Beruflich Dokumente
Kultur Dokumente
Final Version Report Final Degree Project Sarah Johnsson 20-04-2008
Hochgeladen von
Shukla SuyashCopyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Final Version Report Final Degree Project Sarah Johnsson 20-04-2008
Hochgeladen von
Shukla SuyashCopyright:
Verfügbare Formate
Lean production: Value stream analysis & application
of SMED on pre-assembly machine
Final degree project by Sarah Ayumi Johnsson
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
I
Lean production: Value stream analysis and implementation
of SMED on pre-assembly machine
Final degree project 4G1187 (30 ECTS)
By: Sarah Ayumi Johnsson
The Royal Institute of Technology (KTH)
School of Industrial Technology and Management (IIP)
Masters program: Production Engineering and Management (TPEMM)
Supervisor, KTH: Roland Langh
Examiner, KTH: Mihai Nicolescu
Company: ZF Ansa Lemfrder S.L., Burgos, Spain
Supervisor, ZF Ansa Lemfrder: Julio Guerrero
Keywords: Lean production, Toyota Production System, Single Minute Exchange of
Dies (SMED), 5S
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
II
Summary
The market of the automotive industry is highly competitive and in order to regain and
ensure lasting competitiveness, Lemfrder group introduced the Lemfrder Production
System (LPS). ZF Ansa Lemfrder as a part of the Lemfrder group has been
implementing LPS, which is a lean production system based on the Toyota Production
System, since year 2006. This final degree project was a part of the companys
implementation of lean production.
This report treats two main topics; value stream analysis of the companys eight highest
volume products as well as implementation of SMED (Single Minute Exchange of
Dies) on a ball joint pre-assembly machine.
The value stream analysis gave a general view of the state of the production process and
by looking at the analysis 41 workshop and improvement proposals were created. The
LPS group of the company ranked the proposals and by combining the results of the
ranking with an economic study, the schedule of LPS workshops for 2008 could be set.
The SMED implementation was done through a workshop with the objective of
decreasing the changeover time by 50%. The workshop team activities were planned
and coordinated by the student and several technical and organizational solutions were
implemented during the workshop. The final result of the workshop was expected to be
a 50% decrease of the changeover time and during the workshop a 39% decrease of the
mechanical operations and adjustments was observed. At the time of finishing the
project it was still too early to conclude the real impact of the workshop, but one month
after the workshop, the average changeover time was 55 minutes which is below the
objective. It remains to see if the long term average changeover time will continue to
decrease or increase or if the results will be stable.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
III
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
IV
Foreword
This final degree project has been a challenging and fun experience because of: 1) initial
difficulties to understand the language and 2) unforgettable and helpful colleagues at ZF
Ansa Lemfrder (Ansa).
I almost didnt speak Spanish when I first arrived at Ansa, but thanks to daily Spanish
classes and lots of help from co-workers I actually managed to coordinate a workshop
in Spanish!
I would like to thank all people at Ansa for their help and support as well as praise them
for their patience when I asked them many questions.
An extra thank you to:
o Julio Guerrero (LPS coordinator/supervisor): for giving me the liberty to choose
the topic of the project and for helping me to understand many things.
o Joaqun Melgar and Juan Manuel de Prado (engineers): for teaching me many
things about the company and also for broadening my Spanish vocabulary.
o Yolanda Ruiz (HR): for advices about daily Spanish life which made it easier to
get by after working hours.
o Jose Ignacio Martinez (HR): for giving me the opportunity to do my final degree
project at Ansa.
During the project I received the Leonardo scholarship, and I couldnt have done this
without that economic help. So, thank you sa Andersson at the International office at
KTH for the help with the grant.
Also, thank you Roland Langh (my KTH supervisor) for giving me advice during the
whole project.
Stockholm, Sweden, 2008-04-02
Sarah Johnsson
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
V
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
VI
Table of contents
1 INTRODUCTION.................................................................................................... 1
1.1 The final degree project .................................................................................... 1
1.1.1 Background............................................................................................... 1
1.1.2 Target group.............................................................................................. 1
1.1.3 Tasks ......................................................................................................... 1
1.1.4 Expected results and usage ....................................................................... 2
1.1.5 Goal........................................................................................................... 2
1.1.6 Scope......................................................................................................... 3
1.2 Methods and material........................................................................................ 3
1.2.1 Method...................................................................................................... 3
1.2.2 Reliability and Validity............................................................................. 5
1.2.3 Material ..................................................................................................... 7
1.2.4 Software for data collection...................................................................... 7
1.3 Data collection and interviews.......................................................................... 8
1.3.1 Data collection .......................................................................................... 8
1.3.2 Interviews.................................................................................................. 8
2 DESCRIPTION OF THE COMPANY ZF Ansa Lemfrder................................. 9
2.1 Facts and history ............................................................................................... 9
2.2 Customers ....................................................................................................... 10
2.3 Products and sales........................................................................................... 11
2.4 References and production processes ............................................................. 13
2.5 Organization.................................................................................................... 15
2.5.1 The ZF group .......................................................................................... 15
2.5.2 Ansa ........................................................................................................ 15
2.5.3 LPS - Lemfrder Production System...................................................... 16
2.5.4 LPS Vision.............................................................................................. 16
2.5.5 LPS activities .......................................................................................... 18
2.5.6 LPS organization..................................................................................... 18
2.5.7 The Steering Committee ......................................................................... 19
3 THEORY................................................................................................................ 20
3.1 Philosophy ...................................................................................................... 20
3.1.1 LPS, TPS & Lean Manufacturing........................................................... 20
3.1.2 TPS history ............................................................................................. 20
3.1.3 TPS Toyota Production System........................................................... 22
3.1.4 LPS - Lemfrder Production System...................................................... 26
3.1.5 The roof of LPS ...................................................................................... 27
3.1.6 The 4 pillars of LPS Flow, Takt, Pull and Zero failure ....................... 28
3.1.7 The base of LPS...................................................................................... 29
3.2 LPS analysis tools........................................................................................... 31
3.2.1 Value Stream Analysis / Value Stream Mapping ................................... 32
3.2.2 Spaghetti diagram................................................................................... 34
3.2.3 Material Flow Diagram........................................................................... 35
3.2.4 Muda check (Waste check)..................................................................... 35
3.2.5 Finding the root cause by asking why 5 times........................................ 37
3.3 LPS Workshops .............................................................................................. 38
3.3.1 Savings Estimation for workshops ......................................................... 40
3.3.2 LPS workshop: SMED............................................................................ 42
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
VII
3.3.3 LPS workshop: OEE............................................................................... 53
3.3.4 LPS workshop: PULL............................................................................. 56
3.3.5 LPS workshop: 5S Sift, Set, Sweep, Standardize and Sustain ............ 62
3.3.6 LPS workshop: Self Control ................................................................... 66
3.3.7 Other LPS workshops ............................................................................. 67
4 PRE-STUDY - LPS practice workshop: SMED and 5S in BTB machine 928 ...... 68
4.1 Theme and objective....................................................................................... 68
4.2 Method and schedule ...................................................................................... 68
4.3 The BTB production cell ................................................................................ 70
4.3.1 Initial state of machine 928..................................................................... 70
4.4 Before the workshop....................................................................................... 72
4.5 Execution of the workshop ............................................................................. 72
4.5.1 Phase 1 and 2: Education and objectives ................................................ 72
4.5.2 Phase 3: Analysis .................................................................................... 73
4.5.3 Phase 4: Ideas and solutions ................................................................... 77
4.5.4 Phase 5: Solution implementation .......................................................... 78
4.5.5 Phase 6: Evaluation of results................................................................. 80
4.5.6 Phase 7: Standardization......................................................................... 81
4.5.7 Phase 8: Communication of results ........................................................ 81
4.6 Lessons learned............................................................................................... 81
4.7 Results - follow up.......................................................................................... 82
5 ANALYSIS - Mapping of the 8 principal volume products................................... 83
5.1 Mapping - Value Stream Maps & Material flow diagrams ............................ 83
5.2 Analysis Problems, solution proposals & LPS group meeting.................... 84
5.2.1 Savings estimations................................................................................. 86
5.3 Ranking of the workshop suggestion list ........................................................ 87
5.3.1 Subjective ranking by LPS group & savings estimation ........................ 87
5.3.2 Final selection/approval of LPS topics year 2008 - Steering committee 90
5.4 Analysis of supermarket, safety stock and batch sizes ................................... 90
5.4.1 Decide frequency .................................................................................... 91
5.4.2 Batch size................................................................................................ 91
5.4.3 Safety stock............................................................................................. 93
6 IMPLEMENTATION - LPS workshop SMED & 5S ............................................ 94
6.1 Choice of topic................................................................................................ 94
6.1.1 First preliminary observation Delta line machine 935......................... 94
6.1.2 Second preliminary observation Delta line assembly machine 936 .... 96
6.1.3 Final topic SMED and 5S on Pre-assembly machine 935................... 97
6.2 Planning and preparations............................................................................... 97
6.3 The workshops - SMED and 5S ..................................................................... 98
6.3.1 Schedule.................................................................................................. 98
6.3.2 Workshop teams ..................................................................................... 98
6.3.3 Method.................................................................................................... 99
6.4 The SMED workshop ................................................................................... 100
6.4.1 Phase 1 & 2 - Education and objectives ............................................... 100
6.4.2 Phase 3 - Changeover observation and analysis ................................... 102
6.4.3 Phase 4 & 5 - Problems, tasks and solutions ........................................ 104
6.4.4 Phase 6 - Result evaluation................................................................... 107
6.4.5 Phase 7 - Standardization...................................................................... 109
6.4.6 Phase 8 - Communicate results............................................................. 110
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
VIII
6.5 The 5S workshop .......................................................................................... 110
6.5.1 Education and objectives ...................................................................... 110
6.5.2 Sift and Set in order .............................................................................. 111
6.5.3 Shine and Standardize........................................................................... 111
6.5.4 Sustain................................................................................................... 112
6.5.5 Communicate results............................................................................. 112
6.6 Lessons learned during the SMED & 5S workshops.................................... 113
6.7 Results and follow up ................................................................................... 113
6.8 Workshop benefits ........................................................................................ 114
6.8.1 Economic benefits................................................................................. 114
6.8.2 Expenses ............................................................................................... 116
6.8.3 Comparison........................................................................................... 116
7 CONCLUSIONS AND RECOMMENDATIONS............................................... 118
7.1 Conclusions of the final degree projects....................................................... 118
7.2 Conclusions and recommendations of the Analysis ..................................... 119
7.3 Results and recommendations of the Workshop........................................... 120
7.4 Integrating LPS............................................................................................. 123
8 REFERENCES ..................................................................................................... 124
APPENDIX I: Schedule final degree project................................................................ 127
APPENDIX II: Value stream maps .............................................................................. 128
APPENDIX III: Material flow diagrams ...................................................................... 140
APPENDIX IV: Analysis ............................................................................................. 150
APPENDIX V: SMED and 5S workshop documents .................................................. 151
Schedule LPS............................................................................................................ 151
Workshop definition sheet SMED............................................................................ 152
Workshop definition sheet 5S................................................................................... 153
Workshop planning checklist.................................................................................... 154
Spaghetti diagram 1st observation............................................................................ 155
Spaghetti diagram 2nd observation........................................................................... 156
LPS workshop report ................................................................................................ 157
Changeover times registered in SCADA, machine 935............................................ 158
APPENDIX VI: Web reference printouts..................................................................... 159
Validity ..................................................................................................................... 159
Reliability.................................................................................................................. 159
Batch ......................................................................................................................... 159
SCADA..................................................................................................................... 159
SAP........................................................................................................................... 160
Lean Manufacturing.................................................................................................. 160
SMED....................................................................................................................... 160
ZF web ...................................................................................................................... 161
Arkansas State University webpage.......................................................................... 161
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
IX
Acronyms
FIFO First In First Out
GE Global Efficiency
IBJ Inner Ball Joint
JIT Just In Time
LPS Lemfrder Production System
OBJ Outer Ball Joint
OEE Overall Equipment Effectiveness
ROCE Return Of Capital Employed
SAP Systems Applications and Products in Data Processing
SBJ Suspension Ball Joint
SCADA Supervisory Control and Data Acquisition
SMED Single Minute Exchange of Dies
TPS Toyota Production System
VSM Valuee Stream Map
5R Right part, Right quantity, Right time, Right amount, Right location
5S Sift, Set, Shine, Standardize and Sustain
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
1
1 INTRODUCTION
1.1 The final degree project
This final degree project considered the mapping and analysis of the eight products with
the highest sales volume at ZF Ansa Lemfrder. Each production line for those eight
products was analyzed with the intention to find the main problems of the production
processes. The possible methods and tools to solve those problems were listed, the
problems were ranked, and thereafter one problem area to focus on, SMED, was chosen.
Thereafter improvements were implemented through a workshop planned and
coordinated by the student.
In the beginning of the project, a mandatory pre-study was created with the intention to
define the project and to be able to compare the initial tasks and goals with the end
result. Additionally, at this point a schedule of the project activities was created. The
pre-study contained most of the titles in this chapter, i.e.; background, target group,
tasks, expected results and usage, goal, scope, methods and material, and data
collection. But this introduction also contains other aspects of the project, such as
reflections of reliability and validity.
1.1.1 Background
The company, ZF Ansa Lemfrder, is implementing a production system called the
Lemfrder Production System (LPS) which is a system based on lean production. The
implementation started in 2006 and their intention is to continuously apply the system in
order to increase productivity and reduce costs.
According to the company one of the main problems in their production process is the
internal logistics system for heavy components. The stocks of the heavy components are
high and the lead times are long. The LPS methods utilized at the company are hoped to
solve those problems. (Guerrero, 2007)
1.1.2 Target group
The target group of any LPS activity is the customer. The customer can be either
external or internal, and in this project the immediate customer was the internal
customer, meaning that the operators and processes in the downstream production were
the ones to benefit from the LPS improvements. The external customer is the target
group for all LPS activities, since all LPS activities strive to; raise the quality at the
lowest cost with the minimum amount of time.
Since the degree project included an analysis for detecting problems and thereafter
solved one of the encountered problems, it was impossible to define in advance what the
consequences of this project would be for the target group.
1.1.3 Tasks
In the beginning of the project problems were defined together with some questions
meant to help finding solutions to the problems. The actual tasks were not clearly
defined in the chapter of the same name in the pre-study that, but they were defined in
the schedule of the degree project, see appendix I.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
2
Problem:
At the time of the final degree project, the stocks of heavy components next to the
production lines were big, and the lead times for the products were long. The company
engineers thought this was due to the internal delivery system of the components.
The production department at ZF Ansa Lemfrder was not certain of the magnitude of
the above mentioned problem and wanted some measurable values showing the sizes of
the stocks. They also wanted to get an overview of other problems affecting the
production. Once the problems would be listed, they wanted to know which LPS tools
could be used to solve them.
Questions to be answered:
What does the current system look like for the 8 most sold products?
What are the main problems?
Is the internal delivery system the main problem?
If answer is no:
Which LPS tools can be used to solve the problem?
Which LPS tools should be used in the workshop executed by the
student?
If answer is yes:
What is the main problem?
Which LPS tools can be used to solve the problem?
Which LPS tools should be used in the workshop executed by the
student?
What will be the targets and objectives of the workshop?
How much would it cost to make the changes?
How much money can be saved if changes are made?
How can the changes be standardized in order to maintain the result?
Desired conclusion: The desired conclusion of this final degree project was that one of
the currently biggest production problems would be found and successfully eliminated
by using the LPS philosophy and tools.
1.1.4 Expected results and usage
Expected result of the final degree project:
If internal deliveries of heavy components is the biggest problem
Reduced stock and lead time, leading to released capital
If another problem is bigger, the expected result will be stated in the implementation
phase of the final degree project, see schedule in Appendix I.
Use of the final results:
Ideas for future LPS activities
Knowledge and know-how for future LPS activities
1.1.5 Goal
The goal of the degree project was to find the main problems of the production of the 8
highest volume products, select the LPS tools which could solve those problems and
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
3
thereafter successfully implement the most relevant solutions through an LPS
workshop.
1.1.6 Scope
The project only considered the following eight products in the column to the left
below, which represent 61% of the total planned sales of the company. Furthermore,
value stream analysis maps and flow diagrams were only created for the components
in the right column below.
PQ35 SBJ Ball pin and housing
PQ24/PQ25 SBJ Ball pin
PUNTO SBJ Housing
A7 OBJ Housing
PQ35 IBJ Ball pin
C307 OBJ Ball pin and housing
B58 OBJ Ball pin
B58 IBJ Ball pin
The student had to participate in one LPS workshop regarding Single Minute
Change of Dies (SMED) in order to learn the company procedure of organizing a
workshop
The LPS group of ZF Ansa Lemfrder, which consists of representatives from all
departments, had to be involved in the selection of the topic/tools used in the
workshop arranged by the student.
Once the subject of the workshop had been selected, the steering committee of ZF
Ansa Lemfrder needed to approve the workshop.
1.2 Methods and material
1.2.1 Method
The final degree project work can be divided into 6 phases; Pre-studies, Mapping,
Analysis, Solution, LPS workshop, Follow up and finishing the report. See Figure 1:
Figure 1: The phases of the final degree project
Each phase was planned to consist of the following major points which are the same as
in the schedule in Appendix I. Most points were followed and those that were not
followed are commented below:
Pre-studies
Apart from writing the pre-study document, the pre-study phase consisted of three
major parts; a literature study, learning about the company and participation in a LPS
workshop. Literature about lean production was studied to understand it in general and
further on deeper studies was made for the relevant sub areas. To learn more about the
production a production engineer (Melgar, 2007) guided around the plant and explained
Pre-
studies
Mapping Analysis
Final degree project phases, total 20 weeks
Solution
LPS
workshop
5 weeks ~2 weeks ~4 weeks ~4 weeks 2 weeks
Follow up
and finish
report
3 weeks
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
4
the processes as well as taught how to retrieve data from the company computer
systems. The LPS workshop was a case study to see how a workshop is organized and
coordinated.
Mapping
The mapping was a study of the production. During the mapping phase, data for a value
stream analysis was collected as well as data for making a material flow diagram (see
chapter 3.2 for explanations of value stream analysis and material flow diagram). The
data was collected by observing the production processes and by conversations and
interviews with employees at the company. All data was documented in the value
stream maps. Current state maps were created for all references and future state maps
were created for three references in order to illustrate the possibilities of the plant.
Analysis
In the first part of the analysis phase the value stream maps were analysed with the
intention to find the main problems of the production and find solutions to those
problems through proposing workshop topics. The supervisor and the student discussed
a few maps to find the problems and possible solutions to be implemented in
workshops. Thereafter the student analysed the remaining maps and made a list of the
workshop proposals. The supervisor took 18 of the proposals as he found important and
presented them at the LPS group meeting, and in order to quantify the created list the
attendants were asked to rank the proposals. Furthermore, the student made some
savings estimations of each proposal which were combined with the ranked list in order
to make the final proposal of LPS workshops of year 2008. The proposal was then
presented to the steering committee of the company and thereafter approved.
Also, three employees were interviewed about problems they perceived as most
important. None of the problems mentioned in the interviews were used, but it was to
help for the student to learn about other issues which were not focused on during the
final degree project.
In the pre-study document the analysis phase was planned to consist of the activities in
the list below. But in reality not all points were followed and those points which were
not carried out are written in italics:
Analyze all documented information for each product:
Divide value adding and non-value adding activities
Make list of wastes
Rank wastes by comparing the savings possibilities
Compare the 8 products main problems
Discussions with concerned departments
Meeting with LPS team to identify the wastes, estimate savings and set priorities of
reduction. Decide which area to focus on in workshop together with the LPS team.
The reasons that some of the above points were not respected are as follow:
Divide value adding and non-value adding, make list & rank all wastes were not
concerned because the value stream map is a quite general tool. Instead, the visible
problems (which often are caused by waste) were focused on, such as long changeover
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
5
time or low efficiency. A list of those problems was created and ranked and thereafter a
suggestion of the workshop theme was made.
Identify the wastes, estimate savings The identification of wastes was not done in the
analysis, and the estimation of the savings of the workshop suggestions was done after
the meeting with the LPS group.
Solution
During the solution phase the topic to focus on, i.e. the solution to a problem, in a LPS
workshop was decided after discussions with the supervisor and the production
department manager. The workshop targets were set, an agenda as well as a description
of tools to be used. See chapter 6 for further explanation.
In the pre-study it was said that future state value stream maps were to be created in the
solution phase, but they were actually created in the mapping phase but never utilized.
LPS workshop
The workshop was an implementation of the information acquired in the pre-study
phase, with the goal to improve a process. All the pre-workshop tasks such as agreeing
with the department manager about the topic and the planning were carried out in the
solution phase.
Follow up and finishing the report
After finishing the workshop a short report summarizing the workshop was written by
the student and handed in to the company for publishing on the ZF intranet. There was
not enough time to follow up the results of the workshop since only 13 days remained
of the final degree project, and such a task requires at least a few months tracking of
data to be able to make a conclusion of the effects.
The final degree project report was written throughout the whole project and the last
week was dedicated to adjusting the text. When the report was nearly done, the final
presentation was prepared.
1.2.2 Reliability and Validity
This project contained elements of data collection, analysis, decision making and
project management. Therefore, based on the nature of the project, the KTH supervisor
advised that the validity and reliability of the work should be taken into consideration.
Validity and reliability in observations
Validity is defined as followed in the Oxford dictionary; The quality of being well-
founded on fact, or established on sound principles, and thoroughly applicable to the
case or circumstances; soundness and strength (of argument, proof, authority, etc.).
(Oxford English Dictionary online, 2008)
In other words a measurement with high validity should contain a low degree of
systematic mistakes. To obtain high validity the measurement must be done with the
right method. For example: to measure ones weight it would be wrong to use a
measuring tape, while the right method would be to use a scale.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
6
The definition of reliability is The extent to which a measurement made repeatedly in
identical circumstances will yield concordant results. (Oxford English Dictionary
online, 2008)
Expressed in another way, high reliability is the ability to repeat a measurement several
times and retaining nearly the same result.
The data collected during this degree project had two major sources; company database
and actual measurements. The data from the databases such as SAP and SCADA are
supposed to be valid and reliable when it comes to SAP, but when it comes to SCADA
the reliability can be questioned, see further explanation in chapter 1.2.4. The
measurements performed by the student were time measurements and distance
measurements. The time measurements were of machine cycle times which were
measured with a cronometer and all measurements were repeated at least 3 times, and
80% of all measurements the measured times were compared and confirmed with the
machine specific data. Therefore the validity and reliability are supposed to be high.
The distance measurements were made with a measuring tape. The measurements were
rough but the final use of the measurement was only to see the decrease of distance (see
chapter 3.2.2 about spaghetti diagram), so the validity is supposed to be precise enough
for the purpose of the use.
The organization as a mental construction
The chapter about the company organization on page 2.5.2 explains the LPS work as a
function that is above the other functions of the company but the top management. But
even though the LPS function is high in the hierarchy in theory there is still a risk that
the decisions are taken elsewhere, since influence and power can be formal or informal.
Also, informal groups of people in a company might affect decision in ways that are not
obvious.
In the case of this final degree project, each time a major decision such as the choice of
which topic to focus for the workshop, either the supervisor or the company steering
committee were involved. The fact that they were a part of the decisions is a company
procedure that all decisions go through.
The researchers relation to the organization
As a researcher my subjective opinion about the relation to the organization is that the
organization was not steering the work. Of course the company gave certain objectives
and expected certain results, also the employees of the company helped and taught when
necessary. But the above did not affect the collected data or the analysis of it or the
manner of conducting the workshop, which were the main parts of the project.
The person with the biggest influence on the work of the final degree project was the
supervisor at ZF Ansa Lemfrder, Julio Guerrero. He gave his ideas about the topic of
the project during planning of the project, as well as gave advice for the work plan, in
addition to discussing all major decisions before going any further with the work. Even
though the supervisor had the chance to steer the work considerably more, he let the
work be independent from him and did not interfere nor give his opinion unless he was
asked to.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
7
1.2.3 Material
Since the beginning of the implementation of LPS at ZF Ansa Lemfrder, much
material for study purposes has been created by the Lemfrder group, and a lot of that
material is available on the company intranet and all employees have access to it. Much
of the reference material for this report regarding LPS came from this resource, but also
other literature regarding lean production has been studied. Most of the literature that
has been utilized is available as e-books on the library website of the Royal Institute of
Technology (http://www.lib.kth.se/main/e-boocker.asp). But also a few printed books
have been studied, for example Lean Thinking by Womack, P., Spanish edition, and El
sistema de produccion de Toyota by Monden, Y., but those books have not been
referred to in this report.
The final degree project was carried out in Spain and the topic of the project was not
known until the arrival at the company, so the student was not able to prepare a
literature study in Sweden before the start of the project. This is the reason to the limited
amount of printed material that has been utilized.
1.2.4 Software for data collection
To obtain production data and inventory data two computer data systems were used,
SCADA and SAP.
The former is an acronym for Supervisory Control and Data Acquisition and is used to
perform data collection at the supervisory level (Wikipedia, 2008). At ZF Ansa
Lemfrder all production activities registered in the system to make it possible to retain
data regarding productivity, pieces produced per hour, reasons for idle time etc. from
any machine, group of machines or operator in the plant. From SCADA it is also
possible to retrieve a list of critical machines, i.e. a summary of the machines with the
lowest productivity.
There may be a problem with the registered data in SCADA which affect its validity,
and it is the human factor. Two kinds of data are registered by the operators; operator
activities and machine activities. Each time the operator starts to work, he registers his
start of work at a computer station, and he also register the same activity for the specific
machine he will be working at. In the case of activities such as reprocessing, machine
breakdowns, machine changeover etc., the operator register those as well for both him
and the machine. The problem is that different operators might define and thereby
register their activities in dissimilar ways. For example, when registering changeover
time, the moment of starting and finishing the changeover might be perceived different
between two operators, so even if the changeover duration is the same for both
operators, the registered time will differ. Furthermore, if there is a breakdown during the
changeover, some operators register it as a breakdown, while others will not. This is
mainly a problem of definition of changeover as well as a problem of information.
Being aware of this, one needs to be cautious when using the data from SCADA and if
there is any doubts compare the data with other data, and go speak with the operators to
confirm the registered data.
The second data system, SAP, is an abbreviation for Systemanalyse und
Programmentwicklung (Systems Applications and Products in Data Processing). SAP
focus on Enterprise Resource Planning and it consist of several modules (Wikipedia,
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
8
2008). In this project it was used for obtaining information about inventory levels. The
data from the SAP system is supposed to be valid and reliable because all products and
components arriving or leaving the company are scanned and registered.
1.3 Data collection and interviews
1.3.1 Data collection
Necessary data from production lines was collected, as well as data from the logistics
department and production department. The data from the departments was either
obtained in the company SAP system or in SCADA, for example specific datas of the
production, such as productivity, number of workers, exact work time etc., But also
facts about processes and procedures were obtained from the logistics and production
departments. The main way of obtaining data about the production lines was by visiting
the line and seeing the actual process, counting inventory or stock, measuring time or
interviewing the employees.
1.3.2 Interviews
Some interviews were planned to be carried out in the beginning of the project, which
are as follows
Interview with Mr. Guerrero, J., Engineer and responsible of LPS at ZF Ansa
Lemfrder, Burgos, Spain.
About the current state of production, the problems, the earlier improvement
projects and their effect, etc.
Interviews with personnel of the logistics, production and quality departments to
learn more about the process flow and possible problems
Interviews with operators at the concerned production lines
The interviews with the operators were spontaneous and by the machine at the moment
needed.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
9
2 DESCRIPTION OF THE COMPANY ZF Ansa
Lemfrder
2.1 Facts and history
The ZF group is a leading worldwide automotive supplier for driveline and chassis
technology. They have nearly 58 000 employees at 120 production companies in 25
countries. ZF is among the top fifteen companies on the ranking list of the largest
automotive suppliers worldwide. (ZF webpage, 2008)
Figure 2: ZF Lemfrder logotype
ZF Lemfrder is the car chassis division of the ZF group. The logotype of the company
is shown in Figure 2 above. ZF Ansa Lemfrder is a member of ZF Lemfrder and
produces inner- outer- and suspension- ball joints which are supplied to several
producers and suppliers in the automotive industry. ZF Ansa Lemfrder is located in
Burgos, Spain, see Figure 3. It was first established under the name Ansa in 1968. The
ZF Lemfrder group acquired 100% share of the company in 1998.
Figure 3: Left; ZF group organization, Right; Location of ZF Ansa Lemfrder in Burgos, Spain
In 2006 the companys sales reached 63 million . The total plant area is 23.776m
2
and
the built area is 16,500m
2
. The total number of employees was 303 and it has been
decreasing the last ten years, see Figure 4. The decrease of numbers of employees can
be explained by two factors; decreased demand together with optimization of work
processes leading to a decreased need of workforce, and secondly by retirements.
ZF
Lemfrder
ZF
Group
ZF Ansa
Lemfrder
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
10
Figure 4: Number of employees at ZF Ansa Lemfrder (1998 - 2007)
2.2 Customers
ZF Ansa Lemfrders customers are spread over Europe, and some of the customer
locations are shown in Figure 5. They deliver both directly to car producers as well as to
auto parts suppliers.
Figure 5: Customer locations in Europe
Their biggest customer is VW, and other big customers are JTEKT, ZF and Visteon-
Ford. The sales by customers 2006 can be seen in Figure 6.
Figure 6: Sales by customers 2006
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
11
2.3 Products and sales
The ZF group produces driveline and chassis technology for passenger cars, commercial
vehicles and off-road equipment. As mentioned earlier ZF Ansa Lemfrder produces
ball joints, which are components of chassis in passenger cars up to 3.5 tons, see Figure
7.
Figure 7: Parts and systems produced by ZF group
ZF Ansa Lemfrder produces three types of ball joints: Suspension Ball Joints (SBJ),
Outer Ball Joints (OBJ) and Inner Ball Joints (IBJ). Where the different types of ball
joints are located in the chassis is illustrated in Figure 8 below.
Figure 8: Location of three types of ball joints in the front axle of a vehicle
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
12
Some examples of different types of ball joints are illustrated in Figure 9 below. The
design of the products depends on the customer specifications and type of vehicle the
product will be placed in. The design of the product is developed either by the customer
or as collaboration between the two parties.
Figure 9: Upper Left; IBJ, Upper Right; OBJ. Below; Different types of SBJ
In year 2006 the sales percentage of the three types of products were distributed as
follows. See also Figure 10 below.
IBJ 14%
OBJ 30%
SBJ 55%
Others 1% (usually spare parts)
Figure 10, Sales by product range
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
13
2.4 References and production processes
The ball joints are referred to as references in this report. The general reference consists
of the 8 parts in the list below, see also Figure 11. They can be divided into two groups,
heavy components (H) which arrive to the plant as forged raw material and are
thereafter machined in the plant. The second group is light components (L), which are
ready to use when arriving to the plant.
1. Housing H
2. Ball pin H
3. Seat L
4. End cap L
5. Sealing boot L
6. Lower Clamp ring L
7. Clamp ring L
8. Support ring L
9. Dust seal L
Figure 11: General components of a ball joint
The main processes for a ball joint can be divided into following three steps; machining,
pre-assembly and assembly. As mentioned before, only the housings and ball pin are
machined at the plant.
Many of the references need surface treatment which is done externally. The surface
treatment is often done after the machining process. The order of which the ball joints
are processed including the components added in each step is illustrated in Figure 12 on
the following page.
1 2 3 4
5
6 7 8
9
Housing Ball pin Seat End cap
Sealing boot Lower clamp ring
Clamp ring
Support ring Dust seal
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
14
Figure 12: Ball joint production process
II
Pre-assembly
I
Machining
III
Final Assembly
I
Machining
Surface
treatment
External
process
1
Housing
2
Ball pin
1
Housing
2
Ball pin
3
Seat
4
End cap
5
Sealing boot
Pre-assembly
Pre-assembly
6
Lower clamp ring
7
Clamp ring
8
Support ring
9
Dust seal
Finished product
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
15
2.5 Organization
2.5.1 The ZF group
In Figure 13 is an organisational chart illustrating the whereabouts of ZF Ansa
Lemfrder in the ZF group.
Figure 13: ZF group organizational chart
2.5.2 Ansa
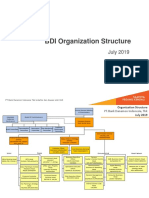
Following in Figure 14 is a simplified organisational chart of ZF Ansa Lemfrder. The
position of the LPS function is right under the general director. This is to ensure that the
LPS work is not steered by a specific department. The LPS responsible have the right to
go straight to the general director if consensus cannot be reached, but so far it has not
been necessary at ZF Ansa Lemfrder.
The LPS personnel work in the same office landscape as the engineering and planning
departments. Naturally the daily LPS work is affected by the contact between the
departments since they exchange a lot of information. But when it comes to taking
decisions the company steering committee have a bigger influence. See chapter 2.5.7 for
explanation of the steering committee.
ZF
Aircraft
Propulsion
Technology
Marine
Propulsion
Systems
Machines Rubber
Metal
Technology
Chassis
Lemfrder
Metallwaren AG
Direction
Columns
Chassis Elastometals
ZF Ansa
Lemfrder
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
16
Figure 14: Organisational chart of ZF Ansa Lemfrder
2.5.3 LPS - Lemfrder Production System
The market of the automotive industry is highly competitive and in order to regain and
ensure lasting competitiveness, ZF Lemfrder group introduced the Lemfrder
Production System (LPS). It was first introduced in the production companies in
Germany, in year 2005, later on it was introduced in the production companies in Spain,
in year 2006.
LPS is basically the same as the Toyota Production System (TPS), which is a
framework and philosophy to organize manufacturing facilities and the interaction of
these facilities with the suppliers and customers. The main goals of the TPS, as well as
the LPS, are to design out overburden, smooth production and eliminate waste. LPS is
explained further in chapter 3. (ZF Ansa Lemfrder, 2007)
2.5.4 LPS Vision
ZF Ansa Lemfrder has expressed some targets which are hoped to be reached through
implementing LPS in the production plant in Burgos.
Primary targets:
Increased customer satisfaction
High profitability
High employee satisfaction.
Secondary targets:
No waste
High flexibility
Rapidity
Minimized efforts
General Director
Administration Technical
Director
Business
Relations
Director
HR
Marketing Logistics Purchase
Planning Quality Engineering Maintenance Projects
LPS
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
17
Figure 15: Initial state, before 2007
Figure 16: Vision, after 2009
SUPPLIER CUSTOMER
Machining:
Housings
Machining:
Ball pins
External
processes
Assembly
Planning
Inventory
VISION
AFTER 2009
Lead time Housings 3 days
Ball pins 6,5 days
Assembly
2 days
FIFO FIFO
FIFO
Supermarket
FIFO
FIFO buffer
PULL
SUPPLIER CUSTOMER
Machining:
Housings
Machining:
Ball pins
External
processes
Assembly
Planning
INITIAL STATE
BEFORE 2007
Lead time Housings 6 days
Ball pins 13 days
Assembly
1 day
Inventory
Information
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
18
To illustrate the vision, the company made an image of the initial state, as well as an
image of the desired future state. See Figure 15 and Figure 16. Simply put, the main
difference of the two states is the decrease of the lead time of the products, which is
hoped to be achieved by decreasing the inventories through implementing a PULL
system supported by supermarkets and a FIFO system (First-In First-Out). The LPS
philosophy and tools are adapted to support and facilitate reaching the vision.
The implementation of LPS in the Burgos plan started in 2006 with an analysis phase
and that is also when the vision of LPS was set. It was followed by three pilot projects
which are referred to as LPS lighthouses which served as knowledge base for later
projects, see Figure 17. After that, the vision phase of the LPS implementation in ZF
Ansa Lemfrder started in May 2007, fixing the target of delivering 10 LPS
improvement workshops per year. So far, the implemented LPS projects have lead to an
approximate efficiency increase between 5% and 35 % depending on the project, and
cost savings of approximately 53.000 (Guerrero, 2008). Of course it is difficult to
estimate the exact cost savings, and in this case it was assumed that the results were not
affected by other factors than the LPS activities.
Figure 17: LPS phases
2.5.5 LPS activities
There are three categories of LPS activities:
LPS project
LPS workshop
LPS improvement
A LPS project is based on analysis to a higher degree compared to the other two
categories. A LPS project also includes an implementation workshop where the
members usually not are involved in the analysis phase but they do participate in the
physical implementation of the changes. The expenses and investments for a LPS
project are usually higher than the expenses for an LPS workshop.
A LPS workshop involves team members from various departments to higher degree
than an LPS project. See chapter 0 for further explanation of LPS workshops.
The LPS improvement activities demands less analysis, needs almost no investments
and have a short implementation span.
2.5.6 LPS organization
As previously illustrated in the organizational chart in Figure 14 (chapter 2.5.2), the
LPS function in the company is above all department managers. This is to ensure the
independence from any departments specific demands, and assure that the decisions
and actions are benefiting the production as a whole. The LPS coordinator and the LPS
Analysis
Light
houses
Vision
LPS Phases
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
19
group has the right to go straight to the top manager if any dissonance occurs, but this
has not yet been needed since the start of the LPS implementation.
The LPS coordinator
At ZF Ansa Lemfrder there is one person, the LPS coordinator, who works 100% with
LPS. In 2007 and 2008 the LPS coordinator was Julio Guerrero. His responsibility is to
plan and coordinate all LPS activities, and he also reports about the development to the
Global LPS group in the Lemfrder group.
The Global LPS group
The global LPS group consist of the LPS coordinators from all Lemfrder plants. The
group meets regularly for education and exchange of ideas and experience.
The LPS group (local)
The LPS group is a group of employees at ZF Ansa Lemfrder who are involved in all
major LPS activities. Their mission is:
Give suggestions of future LPS workshops
Consult the steering committee
Facilitate the development of LPS workshops
Work as a spokesperson of the LPS activities in respective department as well in all
of the plant
They fulfil their tasks by participating in the monthly LPS meeting, where they propose
and approve LPS workshops and where they are given information about the state of
areas that have already been improved. They also participate in each LPS workshop
presentation, where they give advice about decisions and improvements and also
facilitate the work of the workshop team.
The LPS group is an independent group in the company. To ensure that the group is
transversal, it consists of members representing all departments and many of them have
certain responsibilities and/or are specialists in their fields. Following is a list of the
departments and positions of the members (January 2008).
1. Engineering Joaqun Melgar, process engineer
2. Production planning Idelfonso Gonzalez, in charge production planning
3. Quality Cesar Blanco, customer quality responsible
4. Logistics Fernando Diez, in charge external logistics operations
5. Maintenance Julio Turrientes, maintenance responsible
6. Purchase Carlos Sardon, purchase engineer
7. Human resources Yolanda Ruiz, human resources
8. Production direction Jose Ramon Izquierdo, technical director
9. Production Philippe Herremans, production responsible
2.5.7 The Steering Committee
The steering committee consists of the department managers of the company. They
inform the top-manager about the status of the departments, and give advice if needed.
(ZF Ansa Lemfrder, 2007)
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
20
3 THEORY
The TPS philosophy is explained in the following chapter, followed by further
explanations of the LPS theory.
3.1 Philosophy
3.1.1 LPS, TPS & Lean Manufacturing
As mentioned earlier, the Lemfrder Production System (LPS) is basically the same
philosophy as the Toyota Production System (TPS). The expression lean manufacturing,
also called lean production, is a generic process management philosophy derived mostly
from TPS but also from other sources such as six-sigma (Wikipedia, 2008). In this
report the expression lean production or lean manufacturing refers to the TPS part of the
philosophy and the six-sigma theories and methods are not considered.
3.1.2 TPS history
Figure 18 below illustrates a historical summary of the development of lean production
in the aspect of Lemfrder group (ZF Ansa Lemfrder, 2007).
Figure 18: Historical summary of lean production development
Toyota started to implement their famous production system after the World War II. But
before that, in the 1930s, Toyota tested the ideas of Henry Ford, such as conveyor
systems and economy of scale. But they soon realized that the Japanese market was too
small and demand too fragmented to support such a production system. After World
War II the country was destroyed and the supply possibilities extremely bad. At that
time Toyota started to develop their nowadays famous production system, all in order to
rebuild their business and survive. (Liker, 2003)
Between 1955 and 1985 the Japanese miracle took place, which is when Japan re-
built its industry and became more successful than the western companies. The Japanese
learned the importance of quality from American developers of quality philosophy such
as W. Edwards Deming and Joseph M. Juran. In the 1970s Japanese product quality
1950 1980 1991 1992 since 1997 since 2005 since 2006
Start of
Lean
Production
at Toyota
worldwide
Roll-out at
ZF
Lemfrder
Translation
of the
Toyota
thinking
into English
Realization
of
discrepancy
in
productivity
up to 40%
between
Japan and
Europe /
USA
Start of
Lean
Production
in the
western
world
e. g.
Porsche,
Toyota
Europe
Confirmation
of the
success
factors and
methods.
Use in L-UK
since 1993
Start at
ZF
Lemfrder
in
Germany
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
21
was often superior to its western counterpart. But it was not until the 1980s that the
West started to learn from the Japanese success and they started to imitate some
methodologies. In the 1990s it was possible to see a difference in productivity up to
40% between Japan and the western world. (Bergman & Klefsj, 2003)
In the 1990s Porsche started to implement lean production and after three years they
had successfully implemented the philosophy and thereafter they started to teach the
philosophy to other companies by creating a consulting agency. The Lemfrder group
hired the Porsche consultants in 2005 to help with the implementation of LPS at the
German production companies, and in 2006 the LPS implementation started in the
Lemfrder production companies of all other countries. (ZF Ansa Lemfrder, 2007)
Kaizen
W. Edwards Deming who was mentioned earlier presented an improvement cycle to the
Japanese companies, namely the Plan-Do-Check-Act cycle (PDCA), which is a
cornerstone of continuous improvements. The Japanese term for continuous
improvement is kaizen. The word consists of the two characters kai and zen
meaning; change and good, and it is the process of making incremental
improvements, no matter how small, and achieving the lean goal of eliminating all
waste that adds cost without adding to value. (Liker, 2003)
The PDCA cycle is often illustrated as in Figure 19 below, and it is a constantly
recurring expression and illustration in literature about lean production as well as in this
report. It illustrates the way to improve processes by tackling the problems
systematically and accurately. Simply put, the first step, plan, includes a thorough
analysis of the problem cause. In the do step improvements are made, and in the study
step the results of the improvements are investigated. If the three first steps were
successful, a new and better quality level should be made permanent. If not, the cycle
should be gone through once again. (Bergman & Klefsj, 2003)
Figure 19: The PDCA cycle
PLAN
DO
ACT
CHECK
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
22
3.1.3 TPS Toyota Production System
The Toyota production system is a philosophy and a method of comprehensive
production management. The basic idea of this system is to maintain a continuous flow
of products in factories in order to flexibly adapt to demand changes. The realization of
such production flow is called just-in-time (JIT) production, which means producing
only necessary units in a necessary quantity at a necessary time. As a result, the excess
inventories and the excess work force will be naturally diminished, thereby achieving
the purposes of increased productivity and cost reduction.
In the books The Toyota Way and The Toyota Way Field Book the TPS is divided
into 4 Ps, namely; Philosophy, Process, People/Partners, Problem Solving. These four
parts create the building blocks of the TPS, and at the base of the TPS we find
Philosophy, followed by Process, People & partners and Problem solving. See Figure
20. The 4P model is intended to be hierarchical. The structure cannot exist without a
long-term Philosophy in the bottom. The three following blocks on top state that the
right Process will create the right results, which helps to develop the People, which is
necessary if one hopes to achieve a true learning organization focused on continuous
improvements through Problem solving. (Liker, 2003)
Figure 20: The 4 P's, a model of the Toyota way
In the mentioned books (Liker, 2003), each block of the pyramid consists of one or
several parts which when added up create 14 principles of the Toyota Way. Any
company wishing to become lean should follow these principles, or at least adapt them
in a way that fits with the company. The implementation is not a quick fix; it is rather a
way of working to reach the vision of the company, thereby the expression philosophy.
Even though Toyota is a successful company, they are never satisfied and will always
find something that they can improve so one could say that they continuously strive for
perfection.
Pople
Problem
Solving
People & partners
Process
Philosophy
Principle: 1
Principles: 2 - 8
Principles: 9 - 11
Principles: 12 - 14
Kaizen
Genchi
Genbutsu
Respect and
teamwork
Challenge
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
23
I. Long-term philosophy
Principle 1:
Base your management decisions on a long-term philosophy, even at the expense of
short term goals
Toyota always starts with the goal of generating value for the customer, society, and the
economy. This should be the starting point for every function in the company. The
subtext is that the company, as well as its leaders, must take responsibility. This is the
foundation for all other principles, and this is often the missing constituent in most
companies trying to learn from Toyota.
II. Process - The right process will produce the right result
Principle 2:
Create continuous process flow to bring problems to the surface
Flow means making parts move faster through a process by cutting down on idle
time, i.e. the time that a part is waiting for someone to work on it. By linking processes
and people together, the flow does not only make material and information move faster,
but it also make problems surface right away, making it necessary to take action
immediately as a problem appears. Flow is a key to a continuous improvement process
and to developing people.
Principle 3:
Use pull systems to avoid overproduction
Stocking inventory based on forecasted or even promised demand very often leads to
chaos, firefighting, and running out of the products the customer wants. Toyota has
found a better approach, modeled after the American supermarket system. They stock
small amounts of parts and restock the supermarket frequently, based on what the
customer takes away. At Toyota, the kanban-cards system is often employed in
connection to the supermarket, but this does not mean that the kanban-cards are the
underlying principle making the supermarket system work. The kanban-cards are solely
a tool to make the system run smoother, and the kanban system itself is a waste which
should be eliminated over time.
Principle 4:
Level out the workload (Heijunka)
The only way to create flow is to have stability in the workload. If the demand rise and
falls dramatically, the organisation will go into a reactive mode. Furthermore, waste will
appear and standardization will be impossible. Toyota tries to find clever ways of
levelling the workload to the degree possible, and external workforce is brought in to
handle high demands.
Principle 5:
Build a culture of stopping to fix problems, to get quality right first time (Jidoka)
When there is a problem, one should not keep going with the intention of fixing it later,
instead the problem should be fixed right there and then. The production targets of the
day might suffer, but the productivity in the long run will be improved.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
24
Principle 6:
Standardized tasks are the foundation for continuous improvement and employee
empowerment
It is impossible to predict timing or output of a process if the process is not stable and
repeatable. And the foundation for flow and pull is just that; a predictable and
repeatable processes. By standardizing todays best practices, one can capture the
learning up to this point. Further on, when new best practices have been found, the
standardization process can be repeated. Individuals can make great improvements for a
process, but if the improvements are not standardized there is a risk of loosing the
knowledge. The standardization helps to achieve kaizen, continuous improvements, and
it makes sure that when an individual moves from his job the learning is not lost.
Principle 7:
Use visual control so no problems are hidden
People are visual creatures. They need to be able to look at their work and easily see if
anything is deviating from the standard. Also, people can have valuable discussions
while looking at design charts, while going to a computer screen often turns the
persons attention from the workplace to the computer. That is why the TPS always
encourage design systems to support people by visual aids, such as signs, labels,
kanban-cards, etc.
Principle 8:
Use only reliable, thoroughly tested technology that serves your people and processes
Technology should support people doing their work, and not the other way around.
Furthermore, the process should always be prioritized over technology. Toyota focuses
much on stability, reliability and predictability so the company is very cautious about
introducing untested technology. Of course this does not mean that new technology
cannot be introduced, but it must be carefully investigated and proven in trials before a
very quick and effective implementation can take place.
III. People and Partners - Add value to your organization by developing your
people and partners
Principle 9:
Grow leaders who thoroughly understand the work, live the philosophy, and teach it to
others
Leaders at Toyota are not bought, they are grown, and they usually become a leader
after 10 or 20 years in the company. This gives them a depth of knowledge that a
bought manager cannot compete with. The Toyota managers do not only have good
people skills, but they also truly understand the TPS and exemplify the philosophy in all
decisions they make as well as teach the TPS to their employees.
Principle 10:
Develop exceptional people and teams who follow your companys philosophy
Toyota has a strong internal culture which makes the organization strong and prone to
survive. The employees share values and beliefs that are well aligned, and Toyota is
continually trying to reinforce the culture. The culture and understanding of TPS is a
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
25
necessity of the success of the TPS, and that is what makes Toyota so successful. A
simile to that is; one is not a good carpenter by having the best carpenter tools, one has
to know how to handle the tools to be a skilled carpenter.
Another important aspect is that a company trying to implement TPS must be aware of
the importance of company culture and shared values. It is impossible to copy Toyotas
culture, instead they must create their own. If they already have a strong culture, they
need to remember it and integrate the TPS into their culture in order to succeed to
become a lean company.
Principle 11:
Respect your extended network of partners by challenging them and helping them
improve
Toyota does not exploit their suppliers by threats of changing supplier in order to get the
lowest price possible. Instead the suppliers are seen as partners and are thereby an
extension of Toyota. The partners are challenged to do better all the time, and Toyota
willingly helps the supplier to develop by sending over Toyota employees to help with
the implementation of lean production.
IV. Problem solving - Continuously solving root problems drive organizational
learning
Principle 12:
Go see for yourself to thoroughly understand the situation (genchi genbutsu)
A problem can only be solved if you fully understand the situation, which means going
to the source, observing and deeply analyzing what is going on. This is called genchi
genbutsu in Japanese. At Toyota the problem should never be solved solely by
theorizing, but one needs to have a deep understanding of the problem which is obtained
by personal verification.
Principle 13:
Make decisions slowly by consensus, thoroughly considering all options, implement
decisions rapidly
At Toyota, decision making moves slowly and the implementation moves rapidly. The
root cause of any investigated problem must be found. Thereafter the solution needs to
be agreed upon by all concerned persons in the organization in order to bring out all
possible solutions, and this process takes long time. Subsequently the solution can be
speedily implemented.
Principle 14:
Become a learning organization through relentless reflection (hansei) and continuous
improvement (kaizen)
When processes are stable, continuous improvement can follow. This is also a part of
the Deming Plan, Do Check, Act tool and is in the Toyota Production system referred
to as kaizen. Once the process is stable you have the opportunity to continually learn
and make things better. That is where hansei, or reflection, comes in. In order to make
things better next time, after a project the members reflect on shortcomings and then
develop counter measures so that they will not make the same mistake again.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
26
3.1.4 LPS - Lemfrder Production System
Below in Figure 21 is a picture of the LPS house, which embodies all values and
principles of the philosophy.
Figure 21: The LPS house
All but one of the Toyota Production System principles can be found in the LPS house,
namely the first principle Base your management decisions on a long-term philosophy,
even at the expense of short term goals chapter 3.1.2. This does not mean that ZF Ansa
Lemfrder has ignored this part, because the management is involved in the
implementation of LPS and also, one of the main targets of LPS is increased customer
satisfaction. A lot of time and resources have been invested in education and training of
employees as well as in letting several employees leave their original work tasks in
order to participate in LPS activities.
Lemfrder has summed up the LPS philosophy into ten basic rules, and these
fundamentals have been handed out on printed pamphlets for employees to keep. See
Table 1.
Table 1: LPS basic rules
1. We did it always like this is not valid anymore. Be prepared to question your
traditional way of thinking.
2. Think about solutions, not about problems.
3. Everybody is important. Participate actively.
4. Respect others opinions.
5. Every mistake is a chance. Learn from it and dont look for the guilty one.
6. Follow the principle: Rather a 60% solution immediately than a 100% solution
never.
7. Ask Why 5 times to find the real root cause of a problem.
8. Use the knowledge of 10 people rather than the special knowledge of one.
9. Correct mistakes immediately.
10. Dont be satisfied with what youve reached. Ask always what still can be
improved.
J I T
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
27
3.1.5 The roof of LPS
The main task in LPS is to avoid waste. Instead of working faster and thereby
compressing the work tasks, the waste should be replaced by value adding work. See
Figure 22.
Figure 22: Replacing waste with value adding work
Examples of value adding work is; assembly, drilling, machining, screwing, painting,
etc., i.e. all actions that the customer is willing to pay for. There are two kinds of waste,
one type that is reducible and can be minimized but can never be eliminated, for
example positioning, cleaning, storing, etc. The other type or waste is avoidable and
should be completely eliminated from the process, for example rework, scrap,
searching, storing between processes, etc.
Figure 23: The roof of the LPS house
J
J
I
I
T
T
motivated employees and teams
continuous improvement
standardized and flexible products and processes
strong suppliers
highest quality shortest throughput time
Customer satisfaction
by eliminating waste
Takt
principle
low costs
Zero
failure
principle
Flow
principle
Pull
principle
added
value
V
waste
W
V
W
W
W
W V
added
value-
V
waste
W
V
W
W
V
W
V
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
28
The LPS philosophy says that eliminating waste will increase customer satisfaction,
since the elimination helps to reach the highest quality ate the lowest cost with the
shortest throughput time, see Figure 23.
3.1.6 The 4 pillars of LPS Flow, Takt, Pull and Zero failure
The four pillars of the LPS house are; flow, takt, pull and zero failure.
Flow
The flow principle, see Figure 24, was explained earlier in the chapter about TPS,
principle 2. This pillar strives for linking processes together to make material and
information move faster and in the best case scenario one piece at a time, creating a
one-piece-flow. This will not only decrease the lead time of a product, but it will also
reveal hidden problems.
Figure 24: Flow principle
Takt
The takt principle, see Figure 25, is connected to the fourth TPS principle which say
you should Level out the workload or heijunka in Japanese. The goal here is to
harmonize the work content by adapting it to the customer demand. The best is if the
tempo of the production is designed and planned in a way so it can adapt to the
changing demands of the customer, without going into reactive mode.
Figure 25: Takt principle
Pull
Pull principle, Figure 26, means demand orientated production and is a system based on
supermarkets and kanban signals, see chapter 3.3.4 for further explanation. The pull
system is the third TPS principle.
Figure 26: Pull principle
Pull System
Target:
The downstream process takes only the
required material.
Takt
Target:
Reaching rhythm by harmonising work
content.
One piece
flow
Target:
Realisation of one piece flow by
connecting and straitening the
processes.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
29
Zero failure
The zero failure pillar of the LPS house, Figure 27, is based more or less on TPS
principles 5, 6, 7 and 8. Standardization of a process will ensure lasting improvement.
The standard should consist of four parts; prevention, detection, reporting and
elimination, see explanations below in Figure 28.
Figure 27: Zero failure principle
Figure 28: LPS standardization elements
3.1.7 The base of LPS
A solid basement is the premise for Just in Time (JIT). See figure Figure 29.
Having strong internal and external suppliers, the bottom part of the base, makes
possible to achieve the 5Rs (Right part, Right quantity, Right time, Right amount,
Right location). The second step or the base is motivated employees and teams. All
employees must be integrated in the LPS work until the whole organization is
penetrated. If the employees are frequently informed and are involved in the LPS work,
it is more likely that they will be motivated. The third step, continuous improvement or
kaizen, is another key factor for success. The improvements should be made with small
steps with a short planning period, little or no investment and with intensive cooperation
with operators. Also innovative improvements in large steps are necessary, which have
longer planning periods, higher investments and lower operator involvement. See
Figure 30. The fourth step of the base is standardization, which sustains lasting
improvements. The standards can be applied in different manners, such as manuals,
handbooks, rules, quality requirements, etc. The innovations, continuous improvements
and standardization should work in conjunction, see Figure 31.
Zero failure
strategy
Target:
100% good quality achieved by stable
design and standardized processes
Defect prevention
Do not let defects arise in the first place!
Defect detection
Identify defects immediately!
Defect reporting
Report defects immediately to the
generating process!
Defect elimination
Fix defects immediately and permanently!
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
30
Figure 29: The base of the LPS house
Figure 30: Time spans of innovative improvements and continuous improvements
Figure 31: Innovative improvements, continuous improvements & standardization working in
conjunction
(Chapter 3.1, ZF Ansa Lemfrder, 2007)
J
J
I
I
T
T
motivated employees and teams
continuous improvement
standardized and flexible products and processes
strong suppliers
highest quality shortest throughput time
Customer satisfaction
by eliminating waste
Takt
principle
low costs
Zero
failure
principle
Flow
principle
Pull
principle
Continuous improvement in
small steps (kaizen)
Improvement
time
Innovative improvements in
large steps
Improvement
time
Innovation will be stabilised and
improved in small steps
Improvement
time
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
31
3.2 LPS analysis tools
LPS uses several analysis tools to evaluate the production. Those explained in this
chapter are value stream analysis, material flow analysis, spaghetti diagram, muda
check and root cause analysis. The three first are illustrated in Figure 32. The figure
illustrates that a value stream analysis covers a wide range of activities, such as work
system, overall process and supply chain. Like the value stream analysis, a material
flow analysis also covers a wide range of activities. It is utilized to illustrate the material
flow inside the factory, in order to see if changes can be made for example in the
machine layout or work process. Another analysis tool in the figure below is the
spaghetti diagram which illustrates the movements of the operator during a specific
activity. The spaghetti diagram is a tool used for a smaller scope than the value stream
analysis and the material flow analysis, and it is usually utilized within SMED
workshops at ZF Ansa Lemfrder. (ZF Ansa Lemfrder, 2007)
Figure 32: LPS analysis tools
Analysis
tools
Scope
Activity Work-
place
Work-
system
Overall
process
Plant Supply
chain
Value Stream
Analysis
Material flow
diagram
Herring bone
diagram
Sankey-
diagram
Layout
Spaghetti-
diagram
Work distribution
graph
Work analysis
REFA/MTM
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
32
3.2.1 Value Stream Analysis / Value Stream Mapping
A value stream map (VSM) is a tool for analysing the overall process of one product
and it ties together lean concepts and techniques. It is a graphical tool that helps you to
see and understand the flow of material and information as the product makes its way
through the value stream. See Figure 33. The value stream map is utilized to see where
changes are needed in the value stream.
Figure 33: Example of a Value Stream Map (VSM)
The VSM shows a snapshot of the situation of a production system, and it shows the
exact levels of inventory at any place in the production chain at the given time. This
means that another VSM made of the same process but on another date could look
different if the processes are not stable or standardized.
The same tool can be used to create future state maps, which visualize the ultimate state
that the company wishes to reach within the value stream of a specific product. The gap
between the current state map and the future state map is thereafter used as a base to
create an action plan for improvements. Once the improvements have been made, a new
VSM can be produced and new targets can be set. (George, 2002)
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
33
Following icons in Figure 34 can be used in a value stream map. (ZF Ansa Lemfrder,
2007)
Figure 34: VSM icons
To make a value stream map, following data should be collected from the processes of
the chosen product:
Process information (for each process in the chain)
OP/sh Operators per shift (1 operator per shift / 3 shifts per day 1/3)
Qty Quantity (pieces / operator / shift)
BS Batch Size (pieces)
# ref Number of references treated in the process
C/O Changeover frequency (number of changeovers / week)
C/O t Changeover time (hours)
Scrap (%)
GE Global Efficiency (%) or OEE
I
Inventory by machine(pieces)
CT Cycle Time (seconds)
TPT Through Put Time (seconds)
Other information
Demand Customer demand (pieces / hour or day or year)
I Inventory in intermediate storage or warehouse (pieces)
Delivery Delivery frequency from supplier / to customer
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
34
Once all data has been collected the total lead time and the total time in process can be
calculated. The total lead-time is often much longer than the time in the process as well
as the value adding time, and a company should strive to decrease the lead time to the
lowest possible.
Equation 1: Total lead time
Total lead time = xhrs
urlyDemand CustomerHo
tory TotalInven
= [1]
Equation 2: Time in process
Time in process = TPT [2]
(ZF Ansa Lemfrder, 2007)
3.2.2 Spaghetti diagram
A spaghetti diagram is a tool for documenting the movements of the operator during the
changeover. When the changeover is done, the waste in walking distance can be
calculated by counting the lines on the spaghetti diagram, see Figure 35.
Figure 35: Spaghetti diagram
Example of spaghetti diagram, the drawn lines shows the movement of the operator and
the bars show the number of times. (ZF Ansa Lemfrder, 2007)
Movement
line
Bars
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
35
3.2.3 Material Flow Diagram
A material flow diagram is referring to a picture of the layout of the factory showing
how the material flows in the plant, from the point when the raw material arrive at the
warehouse until the finished product is put into the truck for delivery to the customer.
See Figure 36. It states how many meters the material moves and how many times it is
manipulated by the workers for each state the product is in. The product can be in the
state of raw material (blue), work in progress (red) or finished goods (green). By
measuring the workshop area, the total distance of movements, i.e. waste, can be
calculated. It aids planning future improvements, such as one-piece-flow and work cells.
(ZF Ansa Lemfrder, 2007)
Figure 36: Example of a material flow diagram
3.2.4 Muda check (Waste check)
Waste, or muda in Japanese, is any operation or action that does not add value to the
product. An example of a non value adding action is transporting the product, while a
value adding operation can be the actual machining of the product or the assembly, i.e.
something that the customer is willing to pay for. In the LPS philosophy 7 wastes are
defined. The goal is to identify and eliminate those in order to reach the targets of
increased customer satisfaction, profits and employee satisfaction. The 7 wastes are
explained and illustrated in the list below as well as in Figure 37.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
36
1. Over production
o The customer order should decide the quantity to be produced. Over
production is the worst of all wastes
2. Stock
o Big inventories of material or products waiting to be produced or
waiting to be moved away
3. Transport
o Excessive manipulating, loading and unloading of materials
4. Waiting
o Time without activities while the machine is machining or waiting for
material
5. Space
o Inadequate use of workspace, long movements between operations
6. Defects
o Defects, selections, reprocessing, reclamations from the client
7. Distances
o Machines far away from the other, complicated access to machines,
the process flow is not very clear
Figure 37: Seven types of waste in the production process
There are also other types of waste, following are some examples
Tolerances
Unnecessary tight tolerances raise the production efforts, the function would have
been achieved with a larger tolerance.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
37
Over dimensioning
Unnecessary high material input cause higher material and production costs, the
function would have been achieved with a thinner part.
Material usage/specification
Unnecessary precious material causes higher material costs, the function would
have been achieved with an inexpensive material or without surface protection.
Complexity (Part or machine/equipment)
The part or the equipment has unnecessary functions/features. Customer demands
would have been also satisfied with a simpler design/equipment.
Figure 38: Value adding and Non-value adding operations
During a LPS workshop, the team members are instructed to be attentive to the wastes
and document them to further on eliminate them. The ways to eliminate the wastes
differs and each LPS workshop, depending on the topic, usually enables elimination of a
few specific ones. The aim is to eliminate as much waste as possible, i.e. decreasing the
non value adding activities and connect the value adding operations, in order to decrease
the throughput time of the product, see Figure 38 above. Some types of wastes are
impossible to eliminate, but those should be reduced as much as possible. (ZF Ansa
Lemfrder, 2007)
3.2.5 Finding the root cause by asking why 5 times
One simple but important way of analyzing things according to LPS is to make a root
cause analysis by asking why at least 5 times and answering the questions. The 5 whys
support the pillar of zero failure in the LPS house. To make a root cause analysis the
problem needs to be defined, thereafter why is asked 5 times or more until the root
cause of the problem has been found. Once the root cause has been identified it can be
Value
Adding
Value
Adding
Non
Value
Adding
Non
Value
Adding
Reduction of non-value adding operations
Shorter through put time is the result of reducing waste (non value adding activities)
BEFORE:
AFTER:
Machining
Pre-
assembly
Assembly
Machining
Pre-assembly
and Assembly
Transport and storage Inventory Transport
and
storage
Transport
and
storage
Inventory
Time
Time
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
38
eliminated and the problem will be solved once and for all. Following is an example of
a root cause analysis:
Problem:
Frequent machine stop
1. Why did the machine stop? The fuse was burned out due to overload.
2. Why was the machine overloaded? The arbour drive was not lubricated
properly.
3. Why was the arbour drive not
lubricated properly?
The oil pump did not work properly.
4. Why didnt it work correctly? The axis bearing of the oil pump was worn
out.
5. Why was it worn out? Dirt got into the oil pump.
The solution:
1. A filter was installed in the pump
2. Preventive maintenance
(ZF Ansa Lemfrder, 2007)
3.3 LPS Workshops
A LPS workshop, sometimes called kaizen workshop, is an activity where team
members from various departments collaborate to improve a specific area in the
company. The area may be a machine, a production line, a product development
process or even an office. As mentioned before, the target of a workshop is elimination
of waste. In Figure 39 below the aim of the workshop is illustrated; the waste and the
added value are first separated to thereafter allow focusing on improving the process by
reducing the waste.
Figure 39: Waste reduction process
All LPS workshops are standardized and follow the same basic pattern. It is based on
teamwork and it is scheduled between 2 and 10 days and the schedule roughly consists
of the following points: LPS Education (before workshop start if possible), Objectives
and tasks, Analysis, Ideas and solutions, Implementation of the solutions,
Standardization, and Communication of the results. See Figure 40 below.
Added value and
waste are mixed in
the process
Separation of
added value and
waste
Reduction of
waste
added value waste
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
39
Figure 40, Workshop phases
Before the workshop starts the group members should be educated in LPS theory but
usually at ZF Ansa Lemfrder it is held during the first hours of the workshops. Four
weeks after the workshop the group should meet again to see if the improvements are
sustained.
The tasks that are not finished during the workshop are registered in the kaizen book
which is a document containing the task definition, the person responsible and the
deadline. The document should be continuously updated of the spokesperson of the
workshop.
At ZF Ansa Lemfrder four kinds of workshops are focused on to reach the vision:
SMED, OEE, PULL and 5S. A fifth type of workshop is Self Control but this type has
not yet been performed at ZF Ansa Lemfrder. These are explained in the following
chapters, but the focus has been set on SMED and 5S since those were the topic of the
workshop implementation of this degree project. All the tools that are used in an LPS
workshop are aimed to support the LPS house and create a JIT production. The four
first mentioned topics are all based on one of the pillars of the LPS house; Flow
principle, Takt time, Pull principle or Zero failure principle. See Figure 41.
Phase 1
Education
Before 1 - 2 weeks
Phase 2
Objectives
& tasks
Phase 3
Analysis
Phase 4
Ideas and
solutions
Phase 5
Implement
solutions
Phase 6
Evaluate
results
Phase 7
Standardi-
sation
Phase 8
Comun-
icate
results
Organizer:
Methods &
insights
Workshop team:
Generate,
implement and
verify improvements
plan
do check
act
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
40
Figure 41: LPS workshops placed in the pillars they support
The workshops are usually planned and organized by the LPS coordinator of ZF Ansa
Lemfrder. The workshop team members depends on the topic of the workshop, but at
least one representative from each relevant department should participate, plus 1 or 2
operators from the machine or line to be investigated. To reach the best result, the
workshop team should have one operator from each shift participating. But this is not
possible at ZF Ansa Lemfrder since it creates problems with the production planning
and the productivity. (ZF Ansa Lemfrder runs 8 hrs shifts, 3 shifts/day and 5
days/week) (Guerrero, 2007)
3.3.1 Savings Estimation for workshops
The methods for estimating the possible outcome of a workshop in terms of savings in
time, money or inventory are explained in this chapter. Each workshop produces
distinct results so the calculations of the possible savings are calculated in different
ways. At ZF Ansa Lemfrder there are four standard ways of calculating possible
effects of an improvement or an investment. (de Prado, 2007)
Productivity %
Direct manpower operators
Stock pieces
Lead time hours
J
J
I
I
T
T
motivated employees and teams
continuous improvement
standardized and flexible products and
strong suppliers
highest quality shortest throughput time
Customer satisfaction
by eliminating waste
Takt
principle
low costs
Zero
failure
principle
Flow
principle
Pull
principle
SMED OEE PULL 5S
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
41
Productivity
To calculate the savings (or profits) of a productivity increase the following datas and
formulas can be used.
P/mh
real
pieces/man-hour
Real Productivity
P/mh
theory
pieces/man-hour Theoretical Productivity
GE
real
% Real Global Efficiency (or OEE)
GE
theory
% Theoretical Global Efficiency (or OEE)
D pieces/year Demand
Op operator(s) Number of operators needed to run process
S /hour Operator salary per hour
In some cases one out of four data about productivity or global efficiency is missing.
Then the following correlation can be used to find the missing value.
Equation 3: Correlation between GE and P/mh
theory
theory
real
real
mh P
GE
mh P
GE
/ /
= [3]
To calculate the number of hours a productivity increase represents, the following
equation can be used:
Equation 4: Productivity increase
year hrs
mh P
D
mh P
D
theory real
/
/ /
= [4]
To calculate the possible savings the following equation can be employed:
Equation 5: Possible savings through productivity increase
year Savings S hrs Op / = [5]
Stock and lead time
The stock and lead times are simply called stock (pieces) and lead time (time unit).
Even though the possibility exists to calculate the savings from a stock decrease or a
shorter lead time, it is usually not done at ZF Ansa Lemfrder. In this final degree
project the savings from a stock reduction was used.
The cost of keeping stock is simply the cost of holding one piece during one day
multiplied with the number of pieces on a specific day. Even though the stock of a
certain product might change from day to day, it is here assumed that the number of
pieces remains the same.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
42
Equation 6: Cost of holding stock during one day
Pieces Number of pieces
CostPP Cost per piece per day
CostPP Pieces Cost = [6]
The lead time cost is directly related to the cost of holding stock, but the amount of
pieces is usually not the same from day to day at ZF Ansa Lemfrder, and the amount it
likely to fluctuate from month to month according to the demand and the quantity of
ordered raw material and supplier ability to deliver. Note that the cost of lead time was
not calculated in this final degree project, since the lead time and stock size are prone to
change depending on circumstances.
3.3.2 LPS workshop: SMED
SMED (Single Minute Exchange of Dies), also called changeover reduction or rapid
changeover, is a lean production technique to analyse and reduce resources needed for
equipment setup, including exchange of tools and dies. It is an approach to increase
output and decrease quality losses due to changeovers. The target of SMED is that the
change of dies or tools takes less than ten minutes, i.e. a single digit number of minutes.
The method was pioneered and developed by Shigeo Shingo (1909-1990), a Japanese
industrial engineer and one of the worlds leading experts on the Toyota Production
System. (Liker, 2005) (Wikipedia, 2008)
Definitions and theory, (ZF Ansa Lemfrder, 2007)
The changeover time of a machine starts after producing the last part of product A and
ends with the first good part of product B, see Figure 42. The changeover time can be
divided into two parts; mechanical changeover time and adjustment changeover time.
The mechanical changeover time is the time it takes to physically replace parts and
dies in the machine.
The adjustment changeover time is the time from when all parts and dies are in place
until the first good piece of B has been produced.
The start-up time is not considered in the change over time because in practice it's
difficult to distinguish between start-up failures and "normal" failures. Nevertheless
start-up failures should be eliminated as well by appropriate actions.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
43
Figure 42: Illustration of changeover time
The traditional way of planning the production is: if the changeover time is long,
increase the batch size, see Figure 43. That kind of production is focusing on the cost
per part in relation to the batch size. When producing big batches big inventories are
often inevitable and according to the LPS theory, big inventories is not only a waste but
also hide other problems in the production.
Figure 43: Batch size in relation to changeover time
As shown earlier, a SMED workshop supports the flow principle of the LPS house, see
Figure 44. Flow can be obtained by connecting and aligning the processes, reducing the
inventories and reducing the changeover time.
Time
Output
Product A Product B
Start-up
time
Changeover
time
Mechanical
changeover
Adjustments
Product C Product B Product A
Batch size
Production
time
Changeover
time
Changeover
time
Changeover
time
Production
time
Production
time
Batch size Batch size
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
44
Figure 44: SMED workshop
If the processes are decoupled, the parts will most likely be produced and transferred in
batches and the storage areas will be dimensioned for these batches. However if the
processes are connected, each part would be transferred immediately to the next
process, creating a one piece flow. Subsequently the storage area is reduced to the space
of the transferred part. Even though the target of SMED is ten minutes, the long-term
goal is always zero changeover time so that changeovers are instantaneous and do not
interfere in any way with one-piece flow. (Burton, 2003)
A reduction of changeover time by 50% means the batch size can be reduced by half.
By reducing the changeover time several times the frequency can be increased step by
step to one piece flow, which the LPS theory mean should be strived to achieve, see
Figure 45 below. Furthermore, since one-piece flow reduces the inventory, it leads to an
increase of the ROCE (Return on Capital Employed). (ZF Ansa Lemfrder, 2007)
J
J
I
I
T
T
motivated employees and teams
continuous improvement
standardized and flexible products and
strong suppliers
highest quality shortest throughput time
Customer satisfaction
by eliminating waste
Takt
principle
low costs
Zero
failure
principle
Flow
principle
Pull
principle
SMED OEE PULL
Target:
Realization of one piece flow by connecting and
straitening the processes. One piece flow
5S
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
45
Figure 45: Vision of LPS; one piece flow
Below is a version of Demings wheel of continuous improvement, see Figure 46. But
instead of the regular Plan, Do, Check, Act it consists of critical factors for Lean
Production. Each step of the wheel is necessary to become lean and once all steps
have been taken and all processes have been standardized, it is possible to do the same
steps all over again and roll up the hill another notch.
Figure 46: Continuous improvements
A or B or C or D
Variant
Preparation
Production
Vision: changeover time duration 0 sec, which would give a batch size of 1 reference and absolute flexibility
1 shift
A B
A C B D
A B B C D A B A D C
Batch
production
1 piece flow
Time
Grade of
"Lean
Production"
A reduction of
changeover time by
50% means the batch
size is reduced by half.
Short
change over
time
Small
batches
Reduction of over
production
flexible
production
competitive
ness
Short
lead times
Improve-
ment of
equipment
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
46
The advantages of reducing the changeover time are; increased efficiency, reduced
stock requirement, increased capacity, reduced work in process and increased
flexibility. (ZF Ansa Lemfrder, 2007)
SMED workshop organisation
The Lemfrder group has created organizational guidelines for the execution of a
SMED workshop. The choice and execution of the changeover workshop needs to
follow these points:
The changeover needs to be "representative". That means it should cover a wide
range of parts and it should be no "exotic" changeover that is done only a few times
a year.
The date for the changeover must be agreed betimes with the production manager to
avoid postponements in the workshop by adjusting production planning and material
orders, if necessary.
All concerned persons including works council need to be informed betimes.
The changeover has to be performed by the usual persons.
The size of the workshop team should be 6 to 8 persons. In each workshop one team
member is chosen to be the spokesman. A certain grade of authority and capacity is
needed to follow up the Kaizen book (continuous improvement check, implementation
and registration). For that reason a manger / leader should be chosen as the spokesman
of the workshop. The participants preferably consist of persons from the following
departments:
LPS-Trainer
Setter
Operator
Maintenance
Responsible for the area (production cell manager, team leader, )
Production engineering
Quality
Design
SMED workshop approach
The changeover optimization is recommended to be done in four steps, see Figure 47.
(ZF Ansa Lemfrder, 2007)
Figure 47: SMED workshop approach
1. Observation
In the first step, the team observes a changeover and documents all activities by noting
them on a form and/or by filming or taking photos. Furthermore, a spaghetti diagram
Optimisation of the
internal and external
changeover activities
Observation of the
changeover
1 2 3 4
Analysis of the
changeover
Assure sustainability
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
47
and a muda check are made during the observation. All wastes should be documented
and possible improvements should be written down.
2. Analysis
The analysis consists of classification of the activities that were observed during the
changeover. The activities are classified into one out of eight groups together with the
duration of each activity, and are thereafter split up into internal and external activities,
see Table 2 and
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
48
Table 3 for explanations.
Table 2: Classifications of activities
Classification Description Responsibilities (examples)
Breakdowns All breakdowns that occur
during the changeover and
cannot be influenced by the
setter.
Machine breakdowns have to be
avoided by preventive
maintenance TPM
Control Operator controls itself Long controls during changeover
are cause by too tight tolerances
and complex inspection
instructions design, internal
quality assurance
Waiting All times the operator / setter is
waiting; e.g. for his colleague,
measurement results, material
etc.
Movement All times the operator / setter
has to pass distances, e.g. to
fetch tools, supplies, etc.
Unnecessary movements is an
indication for a bad working
place KAIZEN in the machine-
/ set up planning
Transport All times the operator / setter
has to transport production
material
Cleaning
Adjustment All activities that support the
change over; e. g. move fixtures,
adjust end stops, move toward
reference points
Time consuming adjustments
have to be reduced by KAIZEN
in the fixture and equipment
design.
Mechanical
changeover
All elementary changeover
activities; e.g. unscrew fixtures,
exchange parts.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
49
Table 3: Definitions of Internal and External activities
Internal
changeover
All activities that can only be done while the machine stops. Typical
activities are; mounting / demounting of parts in the machine,
adjustments, test run until first good part, etc.
External
changeover
All activities that are required for the changeover but can be done
while the machine is running. Typical activities are preparation of
tooling and fixtures, transport of production material and supplies,
preparation of changeover place, etc.
The results of the analysis can be inserted into an excel template for illustrating the
actions in a waterfall diagram, see Figure 48. See Figure 86 in chapter 6.4.2 for example
of graph with External and Internal times.
Evaluation of analysis of changeover pre-assembly machine 935
(According to type of operation)
01:38:30
00:15:55
00:03:20
00:04:50
00:00:30
00:46:47
00:03:05
00:00:00
00:06:23
00:17:40
00:00:00
00:14:24
00:28:48
00:43:12
00:57:36
01:12:00
01:26:24
01:40:48
01:55:12
T
O
T
A
L
M
o
v
e
m
e
n
t
s
D
o
c
u
m
e
n
t
a
t
i
o
n
A
d
j
u
s
t
m
e
n
t
C
o
n
t
r
o
l
M
e
c
h
a
n
i
c
a
l
c
h
a
n
g
e
o
v
e
r
C
l
e
a
n
i
n
g
B
r
e
a
k
d
o
w
n
s
T
r
a
n
s
p
o
r
t
s
W
a
i
t
i
n
g
T
i
m
e
Figure 48: Example of waterfall diagram (activities classified according to Table 1)
3. Optimization
The optimization is done on the internal changeover steps, and consist of following
activities; ECRS analysis, realization and check of improvements.
The ECRS analysis determines the improvement potential of each changeover activity,
and the potential is estimated and tasks are created based on the estimations. The
abbreviation stands for; Elimination, Combination, Redistribution and Simplification,
see explanations below in
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
50
Table 4.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
51
Table 4: ECSR definitions
Elimination The changeover steps can be omitted completely during the internal
changeover, that means for the next change over they are not
necessary any more. This is the most difficult type of waste
reduction and it requires mostly procedure changes. If it is
impossible to eliminate them, simplify them.
Combination By combining parallel, rhythmic activities of 2 changeover steps
the internal change over time can be reduced. The target is that both
hands are used, i.e. right after unscrewing to screw the next part,
after disconnecting a plug connect the next, etc.
Redistribution The changeover steps are redistributed to reduce waste. This
optimises the sequence.
Simplification By modifying and/or using tools, equipment and fixtures, the
changeover procedure is simplified.
The potential to improve can be illustrated with another waterfall diagram based on the
ECRS analysis, see Figure 49.
Figure 49: Waterfall diagram with ECRS evaluation (according to table 3)
All improvements are defined with help of the ECRS analysis and are thereafter realized
in the workshop. Following are some examples of improvements:
Improvement of methods and devices
Definition and visualization of storage areas for tools
Standardization of connections
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
52
Provide certain tools as a set
Presetting of tools and standardization if possible
Attach marks at setting parameters and fixed points
Standardization of the changeover activity coordination
Installation of visualizing concepts
After the implementation of the improvements, the changes are checked for efficiency
in a new changeover observation during the workshop. To prove the improvements and
identify further potential, the changeover has to be documented in the same way as the
first observation. Possible corrections should be implemented immediately.
4. Assuring sustainability
The assurance of sustainability consists of four parts; standardization, visualization,
training and deviation management.
The new changeover procedure has to be standardised to ensure sustainability and as
base for further improvements. For this purpose every changeover step should be listed
with average duration and responsibility.
Visualisation of the new standards will help sustaining them. Labels at the machine and
pictures can help for the changeover and a deviation from the standard can be identified
fast. Possible visualisations are; pictures that describe the changeover, arrow for notes,
storage areas for material or shadow boards.
All persons that work in the area need to be informed and have to receive training
according to their duties. The training should be done by the workshop members. The
training takes place ideally during the workshop period, if not at least the planning of
the training should be done during the workshop. If the works council agrees, a list with
the trained persons and still-have-to-be-trained should be attached at the machine to
identify possible need of qualification.
Deviation management means to ensure sustainability of the Workshop result, and it is
important that corrective actions take place for deviations from the standard. For that
reason the information flow and the responsibilities depending on the degree of
deviation have to be defined. The changeover times should be registered each time a
new changeover is done, visualized on a graph or by other methods. The managers have
to inform themselves about the current status on regular basis to realize deviations and
to enable to react on this fact. Depending on the deviation from the duration set as an
objective, different actions are taken. If the deviation is small the cell manager will be
notified and involved to find a solution, while if the deviation is bigger more people will
be notified. See Figure 50.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
53
Figure 50: Example of defined deviations
3.3.3 LPS workshop: OEE
Figure 51: OEE workshop
An OEE workshop supports the Takt principle, see Figure 51. OEE is the abbreviation
of Overall Equipment Effectiveness. It measures the availability, performance
efficiency and quality rate of equipment. It is a best practices way to monitor and
improve the effectiveness of manufacturing processes (i.e. machines, manufacturing
cells, assembly lines). It takes the most common and important sources of
manufacturing productivity loss, places them into three primary categories and distils
them into metrics that provide an gauge for measuring where you are and how you can
improve. (ZF Ansa Lemfrder, 2007)
J
J
I
I
T
T
motivated employees and teams
continuous improvement
standardized and flexible products and
strong suppliers
highest quality shortest throughput time
Customer satisfaction
by eliminating waste
Takt
principle
low costs
Zero
failure
principle
Flow
principle
Pull
principle
SMED OEE PULL 5S
Target:
Reaching rhythm by harmonising
work content.
Deviation < 15 min
Shift leader Cell manager
Deviation 15 to 45 min
Shift leader Cell manager Production manager
Deviation > 45 min Shift leader Cell manager Production manager Plant
manager
S
t
a
r
t
a
n
d
f
o
l
l
o
w
u
p
c
o
r
r
e
c
t
i
v
e
a
c
t
i
o
n
s
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
54
OEE is frequently used as a key metric in TPM (Total Productive Maintenance) and
Lean Manufacturing programs and gives a consistent way to measure the effectiveness
of TPM and other initiatives by providing an overall framework to measuring
production efficiency. (Borris, 2005)
An OEE workshop focuses on increasing the OEE and the productivity of a production
process or production line. Workshops supporting the OEE and productivity are
important for the company to reach their lean vision since it support the second pillar of
the LPS house, namely the takt principle, see Figure 51. Takt time can be defined as the
maximum time allowed to produce a product in order to meet demand, in other words
the frequency of demand or rate, and it is used to pace the lines or processes in
production environments. The OEE workshop procedures are not explained in this
report since this degree project focused more on SMED, 5S and a partly on PULL.
(Hobbs, 2003)
To calculate the OEE of a process, three categories of data with respective losses are
needed. At ZF Ansa Lemfrder an OEE value of 85% is considered optimum, but that
also depends on the machine or team characteristics. If it is lower than 85% measures
should be taken to increase it. (ZF Ansa Lemfrder, 2007)
Availability = Planned production time (Equipment breakdown + Setup + Wait for material)
Planned production time
Output = Actual production time (Brief malfunctions + Reduced cycle time)
Actual production time
Quality = Net working time (Ramp up problems + Rejects, rework)
Net working time
OEE = Availability * Output * Quality (%)
The value of the planned production time depends on the companys schedule. At ZF
Ansa Lemfrder the planned production time for one operator during one shift is 7.91
hours or 7.43 hrs, depending on the shift, see Table 5.
Table 5: Planned production time
Shift Total available time Break Planned production time
Morning/Afternoon
8.16 hrs 0.25 hrs 7.91 hrs
Night
7.68 hrs 0.25 hrs 7.43 hrs
Sometimes the planned production time is lower than those mentioned above, due to
planned stops, such as:
Cleaning (0-15 minutes depending on the machine)
Preventive maintenance
Education
Operator absence
No planned production
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
55
Note: a machine that does not run during a whole shift due to machine failure is
considered to have an OEE of 0%.
Global Efficiency
When talking about productivity at ZF Ansa Lemfrder they usually refer to Global
Efficiency (GE). GE and OEE are very similar, but one difference exists; the GE value
can theoretically be a positive value while the OEE cannot. The reason to this is the
performance factor in the GE.
The performance factor is the expected production time divided by the actual operating
time. The expected performance time is based on a method calculation done for each
operator station in the factory. The method calculation state the exact duration of any
operation so the expected production time for x pieces will be the available time in one
shift divided by the duration derived from the method calculation. Therefore, the
performance factor will be affected if for instance the operator is tired, lack experience,
etc. Likewise the performance factor can be positive if the operator works very fast or
does not take any breaks. The OEE on the other hand does not take into account the
method but it considers the cycle time of the machine. Since it depends less direct on
the human factor, the OEE is a more stable way of gauging the productivity. (de Prado,
2008)
Operability = Time producing
Time planned
Performance = Expected production time
Actual operating time
Quality = Number of OK pieces
Total number of pieces produced
Global Efficiency (GE) = Operability * Performance * Quality
In this report the GE has been used since ZF Ansa Lemfrder still mainly uses the GE
instead of the OEE. They intend to implement the use of OEE from now on (2008), but
still only a few machines are gauged in that way.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
56
3.3.4 LPS workshop: PULL
Figure 52: PULL workshop
The PULL workshop supports the pull principle, see Figure 52. In the LPS vision of ZF
Ansa Lemfrder it is illustrated that they want to employ a pull system with
supermarkets in their production system. The pull principle was briefly explained earlier
in chapter 3.1.6, and here the specific qualities and necessities are explained further.
The pull principle indicates demand-oriented production, meaning that the subsequent
process controls the production of the preceding process. Often in traditional
production, i.e. push principle, there exist many problems such as long lead times which
require long-term planning leading to inexact forecasts. Also, long term planning leads
to low confidence in the planning, creating larger safety stocks. Furthermore, short term
changes in the production planning can lead to overproduction and/or lacking parts or
material.
The advantages of the pull principle over the push principle are; the subsequent process
pulls only the parts needed for that process in the required quantity at the required time.
The material flow is thereby optimized with the goal of achieving one-piece-flow,
reducing the lead time and inventory volume. In a true pull system, the production
speed will be determined by the speed at which the customer accepts the goods. This
will create less pressure on the planning department, since the production will be self-
controlling.
J
J
I
I
T
T
motivated employees and teams
continuous improvement
standardized and flexible products and
strong suppliers
highest quality shortest throughput time
Customer satisfaction
by eliminating waste
Takt
principle
low costs
Zero
failure
principle
Flow
principle
Pull
principle
SMED OEE PULL 5S
Target:
The downstream process takes only the
required material.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
57
A pull system can be realized by supermarkets. A supermarket is the form of organizing
a buffer stock next to the process, for a defined provision and visual control of
quantities produced/needed. It has a consumption oriented provision of goods for the
subsequent process step in the production chain. See Figure 53.
Figure 53: Flow of information and material within a pull system
The principle what is gone must be replaced is used in the supermarket to avoid
excess inventory. The First in First out (FIFO) principle is used in stocking and
emptying the shelf, and the quantities on the shelf depend on factors such as
consumption and replacement time.
An information carrier is required to bridge the gap between the supermarket and the
next process, which also serve as the production order. The maybe simplest way is to
use a kanban (Japanese for card), which may be an empty container, a card or an
electric signal. The essence of the Kanban concept is that a supplier or the warehouse
should only deliver components to the production line as and when they are needed, so
that there is no excess storage in the production area. When implementing a pull system,
the inventory levels will in most cases decrease significantly, and once the whole
production is synchronized the inventory volume will be as low as is possible. But the
pull principle is not suitable for all products. In cases of exotic products, irregular
sales and low volume series, it is better to use the push principle. See Figure 54 below.
(ZF Ansa Lemfrder, 2007, Gross, 2003)
Supplier
Customer
Machining
Pre-assembly Final assembly
Flow of information
Flow of material
Supermarket Supermarket Supermarket Supermarket
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
58
Figure 54: Illustration of inventory changing with pull principle and when to use push or pull
Supermarkets and Min/Max stock levels
To implement supermarkets (i.e. regulated stock size), it is necessary to fulfil the
following list of premises. Each premise needs to be fulfilled; otherwise the
supermarket inventory levels might become higher than the levels in a regular inventory
system (Steffen, 2007)
1. Assure stable supplies before implementation
Stable, 100% reliable material supply
2. Do only implement on reliable and well-tried processes
Stable processes
3. Study demand history and sales forecasts in to assure that the demand is stable
Levelled production (small variations in demand)
4. Decide frequency of component deliveries
Short preferably standardized transport cycles (takted supply)
5. Decide frequency of Kanban pickup
Information flow fast as possible (takted)
6. Define batch sizes for all internal processes
Short changeover times small batch sizes
7. Investigate need for changes in packaging or quantities for internal processes
Optimized packaging for next process / customer
8. All concerned employees must receive sufficient training before implementation
Knowledge of employees (information, training)
+ Estimate (or calculate) the necessary safety level of inventory for all components
Once the premises have been fulfilled, it will be possible to calculate appropriate stock
sizes.
Stock size levels depend on factors such as supplier frequency, next process demand
and delivery frequency to customer. See Figure 55 below. Therefore, calculations or
'Push principle'
Inventory
Reality
Idea
l
'Pull principle'
Supermarket
Inventory
Synchronized
production
Inventory
Defined
inventory
in supermarket
Leading to: reduction of inventory and lead time
Suitable for: irregular sales, exotic products, low(est)-volume series
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
59
estimations of each inventory (whether or not it is a supermarket) will most likely be
distinct. (ZF Ansa Lemfrder, 2007)
Figure 55: Necessary data for calculating supermarket levels
Safety stock
Safety stock levels are usually determined by the standard deviation OR are based on
experience and trial and error. In the case of basing the safety stock level on statistical
calculations, reliable data is necessary. There exist different ways of calculating the
safety stock, depending on which source is advised. For example, the books
Manufacturing engineering handbook and Mtodos modernos de gestin de la
produccin suggest different ways to calculate the safety stock. At ZF Ansa Lemfrder
there exist no standard way of deciding safety stock levels, instead they set it by using
their common sense and experience.
Whether or not a statistical method is employed following three things will affect the
safety stock level (Viale & Carrigan, 1996, Goldsby & Martichenko, 2005, Simchi-
Levi, 2003)
The longer the lead time and the lower flexibility a process possess, the larger the
safety stock will be.
Uncertain customer demand levels will require a higher level
The service level (likelihood of meeting customer demand) of the company is
directly related to the level of safety stock. If a higher level is desired, more safety
stock will be required.
Supermarket levels calculation
In a supermarket, each component has a minimum and maximum level. The levels are
denoted as red, yellow and green. Red means emergency, yellow indicates a production
start signal and green means normal level. See Figure 56 below.
Maximum consumption
Set up times
Theoretical available time
Technical availability
Box size (after process)
Cycle time
No. of variants
Delivery frequency for
the Supermarket
Pick up frequency of
Kanban cards (or
production orders) Supplier
Customer
Minimum batch size
Safety:
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
60
Figure 56: Supermarket levels indications
Following data is necessary for calculating the supermarkets levels.
Customer data:
Number of variants n variants
Maximum consumption of customer of
supermarket
C
max
pieces/day, variant A
C
max
pieces/day, variant B
C
max
pieces/day, variant C
C
max
pieces/day, variant n
Supplier data:
Theoretical disposable time per day T
theory
hours/day
Technical availability OEE or Global
Efficiency
%
Cycle time CT seconds
Minimum batch size BS
min
(pieces)
Changeover time (per interval, n variants) CO time A B min
CO time A min
CO time A n min
CO time B min
CO time B n min
CO time n min
General data:
Safety stock S pieces
Box size (after process) Box pieces
Time for information flow Kanban T
infoKanban
hours
Transportation time to supermarket T
transport
hours
Time until start of changeover T
startCO
hours
Time producing 1 (one) box of the
new product
T
1Box
hours
Maximum replacement time RT
max
hours
Minimum replacement time RT
min
hours
Red
Yellow
Green
Emergency
Schedule
signal
Normal level
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
61
Supermarket size
Following is a method for calculating the supermarket size.
Equation 7: Supermarket size
[ ]
=
=
) (
Pr
max
max
CT C OEE T
COtime
me oductionTi Daily TimePerDay Disposable
COtime
Day ngeoverPer TimeForCha Disposable
COtime
RT
theory
[7]
The maximum replacement time (RT
max
) is the time it takes the supplier to replace the
stock at maximum consumption and with the premise that disposable time is used for
change over. Also, it is the maximum time to replace a certain box taken from the
supermarket. Furthermore, it is the time a product is produced again at the latest with
the premise that every part is produced on per interval ( EPEI = Every Part Every
Interval)
Dimensioning the red, green and yellow sectors
Red sector
Equation 8: Number of pieces in red sector
Number of pieces S RT C + =
min max
[8]
=
min
RT Minimal replacement time (time)
Calculation of minimum replacement time
Equation 9: Minimum replacement time
transport Box startCO oKanban
T T COtime T T RT + + + + =
1 inf min
[9]
Green sector
Equation 10: Number of pieces in green sector
Number of pieces Box BS 1
min
= [10]
=
min
BS Minimum batch size of supplier of the supermarket (pieces)
Yellow sector
Equation 11: Number of pieces in yellow sector
Number pieces = total number pieces pieces red sector pieces green sector [11]
Note: With a very long RT
min
and/or large BS
min
the red and the green sector can adjoin
each other.
(ZF Ansa Lemfrder, 2007)
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
62
3.3.5 LPS workshop: 5S Sift, Set, Sweep, Standardize and Sustain
Figure 57: 5S workshop
5S is a process for workplace organization and visual controls. According to the LPS
philosophy, cleanliness and organization are the basis for accurate work, and it supports
the LPS pillar of the zero defect principle, see Figure 57 above.
The 5S is a system to develop a safe, clean and neat arrangement of the workplace
which provides specific location for all things and supports the employee. The system
encourages visual management; the use of visual controls such as letters, shapes,
symbols, pictures and sounds which make it readily apparent to any employee that
normal or abnormal condition exists. These techniques expose waste so that it can be
prevented and eliminated.
Running an LPS workshop with 5S as the theme will:
Engage operators in the changes
Encourage standardized work
Eliminate Waste
Improve safety, quality and productivity
Improve area cleanliness
Allows for visual management
Encourage continuous improvement
J
J
I
I
T
T
motivated employees and teams
continuous improvement
standardized and flexible products and
strong suppliers
highest quality shortest throughput time
Customer satisfaction
by eliminating waste
Takt
principle
low costs
Zero
failure
principle
Flow
principle
Pull
principle
SMED OEE
Dust seal
5S
Target:
100% good quality achieved by stable
design and standardized processes
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
63
The expected results from a 5S workshop are:
Quantitative results:
Reduction of time for searching
Minimizing of inventory of tools and utilities
Error prevention
Reduction of space consumption
Qualitative results:
Improvement of safety
Increasing transparency of processes
Increasing capabilities
To be able to eliminate waste, we need a common definition of what it is and a way to
measure it. Also it is needed to make sure it is not only done reactively, but as a
continuous improvement which will be standardized. As a reminder, the seven types of
waste are listed below:
Overproduction More than customer demand or faster than needed
Inventory Parts in excess of just in time
Distance Unnecessary distances
Transport Excessive transporting of material
Waiting Idle time, waiting on: machines, parts, people, information
Defects Repair, scrap, inspection
Space Inappropriate layout
The procedure for eliminating the waste contains 5 steps and in the original language of
the LPS philosophy, Japanese, the name of each step begins with an S, thereof the
expression 5S. Conveniently, there are similar words in English beginning with S, but
the translation differs depending on the source. Following are the five original words
together with translations.
1. Seiri = Sift or clear
2. Seiton = Set in order or organize
3. Seiso = Sweep or shine or clean
4. Seiketsu = Standardize
5. Shitsuke = Sustain
The main aims of each step are listed in Figure 58 below.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
64
Figure 58: Aims of 5S
Following are further explanations of the necessary steps in each of the 5 Ss during a
workshop.
1. Seiri = Sift
Define the purpose of the work area
Identify what is needed and not needed at the workplace
Analyze items using a priority check sheet, see Figure 59 below:
o Local storage at workstation
o Distant storage - 1 year rule
o Disposal - Items that do not contribute to the purpose of the work area
Move or dispose of items
Clean the area where items once were located
1.
Sift
2.
Set in order
3.
Shine
4.
Standardize
5.
Sustain
Eliminating
unnecessary
items from the
workplace
Equipment in
proper state and
within reach
Cleanliness of
workplace incl.
equipment
Cleanliness and
accuracy starts at
own workplace
Regular cleaning
and stick to
agreements
- unnecessary
tools +
machines
- defective parts
- tool racks
- marked
footprints
- visualised work
instruction
- tools and
machines
always cleaned
- clean shop floor
+ buildings
- Leaders must
set a good
example
- information for
all employees
- personal
responsibility for
the workplace
- accomplish
audits
5S-Checklist
Shadow board
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
65
Figure 59: 5S priority check sheet
2. Seiton = Set in order, organize
Organize what was kept and provide a place for everything needed for value
added work
Label parts/material/assembly locations. Write;
o Part name
o Part Number
o Min/Max quantities
Visibility
o Color code with floor tape or paint
o Floor locations marked
o Shelves, containers, racks painted
o Shadow boards, see Figure 58
Easy to put back
o Open storage for tools and fixtures
3. Seiso = Sweep
Define clean, How clean is clean?
Determine cleaning methods
o Make needed tools and materials available, organize them and clarify
safe use
Clean Everything
o spring cleaning
Inspect to determine sources of dirt, debris and fluid leaks
Eliminate source with irreversible corrective actions where possible
Priority Frequency of use Storage
Low
Less than once a year
Every couple of months
Throw away or store
away from the
department/area
Average
At least once a month
At least once a week
Once a shift
Store in the department,
but away from the work
stations
High
At least twice a shift
At least once an hour
Carry or keep at
individual work station
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
66
4. Seiketsu = Standardize
The standardization helps in maintaining the first 3 S's.
Map area into zones; assign responsibilities; develop schedule and display it
Create procedures, guidelines, steps, standards
Workplace organization audits
Establish visual controls:
o Maintains organization
o Serve as reminders
o Are quickly and easily recognized
o Colors, symbols, pictures, letters, sounds
o Makes it easy to see if things are running the way they are supposed to
be
o Helps to identify when assistance is needed
5. Shitsuke = Sustain
Eliminate the source of waste
Following 5S becomes the standard way to work
Continued training (share knowledge, ideas)
Establish 5S communication item within area information center
o before and after photos
o recent audit results
(ZF Ansa Lemfrder, 2007)
3.3.6 LPS workshop: Self Control
Another LPS workshop theme is self-control. It supports the pillar of the flow principle,
see Figure 24 in chapter 3.1.6 and it focus primarily on eliminating the waste of
movements and waiting.
Many manufacturing processes at ZF Ansa Lemfrder require a quality check after
changeovers or change of lot number. This quality control is usually performed by the
personnel from the quality department, so the operator needs to go look for the right
person to control the product before continuing the production. Sometimes the quality
control person is busy so the operator either has to wait or go look for someone else.
This is a time consuming procedure which interrupt the flow of production, since while
going around the plant looking for someone production time is lost.
This procedure can be avoided by implementing self-control, meaning that the operator
himself or herself controls the products. This requires that the operators receive the
appropriate training as well as an investment in control stations with the proper
equipment. (Guerrero, 2007)
The procedure for implementing self-control at ZF Ansa Lemfrder is not further
explained in this report since there still do not exist examples or instructions of how to
implement it.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
67
3.3.7 Other LPS workshops
It is possible to execute workshops in other areas than on the production floor, which is
rarely done at ZF Ansa Lemfrder but it has been done. For instance they did one
workshop at one of their suppliers with the theme of making a value stream analysis in
order to see where in their process they could work make improvements. Also, at other
Lemfrder group companies they have held workshops for the product development
processes. (Guerrero, 2007)
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
68
4 PRE-STUDY - LPS practice workshop: SMED
and 5S in BTB machine 928
As a part of the pre-study the student participated in a SMED workshop. The aim was to
learn the LPS workshop procedures.
4.1 Theme and objective
The theme of this LPS workshop was time reduction and simplification of changeover
as well as improvement of the state of the order and cleanliness. The objective was to
reduce the changeover time by 50%, decrease the walk distances by 70% and improve
the order and cleanliness at the workplace.
4.2 Method and schedule
The workshop was carried out during seven days in accordance to the eight phases of a
typical LPS workshop, see Figure 17 in chapter 0. What was completed during each
phase is explained further on, together with a part called important points. The
important points are matters which the student should keep in mind when organizing
and implementing an LPS workshop, and they are based on interviews with the LPS
coordinator (Guerrero, 2007)
All LPS workshops are held in the LPS room at ZF Ansa Lemfrder and so was this
workshop. The schedule was planned in advance by the LPS workshop coordinator, but
some activities were rescheduled to fit with the schedule of production changeovers, see
schedule Figure 60.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
69
Figure 60: Practice workshop schedule
In the end of each day a meeting with the steering committee was held, and the
coordinator presented the work of the day using a computer and projector together with
a PowerPoint slideshow, photos or documents. In the end of each meeting, the
committee asked questions or came with advice. The intermediate meeting and the final
meeting were longer and more formal, and at those meetings the whole group
participated in the oral presentation aided by a PowerPoint slideshow.
Rescheduled activities
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
70
4.3 The BTB production cell
The BTB production cell machines ball joint housings of eight references, namely X91,
B58, A7 and C307, whereof each one is produced in a right hand version (R) and in a
left hand version (L). The BTB production cell consists of two identical machines, 928
and 916, that perform the same type machining, see layout in Figure 61. The LPS
workshop focused on machine 928 with the intention to change the second machine
after the first one was completely changed and the process stabilized.
Figure 61: Layout of BTB production cell
4.3.1 Initial state of machine 928
A few days before the workshop started, the workshop coordinator collected data about
machine 928 from SCADA. A total of 56 changeovers were performed during the
period 01/05/2007 19/10/2007 and the average changeover duration was 4.65 hours,
see Figure 62 which illustrates the changeover times ordered by duration. The parts to
the extreme left and to the right of the graph were considered uncharacteristic and were
not taken into account as typical changeovers and thereby not used as references in
comparisons. The two parts marked in red circles in the middle of the graph were
assumed to be standard changeover times, whereas the middle left represents
changeover between references and the middle right represents changeover between left
and right hand of the same reference.
928
916
BTB
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
71
Figure 62: Changeover times of machine 928 ordered by duration
Additionally, the coordinator also learned from the production planning department that
they plan approximately one changeover every 1.7 days in machine 928, see Table 6.
Table 6: Changeover data of machine 928
Planned changeover
frequency
Registered
average
changeover time
(SCADA)
Estimated duration
between references
Estimated duration
between Left and
Right
1 time every 1.7
days
4.65 hrs 3 hrs 4 hrs
There exist several possible ways to changeover machine 928, and the approximate
duration of each changeover before the LPS workshop is illustrated in Figure 63 below.
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
18,00
20,00
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52
Uncharacteristic
Uncharacteristic
Between
references
Between Left
and Right
Hrs
Number of changeovers
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
72
Figure 63: Changeover times according to references
It is necessary to point out that the time for a changeover between left and right hand of
the same reference is shorter than the changeover between two references. Furthermore,
the changeover time between hands of X91 is a little bit longer than for the other three
references. The reason for the longer changeover time between the hands of X91 is due
to the need of changing a vibration feeder. This is not necessary with the other three
references.
4.4 Before the workshop
Before any LPS workshop starts, the workshop coordinator needs to prepare a workshop
definition sheet containing information about the initial situation, objectives, scope,
general conditions, qualitative and quantitative targets, team members and dates and
times. The definition sheet is given to all team members and to the involved department
managers. Furthermore, the coordinator use a template checklist to make sure that all
practical tasks will be prepared in time for the start, for example booking of room,
invitation of participants, etc.
4.5 Execution of the workshop
4.5.1 Phase 1 and 2: Education and objectives
In the morning of the first day of the LPS workshop the coordinator held a short
presentation about SMED, why it can benefit the production and the objectives of the
workshop. Usually the education should be held before the start of the workshop, but
this was not possible due to the schedules of the participants. The coordinator also
presented the initial state of the machine which is the same as mentioned in the previous
chapter in Table 6.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
73
The objective was to reduce the time of the changeover of the machine by 50%,
decrease the walk distances by 70% and improve the order at the workplace. See Table
7 below.
Table 7: Workshop objectives
Key references for
measuring results
Initial state Objective Difference
Time of changeover
(minutes)
280 min 140 min (-50%)
Walk distance during
changeover (meters)
446 m 140 m (-70%)
5S evaluation (max 25
points)
6 points 25 points (+19)
Important points phase 1 and 2:
The LPS organizer started the workshop by clearly declaring and writing down the rules
to be followed.
Do not look for the guilty one, instead look for solutions
Talk in facts
Punctuality
The first rule is important to communicate in order to avoid conflicts and letting the
team focus on the solutions. The second rule, talk in facts, helps the team to base all
decisions on facts instead of hunches and gut feelings. The third rule, punctuality, is
important since the workshop is executed during a relatively short period of time, so the
members cannot afford to waste time on waiting for late team members.
The organizer had in advance prepared a PowerPoint presentation with information
about SMED together with examples of successful SMED workshops. This helped the
team to understand the possible benefits of the workshop. Furthermore, data from the
machine to be studied was presented to give the members a clear picture of the current
state. The conclusion of this is that the workshop coordinator needs to thoroughly plan
the workshop, and collect necessary data before it starts. This will give the team more
time to focus on other issues.
The training is important since it might help avoiding discussions that are based on not
understanding the LPS theory. Example: batch size - better if small, but it is easy to
believe that it is better if it is big since it reduces the frequency of changeovers.
4.5.2 Phase 3: Analysis
The analysis took place the first day of the workshop and it consisted of observation of
a changeover between two references, from X91 to B58 in the BTB production cell, see
Figure 63 in previous chapter. The team went to the production cell, and four members
collected the following information during the changeover:
1. Noting duration of each step of the changeover process
2. Spaghetti diagram, showing the movements of the operator during the changeover
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
74
3. Photos of visible wastes
4. Writing down possible improvements that the team members thought of during the
observation
After the observation, the team went back to the LPS room and summarized all
observations and wrote down all improvement suggestions on an A1 sized paper which
was hung up on the wall in the LPS room.
1. Duration of each step
The duration of each step in the changeover process was written down and further on
transferred to an Excel sheet and transformed into a waterfall diagram, see Figure 64.
The two main activities during the changeover were controls and mechanical
changeover.
Figure 64: Observation and analysis of changeover
The times in Figure 65 below are approximate and based on the observation done on
October 22
nd
2007. Note that the times observed and estimated here are shorter than the
times in the statistics from SCADA, as in Table 6 in chapter 4.3.1.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
75
Figure 65: Changeover times according to references, after observation
The times of mechanical changeover and adjustments have been separated in the table
above. The mechanical changeover time is often easier to decrease than the adjustment
time since the mechanical changeover consists of static elements of action. Whereas the
adjustment time of the machine depends on many factors, and those factors are often
difficult to anticipate.
2. Spaghetti diagram
During the observation a spaghetti diagram illustrating the operators movements during
the changeover was created. The drawn lines illustrate the path and the bars symbolize
the number of times the operator walked along each path. See Figure 66. The most
frequent paths are those leading to the tow tool tables. The total distance during the
observation was 446 meters.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
76
Figure 66: Spaghetti diagram from first observation
3. Photos of wastes
Some photos of wastes were taken during the observation; see the examples in Figure
67 below. The first is inappropriate layout in the factory (space), since the operator
needs to move objects in order to pass with the forklift when going to fetch the feeder.
The second picture shows excess inventory next to the machine. The third picture shows
disorder in the toolbox used during the changeover. Note that the toolbox contained
many tools not needed during the changeover or during regular work tasks.
Figure 67: Photos of waste
4. Possible improvements
The team wrote down possible improvements during the observation and there were
many ideas. All the ideas were attempted to be implemented and it is described in
chapter 4.5.3.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
77
Important points phase 3:
Following is a citation from the LPS workshop coordinator regarding the importance of
the analysis phase; The analysis phase is maybe the most important phase, since during
a workshop we can only improve what we see, and what we dont see doesnt exist.
That is why its so important that we make the analysis the right way from the
beginning, making it possible to find the improvements and implement them.
The importance of a good analysis is crucial for the successive steps of the workshop,
and this is where the coordinator needs to be aware of what is happening and to make
sure that things are moving in the right direction. The coordinator needs to be aware of
what could go wrong and to be able to see if something is missing. That is why the
coordinator always needs to prepare for the workshop, making a checklist of all
necessary actions and data.
4.5.3 Phase 4: Ideas and solutions
After the data collection in the analysis phase, the team sat down in the LPS room and
discussed possible improvements. Both the improvements thought of before in the
analysis phase and new ideas were discussed. Each improvement idea which the team
agreed upon was transferred into an action for implementation. Each action was noted
on an A1 task paper together with deadline, responsible person and a Deming wheel
representing the state of completeness. See Figure 68. Note; the picture to the right is
the excel format of the same type of task list. It is mainly used after the workshop to
keep track of unfinished tasks.
Figure 68: Workshop tasks
New improvement ideas were thought of during the whole workshop and not only
during the analysis and solution phase. The number of task papers on the walls
increased constantly and in the end of the workshop approximately 20 tasks had been
created and most of the executed. Following are some examples of tasks:
Design a cart for transporting the feeders in order to avoid searching for a forklift.
Give design proposal to purchase department for approval.
Buy an air impact wrench to make the mechanical changeover faster
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
78
Design a cart for tooling that can be placed next to the machine during changeover,
to avoid movements when operator walks to the tool table. Give the design proposal
to the purchase department for approval.
Design a tool-board for tools needed during changeover, with magnets so that it can
be attached when needed and detached after use, to avoid movements. Give design
proposal to purchase department.
Mark a line on the floor between the machine and the inventory area, in order to
leave enough space for the forklift
Etc.
Important points phase 4:
The role of the coordinators involvement in the generation of ideas and solution
strongly depends on the group. Sometimes the coordinator needs to push the group in
the right direction, but other times the group can easily find solutions. Julio Guerrero,
the coordinator of this workshop said that he sometimes collaborates too actively, so the
group thinks that he is the leader and they wait for his opinion. The group believes that
they are instruments for someone else ideas. But as soon as they understand that they
are the ones who are supposed to generate ideas and that they will be heard, they
become surprised. Once they have comprehended that they are the sources of the ideas,
the work usually becomes easier. One way to push the group in the right direction is to
make them think that the ideas were theirs, by giving them the right information at the
right time.
4.5.4 Phase 5: Solution implementation
The responsibility of each solution to be implemented was given to one or more
persons. Depending on the knowledge of the person, the tasks differed. Most tasks were
quite simple and were implemented right away. Some tasks took longer time, and even
after the workshop end they were still not finished. Even tough a task is not finished, it
will not be forgotten. The coordinator keeps track of all tasks in the kaizen book and
tries to successively finish them.
In this phase, the 5Ss were implemented;
1. Seri = Sift or clear
2. Seiton = Set in order or organize
3. Seiso = Sweep or shine or clean
4. Seiketsu = Standardize
5. Shitsuke = Sustain or self control
Before the 5S activities started, a 5S self evaluation sheet was filled out in order to
evaluate the initial state of the workplace. After, the group started to clear out all tools
and other equipment that was not needed at the workplace. The needed tools were
organized and given a place to be stored, see Figure 69. Thereafter the workplace was
thoroughly cleaned. Afterwards, standards were created in order to sustain the order and
cleanliness at the workplace. One example of a standard is signs and etiquettes showing
where each tool belongs. Another example is pictures with clear illustrations of how the
workplace is supposed to look like in the end of the shift, see Figure 70. In the end of
the 5S implementation another self evaluation sheet was filled in order to measure the
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
79
5S score, see Figure 71. The result was a 10 point difference (initial score = 7 points,
final score 17 points).
Figure 69: Separation and organization of tools
Figure 70: Instruction of workplace order after each shift
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
80
Figure 71: 5S self evaluation sheet after the 5S activities
Important points phase 5:
The workshop can feel quite urgent and the team works quite intensively during the
workshop. The implementation of the solutions is always much easier to do during the
workshop, thats why the coordinator tries to push the team to implement as much as
possible before the workshop ends. Any solution that is not finalized during the
workshop is usually much more difficult to implement, because: 1; The team is
separated and 2; The bosses of different departments need to understand and approve of
the changes. During the workshop it is easier to convince them of the necessity, while
after the workshop the sense of urgency has disappeared.
4.5.5 Phase 6: Evaluation of results
At the time of the evaluation many of the improvements had been implemented. The
two ways of measuring the results were;
1. Duration of each step of the changeover process
2. Spaghetti diagram, showing the movements of the operator during the
changeover
The evaluation gave the following results:
Key references for
measuring results
Initial state Objective After
Time of changeover
(minutes)
280 min 140 min (-50%) 148 (-47%)
Walk distance during
changeover (meters)
446 m 133 m (-70%) 140 (-68%)
5S evaluation (max 25
points)
6 points 25 points (+19) 16 (+10)
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
81
Important points phase 6:
It is important that the key-figures chosen in the beginning of the workshop are clear to
measure and can be understood by everyone. There should be only one way to measure
one thing and the value should be meaningful and easy to understand for the people
using it. If not, there is a risk of misunderstandings and that the measurements will not
be made. For instance, during the evaluation, the spaghetti diagram was made by
another person than who made the previous one. The diagrams looked very different
and the comparison became unnecessarily difficult.
4.5.6 Phase 7: Standardization
Some standardization of the changes have already been mentioned in the part describing
the 5S, there many visual aids helps to standardize the work. Another type of
standardisation is written instructions, in addition to educating all operators of the new
procedures of work. All operators must receive education about the new procedures, and
the coordinator has to prepare the education and further on inform the shift leader. To
keep track of which operators received education, a list of the operators names can be
placed by the work place and the names will be checked after the education.
Important points phase 7:
The coordinators responsibility after the workshop is to check and register the changes
every month. The standardisation helps to establish key-values to measure and the
visual aids makes any abnormalities immediately obvious.
4.5.7 Phase 8: Communication of results
After the workshop, the coordinator prepared a report for the steering committee and
presented the results. The report is brief and it is written on an A4 sized sheet containing
target, changes and results. He also made a report and presentation for the shift
responsible and leaders, which train the operators. Furthermore, he prepared a standard
form for the operators to register the changeover times.
The coordinator also makes an information board to be placed by the machine,
explaining that an LPS workshop was performed there. The info-board also contains
things like; workshop target, agenda, participants, initial and final state and results. The
board is updated every month until the process is considered stable. The same
information is available on the company intranet, so other plants within the Lemfrder
group can learn from the experience.
Important points phase 8:
It is important that all operators receive the education, to ensure that all changes are
actually being employed.
4.6 Lessons learned
In the end of all LPS workshops a part called lessons learned is carried out. Then the
group discuss the things that went wrong as well as things that wasnt thought of during
the workshop but would be done if they could do the workshop over again. These points
are important because they work as reminders for the next workshop, and hopefully the
lessons will make the next one run smoother. Following are the lessons learned during
the LPS workshop - SMED and 5S in BTB machine 928:
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
82
The manager did not inform to the responsible of production planning about the
workshop plans to observe a changeover, so they were very surprised when the
workshop members asked to watch a specific changeover. So, dont expect that
everyone will do his job, it is always best to double check for critical activities
Always let the same person measure the same thing, in order to assure that it is
done that same way before and after.
The improvements that have an influence on organizational matters need to be
agreed upon during the workshop to assure that it will be implemented. The
workshop team must discuss the issues and agree upon them with responsible
people before the workshop ends.
No changes were made about the quality control procedures of the changeover;
maybe it would have been possible if the quality department team member had
been available during the whole workshop. (he had vacation during the first half of
the workshop)
Documentation
Many documents were produced during the workshop, both electronic and handwritten
on paper. Three main formats of information was produced on; A1 paper sheets, A4
paper sheets or as computer files (photos, excel files or word documents). The
coordinator was in charge of organising all information and all electronic information
was put into the LPS folder on the company computer network.
4.7 Results - follow up
On March 25
th
2008, roughly 5 months after the workshop, the results of the changeover
times of machine 928 were followed up, see Figure 72. The average changeover times
during the five months before the workshop (May-September) shows an average of 2.6
hours, while the average changeover time for the five months after (November-March)
shows an average of 2.4 hours. The decreasing trend is very slow and it is not certain of
the cause. It could be due to many machine breakdowns as well as a new feeding system
that was implemented in the beginning of year 2008. Therefore the LPS coordinator,
Julio Guerrero, will revise the workshop and investigate what measures can be taken.
(Guerrero, March 2008)
Figure 72: Development of changeover times in machine 928
Development of registered changeover times, machine 928
1.00
2.00
3.00
4.00
5.00
M
a
y
-
0
7
J
u
n
-
0
7
J
u
l
-
0
7
A
u
g
-
0
7
S
e
p
-
0
7
O
c
t
-
0
7
N
o
v
-
0
7
D
e
c
-
0
7
J
a
n
-
0
8
F
e
b
-
0
8
M
a
r
-
0
8
Period
H
o
u
r
s
Time
Month avg. time
SMED workshop
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
83
5 ANALYSIS - Mapping of the 8 principal volume
products
The analysis phase of the final degree project was performed with the intention to list
the main problems in the production. The area of investigation was limited to the 8
references representing 61% of the total planned sales volume as mentioned in the scope
of the pre-study of this report, chapter 1.1.6.
As mentioned earlier in chapter 2.4, all references contain the components housing and
ball pin, but in the analysis for only 2 references both housing and ball pin were
analyzed. For the other 6 references, responsible of the production department chose
which component was more important to focus on based on his knowledge of the
situation of the production. (Herremans, 2007)
Following references were analyzed in a value stream analysis and a material flow
diagram.
PQ35 SBJ Ball pin and housing
PQ24/PQ25 SBJ Ball pin
PUNTO SBJ Housing
A7 OBJ Housing
PQ35 IBJ Ball pin
C307 OBJ Ball pin and housing
B58 OBJ Ball pin
B58 IBJ Ball pin
The analysis made it possible for the student to make a list of problems of the current
state and solution suggestions for each one by workshops. The list was given to the LPS
coordinator who selected those he found most relevant. His selected list together with
the value stream maps were presented at the yearly LPS planning meeting. The LPS
group was asked to rank the workshop suggestions in order of workshops they believed
would have the most positive impact. Their ranking was needed to enable the LPS
coordinator making the LPS workshop planning for year 2008. The analysis phase
procedure is illustrated in Figure 73 below.
Figure 73: Analysis phase procedure
5.1 Mapping - Value Stream Maps & Material flow diagrams
Value Stream Mapping (VSM)
To make the VSMs two methods of data gathering were used; collecting the data at the
machine or at the place where inventory was kept or taking the data from the company
SAP system or SCADA. The data is divided into two groups according to the method of
taking the information.
Mapping &
Analysis
LPS Meeting
(LPS group)
Ranking
Final Selection of Workshops
for 2008 (Steering Committee)
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
84
At machine & inventory
CT Cycle Time (seconds)
TPT Through Put Time (seconds)
I Inventory by machine or intermediate inventory (pieces)
SAP & SCADA
OP/sh Operators per shift (1 operator per shift / 3 shifts per day 1/3)
Qty Quantity produced (pieces / operator / shift)
BS Batch Size (pieces)
# ref Number of distinct references treated in the process
C/O Changeover frequency (number of changeovers / week)
C/O t Changeover time (hours)
Scrap (%)
GE Global Efficiency (%)
I
Inventory in warehouse or at supplier (pieces)
The VSMs were made according to the schedule, but some datas were not possible to
attain due to problems such as no production activities on the day of the mapping or
insufficient data about individual machines in SCADA. Before the presentation of the
analysis as much data as possible was obtained. In the cases when the data was not
available it was noted on the value stream maps and those maps not completed after the
presentation were left uncompleted since after the presentation and decision of
workshops for 2008, the maps would not be used again.
Material Flow Diagrams
The material flow diagrams were based on the VSMs and a layout map of the plant.
Machine numbers were noted on both the VSMs and the plant layout; therefore the
distance the material flows in the plant could be estimated. The distances were
calculated by using a scale layout of the plant and measuring the distance with a ruler.
The VSMs and material flow diagrams can be found in Appendix II and Appendix III.
5.2 Analysis Problems, solution proposals & LPS group
meeting
The VSMs were utilized to create improvement proposals. All data in the VSMs was
examined together with a list of critical machines which can be retrieved from SCADA.
In this case the list of critical machines was obtained by the LPS coordinator. The data
were discussed with the supervisor and thereafter a list of LPS workshop suggestions
was created. Approximately half of the suggestions were created together with the
supervisor and the rest were created by the student alone.
Three major types of workshops were suggested; OEE, SMED and PULL (See chapter
3.3 on page 38 for definitions). For the two former types of workshops following
criteria were used; low value on Global Efficiency, existence on critical machine list
and high values on changeover time & frequency. For the latter, a workshop was
proposed for all investigated references because no reliable criteria existed since it was
not possible to estimate a realistic stock size.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
85
All machines with a GE under 90 % were proposed as candidates for an OEE workshop.
Most candidates for SMED workshops have a changeover time above 2 hours and a
frequency of roughly 1.5 times per week. Some of the candidates that have lower values
are either based on discussion with the supervisor or chosen because the value was the
highest in the value stream of that reference.
The final list contained 41 workshop suggestions, and once the list was done it was
given to the supervisor who selected the 20 proposals he found most relevant. His
selected list together with the VSM analyses was presented at the yearly LPS meeting.
At the meeting the LPS group members discussed the proposals and agreed about the
suggestions they found most important. They deleted some proposals and added some
additional suggestions to the list, see Table 8 below. In the end of the meeting, a list
consisting of 18 suggestions and thereby shorter than in the original, was agreed upon.
The group members were asked to rank the workshop suggestions to enable the LPS
coordinator to make the LPS workshop planning for year 2008.
Two suggestions were missed during the presentation, number 19 and 20 in the list
below, so they were added to the list afterwards, thus in the end the list consisted of 20
workshop proposals. The list was e-mailed to the LPS group members for the purpose
of ranking it. The criteria for ranking was in order of which workshop they thought
would have the greatest impact in terms of money. The ranking was highly subjective,
and depending on the work responsibilities of each group member, the ranking looked
different. There are two reasons for asking the LPS group for advice when planning the
improvements: 1) the members come from different departments so the votes will not be
favorable for one specific department, 2) there exist no precise or scientific manner for
ranking workshop suggestions, and if it did exist the LPS groups opinion would not be
needed.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
86
Table 8: Workshop suggestions lis
# Workshop Type of workshop Area
1 I. PULL Assembly, Ball Pins, PQ35 SBJ
2 II. OEE Pre-assembly and Assembly, PQ35 SBJ
3 III. OEE Machining, Housings, machine 752, PQ35 SBJ
4 IV. PULL Assembly, Housings, PQ35 SBJ
5 V. SMED Machining, Housings, machines 787-777
6 VI. PULL Assembly, Ball Pins, PQ24/25
7 VII. PULL Assembly, Housings, PUNTO SBJ, G124
8 VIII. OEE Machining, Housings, machine 648
9 IX. OEE Assembly, PUNTO SBJ, G124
10 X. PULL Assembly, Housings, Delta line
11 XI. SMED Pre-assembly, Delta line
12 XII. SMED Assembly, Delta line
13 XIII. OEE Pre-assembly, Delta line
14 XIV. OEE Assembly, Delta line
15 XV. PULL Ball Pins, Delta line
16 XVI. PULL IBJs
17 XVII. OEE Machining, Ball Pins, IBJ, machines 614/615
18 XVIII. SMED Machining, Ball Pins, B58-X91-M1, Beta line
19 XIX. Optimization of
processes to control
external processes
and deliveries
Not defined
20 XX. Self control Place or reference not defined
5.2.1 Savings estimations
Savings estimations were made for some workshop suggestions on the list, but it was
not possible to estimate the savings for all proposals.
OEE
The ultimate goal of an OEE workshop is to reach the theoretical GE or OEE of 100%.
To find out the theoretical productivity Equation 3 was employed, and after the
difference between the theoretical and the real productivity was used in Equation 4. The
savings were finally calculated with Equation 5, see chapter 3.3.1.
SMED
During the final degree project it was not possible to calculate the actual possible
savings of a SMED workshop at ZF Ansa Lemfrder. It was only possible to calculate
the productivity increase due to the time freed by the decrease of changeover time,
assuming that all time freed is devoted to production only. The same equation as above,
Equation 5, is used to calculate the possible saving.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
87
The other way of calculating the benefits of SMED is the decrease of inventory and
thereby decreases of inventory costs. This was not possible at the time, because no
defined inventory levels existed.
PULL
Just like in a SMED workshop, the benefits of a PULL workshop will most likely be a
decrease of inventory as well as a decrease of throughput time. As mentioned before,
the economical benefits cannot be calculated. This is the reason why it was not possible
to estimate the savings of the PULL workshops.
5.3 Ranking of the workshop suggestion list
5.3.1 Subjective ranking by LPS group & savings estimation
Five out of nine LPS group members ranked the list of workshop suggestions. The
results of the ranking are shown in Table 9 below.
Table 9: Workshop suggestion ranking
Rank Workshop Type of
workshop
1 2 3 4 5 6 6 () Avg.
score
1 VIII. OEE 18 20 14 9 12 20 131,482 15.5
2 XI. SMED 17 18 20 8 20 8 53,383 15.2
3 X. PULL 15 15 11 19 15 - 15.0
4 XII. SMED 16 19 19 5 19 2 14,243 13.4
5 II. OEE 20 12 9 20 10 6 39,018 12.8
6 XV. PULL 6 11 15 14 16 - 12.4
7 VI. PULL 19 6 3 18 14 - 12.0
8 XIV. OEE 7 17 16 2 17 13 85,689 11.8
9 XIII. OEE 8 16 17 3 18 5 35,169 11.2
10 I. PULL 12 11 7 16 9 - 11.0
11 V. SMED 11 14 13 12 13 2 13,989 10.9
12 IV. PULL 14 10 5 13 8 - 10.0
13 VII. PULL 10 16 6 15 3 - 10.0
14 III. OEE 13 13 12 1 11 5 36,132 9.2
15 IX. OEE 9 4 4 17 7 7 47,740 8.0
16 XVII. OEE 1 8 18 6 5 5 32,793 7.2
17 XVI. PULL 2 7 8 10 6 - 6.6
18 XVIII. SMED 5 9 2 11 11 - 5.8
19 XIX.
Optimization
3 3 10 4 4 - 4.8
20 XX.
Self control
4 5 1 7 1 - 3.6
The five LPS group members ranked the suggestions by giving them a score between 1
and 20, where 1 signifies the smallest impact and 20 the largest impact. The ranking
was integrated together with the savings estimations made for the workshops, and the
list was ordered by the average score of each suggestion. See also Appendix IV.
Since not all workshops savings could be estimated, the assumption was made that the
maximum value of those evaluated was the maximum value of all suggestions on the
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
88
list. Thereby the scores could be set by using the equation below, making it possible to
rank also the 10 proposals that had savings estimations: (Guerrero, 2007)
Equation 12: Ranking of workshop proposals with savings estimations
Rank
MaxEuro
xEuro
=
20
[12]
Example of score calculation based on cost estimation using Equation 12 (workshop
suggestion XVII, OEE)
5 9 , 4
131482
20 32793
=
5 points
The ranked proposals were placed in a diagram visualizing the impact, effort and
probability of success, see Figure 74 and Figure 75 below. In the diagram the order of
implementation of each workshop was numbered by the LPS coordinator. Note that the
order differs from the ranked list. This is due to the probability of success factor; the
workshop with the highest probability of success was chosen to be carried out first.
Another difference from the ranked list is that number 6, 7 and 10 from the list have
been placed to be carried out in the same PULL workshop because they treat the same
topic and the same type of components.
Figure 74: Diagram showing the order of workshop implementation
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
89
Figure 75: Explanation of figures in the diagram
The higher the effort the more the workshop would cost to carry out. The higher the
impact the bigger economical savings might be. The ultimate workshop would be
marked with a green circle, placed in the top left corner. That workshop would imply
that the economic savings would be fairly high, the cost of carrying out the workshop
would be low, and the probability of success high. The opposite of those results would
be produced by a workshop placed in the bottom right corner. The diagram above was
based on following factors (Guerrero, 2007):
Impact (scale 1-20)
Based on subjective rankings and calculated savings estimations
Effort ()
Based on cost estimations made by the LPS coordinator; Number of days, Number of
participants per day, Investments, Hours of external help (all except workshop
members), Extra hours to maintain changes afterwards
Probability of success (3=high, 2=medium, 1=low)
Subjective estimation made by LPS coordinator,
Below in Table 10 is the final list of workshops, in order of which was planned to be
carried out first.
Table 10: Final workshop list of 2008
# Type Area
1. SMED Pre-assembly, Delta line
2. OEE Machining, Housings, machine 648
3. PULL Assembly, Housings, Delta line
4. SMED Assembly, Delta line
5. OEE Pre-assembly and Assembly, PQ35 SBJ
6. PULL Ball Pins, Delta line + PQ24-25 + PQ35
7. OEE Assembly, Delta line
8. SMED Machining, Housings, machines 787-777
9. OEE Pre-assembly, Delta line
10. PULL Assembly, Housings, PQ35 SBJ
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
90
5.3.2 Final selection/approval of LPS topics year 2008 - Steering
committee
The LPS coordinator gave the workshop plan to the technical director of the company,
who approved it in December 2007. Thereafter a schedule for the first 6 months of LPS
activities was set by the LPS coordinator. The steering committee approved the plan in
the beginning of 2008. Their decision was not very urgent, because at the time there was
no top-manager at the company because the previous retired in December 2007, and the
new top-manager did not arrive until February 2008.
5.4 Analysis of supermarket, safety stock and batch sizes
As a part of the analysis of the final degree project, the student was asked to estimate
the maximum and minimum inventory levels needed in each mapped process (i.e. 10
processes). The student attempted to calculate the appropriate inventory levels since
those calculations could be used for estimating cost savings for the ranking of the
workshop suggestions. After a few days of research about supermarket sizes, it was
concluded that it is very difficult to calculate the levels due to lack of some crucial data.
Also, the necessary data might change until the supermarket is implemented, so it would
be better if the calculation is done at the time of implementation of the inventory levels.
Therefore the student and the supervisor agreed that it is better to let the estimation of
inventory levels be done at the moment needed. And even though it was agreed not to
calculate the inventory levels, the manner of doing it is explained in this chapter for
possible future use at ZF Ansa Lemfrder.
The premises for installing supermarkets were explained in the LPS PULL workshop
chapter 3.3.4. And as mentioned before, each premise needs to be fulfilled; otherwise
the supermarket inventory levels might become higher than the levels in a regular
inventory system. The premises are as follows:
1. Assure stable supplies before implementation
Stable, 100% reliable material supply
2. Do only implement on reliable and well-tried processes
Stable processes
3. Study demand history and sales forecasts in to assure that the demand is stable
Levelled production (small variations in demand)
4. Decide frequency of component deliveries
Short preferably standardized transport cycles (takted supply)
5. Decide frequency of Kanban pickup
Information flow fast as possible (takted)
6. Implement batch sizes for all internal processes
Short changeover times small batch sizes
7. Investigate need for changes in packaging or quantities for internal processes
Optimized packaging for next process / customer
8. All concerned employees must receive sufficient training before implementation
Knowledge of employees (information, training)
+ Estimate (or calculate) the necessary safety level of inventory for all
components
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
91
The premises written in bold above were not fulfilled at the time of the final degree
project, therefore it was not possible to make a reasonable estimation of the inventory
levels. Following are suggestions of actions which ZF Ansa Lemfrder could do to
fulfil the premises. The actions were discussed with the technical director of the
company in December 2007.
5.4.1 Decide frequency
The frequencies of component deliveries and order or kanban pickups must be decided.
The logistics, production and planning departments must agree on the frequency of
deliveries and who is to deliver the goods.
5.4.2 Batch size
A batch is a quantity produced at one operation. It can also be called lot. It is a definite
quantity of some product manufactured under conditions of production that are
considered uniform. (Oxford English Dictionary, 2008)
At the time of the final degree project there existed no defined standard batch size for
the raw material and the machined material at ZF Ansa Lemfrder. Instead, the batches
depended on the amount of pieces the supplier provides, and usually the suppliers
batches are a random amount of components for each delivery. But for the assembled
pieces there is always a batch size according to the customer request. Figure 76 below
illustrates where the batch sizes are not defined.
Figure 76: Batch sizes at ZF Ansa Lemfrder
The minimum batch size depends on factors such as changeover time, costs for storage,
ramp-up problems after changeover, experience, etc. One guideline for deciding a
Process:
Machining
Process:
Assembly
SUPPLIER
Inventory
size ?
Inventory
size ?
CUSTOMER
Inventory
size ?
Raw Material Machined Material Finished Product
Random
Batch Size
Batch Size Based on
Customer Request
Explanation of Batch Size Arrows
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
92
lean batch size is to calculate the economic lot size, following information is needed
for that:
Setup cost Labour and material for changeover
Storage cost Carrying cost per unit, average cost for storing an average production
unit for average time
Example: Economic lot size (ELS) for BTB 928, housing machining
Below is an example illustrating the Economic lot size of A7, See also Figure 77.
Following data and calculations were used. (Syamil, 2008)
Average changeover time 3 hrs
Operator salary 27.27 /hr
Demand a a = 1500 pieces/day
Lot size b b pieces
Lots per day c a / b = c lots / day
Average storage time x x = 1 / 2c days b / 2a days
Set up cost = (Labour cost/hour * Avg. Changeover time) / batch size pieces = x / piece
Storage cost = cost per piece per day * average storage time = x / piece
Total cost = changeover cost + storage cost
ELS 18 000 pieces
Note: If lower ELS are a shorter set up time will be necessary. A set up time of 1 hour would give an ELS
of 12 000 pieces.
Figure 77: Example of Economic Lot Size calculation for BTB 928, A7
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
93
The graph above in Figure 77 shows that the economic lot size is 18 000 pieces at the
point of the curve where the total cost is minimum. But since the curve of the total cost
is quite flat it is better to choose a lower quantity of the batch size, since it will increase
flexibility and makes the inventory levels lower which will release space. The lot size
could be set to 12 000 pieces or even 9000 pieces if the production responsible believes
that the benefits of having a more flexible system are greater compared to the costs of
changeovers. The economic lot size can be rounded up to an appropriate unit, such as
production of 1 day or 1 shift.
The current average batch size of machine BTB 928 is about 8000 pieces in average,
based on that there were 120 changeovers and 960.000 pieces produced in 2007. This is
lower than the ELS calculated in the example above, which was between 12 000 and
9000 pieces. But in fact the batch size of the machine is not always 8000, it usually
differs for each batch and can be smaller or larger than 8000. The size of the batch (or
order for changeover) often depends on the availability of raw material as well as
customer demand.
It is important to point out that the Economic lot size is only a guideline because of two
reasons; 1) Other factors affect the needs of the production, such as delayed deliveries
causing the need of urgent changeovers; hence the quantity needs to be chosen with
care, 2) The economic benefits of having smaller batch sizes is not easy to calculate, but
there are benefits such as; shorter lead time, increased quality, smaller stocks and
increased flexibility.
Hence caution should be taken when picking a batch size, the decision should not only
be based on the economic batch size, but also other benefits such as those mentioned
above needs to be considered. It is important that experienced personnel are involved in
the decision of the size of the batch for each reference. Most likely, planning,
production, logistics and maybe purchase departments will need to give their opinion
about the batch size.
5.4.3 Safety stock
As explained in the report, the safety stock levels can be set based on experience. This is
probably the easiest way, since there are many experienced employees at the company.
If it turns out that it is too big or too small, it is easy to change the size of the safety
stock, assumed that there is a follow up after the implementation. (Steffen, 2007)
Just like in the other two cases, it is important that experienced personnel from involved
departments are a part of the decision of the size of the safety stock. Involved in the
decision should be the planning and production departments, maybe together with
operators and shift leaders who know the production very well.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
94
6 IMPLEMENTATION - LPS workshop SMED & 5S
6.1 Choice of topic
After discussions it was agreed that the workshop topic would be SMED and 5S since
that was also the topic of the practice workshop in which the student participated in as a
pre-study. But in year 2008 a new way of defining a workshop was implemented at ZF
Ansa Lemfrder, making it necessary to separate the main topics of the workshops.
Therefore, two separate consecutively workshops on the same machine, SMED and 5S,
were chosen as the topic for the final degree project.
The reason to the change was that the global LPS group had seen a summary of the
workshops of the past year, 2007, and had pointed out that ZF Ansa Lemfrder had a
very low number of workshops compared to other plants in the group. The cause for
that was that in each workshop run at Ansa, 5S was included. While at the other plants,
5S was always done as a separate workshop. Therefore the LPS coordinator decided it
was better to separate all workshop topics in order to follow the Lemfrder group
standards.
The proposed area in the plant was the Delta line pre-assembly machine 935, based on
the list of planned workshops for 2008. See Table 10 in chapter 5.3.2. But when
discussing the topic with Emiliano de los Mozos of the engineering department who has
a lot of experience from the Delta line, he said that the changeovers for that particular
machine usually do not take more than an hour. He suggested that another machine,
assembly machine 936 in the same production line should be investigated instead. Both
machine 935 and 936 were on the list of planned workshops for 2008, but the LPS
coordinator found it important to start the year with the workshop on the machine with
the longest changeover time. It was decided that two preliminary observations of
changeovers, one of each machine, were to be done before taking a decision of which
machine to focus on. (de los Mozos, 2008)
6.1.1 First preliminary observation Delta line machine 935
On December 18
th
2007 the preliminary observation of the changeover in pre-assembly
machine 935 was made. All the actions the operator made during the changeover were
written down together with the duration and classification of operations. The data was
thereafter transferred into an excel template do create a waterfall diagram, see Figure
78.
The total time of the changeover was 98.5 minutes (1.64 hrs), and the main parts of the
changeover time were; Mechanical changeover (47%), Waiting (18%) and Movements
(16%).
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
95
Figure 78: Waterfall diagram of classified activities, preliminary observation of machine 935
Also the registered times of the machine from SCADA were collected for comparison
purposes between the two machines. The graph below in Figure 79 illustrates all the
changeovers registered during the period 01/06/2007 30/11/2007 which equals 98
work days at ZF Ansa Lemfrder. During this period the average changeover time
registered in SCADA were 2,1 hours at a frequency of more than one changeover per
day (1.3 per day).
Figure 79: Registered changeovers during period 01/06/2007 30/11/2007
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
96
6.1.2 Second preliminary observation Delta line assembly machine 936
On December 21
st
2007 the preliminary observation of the changeover in assembly
machine 936 was made, see Figure 80. The observation followed the same procedure as
for the previous observation of machine 935. The total time of the changeover was 62.5
minutes (1.04 hrs), and the main part of the changeover time was; Mechanical
changeover (76%).
Figure 80: Waterfall diagram of classified activities, preliminary observation of machine 936
During the period 01/06/2007 30/11/2007 the average changeover time registered in
SCADA were 2,05 hours at a frequency of almost one (0,92) changeover per day. The
changeover duration average is 0.05 hrs shorter than for machine 935 also the
changeover frequency is lower. See Figure 81.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
97
Figure 81: Registered changeovers during period 01/06/2007 30/11/2007
6.1.3 Final topic SMED and 5S on Pre-assembly machine 935
The observations and data from SCADA of the two machines showed that the pre-
assembly machine 935 needed longer time for changeover and undergoes changeovers
more frequently. See Table 11. Hence it was decided that the workshop should focus on
machine 935.
Table 11: Comparison of changeover observations
Pre-assembly 935 Assembly 936
Average changeover time 2,1 hrs 2,05 hrs
Changeover frequency 1,3 times/day 0,92 times/day
Duration of observed
changeover
98,5 min (1.64hrs) 62,5 min (1.04hrs)
Many factors affect the duration of a changeover, such as operator experience, material
supply and unexpected problems. Also the way of registering the time might differ from
case to case depending on the operator or if it is in the end or beginning of a shift.
Despite the knowledge of that those factors might have affected the measured and
registered times, it was decided that it was better to chose the machine with the longer
duration. Either way, the second machine was planned to be a part of a SMED and 5S
workshop later the same year.
6.2 Planning and preparations
The preparations of the workshop consisted of making a schedule and worksheet with
objectives and initial data, inviting the team members, informing and inviting the LPS
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
98
group and steering committee to the workshop presentations, reserve the LPS room and
equipment etc.
The checklist in Appendix V was followed in order to prepare for the workshop
contents. It includes the main steps of the workshop, together with necessary
preparations and the responsibilities of the coordinator during each step of the
workshop.
6.3 The workshops - SMED and 5S
6.3.1 Schedule
In Appendix V is the schedule which was handed out to all workshop members three
days before the workshop started. The scheduled was followed without any changes.
The members also received a copy of the workshop definition sheet which contains
objectives, times and team members names etc. See Appendix V.
Two timetables existed for the workshops; one full time of eight hours per day and one
reduced of three hours per day. The latter one was needed since some departments were
not able to spare one person for eight hours per day, but they agreed on the compromise
of participation three hours per day.
6.3.2 Workshop teams
The workshop teams consisted of following members:
SMED team members
From the left:
Sarah Johnsson (LPS & coordinator)
Benedicto Aparicio (Engineering)
Luis Maria Prez (Maintenance)
Ricardo Garca (Engineering)
Jos Moreno Murillo (Machine 935)
Julio Guerrero (LPS)
Csar Blanco (Quality)
Emiliano de los Mozos (Engineering)*
5S team members
From the left:
Benedicto Aparicio (Engineering)
Sarah Johnsson (LPS & coordinator)
ngeles Ruiz Gonzlez (Machine 935)
Ricardo Garca (Engineering)
Julio Guerrero (LPS)
Jos Javier Villanueva (Sales)
Emiliano de los Mozos (Engineering)*
*Not in picture
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
99
As mentioned in chapter 3.3.2 the SMED workshop team should consist of the
following members, but in this case no setter exist at machine 935 and the design
department did not participate in the workshop.
LPS-Trainer
Setter
Operator
Maintenance
Responsible for the area (production cell manager, team leader, )
Production engineering
Quality
Design
The operators at ZF Ansa Lemfrder work shifts. There exist three shifts per day, and
every week they alter shift. The workshops were held during 7 days, i.e. 5 days the first
week and 2 days the second week. Therefore, the participating operator of machine 935
differed for the two workshops. In the SMED workshop members from maintenance
and quality participated, while during the 5S workshop they could not participate.
Furthermore, in the 5S workshop, a sales engineer from the sales department was able
to participate on a reduced schedule. This was the first time a person from the sales
department participated in a LPS workshop.
6.3.3 Method
The workshop was carried out during seven days in accordance to the eight phases of a
typical LPS workshop; see Figure 17. What was completed during each phase is
explained further on. Just like the practice workshop, the workshop was held in the LPS
room at ZF Ansa Lemfrder. But this time only three presentations were held, the
intermediate SMED presentation and the final presentations of SMED and 5S
respectively. During the workshop, the important points from the pre-study workshop
were followed, see chapter 4.5.
Figure 17: LPS phases
Phase 1
Education
Before 1 - 2 weeks
Phase 2
Objectives
& tasks
Phase 3
Analysis
Phase 4
Ideas and
solutions
Phase 5
Implement
solutions
Phase 6
Evaluate
results
Phase 7
Standardi-
sation
Phase 8
Comun-
icate
results
Organizer:
Methods &
insights
Workshop team:
Generate,
implement and
verify improvements
plan
do check
act
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
100
6.4 The SMED workshop
6.4.1 Phase 1 & 2 - Education and objectives
The SMED workshop was held during 5 days, starting on Monday February 3
rd
2008.
The first hour of the first day a one hour presentation about SMED was held for the
whole team, and in accordance to the important points of the pre-study workshop, the
rules during the workshop were explained. Also, the area to be studied was presented as
well as the objectives.
The studied machine was a pre-assembly machine (935) in a line called the delta-line.
The delta-line consists of two pre-assembly machines and three assembly machines.
The pre-assembly machine 935 is connected with two assembly machines, 936 and 937.
Pre-assembly machine 935 assemble four references, A7, X91, B58 and ALFA 939,
whereof the three first goes to assembly machine 936 and the two last goes to assembly
machine 937. See Figure 82 below.
Figure 82: Layout Delta line
The target machine, pre-assembly machine 935, see Figure 83, preassembles ball joints
by assembling four components. Thereafter the pre-assembled ball joints are transported
on a conveyor belt through an oven for heat treatment, and are thereafter transported on
a belt to the destination assembly machine. One operator per shift works 100% at the
pre-assembly machine.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
101
Figure 83: Pre-assembly machine 935
Objectives and initial state
As mentioned in chapter 6.1, the historical changeover time of machine 935 was and
average of 120 minutes during the period October 1
st
2007 January 14
th
2008, with a
frequency of roughly 1 changeover per day (the frequency changes from month to
month). This was set as the key value, and the objective of the workshop was a 50%
decrease of the key value of the changeover time. Another objective was to decrease the
movements and transportations during the changeover by 50%, see workshop definition
sheet in appendix V. The initial value of the movements was not known in the
beginning of the workshop, but was to be measured during the observation of the
changeover. The third and last objective was to simplify the changeover, and since this
is a highly subjective objective no key value or means for measurement was set. The
above objectives are standard LPS objectives when running a SMED workshop.
Statistics of machine 935 showed that the main reason for machine stops was
changeovers. The changeovers were responsible for 54 hours of stops, i.e. 32% of the
total amount of stops during the same period mentioned above. (All data from SCADA)
See Figure 84 below.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
102
Figure 84: Pareto diagram of causes for machine stops (pre-assembly machine 935)
6.4.2 Phase 3 - Changeover observation and analysis
A changeover was performed by Jose Moreno Murillo, one of the workshop team
members and also operator at machine 935. He was asked to make the changeover in the
same manner as usual, and the rest of the team observed the work and documented it as
planned through video, photos and drawing the movements. Thereafter, the collected
data was analysed by listing all the changeover operations, classifying all activities and
next making the following graphs (Figure 85, Figure 86 and Figure 87)
Figure 85: Classified activities first changeover observation of machine 935
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
103
Figure 86: Internal and external activities of first changeover observation of machine 935
Figure 87: ECRS analysis of first changeover observation of machine 935
The diagram with the classification of the operations shows that the two operations with
the longest duration are mechanical changeover and adjustments. The analysis of
whether or not the operations had the potential to be internal or external showed that the
majority of the activities need to be internal, only 4 minutes (i.e. about 8%) could be
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
104
converted into external activities. The ECRS analysis shows that the team estimated that
several operations could be simplified and a few be eliminated or combined. The
spaghetti diagram from the observation showed that the operator had moved 391 meters
during the changeover. See appendix V.
6.4.3 Phase 4 & 5 - Problems, tasks and solutions
Looking at the analysis the team started to discuss the main problems causing the long
durations of the mechanical changeover and the adjustments. The team was enthusiastic
and came up with many ideas without the need of guidance from the coordinator.
The analysis showed that there was not one main operation, rather several shorter
activities. Therefore, several tasks were created with the hope that the total amount of
time savings created by the implementations would be enough to create a decrease.
Following are the 16 problems thought of during the workshop, together with tasks and
implementations.
Problem It is difficult to fasten the guides of the ball pins and seats, very time
consuming to screw down the screws since they are long.
Task Look for alternative systems to tighten the guides for ball pins and
seats.
Final solution Rapid changeover washers were added so that the operator does not
need to screw down the screws as far down as before. Also, the
washers were fastened in the machine by chains to eliminate the risk of
loosing the washer during changeover.
Problem While exchanging some tooling inside the machine the operator starts
to take out the eight old ones and thereafter place the eight new ones.
The separation of operations (that could be combined) is a waste.
Task Investigate possibility of combine the exchange of tooling
Final solution An additional space for putting tooling was created, enabling the
operations to be combined.
Problem The emptying of the feeder drums for seats and end caps is time
consuming and sometimes ergonomically incorrect.
Task Investigate possibility to empty the feeders of seats and end caps
automatically
Final solution The feeder drum for the seats already had an automatic function for
emptying that was not known to the operators; this function was put
into the new procedure of the changeover, also a stand was made for
placing the box where the seats will exit during emptying. The feeder
drum for the end caps also had the same function, but the drum is
covered with a sound reducing shell which disables the function of
automatically emptying the end cap feeder. But to facilitate the
emptying of the feeder a stick with a magnet attached on the end was
placed next to the feeder. This makes the work a bit easier.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
105
Problem The operator transported components, to and from the same storage
area, but separate times for each component. The number of transports
could be decreased.
Task Find a way to transport components at the same time and make it a part
of the new changeover procedure.
Final solution The task was rejected. The operator did not like the idea of transporting
the components at the same time since it is more convenient to have
the components on their individual carts next to respective feeder. If
the cart would be shared between the components it would either
increase the movements when filling the feeder during the regular work
or would require lifting and moving the boxes of components to put
them next to the feeder.
Problem Loading the feeders was difficult since the operators only tool to fill
them were boxes designated for storing ball pins; the only other option
was to use their hands.
Task Find a way to simplify filling end caps and seats into the feeders.
Final solution Small shovels were purchased and hung by each feeder.
Problem The end cap guide did not have visual marks for different references.
This made the adjustments of the guide difficult and the operator
depended on trial and error, including walking in and out of the
machine, to get the adjustment right
Task Make it easier to adjust the end cap guide
Final solution One guide for each reference was produced. The new guides are easy
to take out and exchange, so the total duration of exchanging the new
guides is shorter than the duration of adjustments
Problem At the conveyor belt there is a protection shield to prevent accidents.
There were two shields for the four references, and depending on the
references the shield was exchanged. The exchange of shields was
unnecessarily time consuming
Task Simplify the mounting of the conveyor belt protection or investigate
the possibility of unifying the protection shields
Final solution The protection shield was unified so that all different references can
use the same shield, eliminating the need of exchanging it
Problem When the flanging station tool was exchanged, the operator had to go
out of the machine to fetch a tool and thereafter return into the
machine.
Task Place tool by flanging station
Final solution the necessary tool was placed by the flanging station inside the
machine
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
106
Problem During production, the operator checks if the thread of the housing is
cantered, by putting the housing in a special control tool. In each
changeover the operator exchanges the control tool. But the team
thought it was strange that the thread had to be checked in pre-
assembly because the thread is also checked in the process before
Task Eliminate thread centre check at machine 935
Final solution The quality department agreed to eliminate the quality check for three
out of four references, eliminating the need to change the control tool
Problem Dust from the flanging operation makes it dirty in the machine
Task Find a way to improve machine cleanliness
Final solution The team placed a source for compressed air in the machine and
defined in the new changeover procedure to vacuum clean the fixtures
of the tooling during each changeover. (to avoid machine breakdowns
or poor quality due to the dirt)
Problem The changeover times for different operators differs. The workshop
team thought that one reason is that the changeover standard procedure
is not clear enough
Task Define new standard procedure for changeover and teach it to all
operators of machine 935
Final solution New standard procedure was created during the workshop
Tasks not finished during the workshop (29/02/08)
Problem There is a tool for marking the; logotype, reference and week of
production. To change the reference or week the machine needs to be
stopped, i.e. an internal operation. But if there would be a duplicate of
the tool the operation could be done externally.
Task Duplicate the marking tool to make the operation external
Final solution Not finished during final degree project
Problem Usually the operator does not know ahead when the next changeover
will take place. If the order of a changeover comes right after the
operator has filled all the feeders of the machine, it will make the
changeover duration longer since emptying the feeders is time
consuming
Task Find a production planning solution to ensure that the operator is
informed of the changeover at least one hour earlier, so that the
operator can avoid filling the feeders.
Final solution Not finished during final degree project
Problem It is time consuming to adjust the ball pin rail
Task Find a way to simplify the adjustment
Final solution Holes were made in the rail, which makes it possible to find the right
position without any adjustments. Finished in end of February 2008
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
107
Problem Changing the feeder plate is time consuming
Task Investigate possibility to unify the feeder plate for all references
Final solution A CAD model of the new feeder plate was made, but the physical plate
was not produced during final degree project
The tasks not finished during the workshop were noted in the kaizen book. The
important point of phase 5 (see pre-study, chapter 4.5.4) was that all tasks should be
carried out during the workshop, and this was nearly achieved except for four tasks
which were carried out later by the persons responsible for respective task.
6.4.4 Phase 6 - Result evaluation
Right after most of the tasks had been implemented, the changeover was observed a
second time. The team documented the changeover in the same manner as before, and
the results are illustrated in the following waterfall diagram, Figure 88.
Figure 88: Comparison of first and second changeover observation, machine 935
The total time of the second changeover was 44,9 minutes (44 minutes and 55 seconds)
see Table 12. Compared to the first changeover observation, which had the duration 55
minutes, i.e. the total time was decreased by 18%. But if looking closer on the duration
of the classified activities we can see that the decrease was affected by three factors:
mechanical changeover activities, adjustment activities and machine breakdown
activities. The mechanical changeover activities duration were reduced by 9,4 minutes,
i.e. 27,5% decrease compared to the first changeover, and the adjustments by 9,1
minutes, i.e. 64%. But during the second changeover observation some machine
breakdowns occurred which did not happen during the first changeover. The
breakdowns had a duration of 10,4 minutes.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
108
The movements of the operator during the second changeover observation were actually
30% greater than in the initial observation. It can be explained by the breakdowns
during the second observation. During the breakdown, the operator had to walk back
and forth from the control board and various parts of the machine in order to find out
what was wrong with the machine.
Note that in the second observation the duration of the movements was zero, but that
was in fact not true. During the classification of the activities the movements were
forgotten, but one can assume that the duration increased due to the breakdowns.
Table 12: Duration of changeover activities and Movements during changeover
Duration
Classification Initial duration Duration after
improvements
Difference
Movements 00:01:15 00:00:00 - 100%
Documentation 00:01:50 00:02:35 + 41%
Adjustment 00:14:39 00:05:15 - 64%
Control 00:00:37 00:00:50 + 35%
Mechanical
changeover
00:33:14 00:24:06 - 27,5%
Cleaning 00:00:00 00:00:00 ----------
Breakdowns 00:00:00 00:10:24 +
Transports 00:03:25 00:01:45 - 49%
Waiting 00:00:00 00:00:00 ----------
TOTAL duration 00:55:00 00:44:55 - 18%
Movements
Initial After improvements Difference
391 m 507,5 m + 30%
One can suppose that the time decrease of the mechanical changeover steps as well as
the adjustments will be maintained, since those activities look the same for any
changeover and are unlikely to be affected by outer circumstances. The total decrease of
the two activities mentioned above was 18,45 minutes, i.e. 39%.
If we would assume that the breakdowns had not occurred, i.e. giving a total duration of
34,5 minutes, the decrease of the total changeover time would have been 37%. But since
machine breakdowns do occur and may be hard to control, it is not reasonable to make
the assumption that the future average changeover time would be decreasing due to the
improvements. However, the improvements did decrease the duration for mechanical
changeover activities as well as adjustment activities during the second observation.
Just as mentioned in the important points of the pre-study workshop, it is important to
keep in mind that the key value in the objective if the workshop, which was a 50%
decrease of the average registered changeover times. Thus both observed changeovers
during the workshop reached the goal value.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
109
6.4.5 Phase 7 - Standardization
The objective of the workshop was to decrease the average changeover time from 120
minutes to 60 minutes. The observed changeovers lasted less than 60 minutes, so the
team agreed that the procedure was a best practice, and that it could be used as an
example for making a new changeover procedure. Normally the changeover procedure
consists of a written document which does not contain any pictures, and it is placed on
the machine. In order to make the procedure more obvious the new procedure was
visualized with photos. It was placed on the machine in two versions; one document of
6 pages with all steps of the procedure written and illustrated by pictures, see Figure 89,
and the second version were made on cards with text and pictures, which were placed at
the location in the machine which it was referring to, see Figure 90.
Figure 89: New changeover procedure, collected 6 page document
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
110
Figure 90: New changeover procedure, instruction card placed on machine
The factors that affect a changeover duration are many. The operator might be working
faster than usual since she is being observed, also the operator experience level will
affect the outcome. Other factors which the operators cannot influence, such as delayed
material deliveries or machine breakdowns, will also show in the duration.
When observing only two changeovers it is impossible to detect all possible problems
that might occur during the changeover. Therefore the attitude during workshop was;
the problems we see now are what exists and is what we will solve. As mentioned in
the important points of the pre-study workshop, the standardization of the changeover
helps to measure the effect of the SMED workshop, and a few months after the
workshop it should be possible to see the effects of the workshop in the data registered
by the operators.
6.4.6 Phase 8 - Communicate results
In the final presentation of the SMED workshop the analysis, implementations, results
and future work were summed up. The audience did not have any particular remarks of
questions so there were no discussions regarding the workshop topics.
A report summarizing the workshop in the size of an A4 sheet of paper was made and
sent to the global LPS group. This is a standard report which is done after any LPS
workshop at all Lemfrder plants. See Appendix V, LPS workshop report.
One month after the workshop ended the operators had still not received education
about the new changeover procedure.
6.5 The 5S workshop
6.5.1 Education and objectives
The 5S workshop was held during 2 days starting on Monday February 11
th
2008. The
first thing of the 5S workshop was the education, which was held during the one hour.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
111
After the education the area of study and objective of the workshop were
communicated. The area of study was the same as before, namely machine 935, and the
objective was 25 points out of 25 on the subjective 5S evaluation. The workshop
followed the procedure of the 5S methodology, namely; Sift, Set, Shine, Standardize
and Sustain. The initial value of the 5S evaluation sheet was 10 points.
6.5.2 Sift and Set in order
The operator was helped by the team to put away all the objects not needed at the
workstation. The objects that were needed at the workstation were left at their original
place, and the other objects were placed in one out of three possible boxes; one for
throwing away, one for using in other part of the plant and one for storage near the
workstation, see Figure 91. Thereafter, all objects still at the workstation were put in
order by situating them in the place where needed most. The place for each thing was
visualized by tape on the floor, signs, etc. See Figure 92.
Figure 91: Tool box at pre-assembly machine 935 before and after "sift"
Figure 92: Clear signals of where things belong
6.5.3 Shine and Standardize
The whole workstation was thoroughly cleaned and cleaning supplies were placed at the
workstation to facilitate the cleaning in the future. A standard for cleaning the machine
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
112
at the end of each shift already existed, but according to one of the operators the way
each operator performed the cleaning differed and sometimes some operators even
forgot to clean. A standard procedure of cleaning was agreed upon with the operator,
and two documents were created and put on the machine in a place visible for everyone.
The first document contains pictures of how it is supposed to look like in the end of
each shift. The second document tells exactly what cleaning activities needs to be done
in the end of the shift and also instructs what cleaning is to be done during changeover
of the machine. See Figure 93 below. The reason to the specific cleaning during
changeover is that some cleaning can only be done when the machine is stopped or
when tooling is being replaced.
Figure 93: New cleaning standards
6.5.4 Sustain
The operators of machine 935 were to be educated in the new cleaning procedure at the
same occasion as the education for the changeover procedure. The standards created
during the workshop were hoped to be followed, but there is no guarantee that it will
happen because at the moment there are no auditory activities of the 5S workshops at
ZF Ansa Lemfrder. The reason is that they do not have enough resources for those
activities; also there exist no standard auditory procedure. A second 5S self evaluation
was made after the implementations and it had a score of 17 points, i.e. an increase of
10 points.
6.5.5 Communicate results
The 5S work was summarized and presented for the steering committee and the LPS
group. No questions were asked after the presentation.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
113
6.6 Lessons learned during the SMED & 5S workshops
After the SMED and the 5S workshops the team discussed what should be done
different in the next workshop. Following points were brought up:
Personnel from quality department need to participate during the whole workshop,
try to involve them next time.
Try to involve all operators of the machine in the workshop if possible, as well as
the shift leader or group leader. One solution might be to start the workshop on a
Thursday and finish on a Wednesday, which would allow at least two different
operators to participate.
It was positive to film the changeover, it made the work easier. Continue with it.
It is important that the objectives are clear from the first day since it will make the
team members focused on their tasks in order to reach the goal.
The LPS room where the workshop education, activities and presentations are
carried out becomes very hot. The LPS coordinator has contacted the relevant
department for fixing it.
Search a way to inform about new changes and the reasons to the changes to the
operators not participating in the workshop, in order to avoid surprises.
It would be better to have the two final presentations (SMED and 5S) at the same
occasion with the aim of keeping the audiences attention.
6.7 Results and follow up
After any workshop at ZF Ansa Lemfrder the tasks that were not finished during the
workshop are registered in a kaizen book. The kaizen book is not a book as it might
sound like, it is rather an excel document containing all unfinished tasks, responsible
person and estimated date of termination. The document is updated by the LPS
coordinator on regular basis until all tasks are done. All but one of the tasks of the
kaizen book were finished during the final degree project. The task not finished was the
feeder-plate modification.
According to the LPS workshop procedures, four weeks after the workshop the group
should meet again to see if the improvements are sustained. However, for the LPS
workshop of this degree project, the last meeting was not held because the student was
no longer present at ZF Ansa Lemfrder at that time.
At the time of the end of this final degree project it was still too early to see clear
changes in the changeover time statistics. But after the project on March 25
th
2008,
more than one month after the workshop, the registered changeover times were
followed up by the LPS coordinator Julio Guerrero. The trend shows average
changeover duration of 55 minutes in March which is below the objective of 60
minutes, Figure 94 and Appendix V. The decrease occurred even though the operators
were not educated during this period. The LPS coordinator and shift leaders believed
that the education was not necessary since the new changeover procedure was clearly
posted on the machine and easy to comprehend. Therefore they consider that the
education abundant if the procedure is easily understood. (Guerrero, March 2008) But it
still remains to see whether or not the durations will be stable in the future.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
114
Development of registered changeover times, machine 935
0.0
0.5
1.0
1.5
2.0
2.5
3.0
Oct-07 Nov-07 Dec-07 Jan-08 Feb-08 Mar-08
Period
H
o
u
r
s
Time
Month avg. time
SMED workshop
Figure 94: Development of changeover times, machine 935
6.8 Workshop benefits
The workshops will hopefully have a positive impact on inventory levels and the
throughput time of the product, or on the productivity of the machine. A productivity
increase can easily be translated into an economic benefit, while a decrease of inventory
level and throughput time are harder to estimate.
The workshop gave more employees at the company the opportunity to learn more
about LPS. The LPS needs to be taught to all employees before the end of 2009, so this
workshop was yet another step towards that goal. Also, the experience gained by the
employees is a valuable resource for further LPS work.
After the improvement implementations on the machine, the operators found several
changeover steps easier. Also some ergonomic improvements ease their work, such as
the magnet for picking up end caps and shovels for filling the feeders. Also, the shorter
adjustment times of some operations eliminates some work with bent back.
Furthermore, the operators spontaneously started to give many improvement ideas after
the workshop, which imply that their involvement in the workshop made them
understand that their involvement contributes to their workplace.
6.8.1 Economic benefits
Calculating the economic benefits of a SMED workshop is a difficult task, since there
exist no standard way to do it in the Lemfrder group. The following is only a
simplified way meant to illustrate and facilitate comparison between workshops of the
same theme. The economic result of a single SMED workshop is not a concern in LPS,
but it is all the implemented improvements functioning together which can give the
biggest economic benefits.
A SMED workshop eliminates non-value adding time, and the decrease of changeover
time opens up for two possibilities, a higher flexibility or a higher productivity. In the
LPS theory the aim of a SMED workshop is to increase the flexibility (by decreasing
the changeover time the frequency of changeovers can increase making the system more
flexible) all in order to help achieve a JIT production. The benefit of a decreased
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
115
changeover time is a faster reaction time between production order and production start
making it easier to fulfill the customer service level. Additionally, the benefits of
increased flexibility are lower inventory levels. But ZF Ansa Lemfrder does not
consider those factors as key values when it comes to evaluating benefits of
implementations, in addition those factors are difficult to measure since no records exist
facilitating these types of estimations.
If the changeover time decrease is not substituted by more frequent changeovers the
productivity of the machine will theoretically increase, supposing that the time freed up
by the SMED workshop is dedicated to production. This is the method of workshop
economic comparison currently used at ZF Ansa Lemfrder, as well as in this report.
The method is used for a rough theoretical estimation of savings, but also as a tool to
compare workshops of the same theme.
Furthermore, the method is appropriate at the moment, since no plan exists for
increasing the changeover frequency in machine 935, at least not in the near future.
Also, the estimation of stock level decrease due to the workshop is impossible to
calculate since there still are no defined stock levels at ZF Ansa Lemfrder.
Since the final degree project finished about two weeks after the workshop ended it was
not possible to retrieve enough statistical results of machine 935. In the following
calculations it is assumed that the objective of 50% decrease will be reached.
Explanation Value
Initial changeover time 120 minutes
Expected changeover time 60 minutes = 1hr
Changeover frequency (average) 1 time per day
Number of workdays between workshop
end and end of year 2008
175 days
Number of workdays in one full year 211 days
Eliminated non-value added time 149 hrs/year
Operator salary 27 /hr
If we assume that the time saved by the SMED workshop is utilized for production, also
assuming that the changeover frequency will be constant, the increase of production
time will be 175 hours during year 2008 or 211 hours during one full year. Instead of
letting the operator use those 175 hours for non-value adding operations, i.e. changeover
activity, the time is dedicated to value adding work, i.e. production. That would
eliminate the waste on non-value adding operations and would thereby be an indirect
saving of 4725 during the remaining of year 2008 and during a whole year the saving
would be 5697 . See Equation 5.
Productivity increase = hrs 175 175 1 1 =
Workshop saving rest of 2008 = 4725 27 175 =
Productivity increase = hrs 211 211 1 1 = (during one whole year)
Workshop saving one year = 5697 27 211 =
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
116
6.8.2 Expenses
The expenses of the workshop only consider the SMED workshop, i.e. only 5 days. The
reason is that the 5S workshop does not have any quantitative key values which can be
used for comparisons. All the salaries are average salaries (Enriquez, 2007) for each
category of work, based on average salaries from year 2007. Note: the member for the
quality department only participated 2 days.
Table 13: Salaries
Number of
participants
Salary
/hr
Participation
hrs/day
Total
participation
hrs
Cost
Operator 1 27.3 3 15 409.5
Engineer 3 34.5 8 40 4140
Maintenance 1 29.6 3 15 444
Quality 1 34.5 3 6 207
LPS 2 0 8 40 0
TOTAL 5200.5
The total cost of salaries during the workshop was 5200.5 , see Table 13. The LPS
participants salaries are not considered, since it is a part of the regular LPS budget and
always dedicated to all LPS activities.
Table 14: Purchases
Product Cost
Small boxes for keeping small tools 162,72
Tool box 24,39
Yellow marking tape 14,81
TOTAL: 201,92
The total expense for purchases during the workshop was 201.9 . The only expenses
registered on the LPS account were those shown in Table 14.
Other expenses
The expenses for the technical implementations and office material were not possible to
estimate, since material that was used already existed at the company. Furthermore
expenses such as electricity as well as usage of the LPS room were not considered since
those two costs would not have changed no matter if a workshop was held or not.
Total workshop cost
Workshop cost = 5200.5 + 201,92 = 5402.42 5400
6.8.3 Comparison
Workshop amortization = Workshop cost / Workshop saving per year = 5400 / 27 = 200
days = 0.95 years
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
117
The time for amortization of the workshop will approximately be one year (200 days).
That is a relatively long time, but it is important to remind and point out that the actual
savings gained from the workshop are very difficult to estimate correctly. A SMED
workshop might not show any immediate economical benefits, but the actual winning
lies in the possibility of making the whole production chain lean through continuous
improvements.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
118
7 CONCLUSIONS AND RECOMMENDATIONS
7.1 Conclusions of the final degree projects
Goal
The goal of this final degree project was to:
1. Find the main problems of the production of the eight highest volume products
2. Select LPS tools/solutions which can solve those problems
3. Successfully implement the most relevant solution through a LPS workshop.
The two first goals were reached during the final degree project. At the end of the
degree project it was still too early to say whether or not the third goal was reached,
since a long period of time is needed to determine the real results of a LPS workshop.
Desired conclusion
The desired conclusion was that one of at the time biggest production problems would
be found and successfully eliminated by using the LPS philosophy and tools. The
biggest problems of the production were found through a value stream analysis and a
subjective ranking made by the LPS group of the company. The problem area perceived
as the most important was focused on in the LPS workshop. As mentioned earlier, it
was too early to state if the workshop was a success or not.
Expected result and usage
The expected results of the degree project were:
If internal deliveries of heavy components is the biggest problem
Result: reduced stock and lead time, leading to released capital
If another problem is bigger, the expected result will be stated in the implementation
phase of the final degree project.
The internal deliveries of heavy components were not found to be the most important
problem at the time, based on the subjective ranking of the LPS group, see chapter
5.3.1. The area that was focused on was the changeover time of a pre-assembly
machine, and the objective was a 50% decrease.
The planned uses of the final results were:
Ideas for future LPS activities
Knowledge and know-how for future LPS activities
During the analysis phase of the degree project many ideas for LPS workshops were
created. The results and procedures are documented in this report which was handed in
to the company.
Tasks
In the pre-study chapter tasks, chapter 1.1.3, the tasks were not clearly stated, instead
following questions were asked and the tasks were stated in the schedule of the final
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
119
degree project, see Appendix I. The answer to the questions can be found in the chapters
denoted in brackets in the end of each question.
Questions to be answered:
What does the current system look like for the 8 most sold products? (Appendix II
and III)
What are the main problems? (5.3.1)
Is the internal delivery system the main problem? (no)
If answer is no:
Which LPS tools can be used to solve the problem? (5.3.1)
Which LPS tools should be used in the workshop executed by the
student? (6.1.3)
If answer is yes:
What is the main problem?
Which LPS tools can be used to solve the problem?
Which LPS tools should be used in the workshop executed by the
student?
What will be the targets and objectives of the workshop? (6.4.1)
How much would it cost to make the changes? (not answered)
How much money can be saved if changes are made? (5.3.1)
How can the changes be standardized in order to maintain the result? (6.4.5)
The question How much would it cost to make the changes was not investigated prior
to the execution of the workshop since it was not possible to predict the specific
solutions that would be created. Instead an economic study was made after the
workshop, estimating the cost of the workshop, see chapter 6.8.
Note - incorrectly asked questions:
Three months into the final degree project, it was realized that the questions to be
answered were not correctly expressed. The question Is the internal delivery system
the main problem was too specific, since the aim was to get a more general idea of the
problems. The question was asked after discussions about the project topic with the
company supervisor, who had suggested that the internal delivery system would be an
interesting area to focus on. Believing that the analysis might lead to the conclusion that
the internal delivery system was the main problem, the question was written in the pre-
study.
But it is important to say that the internal delivery system is one big part which the LPS
focus on, and the system can be broken down into several sub problems. For instance,
the rates of the internal deliveries are affected by factors such as changeover times,
demand, deliveries, etc. Thereby one could say that all LPS related work are somehow
connected to the internal deliveries, but also that it is the entire chain of processes and
systems working together which affects the production output.
7.2 Conclusions and recommendations of the Analysis
The value stream maps created in the beginning of the project were used as a base for
creating the list of workshop proposals. The list was ranked through a combination of
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
120
mainly subjective votes and some possible economic benefits, and the outcome of the
list was the planning of the improvement work of year 2008.
The method of ranking the list by using mainly subjective votes was a necessity. As
mentioned earlier there exists no standard manner of comparing the possible impact of a
workshop in the LPS, since it is impossible to make a correct estimation what the result
will be, but also because the impact of two distinct workshops can have very distinct
outcomes.
The choice of area to focus the LPS activities on can be based on the production data
collected from the processes, such as changeover times, productivity or inventory sizes.
But the data from SCADA or SAP does not reveal problems in the production process.
A value stream analysis helped to make the problems more visible, but since the value
stream map is a snapshot of the production it does not reveal all problems. In the case of
this final degree project, the student made the value stream analysis and at that time she
did not have much knowledge about the processes, thereby there was an increased risk
of missing important problems during the mapping. But since the LPS group
participated in the decision of which LPS activities to do and where to do them, as well
as gave proposals of workshop topics, the likelihood of choosing the areas which would
have the greatest impact increased.
During the final degree project the student was asked to estimate appropriate levels of
regulated inventories needed in the processes of the 8 investigated references. This was
not possible due to lack of necessary data which were batch sizes, delivery frequency,
order pickup frequency and safety stock size, see chapter 3.3.4. It is recommended that
the mentioned premises are established before implementing regulated inventories,
which can be done using the methods for implementing supermarkets including
Equation 6 to Equation 11 explained in chapter 3.3.4 starting on page 56. Supermarkets
are necessary for implementing pull, and since there may be a need of organisational
changes to implement supermarkets; it might be a good idea to set the maximum and
minimum levels of stocks in connection to the execution of a PULL workshop.
7.3 Results and recommendations of the Workshop
Results
The objective of the SMED workshop was a 50% decrease of the changeover time, from
an average of 120 minutes to 60 minutes in the registered times in SCADA.
During the workshop two changeovers were observed, one initial and one after
improvements had been implemented. The difference between the two observations was
an 18% decrease of the total time. See Table 15.
Within the total time the activities adjustments and mechanical changeover took up
the largest part in both changeover observations, and they had the total initial duration
of 47,88 minutes and after the improvements their total duration was 29,35 minutes.
Thus a decrease of 18,53 minutes (-39%). But in the second observation, there was a
10,4 minutes duration caused by breakdowns while in the first observation no
breakdowns occurred. The movements of the operator during the first observation were
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
121
roughly 400 meters, and during the second 500 meters. The movements increased by
30% after the improvements, due to the breakdowns.
Table 15: Workshop results
Duration (workshop data)
Classification Initial
duration (hrs)
Duration after
improvements
(hrs)
Difference Objective
Movements 00:01:15 (1,25) 00:00:00 (0) - 100%
Documentation 00:01:50 (1,83) 00:02:35 (2,58) + 41%
Adjustment 00:14:39
(14,65)
00:05:15 (5,25) - 64%
Control 00:00:37 (0,61) 00:00:50 (0,83) + 35%
Mechanical
changeover
00:33:14
(33,23)
00:24:06 (24,1) - 27,5%
Cleaning 00:00:00 (0) 00:00:00 (0) ----------
Breakdowns 00:00:00 (0) 00:10:24 (10,4) +
Transports 00:03:25 (3,42) 00:01:45 (1,75) - 49%
Waiting 00:00:00 (0) 00:00:00 (0) ----------
TOTAL
duration
00:55:00 (55) 00:44:55
(44,91)
- 18% - 50%
Movements
Initial After
improvements
Difference Objective
391 m 507,5 m + 30% - 50%
5S evaluation
Initial After
improvements
Difference Objective
7 points 17 points + 10 points 25 points (+18)
Both changeover durations were below the key value of the objective of the workshop
(60 minutes). Hence, the procedure observed during the second observation was used as
a best practice when making the new changeover procedure. The new procedure was
clearly posted on the machine. Before the new procedure had been taught to the
operators of the machine, they learned the new procedure solely through looking at the
procedure pictures posted. Therefore, about one month after the workshop, the LPS
coordinator and the shift leaders decided that education would be abundant, since all the
operators were already aware of the new procedures.
The long term workshop result was yet too early to estimate during this final degree
project, but the following Figure 95 shows the changeover times registered in SCADA
by the operators during one month after the SMED workshop. The trend shows an
average changeover time of 55 minutes in March, which is below the objective 60
minutes, even though the operators were not educated during this period. It remains to
see if the lower durations will sustain during the coming months.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
122
Development of registered changeover times, machine 935
0.0
0.5
1.0
1.5
2.0
2.5
3.0
Oct-07 Nov-07 Dec-07 Jan-08 Feb-08 Mar-08
Period
H
o
u
r
s
Time
Month avg. time
SMED workshop
Figure 95: Development of changeover times, machine 935
The cost of the workshop was 5400 . If the final result of the SMED workshop will be
a 50% decrease of the changeover time, either the changeover frequency can be doubled
(which is recommended since it increase the process flexibility) OR the amount of time
that can be dedicated to value adding work will be 211 hours during one year, which
would indicate a saving of 5697. If comparing the cost of the workshop and the
possible savings during one year, it would take approximately one year to cover the
costs of the workshop.
Another result of the workshop was a higher operator involvement. After the workshop,
the operators spontaneously started to come with improvement proposals for the work
place. This can be seen as a step in the right direction of implementing LPS, since the
philosophy encourages employee involvement.
Recommendations
It is recommended to let the operators register the changeover times by hand due to the
problem of validity of the data registered in SCADA, see chapter 1.2.2. Make a list
with; date, operator name, duration and notes for problems and reasons for long
duration. This way the main reasons for long changeovers will be easier to find when
the results of the workshop will be evaluated.
It is also recommended to keep track of the changeover times of the machine for several
months after the workshop until the changeover times are stable. If the changeover
times do not reach the goal value of 60 minutes, follow up will be necessary. An
investigation of why it failed should be made, and another SMED workshop might be
necessary if it is a critical machine.
The 5S workshop results are difficult to evaluate, but one way for evaluation would be
to create a way for making 5S audits. The audit should be equal for all Lemfrder plants
in order to allow comparison.
The lessons learned that are produced in the end of each LPS workshop at ZF Ansa
Lemfrder should be collected in one place, and presented in the beginning of each new
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
123
workshop. This could help the workshop team to avoid making mistakes. Also, if
possible, a lessons learned data base for the whole Lemfrder group could be created.
7.4 Integrating LPS
Letting only the LPS coordinator be responsible for all LPS activities sends out the
message that the activities are only a concern of the LPS department, while it is actually
a concern of the whole company. It is important that the LPS methodology is spread
throughout the company and that the knowledge deepens and gradually integrates the
company culture, otherwise there might be a risk that the LPS will just become a quick
fix and all efforts will be wasted.
In the field of LPS workshops it would be recommendable to let more people be
involved in order to make the LPS implementation faster and to spread deeper
knowledge to more people. One reason for promoting a fast implementation is that if the
implementation is too slow, the results will not be as obvious and employees might start
to think that the LPS does not work as promised.
One way to implement LPS faster is to let the engineers of the engineering department
plan and arrange one LPS workshop each per year in an area of their speciality. This
would deepen their understanding of the LPS work. It would also make the LPS
education of the operators spread more rapidly, assuming that the workshops held
would be extra workshops, and not a part of the 10 yearly workshops of the LPS
coordinator.
The engineers already do work with improvements, and they have a busy schedule and
are often needed in many places on the production floor throughout the day. But it is
advisable that also they learn how to work with improvements through the methods of
LPS. To make it possible for them to both carry out their normal work as well as LPS
activities, they could devote maybe 3 or 4 hours per day during one week to a LPS
workshop or a project, and time could also be set off for improvements based on the
LPS methodology. This does not only have to be limited to the production department
but could be spread to the other departments as well.
A recommendation for next years planning of LPS activities, for year 2009, is to let
employees already involved with production problems make value stream maps, and
thereafter let them make workshop suggestions. This would give a wider range of
information input and make it more likely that no important problem is forgotten.
Another advantage of involving more people in such LPS activities is that the LPS
knowledge would be further spread out in the company.
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
124
8 REFERENCES
Oxford English Dictionary online, Validity, Oxford Univesity Press, Second edition
(1989), Printed 2008-03-14, 14:03
http://dictionary.oed.com.focus.lib.kth.se/cgi/entry/50274591?single=1&query_type=w
ord&queryword=validity&first=1&max_to_show=10, Appendix VI
Oxford English Dictionary online, Reliability, Oxford Univesity Press, Second edition
(1989), Printed 2008-03-14, 14:19
http://dictionary.oed.com.focus.lib.kth.se/cgi/entry/50202002?single=1&query_type=w
ord&queryword=reliability&first=1&max_to_show=10, Appendix VI
Oxford English Dictionary online, Batch, Oxford Univesity Press, Second edition
(1989), Printed 2008-03-14, 16:55
http://dictionary.oed.com.focus.lib.kth.se/cgi/entry/50018304?query_type=word&query
word=batch&first=1&max_to_show=10&sort_type=alpha&result_place=3&search_id=
W7RW-twsuYn-6991&hilite=50018304, Appendix VI
Wikipedia, Author unknown, SCADA, page last modified 2008-03-11, 17:17, Printed
2008-03-13, 14:47, http://en.wikipedia.org/wiki/SCADA, Appendix VI
Wikipedia, Author unknown, SAP, page last modified 2008-03-12, 10:18, Printed 2008-
03-13, 14:43, http://en.wikipedia.org/wiki/SAP_AG, Appendix VI
Wikipedia, Author unknown, Lean Manufacturing, page last modified 2008-03-12,
05:13, Printed 2008-03-14, 14:27, http://en.wikipedia.org/wiki/Lean_manufacturing,
Appendix VI
Wikipedia, Author unknown, SMED, page last modified 2008-02-15, 18:29, Printed
2008-03-14, 15:55, http://en.wikipedia.org/wiki/Single_Minute_Exchange_of_Die,
Appendix VI
ZF webpage, Company: ZF group overview, Responsible VVK, Last Update 2008-03-
04, Printed 2008-03-13, 14:54,
http://www.zf.com/content/en/import/zf_konzern/startseite/unternehmen/Unternehmen.
html, Appendix VI
Arkansas State University webpage, Syamil A., Supply chain design, Last update xxxx,
Printed 2008-03-18, 13:44, http://www.clt.astate.edu/asyamil/chase11/ppt/,
www.clt.astate.edu/asyamil/chase11/ppt/Handout_TPS%20&%20Lean.ppt, Appendix
VI
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
125
Written material from ZF Ansa Lemfrder regarding LPS
Note: The material is copyrighted and not available to the public. To receive copies of any document
please contact Mr. Julio Guerrero, LPS coordinator at ZF Ansa Lemfrder, e-mail:
julio.guerrero@zf.com, telephone: +34 947 47 90 00
ZF Ansa Lemfrder, (2007), Lemfrder Production System - Compact-Training
(Company information about LPS), F-VL, lm000370, PowerPoint slideshow
EN_Compact_Training.ppt
ZF Ansa Lemfrder, (2007), Value stream analysis training (Company information
about LPS), F-VL, lm007798, PowerPoint slideshow EN_WSA-Training.ppt
ZF Ansa Lemfrder, (2007), Lemfrder Production System - Guideline changeover
time reduction, (Company information about LPS), F-VL, lm002734, PowerPoint
slideshow EN_Changeover_reduction.ppt
ZF Ansa Lemfrder, (2007), Lemfrder Production System - OEE, (Company
information about LPS), F-VL, lm002734, PowerPoint slideshow EN_OEE.ppt
ZF Ansa Lemfrder, (2007), Lemfrder Production System - Guideline for Supermarket
Dimensioning, (Company information about LPS), F-VL, lm002734, PowerPoint
slideshow EN_Supermarkt.ppt
ZF Ansa Lemfrder, (2007), Lemfrder Production System - 5S A Process for
Workplace Organization and Visual Controls, F-VL, PowerPoint slideshow EN_5S-
Training.ppt
ZF Ansa Lemfrder (2007), Final presentation of the LPS vision phase,
070604_PRES_5_Presentacin final de la fase de vision.ppt, J:\LPS\FASE DE
VISION\Presentaciones
Enriquez Baranda M.A., (2007), Aplicacin de tcnicas LPS a maquinas de
rebordedado y montaje de rtulas de suspensin, Universidad de Burgos,
(Final degree project report - implementation of LPS in Suspension Ball Joint assembly)
Interviews & information
Guerrero J., Engineer and LPS coordinator, ZF Ansa Lemfrder, Burgos, Spain,
interview, several times between October 2007 and February 2008
de Prado J.M., Engineer, ZF Ansa Lemfrder, Burgos, Spain, interview, January 2008
de los Mozos E., Engineer, ZF Ansa Lemfrder, Burgos, Spain, interview, January 2008
Herremans P., Production responsible, ZF Ansa Lemfrder, Burgos, Spain, interview,
October 2008
Steffen E., Engineer, ZF Lemfrder GmbH, Dielingen, Germany, telephone interview,
November 2007
Melgar Plaza J.J, Engineer, ZF Ansa Lemfrder, Burgos, Spain, October 2007
Final degree project, Sarah Ayumi Johnsson
Lean production: Value stream analysis & application of SMED on pre-assembly machine
126
Literature
Bergman, B., Klefsj, B., (2003), Quality - From customer need to customer
satisfaction, 2
nd
edition, Lund, Student Litteratur, ISBN 91-44-04166-7
Liker, J., (2003), The Toyota Way, Blacklick, OH, USA, McGraw-Hill Professional
Publishing, ISBN 97-0-07-139231-0
Liker, J., (2005), Toyota Way Fieldbook: A Practical Guide for Implementing Toyota's
4Ps, Blacklick, OH, USA, McGraw-Hill Companies, ISBN 97-0-07-144893-2
George, M. L., (2002), Lean Six Sigma : Combining Six Sigma Quality with Lean
Production Speed, Blacklick, OH, USA, McGraw-Hill Companies, ISBN 0-07-138521-
5
Burton, T. T., (2003), Lean Extended Enterprise : Moving Beyond the Four Walls to
Value Stream Excellence, Boca Raton, FL, USA, J. Ross Publishing Incorporated, ISBN
1-932159-12-6
Borris, S., (2005), Total Productive Maintenance, Blacklick, OH, USA: McGraw-Hill
Professional Publishing, ISBN 97-0-07-146733-9
Hobbs, D. P., (2003), Lean Manufacturing Implementation : A Complete Execution
Manual for Any Size Manufacturer, Boca Raton, FL, USA: J. Ross Publishing,
Incorporated, ISBN 1-932159-14-2
Viale, J.D., Carrigan, C., (1996), Inventory Management: From warehouse to
distribution center, Course Technology Crisp, Menlo Park, CA, U.S.A., ISBN 1-56052-
361-1,
Goldsby, T.J., Martichenko, R., (2005), Lean Six Sigma Logistics, Boca Raton, FL,
USA , J. Ross Publishing Incorporated, ISBN 1-932159-36-3
Simchi-Levi, D., (2003) Managing the Supply Chain, Blacklick, OH, USA: McGraw-
Hill Professional, ISBN 0-07-143587-5
Gross, J. M., (2003), Kanban Made Simple : Demystifying and Applying Toyota's
Legendary Manufacturing Process, New York, NY, USA, AMACOM, ISBN 0-8144-
0763-3
Referred to but contents not used for conclusions etc.
Geng, H., 2004, Manufacturing engineering handbook, New York, NY, USA: McGraw-
Hill, ISBN 97-0-07-139825-1
Larraeta, J, (1995), Mtodos modernos de gestin de la produccin, Madrid, Alianza
Editorial S.A., ISBN 84-206-8122-9
127
APPENDIX I: Schedule final degree project
128
APPENDIX II: Value stream maps
Value Stream Map 1: PQ35, SBJ, Ball Pin 1(2).
To calculate the total lead time and the time in process, Equation 1 and Equation 2 on page 34 were used.
129
Value Stream Map 1: PQ35, SBJ, Ball Pin 2(2)
130
Value Stream Map 2: PQ35, SBJ, Housing 1(2)
131
Value Stream Map 2: PQ35, SBJ, Housing 2(2)
132
Value Stream Map 3: PQ24-25, SBJ, Ball Pin 1(1)
133
Value Stream Map 4: PUNTO, SBJ, Housing 1(1)
134
Value Stream Map 5: A7, OBJ, Housing 1(1)
135
Value Stream Map 6: PQ35, IBJ, Ball Pin 1(1)
136
Value Stream Map 7: C307, OBJ, Ball Pin 1(1)
137
Value Stream Map 8: C307, OBJ, Housing 1(1)
138
Value Stream Map 9: B58, OBJ, Ball Pin 1(1)
139
Value Stream Map 10: B58, IBJ, Ball Pin 1(1)
140
APPENDIX III: Material flow diagrams
Material Flow Diagram 1: PQ35, SBJ, Ball Pin
141
Material Flow Diagram 2: PQ35, SBJ, Housing
142
Material Flow Diagram 3: PQ24-25, SBJ, Ball Pin
143
Material Flow Diagram 4: PUNTO, SBJ, Housing
144
Material Flow Diagram 5: A7, OBJ, Housing
145
Material Flow Diagram 6: PQ35, IBJ, Ball Pin
146
Material Flow Diagram 7: C307, OBJ, Ball Pin
147
Material Flow Diagram 8: C307, OBJ, Housing
148
Material Flow Diagram 9: B58, OBJ, Ball Pin
149
Material Flow Diagram 10: B58, IBJ, Ball Pin
150
APPENDIX IV: Analysis
Equations used for calculations: Estimated saving of OEE workshop: Equation 3, 4 and 5. Estimated saving
of SMED workshop: Equation 5. (Note: N.A. = not available)
Ranked list of workshop proposals for 2008
(Only the 20 proposals discussed during LPS group meeting)
Ranking
within
workshop
group Ref.
Type
of ball
joint Process
Line / Group /
machine Key value
Current
status Goal
Estimated
Savings
(/year)
Stock
reduction
(pieces)
OEE workshop (/year) (pieces)
1
PUNTO
SBJ Housings 648 GE 55% 100% 131 482
2
A7
OBJ Assembly Delta - 920 GE 50% 100% 85 689
3
B58
OBJ Assembly
Delta - 936 &
937 GE 35% 100% 66 182
4
PUNTO
SBJ Pre-assembly G124 GE 55% 100% 47 740
5
PQ35
SBJ Pre-assembly
+ assembly
Alfa - G134 GE
82% 100% 39 018
6
C307
OBJ Assembly Delta - 920 GE 50% 100% 38 878
7
PQ35
SBJ Housings 752 GE 85% 100% 36 132
8
B58
OBJ Pre-assembly Delta - 935 GE 50% 100% 35 169
9
B58
IBJ Ball Pins 614/615 GE 60% 100% 32 793
10
C307
OBJ Pre-assembly Delta - 919 GE 58% 100% 31 660
SMED workshop Goal (/year) (pieces)
1
B58
OBJ Pre-assembly Delta - 935 C/O time 2,3 50% 53 383
C/O freq. 4,4 N.A.
2
B58
OBJ Ball Pins Beta - 878 C/O time 3,9 50% 32 916
C/O freq. 1,6 N.A.
3
A7
OBJ Pre-assembly Delta - 935 C/O time 2,3 50% 26 692
C/O freq. 4,4 N.A.
4
Delta line
(A7, C307,
B58)
OBJ Assembly Delta -936 C/O time 2 50% 14 243
C/O freq. 2,7 N.A.
5
PQ35
SBJ Housing 777-787 C/O time 4,42 50% 13 989
C/O freq. 1,2 N.A.
PULL workshop Goal (/year) (pieces)
- SBJ
Assembly -
Housing G133/G134
Total
Inventory 167 769 N.A. N.A. N.A.
-
PQ35
SBJ
Assembly -
Ball Pins G133/G134
Total
Inventory 238 000 N.A. N.A. N.A.
-
A7
OBJ
Machining &
assembly Delta
Total
Inventory 70032 N.A. N.A. N.A.
-
C307
OBJ
Machining &
assembly Delta
Total
Inventory 282598 N.A. N.A. N.A.
-
B58
OBJ
Machining &
assembly Delta
Total
Inventory 47340 N.A. N.A. N.A.
Other workshop
All
All Self-control All N.A. N.A.
151
APPENDIX V: SMED and 5S workshop
documents
Schedule LPS
Workshops 08 03 and 08 04, SMED and 5S on machine
935
152
Workshop definition sheet SMED
SMED workshop 08 03
153
Workshop definition sheet 5S
5S workshop 08 04
154
Workshop planning checklist
Workshop step Necessities / Preparations Responsibility of coordinator
Before workshop: Preliminary
analysis of changeover
Stop watch Observe one or more
changeovers to know what to
look for in the real observation
Introduction Prepare presentation, practice Present in the morning
SMED education Slideshow about SMED, notes
about what to say, practice
Present SMED theory
Objectives and assignment Workshop definition sheet
(Hoja de definicin )
Present the objectives etc.
1st Changeover observation Camera (film), Stopwatch,
Templates for listing activities,
Templates with layout, Measure
tape, Pens
Assign activities, Observe
changeover
Analysis of collected data Excel template for analysing
data
Transfer all collected data to
Excel file, Present results
Solutions generation A1 sheets for writing/drawing
(solutions, sketches, task list
with Deming wheels), Pens,
Enquiry paper for purchases
Document solution tasks, Assign
tasks, Set deadlines
Intermediate presentation
SMED
Excel and PowerPoint templates
for making the presentation, All
data from the observation,
Photos or film
Make the presentation, assign
who is to say what
Solutions implementation In the end of each meeting check
which tasks are fulfilled and
check on list (Deming wheel)
2nd Changeover observation:
(after modifications)
Assign activities
Evaluate result and generate
improvements
Excel template for analysing
data, A1 sheets
Transfer all collected data to
Excel file, present results,
discuss possible improvements
Standardization SMED Discuss appropriate standards,
assign tasks
Final presentation SMED
Excel and PowerPoint templates
for making the presentation, All
data from the observation,
photos
Make presentation, assign who is
to say what
5S education
Slideshow about 5S, Notes about
what to say, practice
Present the 5S theory
5S application Evaluation sheet, Camera,
Cleaning supplies, material for
making etiquettes for visual aid,
etc.
Assign activities
Standardization 5S Discuss appropriate standards,
assign tasks
Final presentation 5S
Excel and PowerPoint templates
for making the presentation,
photos
Make presentation, assign who is
to say what
Follow up End eventual unfinished tasks if
possible, place some kind of
registration board at the machine
for operators to fill out make
graph of changeover time
Education (operators) Discuss with supervisor about
how and when
155
Spaghetti diagram 1st observation
156
Spaghetti diagram 2nd observation
157
LPS workshop report
158
Changeover times registered in SCADA, machine 935
Period: 02/10/2007 - 25/03/2008. Note: only values in green are used for the average values
Start Finish
Duration
(hrs)
Month
average Start Finish
Duration
(hrs)
Month
average
02/10/2007 11:14 02/10/2007 13:02 1.80 1.77 02/01/2008 11:55 02/01/2008 14:27 2.53 1.45
02/10/2007 22:41 03/10/2007 01:18 2.62 02/01/2008 14:32 02/01/2008 14:50 0.30
03/10/2007 11:04 03/10/2007 12:36 1.53 03/01/2008 22:55 04/01/2008 02:37 3.70
04/10/2007 22:11 05/10/2007 00:10 1.98 04/01/2008 14:33 04/01/2008 16:07 1.57
05/10/2007 19:40 05/10/2007 21:43 2.05 08/01/2008 12:51 08/01/2008 14:46 1.92
06/10/2007 05:15 06/10/2007 06:18 1.05 09/01/2008 12:33 09/01/2008 20:40 8.12
09/10/2007 12:37 09/10/2007 15:09 2.53 10/01/2008 20:17 10/01/2008 21:34 1.28
10/10/2007 06:27 10/10/2007 07:22 0.92 15/01/2008 05:09 15/01/2008 07:22 2.22
11/10/2007 06:37 11/10/2007 08:26 1.82 16/01/2008 02:14 16/01/2008 02:26 0.20
15/10/2007 15:10 15/10/2007 20:37 5.45 17/01/2008 01:41 17/01/2008 04:03 2.37
17/10/2007 06:26 17/10/2007 08:17 1.85 21/01/2008 14:37 21/01/2008 14:44 0.12
18/10/2007 21:30 18/10/2007 22:35 1.08 21/01/2008 16:17 21/01/2008 17:51 1.57
20/10/2007 03:43 20/10/2007 05:42 1.98 22/01/2008 01:21 22/01/2008 02:59 1.63
22/10/2007 17:56 22/10/2007 20:16 2.33 23/01/2008 14:34 23/01/2008 16:14 1.67
23/10/2007 05:01 23/10/2007 07:13 2.20 23/01/2008 16:16 23/01/2008 16:29 0.22
23/10/2007 17:54 23/10/2007 20:19 2.42 26/01/2008 04:38 26/01/2008 05:50 1.20
24/10/2007 18:19 24/10/2007 20:28 2.15 28/01/2008 06:24 28/01/2008 06:57 0.55
29/10/2007 01:20 29/10/2007 04:06 2.77 30/01/2008 11:01 30/01/2008 12:44 1.72
29/10/2007 14:30 29/10/2007 16:33 2.05 30/01/2008 13:43 30/01/2008 14:38 0.92
30/10/2007 08:23 30/10/2007 09:27 1.07 01/02/2008 17:57 01/02/2008 18:47 0.83 1.18
05/11/2007 17:34 05/11/2007 20:15 2.68 1.64 04/02/2008 10:41 04/02/2008 11:35 0.90
06/11/2007 01:06 06/11/2007 03:20 2.23 05/02/2008 08:40 05/02/2008 09:29 0.82
06/11/2007 22:46 07/11/2007 00:36 1.83 06/02/2008 10:24 06/02/2008 11:29 1.08
07/11/2007 11:51 07/11/2007 13:31 1.67 07/02/2008 11:45 07/02/2008 12:28 0.72
07/11/2007 22:46 08/11/2007 00:44 1.97 08/02/2008 16:40 08/02/2008 18:52 2.20
08/11/2007 04:55 08/11/2007 06:14 1.32 13/02/2008 16:37 13/02/2008 18:36 1.98
09/11/2007 21:13 09/11/2007 22:32 1.32 14/02/2008 11:08 14/02/2008 12:17 1.15
13/11/2007 13:31 13/11/2007 14:38 1.12 18/02/2008 06:25 18/02/2008 06:31 0.10
13/11/2007 23:08 14/11/2007 00:33 1.42 19/02/2008 07:03 19/02/2008 08:04 1.02
14/11/2007 04:49 14/11/2007 07:02 2.22 19/02/2008 08:19 19/02/2008 08:45 0.43
15/11/2007 08:21 15/11/2007 10:48 2.45 20/02/2008 04:58 20/02/2008 06:14 1.27
21/11/2007 16:02 21/11/2007 18:50 2.80 21/02/2008 12:12 21/02/2008 14:00 1.80
22/11/2007 14:31 22/11/2007 15:04 0.55 22/02/2008 23:13 23/02/2008 01:51 2.63
22/11/2007 16:34 22/11/2007 18:25 1.85 28/02/2008 18:31 28/02/2008 20:25 1.90
26/11/2007 20:38 26/11/2007 22:11 1.55 28/02/2008 23:03 28/02/2008 23:28 0.42
27/11/2007 06:35 27/11/2007 08:10 1.58 04/03/2008 07:35 04/03/2008 11:00 3.42 0.89
27/11/2007 19:03 27/11/2007 20:42 1.65 05/03/2008 00:06 05/03/2008 00:49 0.72
28/11/2007 04:50 28/11/2007 06:16 1.43 06/03/2008 13:24 06/03/2008 15:01 1.62
28/11/2007 06:24 28/11/2007 06:31 0.12 10/03/2008 16:13 10/03/2008 16:51 0.63
28/11/2007 07:19 28/11/2007 07:31 0.20 11/03/2008 10:37 11/03/2008 11:14 0.62
30/11/2007 07:27 30/11/2007 09:14 1.78 11/03/2008 11:38 11/03/2008 11:50 0.20
03/12/2007 08:26 03/12/2007 10:52 2.43 1.93 12/03/2008 01:34 12/03/2008 03:25 1.85
10/12/2007 16:13 10/12/2007 18:16 2.05 13/03/2008 17:46 13/03/2008 18:32 0.77
12/12/2007 02:18 12/12/2007 04:35 2.28 15/03/2008 03:42 15/03/2008 04:42 1.00
14/12/2007 09:27 14/12/2007 11:46 2.32 17/03/2008 08:35 17/03/2008 09:17 0.70
17/12/2007 21:36 18/12/2007 06:23 8.78 18/03/2008 11:37 18/03/2008 12:01 0.40
18/12/2007 06:24 18/12/2007 07:10 0.77 19/03/2008 08:03 19/03/2008 08:40 0.62
18/12/2007 10:44 18/12/2007 12:26 1.70
159
APPENDIX VI: Web reference printouts
Validity
2. The quality of being well-founded on fact, or established on sound principles, and
thoroughly applicable to the case or circumstances; soundness and strength (of
argument, proof, authority, etc.). a. In the phrase of...validity.
http://dictionary.oed.com.focus.lib.kth.se/cgi/entry/50274591?single=1&query_type=word&queryword=v
alidity&first=1&max_to_show=10
Reliability
2. Statistics. The extent to which a measurement made repeatedly in identical
circumstances will yield concordant results.
http://dictionary.oed.com.focus.lib.kth.se/cgi/entry/50202002?single=1&query_type=word&queryword=r
eliability&first=1&max_to_show=10
Batch
5. transf. A quantity produced at one operation, e.g. a brewing; a lot. arch.
http://dictionary.oed.com.focus.lib.kth.se/cgi/entry/50018304?query_type=word&queryword=batch&first
=1&max_to_show=10&sort_type=alpha&result_place=3&search_id=W7RW-twsuYn-
6991&hilite=50018304
SCADA
SCADA is the acronym for Supervisory Control And Data Acquisition. In Europe,
SCADA refers to a large-scale, distributed measurement and control system, while in
the rest of the world SCADA may describe systems of any size or geographical
distribution. SCADA systems are typically used to perform data collection and control
at the supervisory level. Some systems are called SCADA despite only performing data
acquisition and not control.
The supervisory control system is a system that is placed on top of a real-time control
system to control a process that is external to the SCADA system (i.e. a computer, by
itself, is not a SCADA system even though it controls its own power consumption and
cooling). This implies that the system is not critical to control the process in real time,
as there is a separate or integrated real-time automated control system that can respond
quickly enough to compensate for process changes within the time constants of the
process. The process can be industrial, infrastructure or facility based as described
below:
Industrial processes include those of manufacturing, production, power
generation, fabrication, and refining, and may run in continuous, batch,
repetitive, or discrete modes.
Infrastructure processes may be public or private, and include water treatment
and distribution, wastewater collection and treatment, oil and gas pipelines,
electrical power transmission and distribution, and large communication
systems.
Facility processes occur both in public facilities and private ones, including
buildings, airports, ships, and space stations. They monitor and control HVAC,
access, and energy consumption.
http://en.wikipedia.org/wiki/SCADA
160
SAP
SAP was founded in 1972 as Systemanalyse und Programmentwicklung[2] by five
former IBM engineers in Mannheim, Baden-Wrttemberg (Dietmar Hopp, Hans-
Werner Hector, Hasso Plattner, Klaus Tschira, and Claus Wellenreuther).[3] The
acronym was later changed to stand for Systeme, Anwendungen und Produkte in der
Datenverarbeitung ("Systems, Applications and Products in Data Processing").
SAP ERP is one of five major enterprise applications in SAP's Business Suite. The
other four applications are:
customer relationship management (CRM) - helps companies acquire and retain
customers, gain deep marketing and customer insight, and align organization on
customer-focused strategies
product lifecycle management (PLM) - helps manufacturers with a single source
of all product-related information necessary for collaborating with business
partners and supporting product lines
supply chain management (SCM) - helps companies enhance operational
flexibility across global enterprises and provide real-time visibility for customers
and suppliers
supplier relationship management (SRM) - customers can collaborate closely
with suppliers and integrate sourcing processes with applications throughout the
enterprise to enhance transparency and lower costs
http://en.wikipedia.org/wiki/SAP_AG
Lean Manufacturing
Lean manufacturing is the production of goods using less of everything compared to
traditional mass production: less waste, human effort, manufacturing space, investment
in tools, inventory, and engineering time to develop a new product. Lean manufacturing
is a generic process management philosophy derived mostly from the War Manpower
Commission which led to the Toyota Production System (TPS)[1] and also from other
sources. It is renowned for its focus on reduction of the original Toyota 'seven wastes' in
order to improve overall customer value but has some key new perspectives on how to
do this. Lean is often linked with Six Sigma because of that methodology's emphasis on
reduction of process variation (or its converse smoothness) and Toyota's combined
usage (with the TPS). Toyota's steady growth from a small player to the most valuable
and the biggest car company in the world has focused attention upon how it has
achieved this.
http://en.wikipedia.org/wiki/Lean_manufacturing
SMED
Single Minute Exchange of Die (SMED) is one of the many lean production methods
for reducing waste in a manufacturing process. It provides a rapid and efficient way of
converting a manufacturing process from running the current product to running the
next product. This rapid changeover is key to reducing production lot sizes and thereby
improving flow (Mura) which is a 'Lean' aim. It is also often referred to as Quick
Changeover (QCO). Performing faster change-overs is important in manufacturing, or
any process, because they make low cost flexible operations possible.
161
The phrase "single minute" does not mean that all changeovers and startups should take
only one minute, but that they should take less than 10 minutes (in other words, "single
digit minute").
http://en.wikipedia.org/wiki/Single_Minute_Exchange_of_Die
ZF web
ZF is a leading worldwide automotive supplier for Driveline and Chassis Technology.
The company operates 120 plants located in 25 countries and has nearly 58,000
employees including around 23,000 working at foreign locations. ZF estimated revenues
in 2007 totaled EUR 12.6 billion. ZF ranks among the 15 biggest automotive suppliers
worldwide.
ZF develops and produces products serving the mobility of human beings and goods.
Innovations in Driveline and Chassis Technol-ogy provide increased driving dynamics,
safety, comfort, and econ-omy as well as lower fuel consumption and emissions in the
vehi-cles of the customers: By land, by sea, and in the air.
ZFs main priority is to meet its customers needs by using leading technology, quality,
and service; this is the key to strengthening the international market position. In addition
to the benefits of com-ponent expertise, the customer profits from the Groups system
know-how.
ZF is a decentralized organization with divisions and business units. They are
responsible for worldwide products, markets, and results and are run as profit centers.
These operational entities are governed by strategic and financial objectives.
ZF plays an active role in society and is continuously engaged in a dialog with the
public and its employees. The company promotes employees based on qualification,
performance, work ethics, and mobility. The company assumes social and societal
responsibility. Environmental protection is a professed corporate objective.
http://www.zf.com/content/en/import/zf_konzern/startseite/unternehmen/Unternehmen.html
Arkansas State University webpage
Section 3: Supply Chain Design
Chapter 11 Handout: Toyota Production System (TPS) and Lean Manufacturing (3.2
MB)
162
Customer
orders 10
Lot size = 5
Lot 1 Lot 2
Lot size = 2
Lot 1 Lot 2 Lot 3 Lot 4 Lot 5
Reducing Lot Sizes Increases the
Number of Lots
Which Increases
Inventory Costs
Lot Size
Cost
Holding
Total
Setup
Optimal
Lot Size
Smaller
Lot Size
163
http://www.clt.astate.edu/asyamil/chase11/ppt/
www.clt.astate.edu/asyamil/chase11/ppt/Handout_TPS%20&%20Lean.ppt
Unless Setup Costs are Reduced
Lot Size
Cost
Holding
Total
Setup
Original
optimal
lot size
New
optimal lot
size
Das könnte Ihnen auch gefallen
- About Upgrad: Link HereDokument1 SeiteAbout Upgrad: Link HereShukla SuyashNoch keine Bewertungen
- Master File of School Emails Across USADokument4.126 SeitenMaster File of School Emails Across USAShukla Suyash75% (4)
- M1 DataDokument306 SeitenM1 DataShukla SuyashNoch keine Bewertungen
- Chowgule Group Strategy - Job DescriptionDokument3 SeitenChowgule Group Strategy - Job DescriptionShukla SuyashNoch keine Bewertungen
- BBL WBBL 2020 DataDokument201 SeitenBBL WBBL 2020 DataShukla SuyashNoch keine Bewertungen
- 4e1adcf3-0ec0-4c57-9d5e-0ca5c0a80121Dokument117 Seiten4e1adcf3-0ec0-4c57-9d5e-0ca5c0a80121Shukla SuyashNoch keine Bewertungen
- Survey Primary Teachers Attitudes Towards STEM EducationDokument27 SeitenSurvey Primary Teachers Attitudes Towards STEM EducationShukla SuyashNoch keine Bewertungen
- Low Heat Input SMAW Welding ElectrodesDokument62 SeitenLow Heat Input SMAW Welding ElectrodesShukla SuyashNoch keine Bewertungen
- Indus Valley Civilisation Major Sites PDFDokument1 SeiteIndus Valley Civilisation Major Sites PDFShukla SuyashNoch keine Bewertungen
- PUB AD (9 A) - Chapter - 9 - Importance of HRD, Recruitment, Training PDFDokument8 SeitenPUB AD (9 A) - Chapter - 9 - Importance of HRD, Recruitment, Training PDFShukla SuyashNoch keine Bewertungen
- Jindal Steel & Power Limited: P.B.No.86.Barbil-Joda Highway, Barbil-758035 (Orissa)Dokument1 SeiteJindal Steel & Power Limited: P.B.No.86.Barbil-Joda Highway, Barbil-758035 (Orissa)Shukla SuyashNoch keine Bewertungen
- 5837 LM PAD P01 M20 Behavioural Approach LMDokument2 Seiten5837 LM PAD P01 M20 Behavioural Approach LMShukla SuyashNoch keine Bewertungen
- Referencesandfurtherreading: WWW - Demnetgov.Ruc - DKDokument2 SeitenReferencesandfurtherreading: WWW - Demnetgov.Ruc - DKShukla SuyashNoch keine Bewertungen
- What Is Vibration ?: Imperfections in The Machine: Design Assembly Manufacture Operation Installation MaintenanceDokument2 SeitenWhat Is Vibration ?: Imperfections in The Machine: Design Assembly Manufacture Operation Installation MaintenanceShukla SuyashNoch keine Bewertungen
- OTE Outotec Pallet Cars For Sintering and PelletizDokument4 SeitenOTE Outotec Pallet Cars For Sintering and PelletizShukla SuyashNoch keine Bewertungen
- 2 ND Selection BedDokument12 Seiten2 ND Selection BedShukla SuyashNoch keine Bewertungen
- Agile Manufacturing: A Taxonomy of Strategic and Technological ImperativesDokument30 SeitenAgile Manufacturing: A Taxonomy of Strategic and Technological ImperativesShukla SuyashNoch keine Bewertungen
- Researchpaper Application of Lean in A Small and Medium Enterprise SME SegmentDokument8 SeitenResearchpaper Application of Lean in A Small and Medium Enterprise SME SegmentShukla SuyashNoch keine Bewertungen
- Circular Pelletizing enDokument8 SeitenCircular Pelletizing enShukla SuyashNoch keine Bewertungen
- 10 Innovations and Challenges in Msme SectorDokument5 Seiten10 Innovations and Challenges in Msme SectorShukla SuyashNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Bajaj Vs Hero HondaDokument63 SeitenBajaj Vs Hero HondaHansini Premi100% (1)
- Chapter 4 - Basic ProbabilityDokument37 SeitenChapter 4 - Basic Probabilitynadya shafirahNoch keine Bewertungen
- Manual E07ei1Dokument57 SeitenManual E07ei1EiriHouseNoch keine Bewertungen
- Math Review CompilationDokument9 SeitenMath Review CompilationJessa Laika CastardoNoch keine Bewertungen
- BS 7974 2019Dokument68 SeitenBS 7974 2019bcyt00Noch keine Bewertungen
- Moquerio - Defense Mechanism ActivityDokument3 SeitenMoquerio - Defense Mechanism ActivityRoxan MoquerioNoch keine Bewertungen
- Comparative Study Between Online and Offilne Learning With Reference of Tutedude E-LearningDokument61 SeitenComparative Study Between Online and Offilne Learning With Reference of Tutedude E-LearningDeeksha Saxena0% (2)
- ETAP Power Station ErrorDokument5 SeitenETAP Power Station ErroryogacruiseNoch keine Bewertungen
- Focus Edition From GC: Phosphate Bonded Investments For C&B TechniquesDokument35 SeitenFocus Edition From GC: Phosphate Bonded Investments For C&B TechniquesAlexis De Jesus FernandezNoch keine Bewertungen
- Arduino Uno CNC ShieldDokument11 SeitenArduino Uno CNC ShieldMărian IoanNoch keine Bewertungen
- Genomic Tools For Crop ImprovementDokument41 SeitenGenomic Tools For Crop ImprovementNeeru RedhuNoch keine Bewertungen
- Fundamentals of Signal and Power Integrity PDFDokument46 SeitenFundamentals of Signal and Power Integrity PDFjaltitiNoch keine Bewertungen
- Computer Class 3 ThirdDokument1 SeiteComputer Class 3 ThirdbeakraamNoch keine Bewertungen
- Grade 9 Science Biology 1 DLPDokument13 SeitenGrade 9 Science Biology 1 DLPManongdo AllanNoch keine Bewertungen
- Standard Test Methods For Rheological Properties of Non-Newtonian Materials by Rotational (Brookfield Type) ViscometerDokument8 SeitenStandard Test Methods For Rheological Properties of Non-Newtonian Materials by Rotational (Brookfield Type) ViscometerRodrigo LopezNoch keine Bewertungen
- UNCITRAL Guide United Nations Commission On International Trade LawDokument56 SeitenUNCITRAL Guide United Nations Commission On International Trade Lawsabiont100% (2)
- Question Answers of Chapter 13 Class 5Dokument6 SeitenQuestion Answers of Chapter 13 Class 5SuvashreePradhanNoch keine Bewertungen
- Pantalla MTA 100Dokument84 SeitenPantalla MTA 100dariocontrolNoch keine Bewertungen
- IcarosDesktop ManualDokument151 SeitenIcarosDesktop ManualAsztal TavoliNoch keine Bewertungen
- ZygalDokument22 SeitenZygalShubham KandiNoch keine Bewertungen
- UM-140-D00221-07 SeaTrac Developer Guide (Firmware v2.4)Dokument154 SeitenUM-140-D00221-07 SeaTrac Developer Guide (Firmware v2.4)Antony Jacob AshishNoch keine Bewertungen
- Mechanical Engineering - Workshop Practice - Laboratory ManualDokument77 SeitenMechanical Engineering - Workshop Practice - Laboratory Manualrajeevranjan_br100% (4)
- Application of Geoelectric Method For GroundwaterDokument11 SeitenApplication of Geoelectric Method For GroundwaterMunther DhahirNoch keine Bewertungen
- Introduction To DifferentiationDokument10 SeitenIntroduction To DifferentiationaurennosNoch keine Bewertungen
- Internship Report Format For Associate Degree ProgramDokument5 SeitenInternship Report Format For Associate Degree ProgramBisma AmjaidNoch keine Bewertungen
- Toh MFS8B 98B 003-11114-3AG1 PDFDokument92 SeitenToh MFS8B 98B 003-11114-3AG1 PDFDmitry NemtsoffNoch keine Bewertungen
- Bank Danamon Organization ChartDokument4 SeitenBank Danamon Organization ChartFaisal Agus NugrahaNoch keine Bewertungen
- Advertising II Marathi VersionDokument91 SeitenAdvertising II Marathi VersionHarsh Sangani100% (1)
- Airport & Harbour Engg-AssignmentDokument3 SeitenAirport & Harbour Engg-AssignmentAshok Kumar RajanavarNoch keine Bewertungen
- COURTESY Reception Good MannersDokument1 SeiteCOURTESY Reception Good MannersGulzina ZhumashevaNoch keine Bewertungen