Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Shaft Seals DatabookletDokument64 SeitenShaft Seals Databookletingrbarros100% (1)
- Indian Oil Deakin University Application FormDokument2 SeitenIndian Oil Deakin University Application FormPrashant MittalNoch keine Bewertungen
- Classification of MaterialsDokument22 SeitenClassification of MaterialsPrashant MittalNoch keine Bewertungen
- Assignment 1 (ITL 705)Dokument3 SeitenAssignment 1 (ITL 705)Prashant MittalNoch keine Bewertungen
- Assignment 2 (ITL 705)Dokument2 SeitenAssignment 2 (ITL 705)Prashant MittalNoch keine Bewertungen
- ZEAL DCOER Recruitment 2016 17 Upload1Dokument4 SeitenZEAL DCOER Recruitment 2016 17 Upload1Prashant MittalNoch keine Bewertungen
- Natural Rubber, Synthetic Rubber and Neoprene Rubber: Irene Barroso and Marta SánchezDokument13 SeitenNatural Rubber, Synthetic Rubber and Neoprene Rubber: Irene Barroso and Marta SánchezPrashant MittalNoch keine Bewertungen
- Advt 3-15-16 JointDokument3 SeitenAdvt 3-15-16 JointadityaNoch keine Bewertungen
- 1.1 Application FormatDokument2 Seiten1.1 Application FormatPrashant MittalNoch keine Bewertungen
- Indian Oil Deakin University Application FormDokument2 SeitenIndian Oil Deakin University Application FormPrashant MittalNoch keine Bewertungen
- Format For Lab EevaluationDokument12 SeitenFormat For Lab EevaluationPrashant MittalNoch keine Bewertungen
- 7th Sem AssignmentDokument20 Seiten7th Sem AssignmentPrashant MittalNoch keine Bewertungen
- Section Wise Time Table (July-Dec, 2015)Dokument21 SeitenSection Wise Time Table (July-Dec, 2015)Prashant MittalNoch keine Bewertungen
- MOTIONIITDokument1 SeiteMOTIONIITPrashant MittalNoch keine Bewertungen
- Attendence 5th SemDokument24 SeitenAttendence 5th SemPrashant MittalNoch keine Bewertungen
- Direct Admission For Website1Dokument2 SeitenDirect Admission For Website1Prashant MittalNoch keine Bewertungen
- Faculty Load (July-Dec 15)Dokument4 SeitenFaculty Load (July-Dec 15)Prashant MittalNoch keine Bewertungen
- BTech Lab Manual AutocadDokument43 SeitenBTech Lab Manual AutocadPrashant MittalNoch keine Bewertungen
- ManitDokument6 SeitenManitJeshiNoch keine Bewertungen
- 2015-2016 SyllabusDokument15 Seiten2015-2016 SyllabusPrashant MittalNoch keine Bewertungen
- Faculty Wise Time Table (July-Dec, 2015)Dokument72 SeitenFaculty Wise Time Table (July-Dec, 2015)Prashant MittalNoch keine Bewertungen
- Direct Admission For Website1Dokument2 SeitenDirect Admission For Website1Prashant MittalNoch keine Bewertungen
- BTech Mech Syllabus12 13Dokument57 SeitenBTech Mech Syllabus12 13AjayChouhanNoch keine Bewertungen
- Required CEO & CO For NBADokument4 SeitenRequired CEO & CO For NBAPrashant MittalNoch keine Bewertungen
- Required CEO & CO For NBADokument4 SeitenRequired CEO & CO For NBAPrashant MittalNoch keine Bewertungen
- Rajasthan Engineering Admission Process (Reap) - 2015: Board of Technical Education, RajasthanDokument1 SeiteRajasthan Engineering Admission Process (Reap) - 2015: Board of Technical Education, Rajasthanchannel_vNoch keine Bewertungen
- Planninbg and PreprationDokument15 SeitenPlanninbg and PreprationPrashant MittalNoch keine Bewertungen
- LecturingDokument35 SeitenLecturingPrashant MittalNoch keine Bewertungen
- MF and TD Quiz AnsDokument1 SeiteMF and TD Quiz AnsPrashant MittalNoch keine Bewertungen
- Detail OfM - Tech (Engineering Materials) - 2Dokument8 SeitenDetail OfM - Tech (Engineering Materials) - 2Prashant MittalNoch keine Bewertungen
- Resume For IndustryDokument2 SeitenResume For IndustryPrashant MittalNoch keine Bewertungen
- PHD Thesis On Aluminium AlloysDokument7 SeitenPHD Thesis On Aluminium Alloysaflobjhcbakaiu100% (1)
- Reinforcements FibresDokument37 SeitenReinforcements Fibresthasarathanr1993_939Noch keine Bewertungen
- 1110 SenguptaDokument18 Seiten1110 SenguptaAlisson PirolaNoch keine Bewertungen
- Mechanical Behaviour of Natural Fibers Reinforced Composite MaterialDokument51 SeitenMechanical Behaviour of Natural Fibers Reinforced Composite MaterialAbi KuttyNoch keine Bewertungen
- Grundfos - CR 10 3A FJ A E HQQEDokument15 SeitenGrundfos - CR 10 3A FJ A E HQQEArleene Mariano SalazarNoch keine Bewertungen
- Mechanical SealDokument64 SeitenMechanical SealKhoh Kai ShengNoch keine Bewertungen
- ReliabilityIssuesofSiCMOSFETs ATechnologyforHigh TemperatureEnvironmentsDokument10 SeitenReliabilityIssuesofSiCMOSFETs ATechnologyforHigh TemperatureEnvironmentssezgin bayramNoch keine Bewertungen
- A Review On Manufacturing Technique For Functionally Graded MaterialsDokument46 SeitenA Review On Manufacturing Technique For Functionally Graded MaterialsAmit JoshiNoch keine Bewertungen
- Ca Manual Technical Ceramics PDFDokument85 SeitenCa Manual Technical Ceramics PDFJohn SmithNoch keine Bewertungen
- Dynamics of Smart StructureDokument412 SeitenDynamics of Smart StructureTran Tuan Kiet100% (4)
- Grundfos Cre 15 5 A F A e HqqeDokument10 SeitenGrundfos Cre 15 5 A F A e HqqeGenta BuanaNoch keine Bewertungen
- Flyer CP sp11Dokument2 SeitenFlyer CP sp11Bac NguyenNoch keine Bewertungen
- Reaction Rate of Reduction Materials For The (Ferro) Silicon ProcessDokument10 SeitenReaction Rate of Reduction Materials For The (Ferro) Silicon ProcessAndika TeknikNoch keine Bewertungen
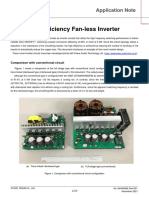
- 5kw Inverter Efficiency An eDokument21 Seiten5kw Inverter Efficiency An eguarilhaeduNoch keine Bewertungen
- Bearing MaterialsDokument32 SeitenBearing MaterialsAleš NagodeNoch keine Bewertungen
- CarbidesDokument5 SeitenCarbidestania030206Noch keine Bewertungen
- Vertical Multistage Pumps 50HzDokument38 SeitenVertical Multistage Pumps 50HzPrasanna Vl100% (1)
- EFY Express January 2023 PDFDokument92 SeitenEFY Express January 2023 PDFLone WolfNoch keine Bewertungen
- HPGRDC Ngic 2022 BrochureDokument22 SeitenHPGRDC Ngic 2022 BrochureJayvir AtodariyaNoch keine Bewertungen
- Kalenborn CatalogueDokument8 SeitenKalenborn CataloguekekaNoch keine Bewertungen
- Mechanical SealDokument27 SeitenMechanical SealMauricio Carestia100% (1)
- Laser Machining of Basalt Glass Hybrid Composite Using Dematel MethodDokument11 SeitenLaser Machining of Basalt Glass Hybrid Composite Using Dematel MethodIJAR JOURNALNoch keine Bewertungen
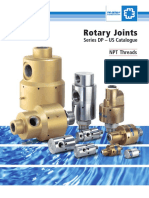
- Granpac Maier DP 13209usDokument20 SeitenGranpac Maier DP 13209uslycannoctus5592Noch keine Bewertungen
- Piyali PPT SeminarDokument18 SeitenPiyali PPT SeminarPiyali PalNoch keine Bewertungen
- Effect of SiC Particulate Reinforcement On The DryDokument11 SeitenEffect of SiC Particulate Reinforcement On The DrysajoNoch keine Bewertungen
- GrindingDokument60 SeitenGrindingGaurav Yadav100% (1)
- Pressure Drop Modeling SiC FoamsDokument9 SeitenPressure Drop Modeling SiC FoamsLykaios Schultz DohrnNoch keine Bewertungen
- Evaluation of Mechanical and Thermal Properties of Al 6360 Alloy Reinforced With Sic ParticulatesDokument13 SeitenEvaluation of Mechanical and Thermal Properties of Al 6360 Alloy Reinforced With Sic ParticulatesSripad ANoch keine Bewertungen
- PB3 1Dokument5 SeitenPB3 1womini1025Noch keine Bewertungen