Das könnte Ihnen auch gefallen
- MRP & Erp: Prof. Eloida C. DagumboyDokument22 SeitenMRP & Erp: Prof. Eloida C. DagumboyRowena MalinaoNoch keine Bewertungen
- MRP ExercisesDokument19 SeitenMRP ExercisesCesar Corzo DiazNoch keine Bewertungen
- Chapter 12: Learning Objectives: - You Should Be Able ToDokument34 SeitenChapter 12: Learning Objectives: - You Should Be Able ToDANoch keine Bewertungen
- MRP and Erp: Planeacion de Requerimientos de Materiales Y Planeacion de Recursos de La EmpresaDokument46 SeitenMRP and Erp: Planeacion de Requerimientos de Materiales Y Planeacion de Recursos de La Empresaagustin6551Noch keine Bewertungen
- MRP and ERP Systems ExplainedDokument25 SeitenMRP and ERP Systems ExplainedTaranjeetNoch keine Bewertungen
- MRP and ERP: Production Planning and Inventory Control SystemsDokument45 SeitenMRP and ERP: Production Planning and Inventory Control SystemsRaed DallaliNoch keine Bewertungen
- Material Requirements Planning: by Amrendra KumarDokument21 SeitenMaterial Requirements Planning: by Amrendra KumarrejingeoNoch keine Bewertungen
- Operations Management: Dr. HasanuzzamanDokument37 SeitenOperations Management: Dr. HasanuzzamanNandini KumarNoch keine Bewertungen
- Material Requirement Planning PresentationDokument32 SeitenMaterial Requirement Planning PresentationAmol BhongadeNoch keine Bewertungen
- Material Requirements PlanningDokument38 SeitenMaterial Requirements PlanningTanimNoch keine Bewertungen
- Material Requirements Planning (MRP)Dokument34 SeitenMaterial Requirements Planning (MRP)soorajNoch keine Bewertungen
- Material Requirements Planning (MRP)Dokument14 SeitenMaterial Requirements Planning (MRP)jauhari4Noch keine Bewertungen
- Chapter 12: Learning Objectives: - You Should Be Able ToDokument34 SeitenChapter 12: Learning Objectives: - You Should Be Able Tochiji chzzzmeowNoch keine Bewertungen
- MRP CjaDokument26 SeitenMRP CjaRendy FranataNoch keine Bewertungen
- Inventory Control in PPCDokument33 SeitenInventory Control in PPCGaurav Gangwar SuryaNoch keine Bewertungen
- Material Requirements Planning: Dr. Everette S. Gardner, JRDokument28 SeitenMaterial Requirements Planning: Dr. Everette S. Gardner, JRSunil MalikNoch keine Bewertungen
- Lect 3Dokument38 SeitenLect 3shashikantppediaNoch keine Bewertungen
- Chapter 4 - Controlling Material Flow FULLDokument50 SeitenChapter 4 - Controlling Material Flow FULLmaingcduNoch keine Bewertungen
- Sistemas de ProduccionDokument114 SeitenSistemas de ProduccionJA C FNoch keine Bewertungen
- Material Requirements PlanningDokument36 SeitenMaterial Requirements PlanningKave MathiNoch keine Bewertungen
- Erp & MRPDokument44 SeitenErp & MRPsobithkcNoch keine Bewertungen
- MATERIAL REQUIREMENTS PLANNING (MRPDokument53 SeitenMATERIAL REQUIREMENTS PLANNING (MRPSahil ChaudharyNoch keine Bewertungen
- Review of Planning Hierarchy and Material Requirements Planning (MRPDokument8 SeitenReview of Planning Hierarchy and Material Requirements Planning (MRPKim WooNoch keine Bewertungen
- MRP Guide: What is Material Requirements Planning and How Can it Help Your BusinessDokument30 SeitenMRP Guide: What is Material Requirements Planning and How Can it Help Your BusinessAnchal AgarwalNoch keine Bewertungen
- Production Planning OverviewDokument49 SeitenProduction Planning OverviewNikhil WaniNoch keine Bewertungen
- Ln08 MRP and ErpDokument16 SeitenLn08 MRP and ErpTioNoch keine Bewertungen
- MRP Part IDokument48 SeitenMRP Part IDanielle David AbandoNoch keine Bewertungen
- MRPDokument31 SeitenMRPRajyalakshmiNoch keine Bewertungen
- Material Requirements Planning & ERP PPT at BEC DOMSDokument44 SeitenMaterial Requirements Planning & ERP PPT at BEC DOMSBabasab Patil (Karrisatte)Noch keine Bewertungen
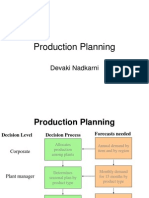
- Production Planning: Devaki NadkarniDokument29 SeitenProduction Planning: Devaki Nadkarnidsathiya100% (1)
- MRPDokument32 SeitenMRPvictorNoch keine Bewertungen
- MRP Overview ScribdDokument50 SeitenMRP Overview Scribdh_kobi76100% (1)
- Sap PP Production Planning MRP OverviewDokument36 SeitenSap PP Production Planning MRP OverviewsameeNoch keine Bewertungen
- Test 3 Study Guide 4,6,12,14Dokument12 SeitenTest 3 Study Guide 4,6,12,14rollobrmNoch keine Bewertungen
- Week 6 Erp and Erp: Historical PerspectiveDokument4 SeitenWeek 6 Erp and Erp: Historical PerspectiveKHANSHA AUNDHIA H HNoch keine Bewertungen
- CH 18 MRPDokument37 SeitenCH 18 MRPEric F. IrawanNoch keine Bewertungen
- Chapter 14 - : Planning (MRP and ERP)Dokument31 SeitenChapter 14 - : Planning (MRP and ERP)Arnab GhoshNoch keine Bewertungen
- Supply Management, MRP 1 & Just-In-TimeDokument24 SeitenSupply Management, MRP 1 & Just-In-Timevinaycool12344150Noch keine Bewertungen
- Material Requirement PlanningDokument32 SeitenMaterial Requirement PlanningNaima RashidNoch keine Bewertungen
- Chapter Four: Material Requirement PlanningDokument34 SeitenChapter Four: Material Requirement PlanningEthiopian Ayele SeyfeNoch keine Bewertungen
- Materials Mgt-SIBM (Annexure)Dokument47 SeitenMaterials Mgt-SIBM (Annexure)DHRUV CHANCHALNoch keine Bewertungen
- SAP MRP Guide for Materials Requirement PlanningDokument58 SeitenSAP MRP Guide for Materials Requirement Planningbalu4indiansNoch keine Bewertungen
- Chap 5 - MRPDokument75 SeitenChap 5 - MRPladdooparmarNoch keine Bewertungen
- OM Chapter 3Dokument28 SeitenOM Chapter 3Tuấn TrườngNoch keine Bewertungen
- Unit 4Dokument91 SeitenUnit 4zxcvbnmNoch keine Bewertungen
- MRP I & MRP II: An overview of Materials Requirements Planning and Manufacturing Resource PlanningDokument29 SeitenMRP I & MRP II: An overview of Materials Requirements Planning and Manufacturing Resource PlanningArun RajendranNoch keine Bewertungen
- MRP Lot For LotDokument43 SeitenMRP Lot For LotAmin ShafanezhadNoch keine Bewertungen
- Chapter 4 - Controlling Material FlowDokument46 SeitenChapter 4 - Controlling Material FlowHuỳnh TrọngNoch keine Bewertungen
- Materaials Requirement Planning (MRP) : Venkateswara Rao .KorasigaDokument43 SeitenMateraials Requirement Planning (MRP) : Venkateswara Rao .KorasigaERRAMESH1989Noch keine Bewertungen
- InventoryDokument38 SeitenInventoryAmrit RazNoch keine Bewertungen
- Slides For Chapter 15 MRPDokument25 SeitenSlides For Chapter 15 MRPabed311Noch keine Bewertungen
- MRP & ERP IntroductionDokument22 SeitenMRP & ERP IntroductionRavi TejaNoch keine Bewertungen
- Chapter 14 MRPDokument8 SeitenChapter 14 MRPeiaNoch keine Bewertungen
- Managing Inventory and Production with MRPDokument49 SeitenManaging Inventory and Production with MRPshahadat112Noch keine Bewertungen
- Material Requirement PlanningDokument28 SeitenMaterial Requirement PlanningJORGE ENRIQUE ROMERO ZATARAINNoch keine Bewertungen
- Module 2: ERP Manufacturing Perspective: by Mrs. Shital H. MoreDokument54 SeitenModule 2: ERP Manufacturing Perspective: by Mrs. Shital H. MoreThamaraiselvi.M grdcs SCIBNoch keine Bewertungen
- Manufacturing Resources PlanningDokument5 SeitenManufacturing Resources PlanningSachin SalvanikarNoch keine Bewertungen
- Unit IIIDokument22 SeitenUnit IIIdangerous saifNoch keine Bewertungen
- Practical Guide To Production Planning & Control [Revised Edition]Von EverandPractical Guide To Production Planning & Control [Revised Edition]Bewertung: 1 von 5 Sternen1/5 (1)
- A Practical Guide to Maintenance EngineeringVon EverandA Practical Guide to Maintenance EngineeringBewertung: 4 von 5 Sternen4/5 (6)
- Unit-1 Strategic Management FinalDokument63 SeitenUnit-1 Strategic Management FinalPrashant KalaskarNoch keine Bewertungen
- Consumer Buying Behavior ExplainedDokument49 SeitenConsumer Buying Behavior ExplainedPrashant KalaskarNoch keine Bewertungen
- 10 ChannelsDokument25 Seiten10 ChannelsjashandihotNoch keine Bewertungen
- Business Portfolio AnalysisDokument66 SeitenBusiness Portfolio AnalysisPrashant Kalaskar100% (1)
- Reason Why Students Fail in ExamDokument7 SeitenReason Why Students Fail in ExamPrashant KalaskarNoch keine Bewertungen
- Materials & Logistics Management IntroductionDokument48 SeitenMaterials & Logistics Management IntroductionPrashant KalaskarNoch keine Bewertungen
- Vacuum Pump Manual (English)Dokument12 SeitenVacuum Pump Manual (English)nguyen lam An100% (1)
- Chapter 4.1 Decision Theory Part 2Dokument38 SeitenChapter 4.1 Decision Theory Part 2ernieNoch keine Bewertungen
- 27 of The Best Ever Sex Positions To Play DirtyDokument1 Seite27 of The Best Ever Sex Positions To Play DirtyFrankie CulbertsonNoch keine Bewertungen
- (Ebook - PDF - Cisco Press) DNS, DHCP and IP Address ManagementDokument29 Seiten(Ebook - PDF - Cisco Press) DNS, DHCP and IP Address ManagementRachele AlbiottiNoch keine Bewertungen
- IIT Ropar Calculus Tutorial Sheet 1Dokument2 SeitenIIT Ropar Calculus Tutorial Sheet 1jagpreetNoch keine Bewertungen
- Impact of Globalization of Human Resource ManagementDokument12 SeitenImpact of Globalization of Human Resource ManagementnishNoch keine Bewertungen
- The Heart of Arabia - A Record of Travel & ExplorationDokument503 SeitenThe Heart of Arabia - A Record of Travel & ExplorationAltug100% (1)
- Malunggay cooking oil substituteDokument5 SeitenMalunggay cooking oil substitutebaba112Noch keine Bewertungen
- Assignment On Dam EngineeringDokument2 SeitenAssignment On Dam EngineeringChanako DaneNoch keine Bewertungen
- Assess White PaperDokument6 SeitenAssess White PaperCristian ColicoNoch keine Bewertungen
- Bachelor's in Logistics and Supply Chain ManagementDokument2 SeitenBachelor's in Logistics and Supply Chain ManagementKarunia 1414Noch keine Bewertungen
- PistonDokument247 SeitenPistonmeyyiti01Noch keine Bewertungen
- Sociology Viva NotesDokument4 SeitenSociology Viva NotesTaniaNoch keine Bewertungen
- Name CompilationDokument490 SeitenName CompilationMark Taylor100% (1)
- First Gospel of The Infancy of Jesus ChristDokument16 SeitenFirst Gospel of The Infancy of Jesus ChristOdracir OiravlacNoch keine Bewertungen
- Parallel Merge Sort With MPIDokument12 SeitenParallel Merge Sort With MPIIrsa kanwallNoch keine Bewertungen
- Federal Decree Law No. 47 of 2022Dokument56 SeitenFederal Decree Law No. 47 of 2022samNoch keine Bewertungen
- BiotinDokument10 SeitenBiotinMohamed Aslam ANoch keine Bewertungen
- Anxiety Free - Stop Worrying and - McKeown, PatrickDokument237 SeitenAnxiety Free - Stop Worrying and - McKeown, PatrickLoboCamon100% (1)
- Expanded-Internet-Art-Twenty-First-Century-Artistic-Practice-and-the-Informational-Milieu-Ceci-Moss-z-lib.orgDokument169 SeitenExpanded-Internet-Art-Twenty-First-Century-Artistic-Practice-and-the-Informational-Milieu-Ceci-Moss-z-lib.orgxx2gkt72c7Noch keine Bewertungen
- Finding Buyers Leather Footwear - Italy2Dokument5 SeitenFinding Buyers Leather Footwear - Italy2Rohit KhareNoch keine Bewertungen
- 1.fish and Fisheries of IndiaDokument36 Seiten1.fish and Fisheries of Indiazozo torzoNoch keine Bewertungen
- Lecture Nsche Engr Mafe SIWESDokument38 SeitenLecture Nsche Engr Mafe SIWESoluomo1Noch keine Bewertungen
- Ear Discharge (Otorrhoea) FinalDokument24 SeitenEar Discharge (Otorrhoea) Finaljaya ruban100% (1)
- Black Platinum announces Dara East Gas Field PPoDDokument3 SeitenBlack Platinum announces Dara East Gas Field PPoDWahyudin IlyasNoch keine Bewertungen
- Osmaan Shamsiddeen: Work History Personal InfoDokument1 SeiteOsmaan Shamsiddeen: Work History Personal InfoOsmaan ShamsiddeenNoch keine Bewertungen
- RMET Score Sheet AnalysisDokument1 SeiteRMET Score Sheet AnalysisJohnNoch keine Bewertungen
- HandwritingDokument25 SeitenHandwritingajeshtnNoch keine Bewertungen
- Solids, Liquids and Gases in the HomeDokument7 SeitenSolids, Liquids and Gases in the HomeJhon Mark Miranda SantosNoch keine Bewertungen
- 2022 Australian Grand Prix - Race Director's Event NotesDokument5 Seiten2022 Australian Grand Prix - Race Director's Event NotesEduard De Ribot SanchezNoch keine Bewertungen



















































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-2-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)