaj Na Parcha NewDokument16 SeitenImamsha Maharaj Na Parcha NewNARESH R.PATELNoch keine Bewertungen
- Small Scale IndustriesDokument6 SeitenSmall Scale IndustriesMangesh KadamNoch keine Bewertungen
- Checkpoints Before Transformer InstallationDokument3 SeitenCheckpoints Before Transformer InstallationBeaBustosNoch keine Bewertungen
- Direct MessagesDokument338 SeitenDirect Messages1Ksubs with a cod trickshotNoch keine Bewertungen
- Amended August 8 2016Dokument31 SeitenAmended August 8 2016lux186Noch keine Bewertungen
- FM Assignment 17-M-518 MMM - Eicher MotorDokument33 SeitenFM Assignment 17-M-518 MMM - Eicher MotorTrilokNoch keine Bewertungen
- Lesson PlansDokument12 SeitenLesson Plansapi-282722668Noch keine Bewertungen
- December 2022 Issue: More Transparency, P S An R T e R o M, y C en Ar P P, y PDokument24 SeitenDecember 2022 Issue: More Transparency, P S An R T e R o M, y C en Ar P P, y Pwpp8284Noch keine Bewertungen
- Reducing Motor Vehicle Crashes in B.C.Dokument260 SeitenReducing Motor Vehicle Crashes in B.C.Jeff NagelNoch keine Bewertungen
- Activities For Learner-Centered TeachingDokument56 SeitenActivities For Learner-Centered TeachingAmiga Mi100% (1)
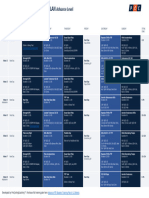
- FTP Booster Training Plan OverviewDokument1 SeiteFTP Booster Training Plan Overviewwiligton oswaldo uribe rodriguezNoch keine Bewertungen
- DSE4610 DSE4620 Operators ManualDokument86 SeitenDSE4610 DSE4620 Operators ManualJorge Carrasco100% (6)
- APA 6th Edition - Citation Styles APA, MLA, Chicago, Turabian, IEEE - LibGuDokument2 SeitenAPA 6th Edition - Citation Styles APA, MLA, Chicago, Turabian, IEEE - LibGuJan Louis SalazarNoch keine Bewertungen
- Prishusingh Blogspot Com 2024 03 Digital-Marketing-Course HTMLDokument12 SeitenPrishusingh Blogspot Com 2024 03 Digital-Marketing-Course HTMLsudharaj86038Noch keine Bewertungen
- Level 2 Online BPDokument98 SeitenLevel 2 Online BProbertduvallNoch keine Bewertungen
- Landis+Gyr Model EM5300 Class 0.5 Electricity Meter 14-2-63Dokument5 SeitenLandis+Gyr Model EM5300 Class 0.5 Electricity Meter 14-2-63kulukundunguNoch keine Bewertungen
- Description Features: Maximizing IC PerformanceDokument1 SeiteDescription Features: Maximizing IC Performanceledaurora123Noch keine Bewertungen
- EIC 3 Practice Exercises Unit 4Dokument3 SeitenEIC 3 Practice Exercises Unit 4Trần ChâuNoch keine Bewertungen