Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Welded Joint, Welded ConnectionsDokument45 SeitenWelded Joint, Welded ConnectionsRaju Sharma67% (12)
- ICC Cricket World Cup 2015 Schedule - Match Details, Time, Venue - CricbuzzDokument3 SeitenICC Cricket World Cup 2015 Schedule - Match Details, Time, Venue - CricbuzzHimanshu SagarNoch keine Bewertungen
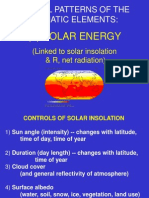
- 1.solar Radiation - Energy.temp 09Dokument58 Seiten1.solar Radiation - Energy.temp 09Himanshu SagarNoch keine Bewertungen
- DP The Survival HandbookDokument258 SeitenDP The Survival HandbookCris982100% (1)
- Acp 13 6473 2013Dokument19 SeitenAcp 13 6473 2013Himanshu SagarNoch keine Bewertungen
- DP The Survival HandbookDokument258 SeitenDP The Survival HandbookCris982100% (1)
- Syllabi of First Year Courses ofDokument46 SeitenSyllabi of First Year Courses oflastnightstudyNoch keine Bewertungen
- 0708-F-035 Lathe Machine Optimum Cutting Speed For DifferentDokument24 Seiten0708-F-035 Lathe Machine Optimum Cutting Speed For DifferentHimanshu SagarNoch keine Bewertungen
- Syllabus - B. E. (Mechanical)Dokument73 SeitenSyllabus - B. E. (Mechanical)Sukhman Singh PunianNoch keine Bewertungen
- During The Twentieth CenturyDokument3 SeitenDuring The Twentieth CenturyHimanshu SagarNoch keine Bewertungen
- EML2322L Sheetmetal DesignDokument9 SeitenEML2322L Sheetmetal DesignHimanshu SagarNoch keine Bewertungen
- During The Twentieth CenturyDokument3 SeitenDuring The Twentieth CenturyHimanshu SagarNoch keine Bewertungen
- NAAMM NOMMA Finishes Manual PDFDokument116 SeitenNAAMM NOMMA Finishes Manual PDFMichaelTorresNoch keine Bewertungen
- Tcbru 18193266Dokument3 SeitenTcbru 18193266Hernan RomeroNoch keine Bewertungen
- Knuth Milling Machine VHF 3Dokument5 SeitenKnuth Milling Machine VHF 3martin_jaitmanNoch keine Bewertungen
- Vertex Vk-4 Vertex K-Type Milling Vice 100mm Jaw Width: Product BrochureDokument3 SeitenVertex Vk-4 Vertex K-Type Milling Vice 100mm Jaw Width: Product BrochureMarcoGuidolinoNoch keine Bewertungen
- Metal Table JISDokument1 SeiteMetal Table JISNakkolopNoch keine Bewertungen
- Maga For TextDokument48 SeitenMaga For TextalmedinNoch keine Bewertungen
- CNC Machine VMCDokument20 SeitenCNC Machine VMCwataneta valveNoch keine Bewertungen
- Cronidur 30: Maximum Demand by Maximum Demand by Corrosive Stress WearDokument24 SeitenCronidur 30: Maximum Demand by Maximum Demand by Corrosive Stress WearVlad PopescuNoch keine Bewertungen
- WeLding Record & Report Track Piping WorkDokument533 SeitenWeLding Record & Report Track Piping WorkUjang SonjayaNoch keine Bewertungen
- Material-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th EdDokument30 SeitenMaterial-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th Edbogdangabriel1985Noch keine Bewertungen
- b18 2 2Dokument42 Seitenb18 2 2Gustavo Fama100% (2)
- CNC Machine DetailsDokument13 SeitenCNC Machine DetailsHariharan VenkatesanNoch keine Bewertungen
- ASME VIII Div 1 Part UB Pressure Vessels Fabricated by BrazingDokument2 SeitenASME VIII Div 1 Part UB Pressure Vessels Fabricated by BrazingAmanda Ariesta ApriliaNoch keine Bewertungen
- Silsteel Data Sheet PDFDokument1 SeiteSilsteel Data Sheet PDFtyoNoch keine Bewertungen
- 3DPD Company ProfileDokument29 Seiten3DPD Company ProfileAnuj GargNoch keine Bewertungen
- Metal Joining and Cutting ProcessesDokument155 SeitenMetal Joining and Cutting Processestuvu100% (4)
- Moeller PunzonesDokument36 SeitenMoeller Punzonesaag74Noch keine Bewertungen
- Amada Laser Cutting Condition Tab: Material Nam File NameDokument2 SeitenAmada Laser Cutting Condition Tab: Material Nam File NameXuan Phuong HuynhNoch keine Bewertungen
- A-1 Fence Products Co. Pvt. LTD.: Hot Dip Galvanized Steel ProductsDokument1 SeiteA-1 Fence Products Co. Pvt. LTD.: Hot Dip Galvanized Steel ProductsDeepak PawarNoch keine Bewertungen
- Expoentes - Aço AISI 4340Dokument5 SeitenExpoentes - Aço AISI 4340Nathanael Wagner MetalNoch keine Bewertungen
- L4. Material and Geometry of ToolsDokument77 SeitenL4. Material and Geometry of ToolsFasil GetachewNoch keine Bewertungen
- MmawDokument1 SeiteMmawVishal JoshiNoch keine Bewertungen
- ThreadsDokument12 SeitenThreadsMoh AmmNoch keine Bewertungen
- Getting Started With Mastercam LatheDokument28 SeitenGetting Started With Mastercam LatheWilson MorochoNoch keine Bewertungen
- Fabrication of Milling Attachment in LatheDokument1 SeiteFabrication of Milling Attachment in LatheChockalingam Athilingam100% (1)
- Woodshop Tools: Open End SpannerDokument9 SeitenWoodshop Tools: Open End SpannerAliNoch keine Bewertungen
- Catalogo in Ox 2011Dokument28 SeitenCatalogo in Ox 2011Pop AdrianNoch keine Bewertungen