Beruflich Dokumente
Kultur Dokumente
Student Text - MechanicalRailway Diesel Shed Training Notes
Hochgeladen von
Prachir ShrivastavaOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Student Text - MechanicalRailway Diesel Shed Training Notes
Hochgeladen von
Prachir ShrivastavaCopyright:
Verfügbare Formate
i i
c
c
CJ
c/
c,
G
c
c1
C
G
c3
G
c
G
G
G
G
G
G
c
G
e,
G
G
C
c
G
G
(i
G
6
0
G
G
c
ti
Q I\ L!
I
/
General Motors Electro-Motive
Model 567,645, and 71 0 Series Diesel Engine
Student Text
Mechanical
c
c
c
G
c
G
G
c
c
G
G
c
G
0
c;
c
c.
Gi
Q
6,
c
c;
0
G
0
0
c
G
c
c
G
c
C
L
G
c
<- I
Acknowledgements
This course was prepared by International Technical Services, a division of 984326 Ontario Inc., in
cooperation with the General .\lotors Locomotive Group Customer Training Center, Technical Publications
Dept. and Engineering Departments.
The course content is based partialy on previous publications produced by the Training Center, and pardy
on information gathered by the Training Center from Electro-Motive's Service and Engineering Departments.
The contents of Chapter 7 were extracted from the EMD document, The Electro-Motive Turbocharger by
William Badurski.
Developed in Cooperation with the General Motors Locomotive Group
ElectdMotive Customer Training Center.
Copyright, April, 1997
The content ofthis document is the property of International Technical Services, a division of984326 Ontario Inc..
All rights reserved. Neither this document, nor any part thereof, may be regroduced or stored by any means without
the expressed written consent of984326 Ontario Inc. Contact International Technical Services, 572 Wellington Street,
London Ontario Canada, N6A 3R3 Tel(519) 439-2362, Fax 675-1868 Internet:76265.2403@Compuserve.Com.
Second Edition - Revision 1 - August 1997
lntro - iii
c
C
6
G
G
c
c
6
c
ci
6
G
c
0
G
G
G
c
G
c
G
G
0
C
C
C
G
e
G
G
c.
G
C
G
G
G
-*.
/ABLE OF bONTENTS
Chapter 7
Chapter 2
EMD Technical Publications & History
EMDHistory ...................................................................... 1 .1
Engine Development ...................................................... 1 .4
Locomotive Development .............................................. 1 ,5
EMDTechnical Publications ........................................... 1 .9
Locomotive Service Manual (LSM) ................................ 1 .9
Maintenance Instructions ........................................... 1 .1 3
Service Pointers ............................................................ 1 . 1 4
Engine Maintenance Manual ..................................... 1 .1 1
. -
Diesel Engine Theory
Introduction ..................................................................... 2.1
Engine Operating Cycles ............................................... 2.1
Four Stroke Engine .......................................................... 2.2
Two Stroke Engine ........................................................... 2.5
General Engine Arrangement .................................... 2.1 0
Internal Pressure Division ............................................. 2.1 3
Serial Numbers ............................................................. 2.1 4
ITS Locomotive Training Series - Student Text
Intro - v
Chapter 3
3
3
Chapter 4
Engine Components and Construction
Physical Layout .......................................................................... 3.1
567-645-71 0 Engine Evolution .................................................... 3.4
Cross Sectional Engine Diagram .............................................. 3.4
Components .............................................................................. 3.5
Crankcase .................................................................................. 3.5
Crankcase Comparison ............................................................ 3.8
Main Bearings and Crankshaft ............................................... 3 .lo
Crankshaft ................................................................................ 3.11
Torsional Dampers ................................................................... 3-12
Types of Oil Pans ...................................................................... 3.15
Power Packs (Assemblies) ....................................................... 3.16
Cylinder Liner ........................................................................... 3.16
Piston and Rings ....................................................................... 3.18
Piston Carrier ............................................................................ 3.19
Connecting Rods ..................................................................... 3.21
Cylinder Head .......................................................................... 3-22
Rocker Arm Assembly .............................................................. 3.23
Hold Down Crab System ......................................................... 3.24
Head Seat Ring ........................................................................ 3.27
Camshafts ................................................................................ 3.27
Clutch/Spring Drive Gear ........................................................ 3.32
Accessory Drive ........................................................................ 3.33
Engine Model Comparison 645 - 71 0 ..................................... 3.34
Fuel System
Introduction ................................................................................ 4.1
supply ......................................................................................... 4.1
Delivery ....................................................................................... 4-4
Unit Injector System ................................................................... 4.5
Injector Operation ..................................................................... 4.6
Injection Control ........................................................................ 4.8
EMDEC Injection Control ........................................................... 4.8
EMDEC Fuel Flow and System Components ............................ 4.9
Fuel System Troubleshooting .................................................. 4.16
EMDEC System Maintenance ................................................. 4.19
Fuel System Troubleshooting EMDEC ..................................... 4.20
Electronic Fuel Control ............................................................ 4.12
lntro . vl ElectrrjMotive Model 567. 645 8t 71 0 Series Diesel Engines
I
* d
3
3
3
3
k3
3
3
3
LJ
(3
13
cs
3
bd
3
u
3
u
u)
3
Ir
.
c
c
C
c
G
c
c
c
Ci
G
c
c.
e
0
G
c
G
c.
G
G
G
G
0
c
c
c
0
G
c
c
G
e
C
G
C
c
c
Chapter 5
Chapter 6
Chapter 7
Cooling System
Introduction ................................................................................. 5.1
Blower Type Cooling System ...................................................... 5.4
SystemPressurization .................................................................. 5.4
Operating Water Level ............................................................... 5.5
Coolant ....................................................................................... 5.5
Water Pumps ............................................................................... 5.6
LowWater Shutdown .................................................................. 5.7
Radiators ..................................................................................... 5.8
SystemMaintenance ............................................................... 5.10
Cooling SystemTroubleshooting ............................................. 5.12
Lube Oil System
Introduction ................................................................................. 6.1
Main Lubricating System ............................................................ 6.2
Piston Cooling Oil System........................................................... 6.3
Scavenenging Oil System .......................................................... 6.4
Oil Gauge .................................................................................... 6.4
Piston Cooling Oil Pressure ......................................................... 6.4
Scavenging Oil Strainer .............................................................. 6.5
Scavenging Oil Pump ................................................................. 6.5
Lube Oil Filter ............................................................................... 6.6
Lube Oil Cooler ........................................................................... 6.7
Lube Oil Strainer Housing ........................................................... 6.7
Main Lube and Piston Cooling Pump ........................................ 6.8
Lube Oil Pressure Relief Valve .................................................... 6.9
Turbocharger Oil Filter ............................................................. -6.1 0
Soakback System...................................................................... 6.10
Lube Oil Separator (Turbo and Blower) .................................. 6.11
SystemMaintenance ............................................................... 6.12
Lube Oil SystemTroubleshooting ............................................ ,6.14
Prelubrication of Engines .......................................................... 6.22
Main & Piston Cooling Strainers (Fine) ...................................... 6.8
Air Intake and Exhaust Systems
Introduction ................................................................................. 7.1
Turbochargers ............................................................................. 7.1
ITSLocomotive Training Series -Student Text
lntro . vii
3
Chapter 7
contd
Component Familiarization ....................................................... 7.2
Doweling Assembly. ................................................................... 7.4
Main Housing Cradle Gasket Area ........................................ 7.6
Turbine Wheel .......................................................................... 7.7
Turbocharger Bearings ............................................................ 7.10
Turbocharger Labyrinth Seals ................................................. 7.11
Turbine Inlet Scroll ............. .,. ..................................................... 7.14
Turbine Shroud & Retaining Clamp ........................................ 7.15
Nozzle Ring ............................................................................... 7.14
Exhaust Diffuser ...................................................................... 7.16
Exhaust Duct ............................................................................ 7.16
Compressor Diffuser ................................................................ 7.18
Planet Gears ............................................................................ 7.19
Ring Gear & Clutch Housing ................................................... 7.20
Clutch Camplate & Rollers ...................................................... 7.21
Gear Drive System .................................................................. 7.22
Lube Oil System ........................................................................ 7-23
Soak Back System .................................................................... 7.24
Gear Train Operation .............................................................. 7.26
Turbochargers with External Clutch ....................................... 7-28
External Inspection & Diagnosis ............................................ 7-30
Roller Clutch Test ..................................................................... 7.30
Run-Down Time Test ................................................................. 7.32
Planetary System Oil Drainage Screen ................................... 7.25
Turbocharger Oil Pressure Test ............................................... 7.31
Additional External Inspections .............................................. 7-33
Additional Troubleshooting Information ................................ 7.37
Overheat/Overspeed Failure .................................................. 7.39
Foreign Material Damage to Turbine ..................................... 7.40
Damage to Compressor Impeller ......................................... 7.41
Clutch Failure ........................................................................... 7.41
Lack of Proper Lubrication ...................................................... 7.42
Bearing Failures ........................................................................ 7.42
Planetary Gear Train Failure .................................................... 7.44
Turbine Blade Fatigue ........................................................... 7.45
Failure Classification ................................................................ 7.45
Overheat/Overspeed .............................................................. 7.45
Thrust Bearing Failure .............................................................. 7.46
Turbine Bearing Failure ............................................................ 7.47
Rotler Clutch Failure ................................................................. 7.47
Foreign Material Damage to Turbine Sections ...................... 7.46
Compressor Bearing Failure .................................................... 7.47
lntro . viii
Electro-Motive Model 567. 645 & 71 0 Series Diesel Engines
u)
G i
c 1
G
c
L
G
G
G
G
G
c
G
G
e
Chapter 7
cont'd
Foreign Material Damage to Compressor Section . .. . . . , . . . ,. . . 7.47
Planetary Gear Train Failure ...., ..... .... . ................................... ,. 7.47
Lack of Proper Lubrication . . . . . . . . . . . . . . . . . . I I . I a ......,.., ......... .......,... 7.48
Turbine Blade fatigue Fracture .......... ............................. 7.48
Exhaust Gas Leak ........................ ...... .. ......... ....................... ,.. 7,48
Turbine Shroud Retaining Clamp Failure .,..... .... .... ................ 7.48
Poor Planetary Train Mesh ..............I .. . ...... ............................. ,. 7.49
Internal Oil Leak ..................................................................... (. 7,49
External Gear Damage .,......,...... . .... .. ., .......,... ......,, ........,...., (. 7,49
Turbocharger Installation Tips . , ,. , . . . . . . I ,.. . . , . . . . . . . . , , . , . . . . . ..., . . . . . . , , , 7.49
Roots Blower ...., ........... ,.,..,....... .... ... ......... ,...... .......... ......... ... 7.51
Blower Inspection .... . , . , , , , , . . . . . , , . , , , , . . . . . . . . . . ,. . . . . . . . . . . . . . , *.. . . , . . . . . . . . , , , . . 7 -52
Exhaust SystemComponents ..... ...........,, ~ ........................ ....., 7 -52
G Chapter 8 Engine Speed Control I
c
c
c
6
c
c
c
C
C
C
c;
c
c
c
G
C
Introduction ..,.. . ............... ........................................................ 8,l
Speed Sensing and Fuel Control ......, ,.. .. , .. . . . . . . . .. ... .. .. . .. . ...., . . .... 8.2
Speed Control I . . I . .. . . ....., . ,., ..... ,.. .. . . I I . . . . . I I . . . . . . . I . . I I . I .... .... , . , .. ... . . . ,. . 8.4
Load Regulation ........................... 8.6
Protective Devices.. , . . . . . . . . . , . . . . . , . . . . . . . , . . . . . . , . . . , . . . . . . . . . . . , , . . . . . . . . . . . . . . . . . . . 8.7
Governor Maintenance , . .. . . . . . . , , . . . , , . . . . . . . . , . . . . . , . , , . . . . . . . . . . . , . . . . , . . . . . . . . 8,9
Governor Qualification ............................................................ 8.1 1
Chapter 9 Protective Devices
Introduction ..... . . , ,...... . . , . . . . ...... . . . . . . . . . . . . . . . . . . .... . .. . ..... , . . . . . . . . . . . I . . , I q 9.1
EPD - Engine Protection Device .., ,. 9.1
Testing EPD Operation . . . . . . . . I I I I . . . . . . . I . . . . I I I I I I I I . . . I . . . . I . . I I I I . . I I I ..,, ....... 9,2
Crankcase Pressure Detector (EMDEC) ...IIII....................II....I. 9.5
Hot Oil Detector. ... . .... . . , ... I...I I .... I .... ... I I ,.,. .. ..... I . .. ,. 9.7
Low Oil Shut Down , , . , . , , . , , . . . . . , , , , . . , , , . . . . . . . , . . . . . . . . . , , , . . . . . . . , . .. . . . . . . . . . , . , . , 9.8
Engine Overspeed .... . . , . , . . ,.. . . . . . . . . . . . , . ,.. . . . . . . . . . . . . . . . . . . . . . ,. . . . . . ,. . 9.9
c \ * *
c
lntro - i x
c
ITS Locomotive Training Series - Student Text
c
CHAPTER
EMD Technical Publications and History
History
The General Motors Locomotive Group as we know it today was founded in 1922
with the creation of the Electro-Motive Engineering Company (EMC) in Cleveland,
Ohio. EMC produced gasoline-electric railcars suited to light freight and passenger
service as an alternative to steam powered engines. These 35 ton rail cars proved to be
quite successful, and as a result approximately 500 were built between 1926 and 1932.
The demand for more power resulted in the use of Winton gasoline engines
ranging from 175 to 400 horsepower. A limited number of units were built using two of
the 400 horsepower engines. Two major problems confronted the designers at EMC,
those of space constraints due to the large engine size and the high cost of gasoline in
comparison to alternative fuels. EMC attempted to develop their own distillate engine
but were unsuccessful.
EleCtreMotive
was founded
in Cleve/cmd
Ohio in 7922.
In 1930, both the Electro-Motive Engineering Company and the Winton Engine
Company were acquired by General Motors. With the assistance of General Motors
Research, Winton soon produced their first diesel, the Type 201 engine.
ITS Locomotive Training Series - Student Text 1-1 g
c/
c.
G
G
c
6
c,
0
ci
G
G
Q
e
0
0
0
0
0
e
G
G
e
0
0
c
0
0
G
c
c
G
G
6
e
e
Figure 1.1 The Winton Type 201 Engine
The eight cylinder 201 engine was built with 8" bores and a 10" stroke which
developed 75 to 80 horsepower per cylinder at 750 revolutions per minute ( rprn) .
The 201 pioneered many innovative concepts that have been passed on to the engines of
today. Among them, the Winton 201 was designed with;
lightweight design
welded steel frame
*
unit injectors.
individual removable power assemblies, and
In 1933 a 600 horsepower version of the 201 was used to power the Burlington
Railroads Pioneer Zephyr to a new speed record between Chicago and Denver.
The Zephyr completed the trip in thirteen hours and five minutes averaging 77.6 mph
( I 25 krnlh). Following this achievement there was considerable interest expressed by the
railways in the development of true diesel locomotives.
Figure 1.2 The 1933 Burlington Zephyr
ElectreMotive Model 567, 645 & 710 Series Diesel Engines
C
Interest was such that in 1935 General Motors undertook the construction of
North Americas first Diesel-Electric locomotive plant at LaGrange Illinois.
Design work on the diesel engine continued and a new series of engine, the 567 was
ready for installation in 1936. A 567 engine was installed in the first locomotive
produced at the LaGrange plant. This 600 horsepower switcher locomotive ran in
regular service for the Santa-Fe-Railroad until 1975.
The 567 indicated the number of cubic inches per cylinder and this engine was
designed primarily for rail use. The 45 V design allowed for installation in narrow
car-bodies and the two cycle engine provided a simplicity and ease of maintenance
which was recognized as an advantage by the railways. Another significant advantage of
the 567 design was the ability to manufacture the engine in 6,8,12 and 16 cylinder
models to suit different horsepower demands.
Figure 1.3 Typical General Motors Switcher Locomotive
By 1938, EMC had assumed responsibility for the manufacture of all locomotive
components, and in 1940 oficially became the Electro-Motive Division of
General Motors.
In 1949 General Motors of Canada, Diesel Division, established a plant in
London, Ontario Canada to assemble locomotives for the Canadian Market.
The General Motors Locomotive Group was formed in 1988 in order to pool the
resources of the London and LaGrange plants.
ITS Locomotive Training Series - Student Text 1-3 I
3
3
3
uy1)
3
3
d
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
i s
3
3
3
3
3
3
3
L,
L3
c
c
c
c
c
c
c
c
G
C
c
c
c
c
c
G
G
c#
G
c
G
c
c
c
c
c
c
c
c
c
c
c
c
Engine Development
The design of the diesel engine has continued to evolve over the years since the
Winton and has seen the incorporation of many improvements. Many of the changes
were in response to the customers ever increasing horsepower demands. By 1959 the
horsepower of the basic 16 cylinder 567 engine had been increased to 1800 Hp.
Figure 1.4 The 567 Series "Roots Blown" Engine
Continuing research led to the introduction of the first turbocharged engine in
1959. The 16 cylinder 567D2 engine produced 2000 Hp. The 567 engine design
reached its limit in 1964 with the introduction of the 2500 Hp 567D3A.
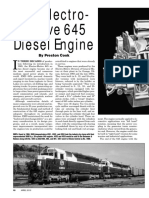
Building on the success of the 567 engine, GM designers produced the first 645
series engine in 1966 by increasing the bore of the 567. Design work continued on the
645 model, still driven by higher horsepower requirements, but also by customer
demands for improved fuel economy. The latest version of the 645 engine was the fuel
efficient, 3600 Hp, 16 cylinder 645F3B engine.
Figure 1.5 The Turbocharged 645 Engine
c
c
c 1-4
ElectreMotive Model 567, 645 & 71 0 Series Diesel Engines
G
General Motors introduced the new 710G3 engine in 1984 rated at 3800
horsepower. While this engine is similar to the 645 configuration, the longer stroke of
the 710 engine required some redesign to the engine block. This was the first major
change to this reliable engine design since 1954. The 710 engine looks almost identical
to the 645 model, except that the block is deeper between the air box and the top
inspection covers to accommodate the longer stroke of the 710 power gssemblies.
The durable and efficient design of these engines has been proven over the years
not only in locomotive applications but also in marine applications, drilling rigs and
stationary power plants.
The newest addition to the General Motors locomotive line is the SD80MAC and
SD90MAC locomotives. The SD80MAC Series unit is powered by a 20-710 turbo-
charged engine which is rated at 5000 tractive horsepower. The SD90MAC units were
released with a 16-710 engine at 4300 tractive Hp, and are being retrofit with the new
EMD designed "H" engine which will produce 6000 tractive Hp. These locomotives
and the "H" engine are covered in separate training packages.
Locomotive Development
Since the production of the first GM diesel electric switcher locomotive in 1936,
locomotive design has kept pace with engine design to effectively deliver the ever
increasing horsepower to the rails. Another challenge has been to continually improve
the locomotives electrical and mechanical systems so as to provide the customer with the
most efficient and reliable locomotive possible.
While locomotive design has been a constantly evolving process, there have been
several significant milestones, particularly in the technological advances made in the
electrical system.
The earliest models of GM
locomotives were the;
$
iW-1, SW-900 and SW-1200
F-T, F-3, F-7 and F-9
GP-7, GP-9 and GP-18 and
SD-9, SD-7 and SD-18
These locomotives are
characterized by lower horsepower
output and direct current generators.
Figure 1.6 Typical F-P Locomotive
ITS Locomotive Training Series - Student Text 1-5
L3
3
vs
3
3
Ip
3
3
13
3
3
3
3
3
3
3
u4
6lb
3
lg
9
t;s
3
3
3
4
blJ
3
u
I
L J '
c
c
G
c
c
c
e
c
G
G
e
c
e
G
G
G
G
c1
c
G
c
The next generation of locomotives developed higher horsepower ratings and
offered greatly improved electrical systems. One important electrical advance was the
replacement of the direct current main generator with an alternating current main
alternator. The main alternator offered improved ease of maintenance and increased
control over the electrical system. This generation of locomotives included models
such as,
GP-38AC and GP-40
SD-38AC. SDP-40, SD-45 and SD-40
Later models, known as Dash 2 locomotives offered further refinement to the
electrical system. Most of the electrical modules which were mounted throughout the
electrical cabinets were incorporated into cards mounted in a cabinet designed for ease
of troubleshooting and change-out.
G
e
e
G
G
e
c
c
c
c
e;
e
e
a 1-6 Electro-Motive Model 567,645 & 710 Series Diesel Engines
Figure 1.7 Dash-2 Type Electronic Cards
All locomotive systems and component parts have undergone improvements over
the years such as upgraded traction motors, air supply and filtration systems, car-body
design, engine protection systems and a vast number of changes all designed to service
the customers needs more effectively and economically.
The design of the SD or GP-60 series locomotives added further technological
advances to the GM locomotive which enhanced fuel economy, improved traction and
wheel slip control, provided for self diagnostics and proved to be an extremely
reliable IgGQgmtive.
c
Voltage Regulation
And
Logic Computer
Power Supply Display
Equipment Excitation Computer Computer
J,1. - . 4 \,
Figure 1.8 The 60 Series Microprocessor
The 60 Series locomotive replaced the Dash-2 type electronic cards nith
microprocessor control technology. This eliminated the need for most of the relays in
the electrical cabinet and allowed for a far superior control of the excitation and control
systems. The microprocessor control allowed for engine crews and maintenance staff to
perform much analysis of the 60 Series locomotive from the cab.
Also added were many system diagnostic checks that could be run from the
display key-pad. The 60 Series locomotive continued successfully to progress the
technology demanded by the customer providing again improved fuel economy in an
efficient 3800 horsepower locomotive.
The 70 Series surpasses the 60 Series in terms of fuel economy, improved tractive
effort and control systems in a 4000 horsepower locomotive.
Some of the changes
to the 70 Series unit are, the
faster EM2000 computer
system, 4000 tractive
horsepower delivered by the
710G3B engine, improved
fuel economy, the steering
HTCR radial truck, higher
capacity D-90 traction
motors and several
technologically .advanced
options such as ICE
(integrated cab electronics)
and the Micro electronic
braking system.
Figure 1.9 The 70 Series Locomotive
ITS Locomotive Training Series - Student Text 1-7 a
The EM2000 computer system has also been incorporated into the new
SD80MAC and SD90MAC locomotives. These units offer AC traction motors
and improvements in truck performance with the HTCR-11. Additionally, these
units are equipped with EMDEC electronic fuel injection, and further perfornance
enhancements.
Figure 1.10 The EM2000 Computer Chassis
The SD80MAC is equipped with a 20-710 engine which produces 5000 Tractive
Hp. The SD90MAC units were put into service with a 16-710 engine at 4300 Tractive
Hp and are being retrofit with the new EMD "H" Model engine. An "H" engine
equipped SD90MAC will produce 6000 Tractive Hp.
Figure 1.1 1 SD8OMAC / SD9OMAC Carbody Design
m 1-8 Electro-Motive Model 567, 645 & 71 0 Series Diesel Engines
3
3
3
3
4
3
3
3
r03,
3
Ic$
3
e3
3
cp
3
3
3
3
cl)
b4
3
r3
Y,
3
lir
3
3
k J
3
4
3
L)
L)
d
c;
c
c
c
d3
c;
u
G
c
c
G
G
t
G
c
c
c
G
c
G
c
c1
c
c
0
ci
c
c
c
c,
c
c
2
b
G
c
c
Electro-Motive Technical Publications
General Motors diesel electric locomotives are complex units made up of many
components and sub-systems. Toassiit in the proper maintenance of this equipment,
technical publications have been produced. These publications contain valuable
procedures and service data.
In this section of the chapter we will examine four of the technical publications
produced by the GM Electro-Motive Division.
Technical
Publications
are provided
to assist in the
maintenance
and repair of
Locomotive Service Manual
Engine Maintenance Manual
Maintenance Instructions
EM0
1 ocomotives.
Service Pointers
This section will demonstrate the types of information contained in each of these
publications, how to find specific information, and provide an opportunity to practice
with this material.
As you are working through the chapter, it is suggested that you have copies of the
various publications available to refer to. All of these publications are very useful on
the job.
Locomotive Service Manual (LSM)
Electro-Motive Division produces Locomotive Service Manuals in "generic"
formats and, more commonly, for customer specific locomotive orders. The manual
contains most of the service information for the locomotive, with the exception of the
diesel engine, which is covered in its own manual.
When referring to the index at the front of the Locomotive Service Manual you
will notice it is divided into sections, each section dealing with a specific subject.
Each section title serves as a description of the type of information contained in that
section. For example, you find information dealing with the Compressed Air System in
Section 6.
The most important point to remember when using these manuals is to know
specifically what information you are looking for. If you know what system you are
working on, then it is easy to look in the index for this system, and quickly find the
service information.
ITS Locomotive Training Series -Student Text 1-9 1
The EMD
Locomotive
Service
Manual
provides
technical and
maintenance
data on each
specific class
of locomotive.
Section " 0" - General Information
The sections of the LSM can be identified by the page numbers at the bottom.
The first number identifies the section, the second number is the page number within
that section.
For example in Section 0 entitled General Information, the pages are numbered
0-1 through 0-9. This section is unique, in that, it does not cover any system in detail,
but provides:
General information about the locomotive
An overall description of the locomotive and its' systems
Types of equipment applied to the locomotive
Capacities of systems such as fuel and lube oil
Weights of major components
The information contained in Section 0 will be used on a daily basis. For example,
you need to know what the cooling system capacity is when refilling after repairs or when
calculating water treatment chemicals.
Component weights are required when performing repairs or for selecting proper
lifting equipment.
Sample Section " 2" - Fuel System
Section 2 is a typical service section, dealing with the fuel system. Each of these
sections begins with a system description, which explains the operation of the system,
and describes the major components. Generally, a diagram of the system is shown, to aid
in understanding how the system functions, and to assist in troubleshooting. From there,
the section describes each major component in detail.
Specific maintenance requirements, specifications, and procedures are provided.
For example, on page 2 of section 2, the cleaning procedure for the fuel suction strainer
is given. A brush can be used to clean the element and a wooden dowel is used to spread
the pleats. It also states that the engine must be shut down to perform this
servicing procedure.
Section 2 provides additional information on the proper storage and handling of
fuel for the locomotive.
The last part of the section provides a list of references that you can consult if you
need additional information. Section 2 states that you could look in M.I. 41 10
(Maintenance Instruction) to find additional information on maintenance of the fuel
pump. If special tools or equipment are required for servicing the system, you can find
them listed on these pages.
I 1-10 Electro-Motie Model 567, 645 & 71 0 Series Diesel Engines
c
c
c
c
c
c
c
c
c
c
c
c
e
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
CI
G
G
G
c
c
c
G
All of the sections in the Locomotive Service manual are arranged the same way:
General system description
System diagram
Specific service requirements and procedures
References, and
Special tools and part numbers
Again, if you know the specific system that you require information about, consult
the index for the section of the manual that covers that system.
Engine Maintenance Manual (EMM)
The Engine Maintenance Manual is prepared for the specific engine in each
order of locomotives. While most information applies to all GM diesel engines, there
may be certain items specific to each order. Always ensure that you are using the correct
manual for your engines.
The manual is broken down into sections much like the Locomotive Service
Manual. The page numbers work the same way, the first number refers to the section,
the second number is the specific section page. In this manual, however, you can see
that there is a table of contents for each section to help you find the information you
need quickly.
Section 0 -Table of Contents
Section 0 again provides general service information on the engine and its
systems. It also gives a description of engine operation, specifically the operating cycle
of the GM engine.
This information will be covered in more detail elsewhere in the course.
Section 0 gives engine specifications, ratings and speeds, and specific equipment
applied to the engine. For example a Woodward PGR governor has been applied to this
engine and at full speed engine RPM should be 904. Also contained in this section is a
weight list for engine components similar to the Locomotive Service Manual.
On page 0-9 can be found a complete listing of torque values for your engine.
The torque specifications also may include special instruction as denoted by an asterisk
-(*):The asterisk (*) means that you have to look at the end of the section for more
information.
Refer to the Table of Contents for Section 1.
ITS Locomotive Training Series - Student Text 1-11 I
3
31 1
The table of contents serves as a quick guide to the particular information you
need. Section 1 is a typical service section that deals with the crankcase and
associated parts.
As in the L.S.M., the section starts off with a general description, and then deals
with specific components one by one. For each component, a detailed description is
provided along with specific inspection and repair procedures.
To further understand the layout of the manual, refer to the pages dealing with the
lower liner bore insert (p. 1-2). Along with a description of the component, removal and
application procedures are described.
The manual tells us if special tools are required to perform the indicated tasks, and
in this case a puller is needed to remove and apply the insert. The special tools, such as
the puller, are fully described, and drawings provided should it be necessary to fabricate
these tools.
Section 1 finishes with a list of references, specifications for the assemblies, and a
list of special tools required for repair of components covered in this section.
All the remaining sections of the Engine Service Manual are organized in a
similar manner.
Review
The Locomotive Service Manual deals with systems and components found
on the locomotive except for the diesel engine.
The diesel engine is covered separately in the Engine Service Manual.
Both manuals are arranged in the same manner, sections that deal with a
specific subject.
Within the section, the first number on the bottom of the page refers to the
section, while the second number is the specific page within the section.
Each section starts with a description of the system or component.
Specific maintenance procedures for each component are dealt with, and at
the back of each section may be found:
Service references
Specifications
Special tools
and, sometimes part numbers
I 1-12 Electro-Motive Model 567,645 & 710 Serles Diesel Engines
dj
3 ;
31
c
6
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
6
c
c
c
c
G
e
c
G
c
c
c
e
-.--
Maintenance Instructions (MI'S)
Maintenance Instructions, or MI'S, are another form of technical publication
produced by General Motors. MI'S deal with the service and repair of specific systems
and/or components. These documents are produced as required when:
Locomotives are equipped with components or systems
not covered by the LSM or ESM
Information in the Service Manuals has been updated
Or when more detailed information is required for
inspection or repair of systems or components
Quite often the EMM or LSM will list one or more MI'S as reference at the back
of a section. Let's look at a typical MI to see how it is laid out, and the type of
information it contains.
Example MI 1520
The number of the MI can be found on the top right corner of the first page
(MI-1 520). Beneath the number sometimes will be found Rev. and a letter signifyirig the
latest update. If you have two versions of an MI, use the version with the latest revision
letter. MI-1 520 shows Rev A, meaning that it has been updated once since it was first
published.
The title on the top of the first page describes the subject dealt with by the MI,
in this case, the inspection and repair of traction motor gear cases.
While each MI deals with a different subject, they all follow a similar layout.
The subject of the MI is first reviewed, followed by a brief description of the component
or systeminvolved. For example, M.I. 1520 explains the functions of the traction motor
gear case (Protects the traction motor gears from dirt and/or damage, and contains the
gear lubricant).
Next, the procedures for removal, inspection, repair, and application are covered
in detail. Detailed drawings are provided as required to explain the procedures, fabricate
tools, or modify components. The MI also lists other references when required, part
numbers for original and replacement parts, and special tools or equipment needed to
perform the task.
There are numerous MI'S on a great variety of subjects and an index of current
MI'S has been prepared to assist in finding information. This index allows you to find MI
numbers by subject, number, or application.
ITS Locomotive Training Series - Student Text 1-13 a
Review
MIS are used to provide additional service data on components and/or systems.
They are also used to update information contained in the ESM or LSM.
MIS will also be used to provide service data on additional locomotive equipment
or systems.
Revisions to MIS are indicated by a revision letter under the MI number on the
first page.
MIS are organized similar to the sections of the ESM and LSM:
Beginning with a general description of the system or components
involved
Continuing with service data on inspection, repair, or replacement
And finishing with a listing of references, specifications, and tools
or special equipment required
Service Pointers
Refer to the sample GM Pointer.
GM Pointers are produced to update procedures or specifications of engine or
locomotive systems/components.
They are issued to customers as required, and are designed to get the information
distributed as quickly as possible.
GM Pointers are also used to provide customers with notice of changes to EMM,
LSM, or MIS.
Review
Pointers are used to get information to the customers fast. They may contain
changes to inspections, repair procedures, or specifications.
They may also be used simply to advise customers of revisions to technical
documents.
Pointers may deal with one or more subjects.
1-14 Electro-Motive Model 567,645 & 710 Series Diesel Engines
Ls
3
3
u)
3
3
3
3
3
3
d
4
3
3
3
3
3
3
3
3
3
3
4
3
LI
3
Q
3
3
kill
G
h
Ls
c
c
c
c
c
c
c
G
G
c
c
c
c
c
c
c
c
G
c
c
c
c
c
c
c
G
G
c
G
c
c
c
c
' G
c
c
e
El ect rMot i ve
567,645 and
710 Diesel
Engines are all
"two stroke"
engines.
Diesel Engine Theory
Introduction
In this chapter we will look at the diesel engine beginning with a review of the
four stroke and two stroke operating cycles. In this chapter we will continue with:
general engine arrangement;
model types (8,12,16, and 20 cylinders,);
internal pressure zones (crankcase, airbox, and top deck,)
serial number locations and system
In the next chapter we will cover the individual components in detail.
Engine Operating Cycles
The General Motors diesel engine utilizes a two stroke operating cycle.
This means that for one engine cylinder to generate a power pulse, it requires two
strokes of the piston, one upwards stroke and one downwards stroke. The easiest way to
present this cycle is by first comparing it to the four stroke cycle used in most other
diesel engines.
2-1 a
IT5 Locomotive Training Series - Student Text
Four Stroke Engine - Construction
Fuel Injector
Most four stroke diesel engines share a Intake Exhaust
similar construction (Figure 2.1). Valve Valve
The cylinder is closed on the top by
the cylinder head and sealed on the bottom
by the moveable piston and piston rings.
Intake and exhaust valves located in the
cylinder head allow the flow of gases into
and out of the cylinder as required.
The crankshaft eccentric and the
connecting rod translate the up and down
motion of the piston to a rotary motion on
Cylinder +
the shaft.
. Piston
Crankshaft
Figure 2.1 Four Stroke Construction
1 "
Four Stroke Engine - Intake Stroke
The four stroke cycle begins with the
Fresh air enters
intake stroke (Figure 2.2). Cylinder
through
Intake valve
The rotary motion of the crankshaft
causes the piston in the cylinder to move
downwards, increasing the volume of the
cylinder. As the volume of the cylinder
increases, the pressure decreases below
atmospheric pressure.
Fresh air at the higher pressure rushes
into the cylinder through the open intake
valve to fill the cylinder. This provides a new
charge of oxygen, for the combustion of the
fuel.
As the piston approaches the bottom
of the stroke (Bottom Dead Center or BDC),
the intake valve closes to seal the cylinder.
The piston now begins to move upwards on
the compression stroke.
Figure 2.2 Intake Stroke
I 2-2 Electro-Motive Model 567,645 & 710 Series Diesel Engines
3
3
3
3
3
13
3
3
13
3
1c3
3
3
3
3
3
3
3
3
3
3
3
3
Lg
u)
3
3
3
3
I 2 J
c
c
G
G
c
c
c
c
G
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
G
c
c
c
c
c
G
c
c
c
Four Stroke Engine - Compression
Stroke
As the piston moves upwards on the
compression stroke (Figure 2.3), the volume of the
sealed cylinder is reduced and causes the pressure
in the cylinder to rapidly increase. The reduction in
cylinder volume is usually expressed as the
compression ratio. This ratio is the difference
between the cylinder volume with the piston at
Bottom Dead Center (BDC) and cylinder volume
with the piston at Top Dead Center (TDC).
Diesel engines commonly have compression ratios
between 16:l and 20:l.
It is a property of gases, that as the pressure is
increased the temperature also increases. It is this
rapid increase in temperature that provides the heat
necessary to ignite the fuel.
Four Stroke Engine - Power Stroke
a
The piston moves upwards on the
compression stroke increasing cylinder pressure and
temperature. Near the top of this stroke, fuel is
sprayed into the cylinder by the fuel injector.
The fuel is atomized by the injector so that it will mix
easily and completely with the hot air. The high
cylinder temperature ignites the fuel and air mixture
and combustion begins.
The heat produced by the burning fuel and air
mixture causes a further rapid increase in cylinder
pressure. As the piston passes through Top Dead
Center and begins a downward motion, the increased
cylinder pressure pushes the piston down. The force
acting downwards on the piston is many times greater
than the force required to initially compress the air.
This force is transferred through the connecting rod
to the crankshaft. It is through the actions of the
cylinder assembly that the latent energy contained in
the fuel is released and converted into a useable
mechanical force.
Figure 2.3 Compression Stroke
Fuel enters Cylinder
through Injector
Figure 2.4 Power Stroke
ITS Locomotive Training Series - Student Text 2-3 a
3
I)
3
3
Four Stroke Engine - Exhaust
Stroke
Before the combustion process
can be repeated, the cylinder must be
purged of the burnt gases and refilled
with a fresh air charge.
J ust before the piston reaches the
bottom of the power stroke, the
exhaust valve is opened to vent the
pressure contained in the cylinder.
The piston passes Bottom Dead
Center and moves upwards on the
exhaust stroke. The motion of the
piston moving upwards reduces the
volume of the cylinder and increases
the pressure.
Since the exhaust valve is open,
the burnt gases flow outwards to the
atmosphere through the valve.
When the piston has reached Top
Dead Center, the exhaust valve closes,
the intake valve opens, and the
cylinder is ready to begin the next
intake stroke.
I)
Burnt Gases u )
3
pushed out
Exhaust Valve
t
Figure 2.5 Exhaust Stroke
Four Stroke Engine - Conclusion
In order for the four stroke engine to produce one power stroke, four distinct
piston movements are required:
intake (piston moves downwards)
compression (piston moves upwards)
power (piston moves downwards)
exhaust (piston moves upwards)
The crankshaft must turn two complete revolutions to produce these for
motions. Therefore each cylinder of a four stroke engine will produce one power
stroke every other revolution of the crankshaft. The valve operating mechanism
(usually a camshaft) will operate at one half of crankshaft speed in a four
stroke engine.
The energy generated on the power stroke is transferred to the crankshaft and
then to the devices powered by the engine. Some of the energy produced is
absorbed by the heavy flywheel, usually mounted on the rear of the crank.
This energy is released as momentum to carry the engine through the exhaust,
intake, and compression strokes.
2-4 Electro-Motive Model 567, 645 & 71 0 Series Diesel Engines
3
3
G,
3
3
3
3
4
3
6Jb
3
3
3
3
3
d
3
13
3
3
3
u
3
3
u)
4
)3
L d
0
c 3
c
c
G
G
c
c Construction
c
c
Two Stroke Engine -
Fuel Injector
I
There are a great many different
designs for two stroke (or cycle) engines;
this text will deal only with the design
similar to the one used on the General
Motors diesel engines.
(air pump)
c
c;
G
c
c
c
As in the four stroke engine, the
cylinder assembly is sealed at the top by
the cylinder head, and at the bottom by
the piston and piston rings. Fuel is
injected in a similar manner by a fuel
injector located in the cylinder head.
There are however several very
important differences. Instead of
utilizing an intake valve located in the
cylinder head, a row of ports, or
openings, have been located in the lower
portion of the cylinder wall. These ports
are surrounded by a chamber known
commonly as the airbox.
c
c
G
c
c Figure 2.6 Two Stroke Engine Constnrction
Fresh air is pumped into this
chamber by an air pump, or blower, for
use in combustion.
G
G
Two Stroke Engine -
c
c Scavenging (Start)
c
c
The two stroke engine uses a
different method of introducing a fresh
air charge into the cylinder than the four
stroke engine. Rotation of the crankshaft
causes the mechanically coupled air
pump to force fresh air into the airbox
that surrounds the air ports on the lower
cylinder walls.
G
c
c
c
c the stroke, this fresh air enters the ~ 1
c
c
c open valves.
IG
c
With the piston at the bottom of
cylinder through the ports. As the
exhaust valves are also open at this time,
the air moves upwards through the
cylinder, and exits through the
Figure 2.7 Scavenging (Start)
2-5 a
(,
ITS Locomotive Training Series - Student Text
G
3
The air ports are angled slightly from the center line of the cylinder causing the
air to swirl in the cylinder as it moves upwards. Thus the cylinder is completely purged
and filled with fresh air. This action is called scavenging.
Two Stroke Engine - Scavenging
(Fin i s h)
The crankshaft rotates, moving the piston
upwards in the cylinder. The upwards piston
movement blocks the flow of fresh air through
the liner ports, and forces a small amount of air
out the exhaust valves. Any remaining exhaust
from the previous power stroke is completely
removed from the cylinder by this action.
The exhaust valves then close to seal the
cylinder and allow compression of the air.
Figure 2.8 Scavenging (Finish)
Two Stroke Engine - Compression
After the exhaust valves have closed, the
piston moves upwards compressing the air in
the cylinder. As in the four stroke engine when
the air is compressed, the temperature and
pressure rise.
However, compression in a two stroke
engine differs slightly in that the initial cylinder
pressure is slightly higher because of the air
pump, and the effective stroke is much shorter.
Figure 2.9 Compression Stroke
2-6 Electro-Motive Model 567,645 & 71 0 Series Diesel Engines
I$
3
3
3
3
09
0
3
3
3
3
3
3
3
cl)
u)
u)
u)
+a#
Ab
3
L
Two Stroke Engine - Injection
The injection of fuel into the cylinder
of the two stroke engine is handled in the
same manner as the four stroke engine.
r\s the piston nears Top Dead Center
(TDC) the fuel injector delivers an atomized
spray of fuel into the cylinder.
The fuel combines with the air and is
ignited by the high temperature. Rotation of
the crankshaft carries the piston past TDC as
the fuel begins to combust with the air.
Two Stroke Engine - Power
Combustion of the fuel and air causes
the pressure in the cylinder to rise rapidly.
This pressure expands in all directions,
pushing the piston downwards with a greater
force than it took to initially compress the air.
As in the four stroke engine, this force
on the piston is converted into a rotary mo-
tion on the crankshaft, providing a useable
mechanical force.
Fuel Injection begins
just before TDC
Figure 2.10 Injection Stroke
Figure 2.11 Power Stroke
IlS Locomotive Training Series - Student Text 2-7
n r - i n
Two Stroke Engine - Exhaust
The piston travels downwards on
the power stroke until a point just before
the air ports are uncovered. The exhaust
valves open to vent cylinder pressure
to atmosphere.
By opening the exhaust valves
slightly before the air ports, a flow of
gasses is started through the valves and
cylinder pressure is reduced below that
of the airbox. By reducing cylinder
pressure in this way a back flow of gas
(backfire) into the airbox is prevented.
Cylinder pressure continues to
reduce until the air ports are opened by
the piston. At this time the fresh air from
the airbox is allowed to enter and
scavenge the cylinder to begin the
cycle again.
Figure 2.12 Exhaust Stroke
Two Stroke Engine - Conclusion
Conversion of the heat energy contained in the fuel is essentially done the same
way in both the two and four stroke engines. However where the four stroke engine
requires two revolutions of the crankshaft to deliver one power impulse, the two stroke
engine will deliver one power impulse every crankshaft revolution.
The power impulses in the two stroke engine are of a less magnitude than a four
stoke due to the reduced effective compression and power strokes.
2-8
Electro-Motive Model 567,645 & 71 0 Series Diesel Engines
3
hb
w,
3
3
3
3
3
d
131
r)
3
Ls
4
3
3
3
I$
3
u)
d
ul
c
c
c
c
G
c
G
c
c
c
c.
c
c
c
L
c
c
c;.
c
G
L
G
c
c
G
c
L
c
c
c
c
c
c;
c
c
c
c
Review
The four stroke engine cycle consists of intake, compression, power,
and exhaust.
Fuel is injected into a closed cylinder containing compressed air at a
temperature high enough to ignite the fuel.
The pressure increase in the cylinder due to the expanding gases forces the
piston downwards inducing a turning motion on the crankshaft.
The four stroke engine requires two complete revolutions of the crankshaft
to produce one power impulse.
The two stroke engine uses air ports located around the lower portion of the
cylinder liner instead of intake valves to admit fresh air into the cylinder.
Fresh air supplied by an air pump is used for combustion and to purge
(scavenge) the cylinder of exhaust gases.
The two stroke engine requires one complete revolution of the crankshaft
to produce one power impulse.
ITS Locomotive Training Series - Student Text 2-9 I
General Engine Arrangement
The two stroke General Motors diesel engine is a It Narrow 'V' type design
consisting of two banks (or rows) of engine cylinders arranged with an angle of 45 0
between them. Opposing cylinders share a common crankshaft eccentric (throw) using
a "fork and blade" connecting rod design. This design allows for a close distance between
cylinders, and the narrow "V", keeps the overall engine width to a minimum. The engine
is available in 8, 12, 16, and 20 cylinder models,
depending on the desired horsepower output. The
compact nature of this engine makes it particularly
suited to railroad locomotives and marine
installations where size is a major consideration.
The rear of the engine is usually called the
flywheel end since this is where the main gen-
erator is driven from. Depending on equipment
and horsepower, it may also be termed the blower
or turbo end because combustion air is supplied
through the rear of the engine by either a mec-
hanical air blower or a turbocharger.
The camshaft gear train and auxiliary
generator drive are located on the rear of the
engine. Engine rotation is left hand, or anti-
clockwise as viewed from the rear facing towards
the front.
45"
Between Banks
Figure 2.13 CM Engine -
Rear View
The front end of the engine is commonly referred to as the governor end as this is
the mounting location of this device. The water pumps, lube oil pumps, and the pump
drive gears are also located on the front of the engine. All oil, fuel, and cooling water
connections for the engine are made on the front end. Since the size and type of pumps
may vary according to engine horsepower and engine application, the front is sometimes
referred to as the accessory end. A drive connection is available on the front end of the
crankshaft for accessory items such as air compressors, additional pumps, or mechanically
driven blowers.
Right Bank
Generator Drive
Left Bank
Figure 2.14 Engine Configuration
I 2-10 Electro-Motive Model 567.645 & 71 0 Series Diesel Engines
3
3
3
3
3
3
3
3
3
3
3
3
r$
3
Ls
3
3
3
3
3
c*,
3
3
hb
3
lu)
3
d
3
bid
3
J b&
L)
c
c
c
G
G
c
G
G
c
c
cfl
c
c
c
c
c
c
c
G
c
c
c
c
c
c
c
c
c
c
G
c
c
c
c
c
c
t
Engine orientation is established from the rear of the engine looking forward.
The engine banks are termed left and right as viewed from the rear of the engine
looking forward. The cylinders are numbered sequentially from front to rear beginning
with the right bank. Cylinder number one is always located on the right front corner of
the engine.
In the illustration of a twelve cylinder engine Figure 2.14, the cylinders on the
right bank are numbered one thru six; the cylinders on the left bank are numbered seven
thru twelve. On a sixteen cylinder engine the cylinders on the right bank are numbered
one thru eight beginning with the right front; the cylinders on the left bank are
numbered nine thru sixteen beginning with the left front.
Cylinder number one on all engines is at TDC when the flywheel pointer reads 0".
The cylinder mated to number one will be at TDC 45" later because of the layout of the
cylinder banks. Therefore, paired engine cylinders, such as number one and seven on
the twelve cylinder model, always fire 45" apart.
On the eight cylinder engine, a power pulse is generated every 45" of crankshaft
rotation (360" I 8 cyl =45"). The sixteen cylinder engine generates a power pulse every
22 1/2" of crankshaft rotation (360" I 16 cyI =22 I/2"). These two engines have a
"Balanced" firing order since the pulses are evenly distributed through out one
crankshaft revolution.
The twelve and twenty cylinder models have an "Unbalanced" firing order.
To balance these engines is not possible with a 45" vee. For example, the twelve cylinder
model would require a power pulse every 30" (360" I 12 cyl =30"). This is not possible
since opposing cylinders are 45" apart. The "Pairs" of cylinders are distributed through
out the revolution based on experience and computer simulation to give the best
performance for the twelve and twenty cylinder models. An Injector Timing tag is
located at the rear corner of the engine for use when doing engine adjustments.
NOTE:
Always consult your Engine Maintenance Manual for the correct firing
order and timing for the engine being serviced !
The exhaust system is located on the top of the engine between the cylinder banks.
For engines equipped with mechanical blowers, the exhaust is collected in the manifold
and allowed to vent to atmosphere. On higher horsepower engines equipped with
turbochargers, the exhaust is collected in the manifold and sent through the turbine
before escaping to atmosphere.
~ ~~ ~ ~ ~~
ITS Locomotive Training Series - Student Text 2-11 I
3
L)
3
Review
The GM diesel engine is a 45" "narrow V" design.
Engine layout is determined from the rear of the engine facing forward.
The combustion air supply (blower or turbo), camshaft gear train, and generator
drives are located on the rear of the engine.
The engine consists of two banks (or rows) of cylinders, the left bank and the
right bank.
The cylinders are numbered from front to rear, beginning with the right
front cylinder.
Opposing cylinders are always timed 45" apart.
The front end of the engine is also called the governor or accessory end.
The governor, water pumps, and lube oil pumps are located on the front of
the engine.
All fuel, oil, and cooling water connections are made at the front of the engine.
The exhaust system is mounted to the top of the engine between the
cylinder banks.
3
3
3
3
3
3
3
3
64
3
3
3
i o)
'Ir)
I$
3
3
3
lo)
4
1c3
Ls
3
3
3
3
3
3
3
3
L J
2-12 ElectroMotive Model 567, 645 & 71 0 Series Diesel Engines
L A
~
c
c
G
G
c
G
G
G
(I,
c
c
c
c
c
c
c
G
c
c
6
ci
c
c
c
c
c
c
c
c
G
G
G
c
c
G
c
c;
Internal Pressure Divisions
The GM diesel engine is divided into two distinct pressure zones; positive pressure
(above atmospheric pressure); and negative pressure (be2ow atmospheric pressure).
Positive Pressure
The airbox area of the
engine is always at a positive
pressure as compared to
atmosphere. The positive
pressure is required to force the
air into the cylinders through
the liner air ports. The in
flowing air must have sufficient
pressure to push through the
cylinder and force the burnt
gases out the exhaust valves.
Unlike the four stroke engine,
there is no intake stroke to draw
fresh air into the cylinder, nor
an exhaust stroke to expel the
burnt gases.
Positive
Pressure
Figure 2.15 Positive Pressure Zone
The positive air pressure in the airbox is sometimes referred to as the boost
pressure. The amount of boost pressure on a mechanical blower equipped engine is
directly proportional to the speed of the blower (engine speed). On turbo equipped
engines, the boost depends not only on engine speed, but also the amount of fuel
consumed by the engine, as the turbo relies on waste heat energy in the exhaust
to operate.
Negative Pressure
Most engines use a crankcase
ventilation system to prevent the buildup
of combustible gases in the crankcase.
The eductor system on the GM engine is
designed to keep the crankcase at a
negative pressure whenever the engine is
running. Blower equipped engines draw
the crankcase vapours through an oil
separator into the blower inlet.
Turbo equipped engine use an eductor
(venturi) tube in the exhaust stack to
draw the vapours through the oil
separator and expel them to atmosphere.
Figure 2.16 Negutive Pressure Zone
ITS Locomotive Training Series - Student Text
2-13 I
. ... . _ - ~ ... ... ~.
The oil separator is designed to trap and recover small oil droplets carried out of
the engine with the vapours.
The top deck area of the engine is common to the engine sump through oil drain
tubes, and the entire assembly is kept at the negative pressure. The reduction of pressure
is dependant on engine speed and engine condition. As engine speed is increased,
the vapour withdrawn is also increased. Leakage on engine covers and seals or excessive
piston ring leakage (blowby) will affect the ability of the system to maintain the
negative pressure.
Serial Numbers
To facilitate parts identification most major components and assemblies are
stamped with a part number and a unique serial number. In order to maintain the GM
engine and ensure correct parts replacement, it is necessary to understand the system
used for serial numbers. Section 0 of the Engine Maintenance Manual identifies most
parts that carry serial numbers and where the number is located.
Refer to
section " 0" of
the Engine
Maintenance
Manual.
The following example shows the type of information typically found on the Serial
Number & Identification plate found on the right bank of the crankcase.
a) model designation
b) date of manufacture (or remanufacture)
c) location of manufacture
d) production sequence number
ELECTRO-MOTIVE DIVISION
GENERAL MOTORS CORPORATION
LAGRANGE, IL 60526
MODEL NO. SERIAL NO.
l - 2 3 4 s 6 i 8 9 i o
Figure 2.17 Engine ldentification Plate
I 2-14
~~ ~
Electro-Motive Model 567, 645 & 71 0 Series Diesel Engines
3
3
I
3;
3
3
I
31
31
c
c
c
c
e
G
G
c
c
c
c
c
c
c
c
c
c;
c
c
c
c
c
c
c
G
c
c
c
c
e
G
G
G
c
G
c
c
The specific breakdown of the data is as follows:
(1)
Number of cylinders ( 8, 12,16, or 20)
(2)
Cubic inch displacement per cylinder ( 567,645, or 710)
(9291.4, 10,569.6, 1 1,634.8)-CM3
(3)(4) Application ( 567A thru E, 645 E thru F, 710 G)
E Railroad engine blower equipped
El Industrial engine blower equipped
E2
E3 Railroad engine turbocharged
E4 Industrial power generator
E5
E6
E7
E8
E9 Drill rig engine turbocharged
El 0 Industrial engine turbocharged
Marine engine blower equipped (without strainer housing)
Marine engine turbocharged (without struiner housing)
Marine engine blower equipped (with strainer housing)
Marine engine turbocharged (with strainer housing)
Drill rig engine blower equipped
( 5 )
New Generation Fuel Economy Engine (designated B or C)
(6) Year produced
(7)
Month produced ( A thru M, Z is skipped due to confusion)
(8) Engine history
1 New manufacture
2 Remanufactured trade in
3 UTEX (unit exchange)
4 Repair and return
(9) Location of production
1 LaGrange, 11.
2 not used
3
4 Vendoritem
5 Halethorpe, Md. (turbo)
6 Commerce, Ca. (turbo)
7 Jacksonville, F1.
Hazelwood, Mo. (no longer used)
(10) Production sequence number
In addition to the engine itself, all major components and assemblies carry a serial
number. While it is possible for two parts to have identical serial numbers, it is not
possible for two parts to have both the same serial number and the same part number.
For example, while you may have a cylinder head and a cylinder liner with the same
serial numbers, it is impossible to have two cylinder heads with the same serial numbers.
ITS Locomotive Training Series -Student Text 2-15 a
I
3 ;
.. . , . .. .
Review
The diesel engine and all major components and assemblies are identified with
part numbers and unique serial numbers.
The serial number provides a history of the engine or component including date
and location of manufacture.
The diesel engine identification tag is located on the right bank of the engine
It is not possible to have two identical parts with the same serial number.
The first two digits of the serial number indicate the year of production.
Months of manufacture are expressed as A thru M; I is excluded due to confusion.
The last three digits of the serial number indicate the production
sequence number.
2-16 Electro-Motive Model 567,645 & 71 0 Series Diesel Engines
3
3
3
31
c
c
G
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c1
c
c
c
c
c
c
G
c
G
c
c
G
c
c
b
CJ
c
G
Engine Components & Construction
Physical Layout
The GM 567,645 and 710 Diesel engines are of a "V" design, and are
manufactured in 8, 12, 16 and 20 cylinder models. Most engines use a left hand
(or counterclockwise) rotation, as viewed from the rear, or flywheel end. Some marin
applications use a right hand (clockwise) rotation engine paired with a left hand rotation
engine so the propellers will spin in opposite directions. Others use a right and left
rotation engine coupled to each side of a common gearbox to turn a single propshaft.
The camshaft gear train and turbocharger or rootes blower are located on the rear
of the engine.
The governor, oil pumps, water pumps, and strainer housing are located on the
front, or accessory end of the engine.
An important point is that the engine is mounted backwards in the locomotive,
the rear of the engine faces the front of the locomotive.
The engine is arranged into pairs of cylinders, each pair using a common throw on
the crankshaft. The cylinders are divided into two banks, left and right. If you view the
engine from the rear facing towards the governor, or accessory end, the left bank is on
the left side, and the right bank is on the right side.
ITS Locomotive Training Series - Student Text 3-1 I
3
On a 16 cylinder engine, for instance, the cylinders are numbered one to eight on
the right bank, starting with the front right. On the left bank of the engine the cylinders
are numbered nine to sixteen, starting with the front left. This gives us pairs of cylinders
such as 1 and 9,8 and 16.
Opposing cylinders fire 45 degrees of crankshaft rotation apart due to the 45
degree "v" layout of the engine. A 16 cylinder engine has one cylinder firing every
22 -1/2 degrees of crankshaft rotation (360/16). Since the timing between each power
pulse is equal (22 1/2 degrees), the 16 cylinder engine has a balanced firing order.
The firing order for a 16 cylinder example engine is 1,8,9, 16, 3,6, 11, 14,4, 5, 12,13,
2,7,10, 15.
8 22-1 /2"
9
16
22-1/20
45"
67- 1 /2"
90"
112-1/20
135"
157-1/2"
180"
202-1/20
225"
247-312"
270"
292-1/2"
315"
3 37- 1 n o
On 12 and 20 cylinder engines, the firing order is unbalanced, with an unequal
number of degrees of crankshaft rotation between power pulses. To have a balanced
firing order, a 20 cylinder engine would need a power pulse every 18 degrees, and a 12
cylinder every 30 degrees, both of which are not practical due to the 45 degree "V"
arrangement.The following charts show the firing order and top dead center for 12 and
20 cylinder left hand rotation engines.
a 3-2 Electro-Motive Model 567,645 & 71 0 Series Diesel Engines
3
3
3
3
3
3
3
3
d
3
3
Icg
3
3
u)
3
3
3
3
u
3
1c3
9
es
1)
3
u,
u
3
r3
* A
Ls
LJ
\
L)
c
c
L
L
c
c
c
c
c
d.
c
c
c
L
c
c
c
c
G
ci
c
6.
c,
c.
G
ic
c
c
c
c
t2
c
c
c
CJ
12
7
4
3
10
9
5
2
11
8
6
165"
1 0"
19 9"
8 36"
11 45"
5 72"
18 81 "
7 108"
15 117O
2 144"
17 1 53"
10 180"
12 189"
3 216"
20 225"
6 252"
13 261 "
4 288"
16 297"
9 324"
14 333"
On the 12 cylinder 710 engine, the firing order has been changed in an effort to
smooth out the torsional vibrations caused by the unbalanced firing order of previous
engines. This is made possible by using a different crankshaft and camshafts along with a
specially tuned pendulum trpe torsional damper.
The following is the firing order / top dead center chart for the 12N left hand
rotation engine for comparison to the 12 cylinder chart on the previous page. The 12N
engine is only available in left hand rotation versions.
NOTE:
Always consult your Engine Maintenance Manual for the correct firing
order and timing of your engine. This information may be found in Section 0
r of the EMM.
IlS Locomotive Training Series -Student Text 3-3 I
3
\'
I 567 - 645 - 71 0 Engine Evolution
1
I MODEL YEARS #CYLS 16CYL H.P. IMPROVEMENTS I
Top Deck Cover
Camshaft
injector Rocker A n
OVemPOSd Trip Shoe
F d Manifold
Injector control Shafl
Injaater Rack
Cylinder Test Valve
Fuel injector
Cylinder Head Crab Bon
Air inlel Porn
Air Box
Water inlet J umper
Water Inla MMlfold
Main Lube Oil Manifold
Fork CoMlectlng Rod
Conwcllng Rod B ~ l u t
Main Beating 'A' Frame
Mdn Bearing Cap
ClWlk0haft
Cnnl ohaf t Coumennl ~
Exhaust Valve
Rocker A n
E x h m v.hn, Bridge
Exhawt Valve Spring
Exhaust Valve
Cylinder Head
Piaton
ThM WMher
PMon Carrier
Piaton Pin
Cnnkcuo
Cyl1nd.r Liner
Blade Connecting Rod
Oil Drain Md V M '
Air Box
Handhola Cover
Piston Cooling
Oil Plpe
Piaon Cooling
Oil Manifold
oil PMl
Handhole Cowr
oil PM
011h i Qnug.
Oil Pan Sump
\**A L "l x. 4=y
Figure 3.1 Cross Sectional Engine Diagram
mWAmR mMLa
645 SERIES DIESEL ENGINE
I 3-4
ElectroMotive Model 567.645 & 710 Series Diesel Engines
c
c
c
G
G
L
c;:
c
c
c
c
c
c
c
G
c
c
c
c
c
G
c
c
c
c1
G
CI
G
c
c
c
c
G
c
c
c
c
Components
In this section we will look at the major components of the diesel engine, their
function and location. This section is intended to aid in identification of engine
components and systems. Repair and inspection is covered in the engine maintenance
manual, maintenance instructions documents and in subsequent training manuals.
Crankcase
The main structural component of the engine is the crankcase or engine block as
shown in Figure 3.2 below.
Figure 3.2 Engine Block
ITS Locomotive Training Series -Student Text 3-5 I
3 '
r
\
450
3
Figure 3. 3 Airbox Section (Left) and Airbox Sections in 45 Degree "V" (Right)
The engine block is constructed from four lengths of channel welded
together to form the 45 degree air box as illustrated in Figure 3.3.
The two air box sections then have a tie plate added at the top and a curved
plate added in the "V" to form the main oil gallery. Power pack retainers, base rails
and " A frames are added to complete the inner air box assembly as shown in
Figure 3.4.
\ Tie Plate
curved Plat
Power Pack Retainers
Figure 3.4 Airbox Sub-assembly (Left) and Completed Airbox Assembly (Right)
Figure 3.5 illustrates the application of the remainder of the items such as
side cover plates, crab supports, cylinder test valve retainers, etc., to complete the
construction of the crankcase or engine block.
The completed assembly is then measured to ensure there is enough material
for the machining processes. The engine block is then heated to between 1050F
and 1200F to relieve any stress from welding. After being allowed to cool, the
block is peened with steel shot, then sent for machining. The block supports the
power assemblies and crankshaft, and serves as a mounting for accessories such as
the oil pumps, turbocharger, etc. It is the main structural component of the
engine, everything else is attached to it.
3-6 ElectroMotive Model 567,645 & 71 0 Series Diesel Engines
3 !
3
3
3j
L)
c
c
LJ
ci
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
G
G
c
c
c
c
c
c
c
G
L
Top Deck Upper Water Manifold
Mainframe Member
Figure 3.5 Completed Crankcase Assembly
This engine is called a dry block design, because the engine coolant circulates
through water jackets built into the individual cylinder liners.
Earlier engines (567UV, 5674 and 567B) used "water decks'' and O-rings on
the liners and cylinder heads to contain the engine coolant.
Discharge Water Manitold
I
Figure 3.6
r Water Manifold
niet Water Manifold
567 W, 5674 abd 567B Block Cross Section
l?S Locomotive Training Series - Student Text 3-7 I
d
3
3
Cylinder bores on opposite banks use the same centre line because they share one
throw of the crankshaft. This feature allows for a relatively compact design. Exhaust
passages are built in to carry the exhaust gasses from the cylinder heads to the exhaust
manifold.
3
The crankcase assembly has handholes to allow inspection and servicing of
components in the airbox surrounding the cylinder liners.
3
3
On the underside of the crankcase are A-frames which form the main bearing
On each side of the crankcase are located piston cooling manifolds that deliver oil
3 !
3
3
3
supports for the crankshaft. Above the A-frames is a standpipe running the full length of
the engine which provides a passage for main bearing lubrication.
to the underside of each cylinder assembly.
Base rails along each side of the crankcase allow for mounting of the oil pan.
CRANKCASE COMPARISON
567 - 645 Comparison
Crankcase Construction
A-Frame Attachment Weld Sizes
567C and Earlier 114"
5670 and early 645E 318"
645E, I968 and later 112"
645E, serial ##starting with 1971
"D" and later (heavy "A" frame)
shown below
StVldPlp.
Figure 3.7 "A"-Frame Weld Locations
CRANKCASE 'A' FRAME
SIDE VIEWS
PREVIOUS 'A' M E
(pr&To 71D thn)
NEW HEAW 'A' W E
(71D Quu And On)
Figure 3.8 "A" Frame Configurations
L 3-8
ElectrMotive Model 567,645 & 71 0 Series Diesel Engines
I
d l
31
I
31
31
31
' c p l
i
,
U '
LJ
c
L
G
G
G
LJ
c
c
G
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
G
6
c
c
G
G
G
c.
c
c
. .
. .~ .
645E - 645F Comparison
645F, 1977, legs extended through base rail and welded on both sides
(shown Below)
thicker base rail and top deck plate
i T h MT o p D r *
E CRANKCASE F CRANKCASE
Figure 3.9 645E and 6453 Crankcase Comparison
645F - 71 0 Comparison
710G, A frame attachment
same as 645F
Note: Additional improvements
to the "G" case:
1" larger main bearing bore
1.5" taller head retainer
and cap
forging
caseceld
Improved head retainer to
1/16" thicker side sheets
1.62" taller and 1.12" wider
than "F"
+1.12"- =
I
+1.62"7 I
(+28.45mm)
Figure 3.10 645 - 710 Crankcase Comparison
ITS Locomotive Training Series - Student Text 3-9 I
i 3
Main Bearings and Crankshaft
The next components
to be covered are the main
bearings and crankshaft.
Figure 3.6 shows a typical
main bearing application.
During final machining
of the crankcase, all main
bearing caps are installed, and
the main bearings are line
bored; serial numbers are
stamped on both the A
frames and bearing caps on
the right side, including
position number.
The bearing caps are not
interchangeable between
positions or engines.
Figure 3.1 1 Main Bearings
You can see from this illustration that the main bearing caps are held in place by
studs with nuts on the top and bottom.
The top nuts (culled D nuts) are shaped to fit into recesses in the top of the A
frame; this prevents them from turning. The studs have a hole drilled through the top; a
retainer clip is inserted through this hole and mates with a slot in the top of the D nut to
lock the stud and nut together. A special nut and hardened washer complete the bottom
of the assembly. Newer 710 engines, due to a new machining process, use an automotive
style main bearing cap retaining system. Threads are cut in the A frame and the main
bearing caps are held in place with cap screws.
The bearing itself is in two parts, an upper insert and a lower insert, the bearing is a
steel backed bronze bearing with a leadkin (babbitt) overlay called a tri-metal bearing.
The bearing is prevented from turning in the bore by tangs that fit into recesses in
the Kframe and bearing cap. The bearings can be replaced with the crankshaft in the
engine by rotating the engine opposite to normal rotation. The upper and lower inserts
are not interchangeable.
Excessive longitudinal movement of the crankshaft is controlled by thrust collars
located on the #3 main bearing of the 8 cylinder engine, #3 on the 12 cylinder, #5 and
#6 on the 16 cylinder and #6 and #7 on the 20 cylinder.
Oil passages are drilled through the A frames up into the oil gallery to provide
main bearing lubrication. A stand pipe protrudes up into the oil gallery from each of
these passages to reduce dirt migration to the main bearings by taking the supply from
the middle of the gallery instead of the bottom.
3-10 Electro-tvlotive Model 567,645 & 71 0 Series Diesel Engines
L)
3
LJ
3
(3
Iys
3
3
r3
3
3
3
3
u
3
4
3
3
3
3
3
3
u,
3
3
u,
3
3
3
0)
1
13
13
L)
L L
Crankshaft
The crankshaft as shown in Figure 3.12 is a drop forged carbon steel assembly
with induction hardened journals (main and throws). In the 16 and 20 cylinder engines,
the shaft is in two parts, bolted together between the #5 & 6 main bearings on the 16
cylinder and #6 & 7 on the 20 cylinder.
Figure 3.12 Crankshafts
Crankshafts are dynamically balanced, by using counterweights, which
compensate for the rotating mass of the crankpin and lower part of the connecting rod.
Oil passages (Figure 3.13) are drilled in the shaft to allow oil from the main
bearings to lubricate the lower connecting rod bearings.
Figure 3.13 Oil Passages
3-11 I ITS Locomotive Training Series - Student Text
. . .
. . . .. . - .. . ..I .- . . .. - . . . . . . . . .- . . -. . . . ,
Figure 3.14 Ring Gear and Coupling Disc
Torsional Dampers
A torsional damper,
(sometimes called harmonic
balancer) is applied to the
front of the crankshaft,
directly behind the accessory
drive gear, to absorb
crankshaft torsional vibrations.
Four types of torsional
dampers have been applied to
EMD engines over the years,
the spring pack type, gear
we, viscous damper, and the
pendulum type.
The spring pack
torsional damper is used on
all 567 engines and 645
blower engines only. There
are two versiodj-the 3 pack
and the 6 pack. The 6 pack
damper is recommended as
an upgrade for any engine
using a 3 pack damper.
The ring gear and
coupling disc bolted to the rear
of the crankshaft provides the
coupling for the generator, ring
gear for engagement of the
starting motors and holes for an
engine turning bar to manually
rotate the crankshaft. Degree
and top dead center markings
are stamped on the outer rim of
the coupling disc for reference
during maintenance
procedures.
On some stationary and
marine engine applications
where there is no generator, a
heavy flywheel is fitted to the
rear of the engine. On gene-
rator applications, the flywheel
effect is provided by the weight
of the main generator rotor.
Figure 3.15 Harmonic Balancer and Accessory Drive Gear
3-12 Electro-Motive Model 567, 645 & 71 0 Series Diesel Engines
3
3
3
L)
I)
3
c3
3
3
3
3
3
3
3
u
3
3
3
3
Q
3
3
3
3
u
kb
3
-- 3
3
3
3
4
u
LJ
-L
5
c
c
c
c
c
c
c
c
c
c
c.
e
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
G - .
c
c
c
c
c
Spring Housing
C
h F
Spring Packs
Spring Drive Pins
Oil Passage
from Crankshaft
Figure 3.16 Spring Pack Torsional Damper with Front Coupling Removed
Viscous Dampers have a
hollow sealed housing with a
heavy inner ring rotating freely
in a thick silicone fluid to
absorb torsional vibrations.
These were applied to 645E3
turbo engines until 1978 and
are no longer recommended for
use as the silicone fluid
deteriorates and solidifies after
approximately 7 years.
Symptoms of a failed
viscous damper include broken
water pump shafts, and severe
vibration. Replace with gear
type damper.
.. .
. I
Figure 3.17 Viscous Damper
3-13 I c
ITS Locomotive Training Series - Student Text
c i
3
3
Spider
Front Plate intermediate Rear Plate
Figure 3.18 Gear Type Damper, Exploded View
The gear type torsional damper is a hydraulic paddle wheel device that absorbs
torsional vibrations by forcing engine lubricating oil from passages in the crankshaft
through narrow passages in the damper.The front plate, intermediate ring and rear plate
are cushioned from the spider which is attached to the crankshaft, by the engine
lubricating oil.
This damper requires no maintenance other than inspection at normal overhaul
time, but should be checked for free movement at intervals specified in the applicable
Schedualed Maintenance Program. This is done by removing the front crankcase
handhole cover and rotating the damper about 10" in each direction. If the damper
cannot be moved it should be removed and disassembled.
The pendulum type torsional damper is used on the 12N engine only. It uses
centrifugal "throw out" weights attached to a center hub to absorb the crankshaft
torsional vibrations.
Figure 3.18a Gear Type Damper
b 3-14 ElectroMotive Model 567,645 81 71 0 Series Diesel Engines
13
3
3
3
3
3
3
3
4
3
3
3
3
3
3
3
3
3
3
3
3
3
cg
3
3
3
1 :
3
L,
13/
c
c
c
c
c
G
0
G
CJ
c
c,
c1
G
c
c
c
ci
c
c
c
c,
c
c
c
e
ci
c
c
c
G
G
G
G
b
G
c
1c
Oil Pan
The engine oil pan (Figure 3.19) encloses the lower part of the crankcase
assembly, and serves as both a base for the engine and a storage sump for lubricating oil.
Seal O m
Oil 8ump
Figure 3.19 Oil Pun (Sump)
scawhging oil
Suctlon Line
Handholes are provided at each cylinder location for inspection and servicing of
engine components. Tubes in the oil pan correspond with holes in the crankcase base
rail, and serve as drains for the air boxes.
The oil pan also provides for checking of the oil level with a bayonet type dipstick,
and piping to drain the sump. The pan is fabricated from steel plating and bolts to the
underside of the crankcase assembly.
TYPES OF OIL PANS ~00000000
1 I I
-
/
Standard Capacity Oil Pan
apacity Oil Pan - I
Marine Type Oil Pan
3-15 ITS Locomotive Training Series - Student Text
3
Figure 3.20 Power Assembly
Cylinder Liner
The cylinder liner as shown in Figure
3.21 is a cast iron assembly with brazed on
outer sleeves.
The unit comprises the cylinder itself,
cylinder water jacket, and intake ports.
The intake ports are arranged in a row around
the circumference of the liner.
This arrangement ensures complete
cylinder scavenging.
Coolant enters the liner from a water
manifold in the airbox, through a water
jumper, into a flanged connection on the
front lower side of the liner. Inside the water
inlet is a deflector that prevents erosion and
cold spots on the liner.
Power Packs (Assemblies)
Each cylinder of the diesel
engine consists of a power pack or
power assembly as shown in Figure
3.20 which is made up of the
following parts:
cylinder liner
cylinder head
piston and rings
piston carrier assembly
connecting rod assembly
Depending on your railroads
maintenance practices, the power
assembly can be removed from the
engine piece by piece, or as a
complete unit.
Pilot Stud
WatWJacket
Air Inlet Ports
Water Inlet
Lomr &d
Gr oom
Figure 3.21 Cylinder Liner
m 3-16 Electro-Motive Model 567, 645 & 710 Series Diesel Engines
3
3
3
3
3
3
3
3
3
3
d
bl
3
c9
3
3
4.
0
1p
3
3
3
3
3
3
3
3
3
3
u,
3
..3
LJ
L)
c
c
G*
G
c
c
G
c
c
c
c
c
(I,
c
c
c
c
c
ci
ci
G
c
c
CI
c
6
c
G
c
CI
c
6
G
G
c
c
c,
The coolant circulates through the lower liner,up passages between the ports, and
then through the upper liner. From there, the coolant passes through 12 outlet ports on
the top of the liner to the cylinder head. The discharge holes are counter bored to retain
red silicone seals with white teflon heat dams. A copper head seal is used between the
liner and cylinder head. Eight stud bolts are arranged around the top of the liner to
retain the cylinder head. A special pilot stud is located at the 5 o'clock position to ensure
proper gasket and head alignment.
The liner serial number is stamped below the water inlet on the side of the liner.
There are basically two main types of cylinder liner; cast iron and chrome. These terms
refer the treatment of the cylinder walls. The cylinder may have either chrome plated
cylinder walls to be used with cast iron piston rings, or laser hardened cast iron walls
used with chrome rings. The type of liner applied is dependant on the type of service
the engine is used for. Chrome liners are generally applied when the locomotive must
burn high sulphur fuels because they are particularly resistant to corrosion.
The inner surface of the cylinder can be inspected while installed in the engine by
sighting through the airbox and intake ports with the piston at bottom dead centre.
The liner bore diameter is increased approximatly .010" in the port area to relieve
piston ring tension as the rings pass the ports.
The cylinder liners also have seal grooves containing O-rings in the bottom area.
These O-rings seal off the airbox from the crankcase and mate with a lower liner insert in
the bottom of the airbox.Two types of lower liner seals are used, Viton and Polyacrylic
rubber. Viton seals offer improved durability over polyacrylic rubber and are identified
by two red stripes 1/2" wide. Polyacrilyc rubber seals can be used in the lower groove on
all blower engines and in the top groove on all except EC, F, and FB engines. Viton
seals are required in the lower groove on all turbo engines and the top groove on EC, F,
and FB engines.
Figure 3.22 Lower Liner Bore Insert
The lower liner insert is a cast
iron, replacable, sacrificial wear surface
that is press fit and removed from the
engine block using special hydraulic
equipment. The lower liner pilot area
and O-rings wear away the inside
diameter of the lower liner insert as a
result of engine vibration and power
assembly movement. Two types of
lower liner inserts are in use, the
phosphate coated insert used on the
567 up to 645EC engines and the
nickel plated insert used on 645F to
710G engines. The nickel plated insert
offers improved wear resistance. A .060"
oversize diameter lower liner insert is
available for use where the insert
crankcase bore is out of specification,
which allows the weld up and re-boring
of the insert bore to be postponed.
ITS Locomotive Training Series -Student Text 3-17
,.~. -,- , -,.
... ... . ' L I _.. ,.. . I .-.A_ _, L. - I
Piston and Rings
The pistons in EMD engines (Figure 3. 23) are a cast iron alloy, one piece
symetrical design which may be either
phosphate coated or tin plated depending
on application.
Pistons on 567 and 645 engines are
phosphate coated, which is not a lubricant,
but absorbs engine oil to provide a barrier of
lubrication between the piston and liner.
The 710 piston has a ,0007" to .0015"
(.02 mm/.04 mm) tin plating applied from
below the #4 ring land to the bottom of the
piston. This was done because of the 20%
higher thrust loads from increased
connecting rod angularity. Tin plating also
reduces liner scuffing and is an aid in the
I-
" break in process.
Figure 3.23 Piston Cut-Away
Tin-plated pistons are also available for all types of 645 engines and are recom-
mended as an upgrade for EB and later engines to reduce liner bore scuffing.
The undercrown of the piston is cooled by lubricating oil supplied by the piston
cooling section of the main lube oil pump to the piston cooling pipes. This oil
circulates from the piston cooling pipes through the piston carrier to the fins in the
undercrown area to remove combustion heat from the piston crown area.
The piston has four compression rings
( 3 for 567 engines) on the upper portion to seal
the cylinder from the crankcase.These rings are
either ductile steel for use with chrome plated
liners, or chrome plated for use with cast iron
finished liners. The top ring for use in cast iron
finished liners is usually stainless steel with
chrome plated face and sides that is pre-stressed
by shot peening to improve fatigue strength.
The rings may be inspected through the airbox
handhole with the piston positioned so the rings
are visible in the intake ports.
Ring
Belt
&
-
Two different sizes of ring belts (distunce
from upper side of top piston ring to the top ofthe
piston) have been used. Ring belt location
affects timing. Blower type 645 pistons have a
3/4" ring belt width as do 645EB and later "fire
ring" pistons. On 64533 pistons the ring belt
width is 1 1/4".
100 Drain H& Surfaces
Figure 3.24 Tin Plated Piston
3-18 Electro-Motive Model 567,645 & 710 Series Diesel Engines
CJ
c
c
CI
c
c
c
c
(2
G
c
c
G
c
c
c
Ci
c
c
c
CI
CI
G
c
c
(i
c
c
c
Cf
c
c
c
CI
c
c
c
1
- . . -. . . .. , . . . - - - - - .
Two oil control rings are positioned on the lower portion of the piston skirt to
control liner lubrication and prevent excess oil consumption.
Piston Carrier PISTON CARRIER
Step to hold insert
, % Oil Draln Hnla
The piston rides
on a "trunnion" type
carrier assembly (Figure BearingFace-
3.25). The carrier is
fitted inside the piston,
and a thrust washer on
top of the carrier allows
the piston to rotate
freely in the cylinder.
The piston is Bearing Retainer
retained by a large snap
ring fitting into a groove
in the lower inside piston skirt. The snap ring is not loaded during normal operation as
the piston is driven downward with each power stroke. If an injector is cut out or a
cylinder is not firing, the snap ring is loaded as it must pull the piston down.
Figure 3.25 Piston Carrier, Rocking pin
Old Desig
Figure 3.26 Piston Cooling Tube Assemblies
ITS Locomotive Training Series - Student Text 3-19 I
i
31
11)
d
. . . . . .. - ._ . .
u'
3
Two different types of piston
pin-carrier combinations have
been used, the plain bore type and
the rocking pin b-pe.
The plain bore piston pin is
conventional shaped and uses a
bearing insert retained in the
carrier by tangs. Silver plated
bearing inserts are used on 567 and
645 turbo applications and bronze
lined inserts on 567 and 645
blower engines.
The "rocking piston pin" is
machined on two offset centers
.030" (.76 cm) to produce
mechanical separations between
the pin and bearing insert
alternating between the three
bearing surfaces in the course of a
power cycle. This creates a
pumping action to circulate
lubricating oil between the pin and
bearing. The rocking pin bearing
insert is retained by a bolt, locking
clip and bearing retainer.
On engines later than 710G3B, the
insert is retained by a larger bolt
(5116) torqued to 30 ft. lbs. (41
Nm) with no locking clip.
Lubrication and cooling of
the carriertpiston assembly is
handled by the piston cooling
portion of the lube oil system.
'Piston
Cooling
Pipe
Figure 3.27 Piston Cooling Oil Flow
hong each side of the drankcase is the piston cooling manifold, which has small "peel'
pipes for each cylinder.
As the pistontcarrier approaches the bottom of the stroke, oil from this pipe is
directed through a passage in the carrier to the underside of the piston. This oil cools the
piston and lubricates the assembly.
3-20 Electro-Motive Model 567,645 & 710 Series Diesel Engines
I
&) /
I
3i
vt
3
e
c
c
c,
c
c
c;
c
c
c
c
c
c
c
c
c
c
c
c
c
6
c
c
c
c
c
c
G
c
c
c
c
cf
c1
c
c,
CI
Connecting Rods
The GM diesel engine uses an interlocking connecting rod design (Figure 3.28) to
connect the power assemblies to the crankshaft.
Basket Bolts
ar
Bearing Shell \ ,
Lower BasW
B o b Basket
Figure 3.28 Connecting Rod Configuration
The connecting rods consist
of fork rods, blade rods, basket
halves, and a set of connecting rod
lower bearings with the piston pins
bolted directly to the connecting
rods.
The connecting rod bearing
is held in place by the basket
assembly of the fork rod. Two
dowels in the fork rod locate the
upper bearing shell, and one
dowel in the basket locates the
lower bearing shell.
This bearing is a two part,
steel backed, lead bronze with a
babbitt overlay similar in
construction to the main bearings.
The blade rod slides back
and forth on the back of the upper connecting rod bearing and is held in place by
shoulders on the inside of the fork rod.
On left hand rotation engines the fork rods are installed on the left bank of the
engine with the dowel on the basket serrations facing outwards.The blade rods are
installed on the right bank with the long "toe" facing inwards. This articulated design
allows for two cylinders to share a common crank throw centerline, greatly reducing
overall engine dimensions.
The fork rod has serial numbers stamped in three places; both basket halves, and
above the dowel on the fork rod itself. The blade rod serial number is stamped on the
slipper foot opposite the long toe. Fork rods and baskets are not interchangeable, as they
are line bored as an assembly.
A blue color on the sides and top of the blade rod slipper foot is a result of the
hardening process, not a sign of overheating. No abrasive material should be used on
the polished slipper foot surface of the blade rod.
The hinge pin type basket halves and connecting rods on 567,567A, 567B, and
567BC engines are no longer sold or serviced. The recommended upgrade is to replace
them with the 567C type piston, carrier, pin and connecting rod assembly.
An upgrade for fork rods manufactured before 1972 is to machine off the saddle
"earsll, which eliminates the potential for fatigue cracks in that area. This modification
procedure is covered in EMD Pointers 6 - 1 1 - 73.
ITS Locomotive Training Series -Student Text
3-21 I
3
Cylinder Head
The next component to be looked at is the cylinder head (Figure 3.29).
The cylinder head is a cast iron component, with passages for coolant and exhaust gases.
Four exhaust valves control the flow of gases from the cylinder, through the
passages, into the exhaust runner in the crankcase. These valves are run in replaceable
nitrided valve guides, and held in place by valve springs and keepers. Three basic types
of exhaust valves have been used stellite, inconel, and heavy-head inconel.
Stellite valves with double groove locks were originally used on the 567 engine but
are no longer available. Inconel valves with single groove locks and part number
stamped on the stem originally used on the 645 engine are also no longer available.
Heavy-headed inconel valves, which are more durable, became the basic valve in 1979
are are retrofitable to all EMD engines. Different valve types may be mixed within low
horsepower engines but not within individual cylinder heads.
The bottom of the head; or fireface, forms the top of the cylinder and the mating
surface with the top of the liner. The fireface has a machined suface called
phonographic finish which aids in sealing the head to liner gasket. "Considerable
research and development time has been spent on eliminating the main cylinder head
problem, fireface cracking between the injector
well and the valve seats from thermal fatigue."
Fireface temperatures on the latest
cylinder heads, (Diamond 6) have been
reduced by the addition of internal cooling
surface spines, improvement of water flow, and
the reduction of fireface metal thickness.
Twelve passages around the outer
diameter of the fireface allow coolant to flow
from the liner to the cylinder head.
The coolant flows over the inside of the
fireface, around the valve guide bores and
injector well, and exits the head by a discharge
elbow into the engine block. From there the
coolant is collected from all cylinders and flows
to the radiators.
The top of the head is machined for
mounting of the injector, rocker arm assembly,
and power assembly hold down crabs.
The fuel injector is held in the injector
well by a hold down crab, and is clamped
against a copper seal in the bottom of the well
to prevent combustion/compression leakage
from the cylinder.
RockerAnn- bb
Injector crab ....-a
Figure 3.29 Cylinder Head Assembly,
Exploded View
3-22 ElectroMotive Model 567,645 & 71 0 Series Diesel Engines
G
c
c
c
c
c
c
c
CL.
c
c
c
c
c
c
c
c
c
c
G
c
c
c
c
c
c
c
e,
c
c
c
c
c
c;
c
c
c
. . . . . . . .
The cylinder head also has a test valve passage that allows testing of firing pressures/
temperatures, and the expulsion of moisture from the cylinder prior to engine start up.
The head is held in place by the 8 liner studs, hardened washers and lock nuts.
</ -7
Crankcase -L i ComDression
.- r,7-"--- - .-,. .
,.*I
'-%,d- Test Valve :,i f
'..,d, LI Packing Nut
Cylinder Head
t 2014A
Figure 3.30 Cylinder Test Valve
The serial number of the head is stamped on the top face at the five o'clock
position.
Rocker Arm Assembly
The rocker arm assembly as shown in Figure 3.31, acts as an operating mechanism
for the exhaust valves and fuel injector and is held in place by two studs on the top of
the head.
There are three rocker arms per cylinder; two exhaust and one injector (centre
am) . Rollers on one end of the rocker arms follow lobes on
the camshaft.
Force from the camshaft
is transmitted to the fuel
injector, and to two valve
bridges (one on each side of the
injector). Each valve bridge has
two hydraulic lash adjusters
that open the exhaust valves
and maintain proper
valve adjustment.
Figure 3.3 1 Rocker Ann Assembly
ITS Locomotive Training Series -Student Text
3-23 a
To check for a defective lash adjusters, hold your finger beside each adjuster on
top of the valve collar. Any pinching of the finger indicates a defective adjuster which
should be changed.
Valve Bridge
Ball Check I
i OILFLOW 1
\ Uthaust Vahre
Figure 3.32 Valve Bridge I Lash Adjuster Cross Sedion
Hold Down Crab System
The power assemblies are held in the engine block by means of a crab bolt
retaining system. There have been changes to the system over the evolution of the EMD
diesel engine which has resulted in there being two distinct systems in use. The standard
crab system is shown in Figure 3.33, and the plate crab system as shown in
Figure 3. 34.
Crab bolts extend upwards from inside the airbox to above the cylinder head
retention pot. The underside of the hole in the airbox top plate has a spherical seat that
mates with a similar surface near the head of the crab bolt. These surfaces seal off the
airbox from the top deck of the engine to control leakage of air and oil.
A plate with a retainer bolt is applied under the heads of the bolts to prevent them
from turning, and from falling into the airbox while power assembly work is being done.
The standard crab system is found on lower horsepower engines. This systemuses
an individual crab for each bolt. These crabs have a spherical seat which matches the
shape of the crab nut.
b 3-24 Electro-Motive Model 567,645 & 710 Serles Diesel Engines
c)
3
L)
e3
13
3
3
3
14
3
3
3
3
3
3
d
3
3
u
3
3
3
3
bdl
3
3
3
e)
3
u)
, ,3
3
13
L A
G
G
c1,
Gj
6
d;
e;i
CL
6
6
c/
G
ai
a
G
GL
GL
0,
c:
6
U
Q
CP
CL
G
CL
CL
c
CL
Q
43
G
3-25 I
(L
ITS Locomotive Training Series - Student Text
1. Crab Nut
2. Crab 6. Retainer Bolt
5. Retainer Plate
3. Crab Bolt
4. Cylinder Head
7. Retainer Bolt Nut
Figure 3.33 Standard Crab System
With the plate crab system, the plate is fit onto the crab studs over two adjacent
cylinder heads, or in the case of end cylinders, the head and special lugs on the
crankcase. The plates have spherical recesses around the crab bolts that match with the
similar surfaces on hardened steel washers. Specially designed crab nuts thread onto the
studs and hold the power assemblies secure.
Figure 3.34 Plate Crab System
1. Crab Nut 5. Cylinder Head
2. Hardened Washer 6. Retainer Bolt Nut
3. Crab 7. Retainer Plate
4. Crab Bolt 8. Retainer Bolt
Between the cylinder head lower surface and the cylinder head pot of the
crankcase is a brass seat ring. This seat ring is designed to prevent the passage of exhaust
gasses into the crankcase, prevent oil from the cylinder head area from passing into the
exhaust, and provide a wear surface between the underside of cylinder head flange and
the crankcase head pot.
Wear in this area can be kept to a minimum by following proper procedures for
crab nut torquing during tightness checks and power assembly changeout.
3
The Plate Crab Torque Procedure is as follows:
On each bank of cylinders :
1.
2.
3.
4.
5.
6.
Torque all outboard crab nuts to 500 ft lbs.
Torque all inboard crab nuts to 500 ft lbs.
Torque all outboard crab nuts to 1000 ft lbs.
Torque all inboard crab nuts to 1000 ft lbs.
Torque all outboard crab nuts to 2400 ft lbs.
Torque all inboard crab nuts to 2400 ft lbs.
Crab bolts have special rolled type threads, and can not be repaired with a die nut.
Damaged crab bolt threads'should be repaired using a thread file or if not salvageable,
the bolt should be replaced.
Crab Bolt Changeout Procedure
When a crab bolt breaks, the engine should shut down due to crankcase pressure
caused by airbox air. All adjacent crab bolts must be changed due to the stress loading
caused by the broken bolt.
Broken Crab Bolt
k Off to Half Toque
REPLACE THESE BOLTS
Figure 3.35 Crab Bolt Changeout Procedure
Power Assembly Changeout Procedure
When changing a power assembly, the crab nuts on the cylinders adjacent to
assembly being changed must be backed off to 1/2 torque (approximately 1000 f t Ibs).
The crab nut retorque procedure after changing a power assembly is as follows:
1.
2.
3.
4.
5.
6.
Torque the 2 removed outboard crab nuts to 500 ft lbs.
Torque the 2 removed inboard crab nuts to 500 ft lbs.
Torque the 2 removed outboard crab nuts to 1000 ft lbs.
Torque the 2 removed inboard crab nuts to 1000 ft lbs.
Torque the 2 backed off and the 2 removed outboard crab nuts to
2400 ft lbs.
Torque the 2 backed off and the 2 removed inboard crab nuts to
2400 ft lbs.
3-26 Electro-Motive Model 567,645 84 71 0 Series Diesel Engines
3
3
3
3
3
3
3
3
3
3
3
3
3
4
3
3
3
3
3
3
c)
3
3
3
3
3
bA
3
cr)
cr)
3
-4
3
L)
\
h i
0;
4
Back Off to 1000 FT LBS
Figure 3.36 Power Assembly Changeout Procedure
Back Off to 1000 F l LBS
Head Seat Ring
Three types of head seat ring have been used, bronze, aluminum bronze, and
aluminum bronze with integral viton seal. The viton seal was added to reduce "souping"
(engine oil passing through the head seat ring area into the exhaust runner and then
blown out with the exhaust gases). An additional benefit of the viton seal was a reduction
in wear between the head pot and seat ring because of the reduction of oil flow with
gritty material through this area.
Worn head seats can be
repaired by machining and using
a thicker (oversize) head seat ring
or by building up the surface
with weld and re-machining to
the original dimension (special
machinary needed).
CYLINDER HEAD F!ANQE
HEAD SEAT RlNQ WlTH SEAL
CWNDER HEAD RETAINER
Figure 3.37 lntegral Seal Head Seat Ring Application
Camshafts
The typical 16 cylinder engine, shown here as an example, is equipped with two
sectional camshafts, one per engine bank (Figure 3. 38). The camshafts operate the fuel
injectors (one pet cylinder), and the exhaust valves @bur per cylinder operated by two
rocker arms and two valve bridges).
3-27 I ITS Locomotive Training Series -Student Text
3
3
3
3
3
3
3
3
3
I)
At each cylinder location are three cam lobes, one injector and two exhaust.
The camshafts are a sectional design, with each section spanning four cylinders on this
engine (and on 8 cylinder engines). Each camshaft segment on a 20 cylinder engine spans
5 cylinders and on a 12 cylinder engine, 3 cylinders. The sections are flanged, with dowel
bolts to allow for individual section removal.
Stub shafts at the rear of the camshafts connect to the rear gear train, and at the
front connect to counterweights which dampen torsional forces.
The camshafts are supported by two bearings at each cylinder location to ensure
minimal flexing of the shaft. These bearings are lubricated by oil passages drilled in
the camshaft.
Oil enters the shaft by way of the rear bearing block (or oiler block) and then travels
and lower shells retained by a bearing cap. The right hand bearing cap at each cylinder
3
3
3
3
up the interior of the shaft to each bearing.Each cam bearing is a split design with upper
has a drilled passage, allowing oil from the bearing to pass through the jumper line to the
rocker arm assembly.
Camshafts on engines before 645EB were cast 5046 steel. Camshafts on 645EB to
645FB are forged 1080steel or "hard" cams. Forged 1080 steel cams can be used as an
upgrade on any 567 or 645 application, but 5046 steel cannot be used with the 1/2"
plunger fuel injectors on 645EB and later engines.
LEFT-HAND ROTATION ENGINE
Long Segment Long Segment
B mA B mA
Left Bank
Stubshaft Spacer Stubshaft
4 3
Ill50
A B A B
Right Bank Long Segment Long Segment
Left Bank Long Segment Long Segment
RIGHT-HAND ROTATION ENGINE
Ri @t Bank LOW &ant m7
LONG SEGMENT
Injector Cam
I'
Stubshah
- I -
Journal Spacer
w --
Exhaust Valve Cams
170)
Figure 3.38 Typical Camshafthangement
3
3
3
3
3
c)
3
3
3
3
c)
u
3
ms?a i *' 3
(3
3
3
3
L;r
0
3-28 Electro-Motive Model 567.645 & 71 0 Series Diesel Engines
k i
Duracam
New for the 710G3B engi.ne is the DURACAM with a exhaust lobe profile slightly
different than previous 710 camshafts. The ramp angle of the new lobe profile allows for
more graceful unseating of the exhaust valves by slowing the travel of the valve at the
begining of its cycle. The new profile incorporates an acceleration ramp which provides
more rapid valve movement from unseated to full open position. A deceleration ramp on
the closing side allows the valves to stay open longer, close more rapidly, then slow
before seating. DURACAM is available for 645 and 710 applications.
DURACAM has undergone a design change for the 16-710G3C, with the shaft
being made thicker in all non-lobe areas to eliminate vibration at the higher maximum
RPM. This cam is being used on all new 8 and 16 cylinder 710 engines.
TTS Locomotive Training Series - Student Text
3-29 I
.. .
. . .
Rear Gear Train
The rear gear train
provides power to drive the
camshafts and, depending
on engine model, the
blowers/or turbocharger.
The gear train is
located on the rear, or
flywheel end of the engine
and consists of:
crankshaft gear
#I (or lower) idler gear
#2 (or upper) idler gear
left and right camshaft
turbo drive gear or;
blower drive gears
g e m
The camshafts are driven at
a 1:l ratio, they make one
revolution every revolution
of the crankshaft.
Rotation
Figure 3.39 Rear Gear Train (Turbo)
Camshaft Drive
The camshafts are driven off the #2
idler gear. The left bank camshaft gear
meshes with the #2 idler and then drives
the right bank camshaft. The camshafts
therefore rotate in opposite directions
inboard towards each other. The #2 idler
has an extra row of teeth that are used to
drive the turbocharger.
Figure 3.40 Rear Gear Train (Blower Type)
fi Electro-Motive Model 567,645 & 71 0 Series Diesel Engines
3
L J
L J
3
3
3
3
3
3
3
3
3
3
3
3
3
3
LJ
3
3
3
Ir)
cr)
3
3
3
Ls
3
3
3
3
3
\U
\
-JL)
\3
0
e
G
c
e
G
G
64
Q;
Gd
Q;i
G
G
a d
ad
0,
UI
a4
a
c,
u/
u/
uf
G
(L
G
(1
a,
CL
3-Q
UI
ai
c1
h,
(L
3-31
(L
ITS Locomotive Training Series - Student Text
Figure 3.41 ldler Stubshaft Bracket
Application
ldler Stubshaft Bracket
The idler stub shaft bracket provides a
mounting fixture for the idler gears and is
bolted to the rear of the engine block. This
bracket also contains oil passages to direct
lubricating oil from the oil gallery in the
engine block to the rear gear train, camshafts
and turbo if equipped.
Auxiliary Drive
Also located on the rear of
the engine block is an optional
auxiliary drive gear,
(used to drive an auxiliary
generator in rail applications). On
blower engines, the auxiliary drive
gear meshes with the top center of
the number 2 idler gear, with the
drive flange located between the
blowers.
On turbo engines the
auxiliary drive assembly is
mounted on the turbocharger
housing and is driven by the
outboard side of the right bank
camshaft gear.
Figure 3.42 Awdiary Drive (Turbo)
Figure 3.43 Clutch Drive Gear Assembly Figure 3.44 Spring Drive Gear Assembly
Clutch / Spring
Drive Gear
On turbocharged engines there are two types of number 2 idler gear / turbo
drive gear assemblies, the spring drive gear, and the clutch drive gear.
The clutch drive gear, introduced on the 710 engine is similar to design and
function to the internal turbo clutch, but is larger and much stronger.
Another advantage to this design is that this clutch can be removed and inspected
or rebuilt without disassembling the turbocharger.
The spring drive gear is used on engines with internal clutch turbochargers
to absorb torsional vibration and cushion the gear train from the shock loads of
the turbo clutch engaging
and disengaging.
On right hand rotation applications, the #2 idler gear drives the right bank
camshaft gear, which keeps the camshaft gear rotation inboard towards each
other. Right hand rotation engine turbochargers have an extra idler gear added so
the turbo rotates the same direction as a left hand rotation engine turbocharger.
3-32 Electro-Motive Model 567,645 & 710 Series Dlesel Engines
3
3
b J
3
3
3
cr)
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
13
3
3
/3
13
13
t i
.. .
. .
Governor
Figure 3.45 Accessory Drive Gear Train
Accessory Drive
The accessory drive gear
train (Figure 3.45) is located at the
front, or governor end of the
engine and is used to power the
oil pumps, water pumps,
and governor.
The components are:
accessory drive gear
scavenging oil pump gear
main lube and piston
cooling pump gear
governor drive gear
water pump gears
The accessory drive gear is a
coil spring dampened gear
assembly that provides a smooth
flow of power from the crankshaft
to the accessory gears.
Figure 3.46 Accessory Drive Gear
The scavenging pump drive gear is powered directly off this gear, as is t he main
lube and piston cooling pump drive gear.
The governor drive gear is mounted on a stub shaft assembly above the main lube
drive gear.
As the main lube pump drive gear is rotated by the accessory drive gear, the
governor drive gear turns, powering the governor and the left and right water pump
drive gears.
The governor angle drive is splined onto the center of the governor drive gear.
The gear train is enclosed by the accessory drive housing which provides
mounting fixtures for the pumps and governor.
3-33 1 ITS Locomotive Training Series - Student Text
645 - 71 0 ENGINE COMPARISON
710 Piston
The increase in displacement
from 645 to 710 comes from the 1
inch (25mm or 2.5cm) increase in
stroke length. The length of the 710
piston is also increased 1 inch in order
to keep the air inlet ports in the liner
covered at the top of the piston stroke
to maintain the seal bteween the
airbox and oil pan. The piston pin
centerline location was lowered 1
inch in relation to the piston crown to
maintain interchangeability of the
piston pin, carrier, and connecting
rods with the 645. This also improves
piston dynamics and reduces
1 iner wear.
u i
I
31
I
Figure 3.47 Piston Dimensional lncrease
3 l
3
31
Cylinder Liner
I
The 710 cylinder liner is
structurally identical to the 645
liner with the exception of being
2 inches (50.8mrn or 5.08cm)
longer. One inch is required
from the bottom of the air inlet
ports to the top of the liner to
accommodate the one inch
increase in stroke.
The additional inch from
the bottom of the air inlet port to
the bottom of the liner is
required to contain the
longer piston.
710
Figure 3.48 Cylinder Liner Dimensional lncreases
m 3-34
Electro-Motive Model 567, 645 & 710 Series Diesel Engines
Cylinder Head
Two factors account for the 30F (-1OC) decrease in cylinder head operating
temperatures of the 710 engine despite the higher peak firing pressure and temperature.
The first is the increased air flow of the Model G turbocharger, which reduces the
thermal load. The second is a new casting process that results in a reduction in the range
of firedeck thickness. This allows a reduction in firedeck thickness to improve
heat transfer.
Crankshaft and Main Bearing
The 710 crankshaft has a main bearing journal diameter that is 1 inch larger than
the 645 but retains the same crankpin diameter 6.5 inches (16.5cm). This allows the use
of the 645 fork and blade rod assembly with the 0.5 inch (1.3cm) longer throw of the
710 crankshaft.
The main bearings of the 710 engine are also 1 inch larger diameter to match the
crankshaft,but are the same width and use the same torque specifications as
645 engines.
I
6.50"
SOCction A-A
0.50"
800t h B-8
I
Figure 3.49 Crankshaft Comparison
ITS Locomotive Training Series - Student Text 3-35 I
3
Camshaft and Rocker Arm Assembly
The camshaft and rocker arm assembly of the 710 engine has been redesigned to
accomodate the increased forces caused by the larger 0.5625 inch (1.4cm) injector
plunger. Changes include strengthened rocker arms with larger diameter cam
followers, cam lobe base circle increased by 0.75 inch (1.9crn), increased distance
between camshaft and rocker arm, and a new injector. The only part shared with 645
engines are the rocker arm shaft bushings.
Figure 3.50 Rocker Ann Assembly
~
Electro-Motive Model 567,645 & 71 0 'Sries Diesel Engines
3
bJ
3
Ir)
3
4
3
13
3
3
3
3
6J
3
3
w
3
3
3
3
b4
3
3
cr)
3
u
LJ
3
3
3
13
13
CHAPTER
Fuel System
introduction
The fuel system is responsible for supplying fuel to the diesel engine in the correct
quantity and at the right time according to engine requirements. To do this, the fuel
must be supplied, filtered, pressurized, metered, and injected.
The system may be divided into two parts, supply side and
the delivery side.
The supply side of the fuel system consists of the fuel tank,
fuel pump, filters, and piping.
Fuel is drawn from the tank through a suction strainer by
Th e Fuel Pump the fuel pump. The strainer has a screen type element that
i s protected
by the suction
strainer.
removes-large debris from the fuel. This protects the pump
against damage from foreign material.
W
The suction strainer should be removed and cleaned or
replaced when required at intervals specified in the appropriate
Scheduled Maintenance Program - Maintenance Instruction. It
is also recommended that the condensate be drained from the
fuel tank at the scheduled interval or more frequently during
periods of high humidity.
Figure 4.1 Fuel Suction
Strainer
ITSLocomotive Training Series - Student Text 4-1 a
The gear type fuel pump
may be driven by a DC or AC
motor. The pump is designed to
ensure adequate fuel supply at
all engine speeds. Note that
some stationary and marine
installations may use a
mechanically driven fuel
pump mounted on the end
of the scavenging pump.
On some systems, the fuel
passes through a temperature
sensitive flow valve (typically
called an MOT valve) before
flowing to the primary fuel
Suction D ischa rae
' Body
Rotor
Figure 4.2 Fuel Pump Cross Section
filters. -The MOT valve diverts the fuel through the fuel heat exchanger as
required to maintain a constant fuel temperature of 100 degrees F. (37.74 Co)
From the heat exchanger, the fuel passes through the primary fuel filters
before going to the diesel engine. The primary fuel filters typically consist of one
or two 1 3 micron filter elements located in canister type housings. On newer
systems, these filters are equipped with a bypass valve. Should the filters become
plugged, the back-pressure to the fuel pump will increase. When the pressure
difference across the bypass valve reaches 30 psi (206.85 kPa), the valve will
open diverting fuel around the filters. In most cases the valve is equipped with a
gauge to indicate filter condition.
c
G
G
c
G
G
G
c
G
G
G
c;
G
G
c
c
e
c
c/
G
G
c
c
cj
G
G
G
G
G
G
G
G
c1
Q
G
c
0
The'secondary, or engine mounted fuel
filters, are 2 micron elements located on the
front left corner of the diesel engine. As with
the primary filter(s), these filters are equipped
with a bypass valve.
The bypass valve is located under a sight
glass to provide a visual indication of plugged
filters. Should the filters begin to plug, the
back-pressure to the primary filters will
increase.
When the pressure reaches 60 psi, the
valve will open to divert the fuel flow. In this
case however, the fuel is returned directly to
the fuel tank instead of passing around the
filters.
As filter condition worsens, more and
more fuel is directed back to the tank.
Figure 4.4 Engine mounted fuel filters
and be1 sight glasses
1. RETURN FUEL SIGHTGLASS
2. BYPASS SIGHT GLASS
3. SPIN ON FUEL FILTERS
As the fuel is diverted, engine performance decreases also. If the filters become
severely plugged, the engine will die of fuel starvation. To avoid this kind of problem,
primary and secondary fuel filters should be changed at regular intervals.
From the secondary filters, the fuel is delivered to the injectors by the fuel rails
(supply fuel manifolds) located inside the top deck area of the engine. J umper lines
connect each injector to the fuel rail and fuel circulates freely through each injector
before exiting out another jumper line to the fuel return rail (return fuel manifold). The
injectors use what fuel is necessary for engine demands, the rest serves to cool and
lubricate the injectors.
The fuel returning from the injectors passes through a return fuel check valve and
return fuel sight glass before returning to the fuel tank. The return fuel check holds a
certain amount of pressure in the engine to ensure proper injector operation.
Depending on engine requirements, this check valve may be set for 5, 7, or 10
psi.(34.4,48.3, or 69 kPa). The return fuel sight glass provides a visual indication of fuel
system condition. If the system is operating properly, the sight glass will be full of clean
clear fuel. Air bubbles may indicate filter problems, suction leaks, or faulty injectors.
ITS Locomotive Training Series -Student Text 4-3 1
\ Cl eanout
Figure 4.5 Fuel System, Pictorial Diagram
Delivery
The delivery side of the systemconsists of the fuel injectors, the
layshaft mechanism, and the control device or governor.
The measuring and timing of the fuel must be carried out simultane-
ously, or in the proper sequence and in the simplest manner by every fuel-
injection system regardless of type.
The fuel must first be delivered to the injection
mechanism.
The pressure of the fie1 delivered by the injection
mechanism must be suffcicient to overcome the pressure of
compression.
The rate of fuel injection must be controlled.
The fuel must be broken up or atomized into fine
parh'cles.
The fuel must be properly distibuted in the combustion
chamber.
I 4-4
El ectrMoti e Model 567,645 & 710 Series Diesel Engines
3
3
bld
3
3
cc*)
13
L)
3
3
3
13
3
19
3
3
c3
3
e)
3
3
3
3
3
3
4
19
19
3
3
j,
G
G
e
G
G
G
G
G
G
c
G
c
G
G
G
e
G
G
G
G
6
G
c1
G
G
c
G
G
G
G
0
G
G
ci
Unit lnjector System
The unit injector system, shown in Figures 4.5a and 4.5b, is a development of the
individual pump injection system. Instead of an individual pump connected to an
injection nozzle by a high-pressure fuel line, the pump and nozzle are combined in a
single unit injector which performs all the injection functions. Eliminating the high
pressure fuel piping permits extremely high injection pressures - up to 20,000 or even
30,000 psi. (1 37,900 kPa or even 206,850 kPa)
Each cvlinder head carries a unit injector, which is actuated by a rocker arm from
the camshaft. Within the unit are a pump plunger, which raises the fuel pressure,
meters the charge and times the injection, a delivery valve and a nozzle tip to give the
desired spray pattern.
Figure 4.5a Fuel lnjector Figure 4.5b Fuel lnjector - Cross Section
4-5 I ITS Locomotive Training Series - Student Text
LJ
3
Injector Operation
The unit injector, on being depressed by the rocker arm, takes fuel from the
supply system and meters, times, pressurizes, and atomizes the fuel into the engine
cylinder. Figures 4.6 illustrates the operation of the injector at approximately a half
load position.
TOP OF STROKE BYPASS POINT INJECTION STARTS
BOTH PORTS OPEN FUEL BELOW PLUNGER BOTH PORTS CLOSE
TO ADMIT FUEL ESCAPES THROUGH FORCING FUEL INTO
UPPER WRT. NO CYLINDER
EFFECTIVE STROKE
INJECTION ENDS
LOWER PORT STARTS
TO OPEN ALLOWING
FUEL BELOW PLUNGER
TO ESCAPE
BOTOM OF STROKE
LOWER PORT FULLY
OPEN. NO EFFECTIVE
STROKE
ONE COMPLETE DOWN STROKE OF PLUNGER AT "HALF LOAD" POSITION
Figure 4.6 Znjector Fuel Control
In figure 4.6, the injector plunger is at the top of its stroke. Note that both the
upper and lower ports are open and fuel is allowed to enter the chamber below the
plunger. The plunger has a machined recess called a helix. Fuel flows from the
upper port into the helix, and though a drilled pwssagein the plunger.
As the plunger begins to move down by the rocker arm, the lower port is
blocked by the plunger. Fuel is allowed to escape back through the drilled passage,
helix, and upper port.
Next, the plunger has moved down far enough to close both ports. At this
point, as the fuel is trapped below the plunger, fslrther downward motion of the
plunger generates higher fuel pressure. This pressure lifts the needle valve and
injection begins.
As the plunger continues downwards, the lower port starts to open, allowing
fuel to move up through the drilled passage, escaping through the lower port,
ending injection.
The plunger travel continues until the bottDmof its stroke, however, the lower
port is fully open and no injection can take place.
I 4 6
El ecMot i ve Model 567, 645 & 71 0 Series Diesel Engines
. "
G,
3
3
,. LS
3
3
c)
3
3
3
3
3
c3
3.
w
Lp
u
u
3
3
3
3
3
3
lc)
9
3
d
3
3
GI
13
Ir)
I)
\
-
I
.
O
?
0
O
P
E
N
B
E
F
O
R
E
&
C
L
O
S
E
N
O
T
E
:
E
X
H
A
U
S
T
V
A
L
V
E
S
A
F
T
E
R
T
H
E
O
P
E
N
I
N
W
C
L
O
S
I
N
G
O
F
T
H
E
C
Y
L
I
N
D
E
R
A
I
R
P
O
R
T
S
T
O
M
A
X
I
M
I
Z
E
C
Y
L
I
N
D
E
R
C
H
A
R
G
I
N
G
P
R
E
S
S
U
R
E
S
.
-
'
-
-
-
v
645
710
' c
c
G
G
c
G
e
E
G
G
c4
G
G
G
42
G
c
G
0
G
G
cj
G
c
c
G
G
G
e
G
CJ
ci
43
b
c
c;
0
0'
T.D.C.
Maximum
Fuel \
Exhaust Valves
Exhaust Valves
Exhaust Valves
Ports Open
Figure 4.7 Timing Diagram (645 Turbo)
4-7 a
ITS Locomotive Training Series - Student Text
Injection Control
The quantity of fuel injected is controlled by rotating the plunger with the rack.
The amount of fuel injected increases as the rack moves in. As the plunger rotates, the
change in the helix in relation to the ports changes the effective length of the stroke.
Figure 4.7 illustrates the effective injection stroke with the rack in different positions.
Lower
Port
Effective
Stroke
1
T
NO INJ ECTION NO INJ ECTION IDLE HALF LOAD FULL LOAD
RACK CLEAR OUT RACK ,088" IN
ONE COMPLETE DOWN STROKE OF PLUNGER AT "HALF LOAD" POSITION
Figure 4.8 Plunger Fuel Control
Position of the rack is set by the Woodward governor in response to engine speed
requests. The governor compares actual engine speed with desired speed and adjusts the
fuel rate accordingly.
GM has made a significant contribution to the reduction of exhaust smoke and
gaseous emissions with the introduction of a new LOW SMOKE fuel injector. The key
to the LOW SMOKE injector is the new design LOW SAC spray tip. The spray tip
features a 53% reduction in the fuel sac below the needle valve seat. Significantly less
fuel remains below the needle valve after it has seated, thereby reducing the potential
afterdribble of fuel which causes smoke and undesirable emissions
EMDEC Electronic Injection Control
EMDEC is an advanced electronically controlled fuel delivery system which can
be original equipment on a locomotive, or retrofit to appropriate engine models. Fuel
flow through this systemwill not be radically different from past applications but
injection control is based on an electronic system versus the older mechanical system.
This section provides an overview of system operation. For further information, consult
the EMDEC Electronic Injection Manual.
4-8 Electro-Motive Model 567,645 & 710 Series Diesel Engines
Ls
3
3
3
3
3
r(*9
3
3
3
3
3
3
3
3
tp
3
44
3
13
3
3
3
3
13
3
3
3
3
3
w)
1
4
lu,
L,
G
G-* ~
G
G
G
c
G
G
G
G
G
c
c
c1
G
c/
6
c
c
G
e
C
G
G
G
G
G
G
G
c
ci
G
Q
0
G
c
0
FUEL FLOW AND SYSTEM COMPONENTS
As on older systems, an electrically driven pump pulls fuel from the tank
through a suction strainer. The pump is now driven by an AC electric motor instead
of the DC motor found on older
systems. The wiring and piping
connections remain the same. A motor
mounted inverter handles the
conversion from 74VDC to AC
required by the motor. The pump has a
capacity of 6.5 gallons (24.6 L) per
minute and is identical to the turbo
lube pump.
Figure 4.9 Typical AC motor driven pump
From the pump, the fuel is then
forced on to a fuel pre-heater (where
equipped). The heater is thermostati-
cally controlled to maintain fuel tem-
perature at about 100F (37.74"C).
Maintaining a constant fuel tempera-
ture aids in injection control and helps
to ensure consistent engine perform-
ance.
Figure 4.10 Suction struiner
From the pre-heater, fuel is
passed through a primary fuel filter
assembly equipped with a 30 psi
(206.85 kPa) bypass. Two 13 micron
elements in parallel compose the
assembly and have been increased in
size from older systems, with each
element measuring 30" (76.2 cm)
long and 10" (25.4 cm) in diameter.
These are the same elements as
used in lube oil filtration. The filters
are located on the left side of the
locomotive above the lube oil filters.
Figure 4.1 1 Primary filter assembly
ITS Locomotive Training Series -Student Text 4-9 II
Figure 4.12 Engine mounted fuel equipment
From the primary filter, fuel
passes to secondary filters before
continuing to the injectors. The
secondary filters are 5 micron
spin on units located at the front of
the engine, however they have been
increased in size to handle the
additional fuel flow required for this
engine. Note also that the sight
glasses have been eliminated on this
engine. The secondaries are
equipped with a bypass valve that
will route the fuel to the tank if the
filters become plugged. Bypass
pressure has been increased from
60 psi (41 3.7 kPa) on older systems
to 120 psi (827.4 kPa) with the
electronic injection.
The fuel manifolds used are noticeably larger than past applications and
jumpers between the manifold and injectors are now made of flexible braided hose
rather than the traditional rigid copper tubing. Only a small portion of the fuel that is
circulated through the injectors is used for injection, the remainder lubricates and
cools the injectors. This excess fuel is directed through the return fuel manifold to a
check valve. This valve retains 40 psi (275.8 kPa) back pressure in the manifold and
injectors to ensure proper injector filling and aid in starting.
The control units for the injection system (2 for 16 cylinder, 3 for 20 cylinder),
are mounted on a cold plate on the front of the engine. On its way back to the tank,
return fuel cycles through this plate and cools the injection modules.
b 4-10
Electro-Motive Model 567, 645 & 71 0 Series Diesel Engines
d
13
3
3
3
3
I*r,
3
3
3
3
3
3
3
3
1*1)
3
3
3
3
3
03
3
3
3
3
3
3
3
13
A4
L)
LI
L A
.
r
-
-
I
I
I
I
I
-
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
.
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
1
0
0
0
3
Ls
3
ELECTRONIC FUEL CONTROL
The electronic fuel control system regulates both timing and metering of fuel to
optimize emissions and fuel consumption for various engine loads at any set ambient
conditions. In other words, an engine required to produce 4300 horsepower with a fuel
temperature of 100F (37.74"C) and air inlet pressure of 21 psi (144.8 kPa) may inject a
different amount of fuel at a different timing with respect to Top Dead Center when
compared to the same engine producing 5000 horsepower with a fuel temperature of
60F (15.54"C) and an air inlet pressure of 27 psi (186.165kPa).
The presence of electronic fuel control provides variable fuel delivery as well as the
first real computer aided engine troubleshooting tool available on a GM locomotive.
Because the computers which control operation of the injectors interface with the
EM2000 locomotive control system, shop maintenance personnel are able to monitor
the following:
At first glance, the most significant change to the engine is the lack of Woodward
governor, layshaft, load regulator and overspeed mechanism. These functions are now
handled electronically by the ECM's (Engine Control Modules).
many injector functions such as metering, timing, response time to ECM
commands (Engine Control Modules)
fuel temperature
fuel pressure before and after primary filtration
engine & aftercooler coolant temperatures
engine coolant pressures on left & right banks and discharge to radiator
lube oil temperature
lube oil pressure from turbo
cylinder air inlet pressure
engine's capability to handle given loads (displayed as LR%MAX)
turbocharger inlet air temperature
charge air (cylinder inlet ports) temperature
3
I$
Ls
3
3
3
i r )
3
3
3
3
Irp
3
3
3
3
3
3
k3
3
3
3
6ib
bJ
3
d
3
b#
u)
lJ )
Figure 4.14 EZecfronic Fuel Injectors
4-12 Electro-Motive Model 567, 645 & 71 0 Series Diesel Engines
..J )3
13
iJ
9
3
f 3
3
/ - f OFNO. 1AND
/ NO.SCRANKPIN
TRSTARQES 4
IR9/5RS /
-._ _.-
CAMSHAFT DRIVE eND
TARQET
ASSEMBLY
Figure 4.17 Timing indicator pickups
The injection system uses two
magnetic pickups mounted at the
rear coupling disk to provide basic
timing information. The pickups
read the position of timing indicator
plates mounted on the coupling disk.
As the coupling disk rotates, these
plates are moved past the pickups to
generate an electronic signal to the
ECM's. The first pickup,
Synchronous Reference Sensor or
SRS, generates one signal per
revolution of the engine at four
degrees before top dead center of the
number one cylinder. This signal
synchronizes the ECMs with respect
to engine speed and Crankshaft
position. The second pickup, Timing
Reference Sensor, or TRS reads the
metal spokes of the timing plates located on the coupling disc. There are 36 equally spaced
spokes, so each pulse fromthe TRS indicates the crankshaft has moved 10 degrees. Engine
speed is determined by the ECMs from the elapsed time between TRS pulses. The exact
timing and duration of injection is controlled and adjusted by the ECM's according to load,
performance, and ambient conditions. Timing of injection therefore is no longer adjusted
manually in maintenance facilities with tools, instead it has become a software item
controlled and varied according to ambient conditions by the engine control computer.
Figure 4.18 depicts fuel flow in the
electronic injector with the plunger at the top
of the stroke and the poppet valve open. Note
that clean, cool fuel continually circulates
through the upper portion of the injector as
supplied by the fuel pump. The openposition
of the electrically controlled poppet valve
allows the fuel to enter the pump chamber
and fill it. This flow of fuel ensures a reliable
supply of fuel to keep the injector filled and as
on the older systems, serves to cool and
lubricate the injector.
13
G,
Figure 4.18 Fuel flow during cooling (no injection)
4-14
Electro-Motive Model 567,645 & 71 0 Series Diesel Engines
c
c
G
c
c
c
c
c
c
c
c,
ci
c
c
c
c
c
L
c
C
C
c
c
G
c/
c
c;
G
G
ci
G
c
0
'8
c
c
0
. ..
. .
. . .
. . . . ..
Figure 4.19 shows fuel flow in the injector with the plunger moving
downwards. This would take place as the piston is approaching top dead center.
As the plunger moves downward with the poppet valve open, no pressure is created,
The fuel displaced by the plunger travels through the open poppet valve into the
lower fuel chamber.
At the exact point that injection is to begin (as determined by the ECM), the
electrically controlled poppet valve closes and fuel is trapped in the injector below
the plunger. As plunger motion continues, the trapped fuel is pressurized by the
plunger and unseats the needle valve at the injector tip to allow injection. The
longer the electrically controlled poppet valve remains energized during plunger
motion, the more fuel is delivered (metering).
When injection is to stop, the poppet valve opens and high pressure fuel from
the pump chamber is allowed to escape through the valve to the return fuel line.
When the pressure at the injector tip drops below 2OOOpsi (13790 kPa), the needle
valve closes to stop injection. The point at which injection begins and ends (timing)
is completely controlled by the ECM energizing and de-energizing the poppet valve.
Top View of Injector
a
/
1
Poppet
Injection Cycle
t
71 0 Cylinder Head /
Adapter Collar
Fuel Lubricating
and Cooling
Injector Plunger
High Pressure Bleed
Pass Return
Fuel Supply Flow
Fuel Return Flow
Trapped Fuel for Injection
Bleed Return Fuel
Figure 4.19 Fuel flow during injection
TTS Locomotive Training Series - Student Text 4-15 a
3
FUEL SYSTEM TROUBLESHOOTING
Before attempting to determine the cause of a fuel system problem, verify that
there is fuel in the fuel tank. Occasionally, a stuck or broken fuel level gauge will
show fuel in the tank when it is empty. Some of the common fuel systemproblems
are covered here along with suggested solutions.
Low or No Fuel Pressure
Ensure that the fuel pump breaker is in the on position and is not tripping
out. With the start switch in prime, verify that the pump and motor are
both turning.
Observe the 6Opsi (413.7 kPa) bypass sight glass, if fuel is present check to
make sure the relief valve is not stuck open.
Remove and clean the suction strainer and change all fuel filters.
Visually examine all piping (internal and external) for leakage, restriction,
and partially closed valves.
Internal Fuel Leaks
Fuel leaking inside of the engine can be detected by observing a high or rising
engine lube oil level, or by lube oil analysis. Large enough quantities of fuel will
dilute the lube oil and reduce its lubricating ability. Inspect the top deck area for
leakage from injectors, top deck fuel manifolds, and injector jumper lines, paying
particular attention to jumper line seats on the injectors and the fuel manifold. Do
not stop looking after one leak is found, but continue until all cylinders have been
checked.
If no leaks are found, it is possible that the injectors are leaking internally.
Worn out or physically damaged injectors can leak fuel into the cylinders, past the
rings, and into the lube oil.
To check for leaking injectors, perform a ''one revolution" inspection of the
engine, checking for fuel, or fuel "washed" appearance in each piston crown. Any
injectors showing signs of leakage should be replaced with a new or qualified unit.
Bubbles in Return Fuel Sight Glass
The return fuel sight glass (the glass closest to the engine block) should
normally be full of fuel and clear of bubbles when the engine is running. If bubbles
are observed in the return sight glass, shut the engine down, hold the engine start
switch in the fuel prime position, and observe the sight glass. If the bubbles stop, the
probable cause of the bubbles was an injector with tip leakage, which can be located
using the above procedure.
4-16 Electrc-Motive Model 567,645 & 710 Series Diesel Engines
rc3
3
3
1)
bb
13
3
3
3
3
bd
3
3
3
i u)
4
3
W
3
rclrs
3
3
eJ)
3
3
Q
3
3
3
64
tr)
'.
4
L)
3
G
G
c
6
G
c
C
G
e
G
Gi
c
G
G
G
c
G
e
c
c
G
Cj
6
c
c
G
c
c
c,
c
c
G
ci
G
c
0
Fuel in Bypass Sight Glass
Normally the bypass sight glass (the glass farther from the engine block) is empty.
Fuel in this sight glass indicates that the bypass relief valve is open as a result of the back
pressure caused by clogged engine mounted fuel filters. If fuel is still present after
changing the fuel filters, the relief valve should be inspected for a broken spring or stuck
plunger.
Intermittent Fuel Starvation
Foreign material in the fuel tank that is too large to go through the fuel suction
line can block the intake and cause fuel starvation. When the engine is shut down, or
expires from lack of fuel, the material may be released when the suction from the fuel
pump stops.
When the engine is started again, it will run properly, until the material is picked
up again by the fuel pump suction. The fuel tank should be drained to remove the
objects, and if the problem continues, the tank will have to be opened up to clean it out.
Locating a Misfiring Injector
Individual injectors can be checked for proper operation while installed in the
engine by two methods, the injector pressure test and the "clunk" test.
"Clunk" test With the engine at idle speed, remove the spring clip and clevis
pin from each injector control lever one cylinder at a time. Slowly open the
rack by pulling outward on the
injector control lever, and then
return it to idle position. If the
injector is operating properly, the
cylinder will fire with a pronounced
''clunk" with the rack advanced.
Injector Pressure Test (Pop Test):
Special tool #4002 1839 is required
to perform this test.
-
With the engine shut down, ensure
that the engine fuel lines are fully
charged, bar the engine over until
the injector cam roller for the
cylinder being tested is below the
exhaust cam rollers (check with
straight edge).
7 5 1
g I
Figure 4.20 Injector Pop Test Tool
ITS Locomotive Training Series - Student Text
4-17 a
-
Apply the test tool to the injector rocker arm with the lower end of the
times undei the rocker arm shaft and the top of the tool covering the
rocker arm adjusting screw lock nut.
-
Remove the spring clip and clevis pin from the injector control lever and
place the injector rack in the full fuel position.
-
Insert a 1/2 inch drive torque wrench in the test tool, and apply and hold
80ft-bs (107Nm) of torque for a minimum of five seconds. If the torque
remains constant without moving the wrench, the injector is acceptable. If
the wrench must be moved to maintain the torque or the indication drops
off, the injector is leaking and must be replaced.
4-18 Electro-fvlotive Model 567, 645 & 71 0 Series Diesel Engines
c
c
G
e,
c
G
c
c
G
G
G
G
c,
G
c
c
c
c
c
c
G
G
c
G
c
c
G
G
G
G
c
c
G
'0
e
G
cj
,
. .- . .
SYSTEM MAINTENANCE (EMDEC) ~. li.
Maintenance of the fuel system normally consists of a few minor tasks performed
as part of a scheduled maintenance program. These tasks do not differ significantly from
those performed on a conventional mechanical fuel injection system.
Always consult your company's maintenance instructions for specific inspection
items and frequency.
SCHEDULED MAINTENANCE
Daily or Trip
The fuel level should be checked frequently to ensure that the engine has an
adequate supply for operation. Running the engine frequently with a low fuel level can
lead to early filter failure due to the buildup of condensation and other contaminants in
the tank. It can also can lead to early injector failure since the injectors rely on the fuel
for cooling. A low fuel level will allow temperatures to rise dramatically. Visually check
the gauge on the tank to ensure that the fuel level is adequate before dispatching
the unit. Also check the primary fuel filter bypass gauge to ensure the filters are in the
serviceable zone. Closely examine all piping and components for damage or leakage,
90 Day Inspection
At 90 days, the primary fuel filters should be renewed. With the engine shut down,
open the fuel filter access doors. Remove the filter elements, thoroughly clean the tanks,
and renew the 2 paper elements. Apply new seals and secure the access doors.
The secondary (engine mount or twin spin) filters are also renewed on the 90 day
inspection. Pre-fill both elements with clean fuel before applying to the engine, This
procedure has not been altered from previous design engines.
180 Day Inspection
On 180 day inspection, remove and inspect the suction strainer for debris and
contaminants. Clean or replace the element, renewing the canister seal.
3 Year Inspection
On the 3 year inspection, remove all fuel injectors and replace with qualified
replacements.
6 Year Inspection
The 6 year inspection is the major inspection interval. Remove and recondition
fuel pump and motor. Renew the drive spider between the motor and pump. Check
pump operation before dispatching locomotive.
Ifs Locomotive Training Series - Student Text 4-19 a
3
Remove all EMDEC control equipment and replace with qualified
components. Closely inspect all wiring harnesses, connectors and sensors for defects.
Examine the engine timing and speed pickups. Reset air gap on all pickups.
Qualify the primary fuel filter bypass valve and gauge, replace if required.
Fuel System Troubleshooting (EMDEC)
Although troubleshooting procedures on the EMDEC equipped engines are
very different to those used on mechanical injection models, as a rule, less problems
can be expected with the new system. Troubleshooting the system is easier with the
diagnostic capabilities built into the EMDEC system and the EM2000. Conditions
in the fuel system can be monitored by the use of a laptop computer connected to
EMDEC through an RS-232 communications port in the cab of the locomotive.
Fuel temperature and pressure, injector response and engine timing are a few of the
items that can now be monitored while the engine is running. Problems with the
fuel systemgenerally can be classed as: (1) a loss of fuel pressure to the injectors
(supply problem); (2) defective injectors; or ( 3 ) control problems (EMDEC
electronics).
Low Fuel Pressure (EMDEC)
Fuel pressure and temperature is constantly monitored by the EMDEC control
unit through the use of a pressure sensor and a temperature probe both located at
the fuel distribution block on the front of the engine. This information is used by
EMDEC for fuel delivery calculations. Should either condition move outside of
normal operating ranges, EMDEC will cause an engine shutdown and display a
fault condition.
When an engine is reported as having low fuel pressure, the following steps
should be taken:
0 check the level of fuel in the tank.
0 check condition of the filters by means of the bypass gauge located by the
primary fuel filters.
0 change all fuel filters and clean or replace the suction strainer.
0 visually examine all piping and hoses for leakage or restrictions.
0 determine whether the problem is actually low pressure, or an incorrect
reading by t he pressure transducer. Fit a mechanical gauge to the
pressure sensor location using a "Tee" fitting. When the engine is
operating, the gauge and the reading indicated by the sensor should be
within a few pounds of each other. If not, replace the sensor with a
qualified unit. If the mechanical gauge indicates a true low pressure
situation, the procedures for qualifying the system remain the same as in
the past.
4-20 Electrdvlotive Model 567, 645 & 71 0 Series Diesel Engines
c
c-
c
e;.
G
e;
c;;
c
c
G
ci
G
cc/
c
c
c
G
c
c
e
G
e
c
G
G
G
e
G
c4
c
e
c
G
G
C
c
L9
. .
. ... - . . .. ..
disconnect the fuel return line at the distribution block and attach a length of
clear hose that will allow fuel return to be observed. Check the return fuel for
air bubbles that could indicate a suction leak. Also observe the quantity of fuel
flowing with the engine shut down and the pump running. The flow should be
between 4 and 5 gallons (1 5.14 and 19 L.) per minute in order to run the engine at
full power.
Refer to the Engine Troubleshooting Section of the manual, or the separate Diesel
Engine Troubleshooting Guide for further checks.
Faulty Injectors (EMDEC)
Normally the injectors are controlled by EMDEC and deliver very precise amounts
of fuel. If the injector is faulty, there will be a noticeable change in engine performance.
Injectors can fail in several different manners, but all will impact cylinder power levels.
Some of the more common failure modes are:
0 failure of the energizing coil (open or shorted) will cause a complete failure of
injection as the poppet valve will not seat to build pressure for injection.
0 a faulty poppet valve (stuck or leaking) will not allow the pressure to build for
injection, or if stuck closed, will not allow the injector to fill below the plunger.
0 a leaking or badly worn plungerharrel assembly will lead to low injection
pressures and poor performance.
0 if the injector tip, spring, needle, or check are damaged, the injector
Performance will be severely affected. Problems in this area are identical to the
problems found on the older mechanical injectors.
Injector problems can be isolated and identified by two methods. Using the laptop
computer, all injector response data can be monitored and a cylinder cutout test can be
performed. Cut out the injectors one at a time with the computer and note engine
response. If a good injector is cut out, there will be a slight change in engine sounds and
the fuel delivery rate will be adjusted on all other injectors to compensate. If a faulty
injector is cut out, there will be no change to engine sounds, speed, or injector delivery
rates. This test is similar to performing the ttclunktt test on older systems.
Injection Control Problems (EMDEC)
When troubleshooting a control problem it must be determined: (1) if there is a
true fault; (2) is the pKQb)erF;I related to a software problem; or (3) is the problem due to a
failure of an EMDEC component or associated wiring or other hardware. It helps to
follow a set routine and logical order of checks when trying to isolate a problem. Verify
all simple conditions first and use the control computer and laptop to help diagnose the
problem .
0 check the fault archive in the EMDEC control unit to verify the system failure.
The computer may provide an indication of the cause of the failure such as the
communication between control units, communication fiom the control unit to
the injectors, or the failure of a control unit itself.
ITS Locomotive Training Series -Student Text 4-21 a
3
Before attempting to start an engine that is new, remanufactured, or has been
shut down for more than 48 hours, engine prelube is to be petformed. This
procedure is described in Chapter 6 of this text.
0 check the level of fuel in the tank.
0 check condition of the filters by means of the bypass gauge located by the
primary fuel filters.
0 change all fuel filters and clean or replace the suction strainer.
0 visually examine all piping and hoses for leakage or restrictions.
0 determine whether the problem is actually low pressure, or an incorrect
reading by the pressure transducer. Fit a mechanical gauge to the
pressure sensor location using a "Tee" fitting. When the engine is
operating, the gauge and the reading indicated by the sensor should be
within a few pounds of each other. If not, replace the sensor with a
qualified unit. If the mechanical gauge indicates a true low pressure
situation, the procedures for qualifying the system remain the same as
in the past.
Engine Stafiing Procedure
Check levels of engine oil, governor oil, compressor oil, and engine
coolant.
Open cylinder test valves and bar engine over at least one
revolution. While closing test valves, watch for discharge of fuel, engine
oil, or engine coolant. If any of these are found, determine the cause
and make the required repairs.
Remove the starting fuse. Check that all fuses are present and in good
condition, and of the proper rating.
Verdy that the main battery switch is closed, and that the ground relay
switch is clssed.
Place the local control and the control circuit breakers in the ON position.
Place the control and fuel pump switch in the ON position.
Place generator field and engine run switches in the OFF position.
Turn isolation switch to the START position.
B 4-22 Electro-Motive Model 567,645 & 71 0 Series Diesel Engines
, . I ..
. . .
. . i ' .
. .^ ..
At the equipment rack in the engineroom, place the Fuel PrimeEngine Start
switch in the PRIME position until fuel flows in the return fuel sight glass
clear and free of bubbles.
Check that the starting fuse is in good condition and proper rating then
install it.
CAUTION:
Do not crank the engine for more than 20 seconds or "inch" the engine with
9
the starter. After cranking allow a minimum of two minutes for starter cooling
r before attemptinu another start.
P -
6
l
If engine is equipped with purge control system, do not push injector rack
control lever (layshaft) until engine has cranked for six seconds.
Position layshaft at about one third rack (1.6 on the scale), then turn the Fuel
PrimeEngine Start switch to the START position. Hold the switch in the
START position until the engine fires and speed increases.
Release the layshaft when the engine comes up to idle speed.
Check that the low water detector is not tripped. If the detector is tripped, wait
for one half minute after engine start, then press the reset button and hold for
five seconds to reset. If the detector trips again, verify engine oil pressure,
then slowly push the layshaft in to increase engine speed momentarily before
resetting the button.
Check that the cooling water level, lube oil pressure, and governor oil level
are all satisfactory.
Fuel Storage Facilities
Before being added to the fuel tank, it is recommended that diesel fuel be
processed through an effective fuel filtration facility that removes soft and hard
contaminants 2 microns in size and larger. Using unfiltered fuel can result in suction
strainer plugging, loss of performance, and over time, serious damage to injectors.
Soft contaminants include water, bacteria, algae, fungi, and waxes. Water must be
removed or kept at the lowest possible level, as it is very destructive to fuel system
components. Bacteria, algae, and fungi contamination of the fuel storage tank will show
up as slime on the facilities fuel filtercand may requirt! treahnent with algicide or
fungicide to remove it. Waxes are generally kept in suspension and do not cause
problems unless there is an excessively high level of them in the fuel or extremely cold
temperatures.
* p c $1 *"
Hard contaminants such as rust, scale, cracking catalyst fines, dirt, and wear metals
will be removed by the filters as long as they are changed at regular intervals, (usually
monthly).
ITS Locomotive Training Series - Student Text 4-23 a
c
G. , .>,
G
c
c;
c
c
G
G
G
G
c
c
G
c,
c
c
G
G
c
e,
G
G
G
G
G
G
CJ
c,
CJ
c;
G
G
--
I
I
I
I
I
I
I
1
I
I
I
I
I
: 4
I
I
I
I
I
I
I
G
ci
C
c
c
c
c
G
c
c
c
G
c
c
c
G
cd
G
c
G
G
G
G
c
G
G
ci
G
G
G
c,
c
c
c1
G
G
c
c
Cooling System
Introduction
The engine cooling system consists of engine driven centrifugal water pumps,
replaceable inlet water manifolds wit8 an individual jumper line to each liner, cylinder
head discharge elbows, and an outlet manifold through which cooling water is
circulated. The centrifugal water pumps (one on an 8 cylinder engine) are mounted on
the accessory drive housing and are driven by the governor drive gear. A representative
illustration of the engine cooling system is shown in Figures 5.1A and 5.1B.
Figure 5.1A Cooling System Pictorial Diagram
ITS Locomotive Training Series - Student Text
5 1 I
Coolant is drawn from the expansion tank through an aspirator by the water
pumps. Pump outlet elbows conduct the water from the pumps to the water inlet
manifolds located in each air box. Each manifold is connected at the rear end plate to
an aftercooler water inlet pipe.
Radiators Water
PressurdLow Water Detect
Turbocharger
Aftemooler
Manifold
Figure 5.1B Cooling System Schematic Diagram
Each cylinder liner is individually
supplied with coolant from the water
manifold through a water inlet tube
assembly. A deflector is used at each
liner water inlet to divert the water and
prevent direct impingement on the
inner liner wall. The coolant flows
upward in the cylinder liner water
jacket and enters the cylinder head
through 12 discharge holes at the top of
the liner. A counter-bore around each
hole accommodates a heat dam and a
water seal. A water discharge elbow is
bolted to each cylinder head to provide
a water passage to the water discharge
manifold which extends along the top
of the crankcase. The crankcase has
two built-in siphon tubes inside the
water discharge manifold to provide for
engine cooling water draining in the
event the enginemnot level.
t
3
bll
w
I
Figure 5.1C Coolant Flow
through Power Assembly
I 5 2
Electrdvlotive Model 567,645 & 71 0 Series Diesel Engines
I C
c
G
G
c
c
,
I '
' G
: G
! G
c
I
c
c
c
G
c
c
c
G
(li
6)
G
c
c
G
G
c
c
G
c
G
c
0
'Q
G
c
c
. . .
- .
. '
. . . . . . . .
In addition to the engine cylinder assemblies, on turbo engines, coolant is also
circulated through the aftercooler cores. One condition that has a dramatic effect on
engine performance is the temperature of incoming air for combustion.'As inlet air
temperature is reduced, engine performance is increased. Past EMD engines used 2
pass aftercoolers as illustrated in Figure 5.2A to cool intake air after it had been
compressed by the turbocharger. The coolant was taken off the rear of the main cooling
manifolds after the power assemblies.
Figure 5.2A Two Pass Aftercooler Figure 5. t B Four Puss Aftercooler
Coolant temperature for the after coolers therefore was limited to the same level as
required for the power assemblies. Because the cores were equipped with only two
flanged connections, the coolant flow patterns were different from side to side of the
engine resulting in an airbox temperature imbalance between the two banks,
EMD in partnership with Young Radiator has developed a four pass aftercooler
which recycles the water through the cooler before discharge to provide a higher
cooling capacity. The cores have been equipped with four connection flanges to allow
for the application of any four pass core to either the right or left engine bank and keep
the coolant pattern the same between banks.
Coolant from the power assemblies and the aftercoolers is collected in the main
water chamber in the top center of the engine. From the engine, water is directed out
the 'Y" pipeto the radiator assemblies. Electrically driven cooling fans move air
through the radiators, which absorbs heat from the coolant. Water temperature control is
facilitated by the use of temperature switches that control fan and shutter operation.
Newer systems use temperature sensors, and fan and shutter control is handled by
a microprocessor.
The coolant returns from the radiators to the lube oil cooler where it absorbs some
of the excess heat from the lube oil. The cooler consists of a radiator section mounted in
a steel tank.
ITS Locomotive Training Ser i es - Student Text
5-31
3
From the cooler, the coolant goes back to the aspirators to repeat the cycle.
When the engine is first started, coolant is drawn from the expansion tank as there is no
return from the radiators at this point. When there is sufficient return flow, the water
level in the tank stabilizes.
Note that part of the water from the engine mounted pumps is piped to the air
compressor. There are no valves in the line, thus cooling will be provided whenever the
engine is running. Upon leaving the air compressor, water is piped back to the water
tank for re-circulation
Blower Type Cooling System
The cooling systemof the blower type engine is identical to the turbo type except
for the absence of the aftercoolers and the associated piping. The blower type cooling
system is shown in Figure 5.3.
1. W.1.r Pump 4. Idel Tube 7. Dirchug. Elbow
2. Outlet Elbow 5. U w Water 8. Syatan h.i n V.hn
3. Inlet Manitold 6. Cyl1nd.r nud 0.wohvg.M.nHold
Figure 5.3 Blower Type Cooling System
Cooling System Pressurization
On most newer systems, the cooling systemis pressurized to increase the boiling
point of the coolant, prevent cavitation at the water pumps during high transient
temperature conditions, and to provide uniform cooling throughout the operating range
of the diesel engine. The expansion tank has a pressure cap that regulates system
pressure at 7,12, or 20 psi (48,82 or 138 KPu) depending on engine requirements. Older
switcher locomotives and older marine installations use unpressurized systems.
154 ElectrMotive Model 567,645 & 71 0 Series Diesel Engines
Operating Water Level
An operating water level instruction plate, Fig 5. 3, is provided next
to the water level sight glass. The instructions indicate minimum and
maximum water lever with the engine running or stopped. The water
level mark should not be permitted to go below the applicable low
water level mark.
Progressive lowering of the water in the gauge glass indicates a water
leak in the cooling system, and should be reported. Normally, there
should be no need to add water to the cooling system, except at
extended intervals.
Figure 5.4 Water Level Plate
Coolant
The coolant is circulated through the engine to transfer heat from the engine
components to the radiators. Engine coolant is composed of water, corrosion inhibitor,
and when considered necessary, antifreeze. Coolant samples should be taken and
analysed at prescribed intervals to maintain the proper solution of corrosion inhibitor.
To be suitable for use in EMD engines, a coolant must meet four
basic requirements:
adequately transfer heat energy through the cooling system
not form scale or sludge deposits
prevent corrosion inside the cooling system
cant deteriorate seals or gaskets in the cooling system
Water
The water in some areas contain elements such as excessive solids, hardness salts,
or corrosive elements such as chlorides that make it unsuitable for use in the cooling
systems of EMD engines. Water from these sources should be processed by softening,
de-ionizing, or distillation to make it suitable for cooling system use.
Corrosion Inhibitor
The main type of corrosion inhibitor for EMD engines is the borate-nitrate type.
Borate-nitrate is available in powder, pellet, and liquid form. Powder and pellet form
inhibitors should be dissolved in water in a separate container before being added to the
cooling system. The level of borate-nitrate should be maintained in a concentration
above 5625 parts per million.
551 ITS Locomotive Training Series -Student Text
Antifreeze
Specifications for the use of antifreeze in EMD engines is available in M.I. 1748.
Water Pumps
L,
4
rj)
d
0
d
"1
rX I...,. ".
1. Water Sllngu 8. Water Pump 8h.R 15. Cubon 8ul
2 S u m HMIIing O.ahn&uK.y 16. Impdlr Hwdng
17.ot.tl wry Buahing 3. ou Inl.1 10.DdwOur
6. &up Rlng 12. Oil outl.1 19. Sad RaWnu Spring
8. Owr W n r W& r 20. lmpdlu
7. Gu Wn l n g Nu( 2l . Impdlw Rotalnw Koy
4. BWng R. l r i m Rlng 11. W n g Auunbl y 18. outwsul
13. Rdl Ph and Spring
14. Baaing Sp s w
Figure 5.5 Water Pump Cross Section
Description
The two engine cooling water pumps (one on 8 cylinder engines) are selfdraining
centrifugal pumps, which rotate in the opposite direction of the engine crankshaft.
The pump drive shaft is supported by two permanently sealed grease lubricated ball
bearings which require no maintenance. The components of the water pump are
identified in Figure 5.5.
d
3
3
3
L J
1)-
Electro-Motive Model 567,645 & 71 0 Series Diesel Engines
c a
C
&A
c4
G
c
c
c
G
G
c
c
<;
G
c
c
c
L
c
c
ci
G
G
c
c
G
c.
G
c
c
cj
c
c
0
'ci
ts
c
G
\
Carbon
Inner Seal
Shell
Spring Outer Seal
Figure 5.6 Spring and Seal Assembly
The pump seal assembly consists of a carbon inner seal, rubber outer seal, shell,
and spring, as shown in Figure 5.6. The rotating rubber outer seal is held against the
stationary carbon inner seal by the spring pressure . Any coolant leaking past this sealing
face will show externally by leakage at the tell tale drain hole in the drive shaft support
housing. In some instances where a pump has been leaking for a long time, the tell tale
hole can become plugged with crystalized corrosion inhibitor. When looking for
internal water leaks, check to see that the tell tale holes are free of obstruction.
impeller housing from the pump shaft
housing. For a right bank pump, rotate
the impeller housing so that the "R"
on the impeller housing lines up with
the arrow on the pump shaft housing.
For a left bank pump, align the "L"
with the arrow. Install a new gasket
between the impeller housing and the
pump shaft housing, apply housing
nuts to the studs and torque them to
65 ft-lbs (88Nm). Figure 5.7 shows the
correct pump housing positioning.
The pumps are carried under two part numbers to identify the right and the left
bank pumps. The only difference between right and left bank pumps is the position of
the impeller housing in relation to the pump shaft housing. The position of the impeller
housing may be changed on either pump to permit its use on the opposite bank.
To accomplish this, remove the nuts from the impeller housing studs, and separate the
RigM Hand Left Hand
n
I V / \ V \
I
I ' I
I
1 Front End Of Engine I
.----
i ---+
Figure 5.6A Pump Housing Positioning
Low Wat er Shutdown.
The cooling systemis protected against low water situations by the engine
protective device. The operation of this device is covered in chapter 9.
ITS Locomotive Training Series -Student Text
5-7 a
Radiators
There are two main types of radiators commonly found on EMD locomotives, the
solder bonded core, and the mechanically bonded core. Both are available in single
length core 27 inches in length (69 crn), and multi-length core 54 inches in
length (137crn).
Figure 5.7 Typical Radiators
Solder bonded radiator cores have a brass header plate to which the tubes are
bonded using a layer of silver solder overlaid with a layer of lead-tin solder.
Puddle
Pierced Fin Collar
Figure 5.8 Flat Tube Solder - Construction Radiator
Electro-Motive Model 567,645 & 71 0 Series Diesel Engines
A
rll)
3
44
r*3
3
u'
3
3
3
b&
64
3
3
3
3
3
W
k4
3
3
3
3
3
3
13
u
3
3
3
/3
3
\
e
c
C
c
c
c
G
G
G
c
c
c
G
G
G
c
c
c
G
Ic
c
c j
G
c
c
G
c
c
c
c
G
6
G
cs
G
c
G
Mechanically bonded radiator cores have a steel header plate to which the round
tubes are bonded by roller expansion from inside the tube. Mechanically bonded
radiators are much stronger than soldered radiators and provide better heat transfer.
They can be repaired using phenolic plugs to block leaking tubes or tubes that have
become loose from the header.
Header Bolt Staggered
Collar
Figure 5.9 Flat -To-Round Mechanical Construction Radiator
Radiator Inspection and Cleaning
Locomotive radiators can be inspected by removing the access covers between the
engine room and the radiator compartment. With the engine running check all radiator
surfaces, flanges, and piping for leaks, paying special attention to the junction of the
radiator tubes to the headers. It is important to properly replace all radiator access
covers, as a cover left off will result in improper cooling air circulation, and the slight
engineroom pressurization from the main generator cooling air will be lost.
Radiators should be cleaned at the interval suggested in the appropriate, or more
frequently in areas where there are large amounts of airborne seeds and leaves during
certain seasons. Clean the radiators by blowing compressed air through them from the
top surface, followed by reverse operation of the cooling fans to clean the cores and
radiator compartment.
The cooling fans are reversed by interchanging the position of two AC leads
bolted to the fan contactor buses in the AC cabinet. The fans are then operated by
pressing the test pushbuttons on the engine water temperature switches one at a time,
allowing each fan to reach operating speed before pressing another button.
CAUTION:
Be careful not to accidentally release fan test pushbutton during the starting
surge of current. Ensure that the AC cables are properly reconnected after
r radiator cleaning is completed.
5-91
ITS Locomotie Training Series - Student Text
SYSTEM MAINTENANCE
Maintenance of the cooling system may be divided into two parts; specific checks
performed as part of a scheduled maintenance program and items performed as
unscheduled checks and repairs.
The following are guidelines only based on a preliminary maintenance schedule.
Always consult your companys maintenance instructions for specific inspection items
and frequency.
SCHEDULED MAINTENANCE
Daily or Trip
Coolant levels must be checked frequently to ensure that the system is functioning
normally. Visually check the sight glass on the engine water tank to ensure that the
water level is at or near the full mark. If coolant must be added, ensure that the fluid
meets the specifications for coolant set out in Maintenance Instruction 1748. Record
the amount of coolant added as coolant loss may indicate serious engine problems.
Visually examine the system for signs of leakage.
90 Day Inspection
In addition to coolant level, the strength of the corrosion inhibitor must be
checked to ensure that the internal engine components are adequately protected.
Follow the inhibitor manufacturers recommendations or Maintenance Instruction 1748
for the specific concentration required. Take a coolant sample from the sight glass drain
valve when the engine is warm and idling. Open the drain valve and allow any
accumulated sediment to drain from the glass before capturing the sample.
Perform the self test function for the cooling fans with the EM2000.
Visually confirm the operation and direction of rotation of the individual blower motors
as the test is performed. Inspect all fan contactors and fuses for obvious defects.
6 Month Inspection
Radiator segments must be cleaned periodically to remove accumulations of
foreign material such as leaves and airborne seeds. With the engine shut down, open all
access hatches below the radiator compartment and manually block the shutters open
with the magnet valve MVSH. Using a hose and low pressure compressed air, blow
through the radiators in the opposite direction to the normal air flow (top of locomotive
dowmc)ards). This should dislodge most material lodged in the core. If the buildup is still
unacceptable, the radiators may be washed with a pressure washer or removed from the
locomotive and cleaned. Refer to the Locomotive Service Manual or M.I. 549 for
further details.
I 5 1 0 Electro-Motive Model 567,645 & 71 0 Series Diesel Englnes
0 ,
3
3
ill4
r
3
3
u
13
I
3
3
3
ilrb
Iri)
u)
3
r4
bb
C
G
e
c
c
c
c
e
G
G
c
c
c
c4
c
G
c
c
c
G
G
c
G
cd
C
c
6
G
c
G
G
ci
c1
k
G
G
cl
1 Year Inspection
On an annual basis the magnet valves controlling the radiator shutters should be
removed, cleaned and tested to ensure proper operation. M.I. 4707 details
this procedure.
Periodically the cooling system should be pressure tested to ensure that the system
is capable of retaining pressure during operation. Inspect and test the pressure caps to
ensure that they can hold the system at the correct pressure. Loss of system pressure may
result in an overheat situation and engine shutdown. In other cases this loss of pressure
may not be enough to cause engine shutdown, but a gradual fatiguing of engine
components due to thermal cycling. Procedures for performing these tests may be found
in the Locomotive Service Manual.
After the locomotive has been in service for 1 year, the radiator header screens
should be removed, inspected and cleaned to rid the system of any debris present from
the manufacturing processes. Some accumulated debris on the screens is a normal
situation. Consult M.I. 549 and 550 for further instructions.
2 Year Inspection
On the two year inspection, the pressure caps should be discarded and new caps
applied. Ensure that the filler neck is free from cracks or any other damage that may
allow a loss of system pressure. Replace the neck assembly if required.
3 Year Inspection
After the unit has been in service for a period of three years, both water pumps
should be removed and replaced with qualified components. In addition, all flexible
piping connections should be inspected and renewed if required.
The three year inspection will include removal and replacement of all shutter
control and operating components such as magnet valves and air cylinders. Test the
system for correct operation when complete.
Remove and replace the linking valve assembly with a qualified component,
ensuring that both motor and valve portions have been serviced.
Cooling fans (blower motors) should be removed and replaced with an EMD unit
exchange or equivalent.
TTS Locomotive Training Series -Student Text
5-11 a
A
COOLING SYSTEM TROUBLESHOOTING
External Water Leaks
Use t6e following procedure to check for external leaks on engine reported to be
loosing cooling water. With the engine preferably outside running in throttle notch 5
check the following:
Walk around the bottom deck of the locomotive and check for any
signs of water running down from the top deck paying particular attention
to cab heater piping, couplings, cab heater drain valves, and engine air
box drains.
Above deck: Remove all radiator inspection covers and check all radiators
for leaks from the cores, rad section joint gaskets, pipe flanges and the
radiator vent lines.
Inspect the Engine Protective Device, low water test valve and line for any
signs of water leaks.
On turbocharged engines, examine the aftercoolers and piping for leaks
from flange gaskets and cracked or broken pipes.
Inspect the engine "veell for water leaks from discharge flanges, marmon
couplings or blanking plates. Sometimes water leaking into the "vee" area
will flow between the overspeed trip housing and the front plate of the
engine block and run down the front and sides of the accessory
drive housing.
Check all cooling water lines connecting the radiators, lube oil cooler,
expansion tank, and water pumps for leaking flanges or marmon couplings.
Examine the cooling water expansion tank for leaks at the water level sight
glass seals, drain cock, and split or rotted hoses on the expansion tank to
water pump inlet line connection.
0
Air compressor water supply and return lines, compressor cylinder heads,
cylinder liners, crossover pipe seals, frost plates and plugs, and cylinder has
to liner gaskets should all be checked for leaks.
Examine cab heater supply and return lines in the engine room, main
engine drains and cab heater drains in the sump at the front of the engine
for leaks.
Check both engine water pumps for leaks from inlet flanges, outlet flanges,
and the tell tale hole in the back of the pump support housing.
512
Electro-Motive Model 567,645 & 71 0 Series Diesel Engines
A
3
3
3
13
3
3
3
3
3
3
k#
3
3
3
kit
u
3
Q
3
k4
3
1c19
3
3
3
9
3
3
3
3
3
I)
13,
G
c
c
c
G
c
c
c
G
c
c
c
c
G
c
c
CJ
c;
c
G
G
G
c1
c
c
c
6
G
G
. G
G
G
G
G
c
c
c
Figure 5.10 Typical Air Compressor
Internal Water Leaks: Running
After completing the previous checks, return the engine to idle, open all top deck
covers and inspect the following areas of all cylinders for water leaks:
water discharge elbow on the cylinder head from either the head to
elbow "0" ring or the elbow to engine block "0" rings.
Core plugs on the top of the cylinder heads.
0
0
Cylinder head lifting holes (normally full of engine lube oil)
Under the injector, which could indicate a crack in the injector well
Broken head to liner studs (nut missing or water oozing out)
The area on top of each cylinder head under the upper left hand crab
for cracks, water, or buildup of dried cooling water inhibitor which
indicates a crack and leak underneath. Further inspection can be made
after the engine is shut down, the crab removed and the area cleaned.
513 a
ITSLocomotive Training Series -Student Text
Well
Figure 5.1 1 Heads - Typical Problem Areas
Leakage from a flange or coupling in the engine llveell into the top deck
area through the top deck housing to engine block gasket. The water will
usually run down to the cylinder head seat ring area, around the cylinder
head, and drip off near the cylinder test valve. These leaks should be
examined carefully, as they can be mistaken for leaking water elbow
"0" rings.
Between the head pots, along the bottom edge of the top deck housing, and
any visible areas of the engine block for possible cracks.
TEST VALVE CHECK: With the engine running and at idle, open each
cylinder test valve one at a time, and check for water being expelled, which
indicates either a cracked head, cracked liner, or bad head to
liner grommets.
0-6OLB
Pressure Gauge
Connection To
Internal Water Leaks, 25psi Hydro-Test:
After shutting down the engine, open all cylinder test valves,
and remove all crankcase and airbox covers. Apply a 25psi
(1 72kPu) hydro-test to the cooling system, using "city" water
pressure and an adapter with a valve and gauge installed in the
cooling systempressure cap bell housing. Open the valve and
gradually increase the pressure until 25psi is reached then close
the valve. If pressure drops off rapidly, there probably is a large
leak (internal or external) that will have to be repaired before
further checks can be made.
Figure 5.1 1A Hydntatic Test Equipment
I 5 1 4 Electro-tvlotive Model 567.645 & 710 Series Diesel Engines
' Seals
3
411
3
3
u
13
3
3
3
e)
3
'c)
hid
3
3
3
3
3
k9
3
3
3
3
3
kilb
3
3
3
1c3
/13
3
L,
c.
c
0
c,
ci
c
CI
c
G
G
c
c
c
G
G
G
c
c
c
c.
G
G
c
c
G
c
c
c
c;
c
c
G
G
ci
c
c
G
. .
.. .
. ,
. ..,
...
Once 25psi is maintained (or slow leak off) bar the engine over and check each
power assembly internally with the piston at the bottom of its stroke for the following:
water on the piston crown or running down the inside of the liner,
indicating a cracked liner, cracked cylinder head, or internally leaking
grommets. When a leak is found, check the ''veer' of the engine for water, as
a leak in this area can leak under the exhaust manifold gasket, down the
exhaust port, through an open valve and be mistaken for an internal
water leak.
Water on the piston crown or running down the inside of the liner may also
come from a cracked block in the exhaust scroll area where the exhaust port
is welded to the engine top plate. The water will run down the exhaust port
into the cylinder head, through an open exhaust valve into the liner.
After internally checking each power assembly, at the same time, 'make the
following external checks:
water running down the outside of the liner from cracks on the outside of
the liner, leaking grommets, or core plugs on the sides of the head or liner.
Water from the l'veell can also show up as running down the outside of
the liner.
Leaks from water jumper lines from cracks, water jumper to liner flange
seal, or water jumper to water manifold flange gasket.
Check through each crankcase cover for water dripping from the bottom of
the liner into the oil.
Check the bottom of the upper water passage in the block for signs of
cracks (b>, looking up beside each liner through the inner air box opening).
Check the water manifolds the entire length of the engine both sides
for cracks or leaking "0" rings.
FiWDni n V.hn
m D n l n V a h m
&HI &Turn To Dnin
Figure 5.12 Strainer Housing Drain Valves
ITS Locomotive Training Series -Student Text
515 a
A
3
Drain the lube oil strainer housing (by rifling and turning strainer
housing druin valve), when the oil level drops below the oil cooler
inlet line check for water running down from the lube oil cooler.
On turbo engines, check the aftercooler cores for leaks. If equipped
with a exhaust manifold screen inspection port, check turbo screen
and exhaust manifold for signs of dried corrosion inhibitor or
"washed" areas.
After making all these checks, and no leaks are found, it may be necessary to a hot
water 2Spsi hydro-test. Drain the engine, refill with hot water apply 2 5psi water pressure,
and repeat all the proceeding checks.
Block Check, Power Assembly Removed:
On some occasions a suspected leaking power assembly will be removed, and after
examination, no obvious cause of the leak is found. Inspect the exhaust port for a crack,
dried coolant inhibitor, or water. If nothing is found, apply a blanking saddle to the
water manifold outlet of the removed assembly and an expansion plug to the water
discharge hole in the block. Refill the engine with hot water, reapply the 25psi hydro
test, and check for water leaking down the exhaust port. If water is seen running down
the exhaust port but the source cannot be seen, the exhaust manifold section for that
cylinder will have to be removed to locate and repair the leak (usually u crack in the
exhaust scroll to engine top plate weld).
Figure 5.13 "Blanking Saddle" and "Expansion Plug"
9Opsi Block Test
In some cases, where an engine has been inspected with 25psi cold and hot hydro-
tests, and no water leaks are found, it becomes necessary to apply a 9Opsi (620kPa) test
to the isolated engine block. Usually this is done when an engine has a history of oil
contaminated by water, or loosing water with no leaks being found.
516 Electro-Motive Model 567, 645 & 71 0 Series Diesel Engines
A
High Coolant Temperature
On an engine experiencing high coolant temperature, make the following
suggested checks:
Check the coolant level in the expansion tank, and refill if low. If the
engine is continually using cooling water check for internal and external
water leaks.
0
Veri@ that the shutters are operating properly using the temperature
switch test button. Check the temperature switch operation by running the
engine until the switch closes, or by removing the switch and testing it in a
pan of heated water with a thermometer.
Check for the proper operation of all cooling fan motors and temperature
control switches.
Remove the radiator access panels and inspect all radiators for restriction of
air flow. Clean the radiators if necessary using the procedure on Pg.5-8.
0
Inspect all water pump and radiator vent lines for proper connection,
loose fittings, or damage to the lines. Loose water pump vent lines can
cause cavitation of the water pump and a resulting loss of coolant
delivery pressure. Damaged or improperly connected radiator vent lines
can cause air binding in the radiators resulting in a loss of
cooling efficiency.
Low Coolant Pressure
Low coolant pressure can be a cause of high coolant temperature. Install a pressure
gauge in the expansion tank and run the engine until it reaches operating temperature.
Compare the gauge reading to the pressure stamped into the expansion tank pressure
cap. If the pressure is low, make the following checks.
Test the expansion tank vent valve by placing the end of the expansion tank
vent line in a bucket of water. If bubbles are released through the water, the
expansion tank vent valve is not seating properly and must be replaced.
With the engine shut down and the cooling system pressure relieved
by opening the manual vent valve, remove the pressure cap and inspect the
filler neck. If the sealing surface is damaged or distorted, replace the neck
assembly with a new one using a new tank to neck gasket.
Inspect the pressure cap for proper seating of the snifter valve, and check
for a cracked, hardened or damaged gasket. Test the cap on an external
pressure tester. Replace the cap if any defects are noted.
I 5 1 8 Electrdvloti Model 567.645 81 710 Series Diesel Engines
A
13
r3
c3
3
3
3
3
3
3
kd
r3
3
3
k3
3
3
3
3
3
13
3
3
3
+d
3
3
3
G
C
G
E
6,
G
G
G
c;
c(
G
c
c
G
c
LJ
G
G
c
c
8il
d,
G
Ci
C
c
c
c1
G
GI
G
G
c
c
c
G
L
Lube Oil System
Introduction
The complete engine lubricating oil system is a combination of three separate
systems. These are the main lubricating system, the piston cooling systemand the
scavenging oil system. Turbocharged engines use a fourth system, the soak back or turbo
lube system. Another oil systemthat is available as an option or as an upgrade is the self
contained pre-lube system.
Each system has its own oil pump. The main lube oil pump and piston cooling oil
pump, although individual pumps, are both contained in one housing and driven from
a common drive shaft. The scavenging oil pump is a separate pump, as is the turbo
lube pump.
The main lube, piston cooling, and scavenging oil pumps are driven from the
accessory gear train at the front of the engine. Parts of the complete oil systemand a
schematic arrangement of oil circulation are shown in Figures 6.1A for a turbocharged
engine, and 6.1 b for a blower type engine on the following two pages.
IlS Locomotive Training Series - Student Text
6-1 I
.L
n@n
7. Oil Pmu u n Line To Govemor
8. Cun.h.tt Oil Pu u g e (l o Camehaft
Bar i ng. Md Cylinder Rocker Anna)
9. Soak Back Filter
10. Turbocharger Fi l W
11. Turbochugr Filter Oil Supply M~l t ol d
12. Oil Line To Right and Left Bank
CMUMI Ddve and To Turbo Filter
13. Oil Linm To Camshaft Stubshaft8
14. Oil Line to No. 2 Idler Qu Stubshaft
2. Oil Sttainer Housing
3. Main Lube Oil and Piston Cooling Oil Purnr, - - ~~- -.
4. Oil Line TO GWCK~W Wve GmrSbrb.h.ft
5. Main Lube Oil and Pinon Cooling oi l MMMd
6. Oil Pnuur e Relief V&a
15. Turbochugor &r Train
18. Turbochuger B d n g Oil Supply Linw
17. Oil Line to No. 1 Idler G u Stubohaft
18. M.in Oil Manifold
18. Oil Supply to Cnnk r hn M d Buringa
Figure 6.1A Turbocharged Engine Lube Oil System 20. Piston Cooling oi i Line
Main Lubricating System
The main lubricating oil system supplies oil under pressure to most of the moving
parts of the engine. The main lube oil pump takes oil from the strainer housing at the
right front of the engine. Oil from the pump goes into the main oil manifold which is
located above the crankshaft, and extends the length of the engine. Maximum oil
pressure is limited by a relief valve in the passage between the pump and the main
oil manifold.
Oil tubes at the center of each main bearing A frame conduct oil from the main
manifold to the upper half of the main crankshaft bearings. Drilled passages in the
crankshaft supply oil to the connecting rod bearings, torsional damper, and accessory
drive gear at the front of the crankshaft. Leak-off oil from the adjacent main bearings
lubricates the crankshaft thrust bearings.
Oil from the manifold enters the gear train at the rear of the engine, at the idler
gear stubshaft. Oil passages in the base of the stubshaft distribute the oil. One passage
conducts oil upward to the left bank camshaft drive gear stubshaft bracket through a
jumper, and downward to the lower idler gear stubshaft and bearing. Another passage
conducts oil to the right bank camshaft drive stubshaft bracket and on to the
turbocharger oil filter supply line. After passing through the filter, the oil enters the
return line, returning to the upper idler gear stubshaft bore and bearing. Filtered oil
enters the turbocharger oil system from the upper idler gear stubshaft. An oil pressure
line connects to the top of the turbocharger oil manifold, adjoining the filter. This oil
line goes to the low oil pressure device in the governor.
I 6 2
ElectroMotive Model 567,645 & 710 Series Diesel Engines
C
u
0
3
3
9
1 9
0
9
1 9
3
3
3
3
3
1 9
3
9
3
3
3
9
3
3
3
3
9
3
9
3
)
3
3
9
)
3
9
3
3
Scavenging Oil System
The scavenging oil system pump, takes oil through the scavenging oil strainer from
the oil pan su~fip or reservoir. The pump then forces the oil through the oil filters and
oil cooler which are located near the engine. Oil then returns to the strainer housing to
supply the main lube oil pump and piston cooling pump with cooled and filtered oil
Excess oil spills over a dam in the strainer housing and returns to the oil pan.
Oil Gauge
An oil level gauge, Fig. 6.2,
extends from the side of the oil
pan into the oil pan sump.
The oil level should be
maintained between the low and
full marks on the gauge, with the
reading taken when the engine is
at idle speed and the oil is hot.
Lubricating Oil Pressure
Adequate lubricating oil
pressure must be maintained at
all times when the engine is
running. Upon starting and idling
an engine, it should be noted that
the oil pressure builds up almost
immediately. In the event of cold
oil, the pressure may rise to the
Figure 6.2 Oil Level Gauge
relief valve setting of approximately 125 psi
(862 P a ) . Lubricating oil pressure is not adjustable. The operating pressure range is
determined by such things as manufacturing tolerances, oil temperature, oil dilution,
wear, and engine speed. The pipe plug can be removed from the opening in the pump
discharge elbow and a gauge installed to determine the pressure.
The minimum oil pressure is approximately 8-12 psi (55.1 - 83 kPu) at idle and
25-29 psi ( I 72 - 200 kPu) at full speed. In the event of insufficient oil pressure, a
shutdown feature built into the governor will automatically protect the engine by
shutting it down. Maximum pressure is determined by the relief valve setting of 125 psi
..(862kPu) for 645 E3 and later engines, 60 p i (4!4 kPu) for 567 and 645E engines.
b
Piston Cooling Oil Pressure
Pressure of the piston cooling oil will be governed by oil viscosity, speed of engine,
temperature of oil, and wear of pump parts. The pipe plug can be removed from the
opening in the pump discharge elbow and a gauge installed to determine the pressure.
l a 4
ElectreMotive Model 567.645 & 710 Series Diesel Engines
(Ls
3
3
3
d
3
G
19
--"u)
3
d
3
31 I
1 3 ;
4 s '
L I 1
c
C
c
c
c
G
G
G
c
6
c
G
G
G
c
G
G
c
G
G
c
G
G
G
G
C
c
G
G
G
G
G
G
G
c
G
.- .,. . ... . ..
Scavenging Oi I Strainer (Coarse)
Figure 6.3 shows the
scavenging oil strainer (coarse)
removed. The strainer is installed
in the housing and all oil for the
scavenging system is drawn
through it.
The function of the strainer
is to protect the scavenging pump
from foreign material damage.
Since the strainer is on the suction
side of the scavenging pump,
improper application may cause
the engine to shut down for low
lube oil pressure, usually under
load conditions.
Figure 6.3 Scavenging Oil Pump Strainer
Scavenging Oil Pump
The scavenging oil pump, Fig. 6.4, is a positive displacement, helical gear type
pump. The pump body, split transversely for ease of maintenance, contains sets of mated
pumping gears. The driving gears are retained on the pump drive gear shaft by
Woodruff keys.
The idler shaft is held stationary in the housing by a set screw, and the driven
pump gears rotate on this shaft on bushings pressed into the gear bores. The drive shaft
turns in bushings pressed into the pump body.
These bushings are made with thrust collars which protrude slightly above the
pump body and absorb the thrust
of the drive gears. The scavenging
pump is mounted on the accessory
housing in line with, and to the left
of the crankshaft, and is driven by
the accessory drive gear.
Design of the scavenging oil
pump is similar to the main lube
oil and piston cooling oil pump,
except for the use of the spacer in
the main oil pump.
Figure 6.4 Scavenging Oil Pump
a s l
ITS Locomotive Training Series - Student Text
- A
I
u"
3
Pump Capacity (Approx. GPM)
I 567 Engines at 835 rpm 130 1 90
9oot-P 279
I 710G3 Engines at 900 rpm 279 390 405 I
Lube Oil Filter - Michiana Four & Seven Element Tanks
Proper filtration of
lubricating oil is essential to
engine life and efficient,
reliable operation.
To fully realize the
importance of adequate filter
maintenance, it is helpful to
understand the full flow lube
oil system.
Full flow filtration
ensures that all the
lubricating oil is filtered
before it is supplied to the
engine. A bypass valve is
provided in the filter tank,
however, and will open and
bypass lube oil around the
filter elements during
conditions of cold oil start, or
when filter elements
are plugged.
Figure 6.5 Lube Oil Filter Tank 6 Cooler
The filter bypass valve ensures adequate lube oil to the engine, and prevents
excessive scavenging oil pump outlet pressures. The valve opens at differential
pressures above:
1 6
*c .w- r.,
30 psi (207 kPu) - 567 engine
40 psi (275 kPa) - 645 and 710 engines
If lube oil filters become plugged, it is likely that the turbo filter will plug in short
period of time and cause a low oil pressure shutdown of the engine.
mas Electro-Motive Model 567,645 & 710 Series Diesel Engines
c
0
m
E
U
(D
0 -I
Pump Capacity (Approx. GPM)
130 190
1
567 Engines at 835 rpm
I
279 90
I
390 405 I
I 71 OG3 Engines at 900 mm 279
Lube Oil Filter - Michiana Four & Seven Element Tanks
Proper filtration of
lubricating oil is essential to
engine life and efficient,
reliable operation.
To fully realize the
importance of adequate filter
maintenance, it is helpful to
understand the full flow lube
oil system.
Full flow filtration
ensures that all the
lubricating oil is filtered
before it is supplied to the
engine. A bypass valve is
provided in the filter tank,
however, and will open and
bypass lube oil around the
filter elements during
conditions of cold oil start, or
when filter elements
are plugged.
Figure 6.5 Lube Oil Filter Tank 6 Cooler
The filter bypass valve ensures adequate lube oil to the engine, and prevents
excessive scavenging oil pump outlet pressures. The valve opens at differential
pressures above:
* .
- I. cc
30 psi (207 kPa) - 567 engine
40 psi (275 kPa) - 645 and 710 engines
If lube oil filters become plugged, it is likely that the turbo filter will plug in short
period of time and cause a low oil pressure shutdown of the engine.
mas Electro-Motive Model 567, 645 & 710 Series Diesel Engines
c
5,
G
G
G
G
c
G
C
G
c
c
c
G
c
c
G
c
G
G
G
c
c
c
G
G
C
G
G
c
G
C
G
l G
G
c
Ti
Lube Oil Cooler
@
The oil cooler assembly, also shown in Figure 6.5, and
Figure 6.6 is representative of the late model installations, is
positioned at an angle in the equipment rack adjacent to the
front end of the engine.
Q
8
The external construction of the oil cooler consists of a
fabricated steel oil tank surrounding the oil cooler core. Inlet
header assemblies are located near the top of the enclosure
for entry of water to the upper radiator header.
Figure 6.5A Fin and Tube Oil
CooZer Cores
soldered left,
mechanically
ToZZed right
The coolant returning
from the radiators enters the
cooler through flanged
connections at the top of the
cooler, flows through the
cooler tubes and is
discharged through flanged
connections at the bottom of
the cooler.
The lubricating oil enters
the shell space through a
flanged connection near one
end of the cooler, flows
h \ P
transversely around the tubes and around the end of the
baffles, and leaves the shell through a flanged
connection near the opposite end of the cooler.
The coolant and the oil flow through the cooler in
opposite directions to produce the maximum
cooling effect.
Lube Oil Strainer Housing
An oil level is maintained in the strainer housing up to the bottom of the overflow
opening by the scavenging system. This oil serves as the supply for the main lube and
piston cooling systems. Excess oil not used by these systems returns to the engine sump.
A spring loaded valve is provided to drain the oil from the strainer housing into the
engine sump for strainer maintenance. An additional valve is used to drain the oil filter
housing. Both of these valves are located under the filler cover. Normally oil is added to
the engine by strainer housing.
ITS Locomotive Training Series - Student Text
6-7 I
*-
Main and Piston Cooling Oil Pump Strainers (Fine)
One of the two main lube oil pump strainers is
shown removed from housing, Figure 6.7. When in place,
they are held by a crab and hand wheel on the stud
between the holes.
Each strainer is sealed at the top by a 0 ring seal.
The engine lube oil strainers have oil pressure around the
O-rings to assist in sealing. The oil under pressure will leak
out under the strainer flanges if the seal rings are not sealed
properly or are damaged.
The current design two-piece main lube oil pump
strainers each consist of a replaceable element of a pleated
perforated metal core covered with mesh screening, and a
metal cylinder which encloses the element.
Figure 6.7 Main 6 Piston
Cooling Pump
Strainers
This cylinder prevents collapse of the element in the event of a high pressure drop.
The element is attached to the cylinder by a through bolt in the cylinder which runs
through the base of the element and is secured with a locknut. The unperforated outer
cylinder provides a constant head of oil since suction is from the bottom only and not
through the entire length of the screen. Oil flow is from the bottom of the strainer
between the cylinder and the mesh screen, through the mesh screen and the perforated
metal core into the center of the element, then out the top of the strainer.
Main Lube Oil and Piston Cooling Pump
The main lube oil and piston cooling oil pumps shown in Figure 6.8, are
contained in one housing. The two pumps are separated by a spacer plate between the
sections of the pump
body. Each has an
individual oil inlet
and discharge
opening.
Piston cooling pump
gears at the end are
narrower than the
lube oil pump gears.
The lube oil and
piston cooling oil
pump assembly is
mounted in the
center of the
accessory drive
housing, and is
driven by the
accessory
drive gear.
B&8
ElectroMotive Model 567,645 & 710 Seriis Diesel Engines
a
G
G
c
c
c
c
c
G
c
c
c
c
c
c
c
c
c
c
c
c
c
c
G
G
c
C
c;
G
c
G
G
G
c
c
G
Pumps are designed and built in sections, to increase pump capacities for larger
horsepower engines. For example, the 567 main lube pump is equipped with only two
helical gears, while the 645 and 710 main lube pumps are equipped with four
helical gears.
Pump Capacity
I 5678835r pm 62 74 1 08 146
I
I 710 G3 8 900 rpm - 157 185 229
Piston Cooling Oil Pump
567 8 835 rpm 33 33 45 61
I
54 92 1 09
-
I 710G3 @ 900 rpm
Lube Oil Pressure Relief Valve
The lube oil pressure relief valve
illustrated in Figure 6.9, is installed on the
lube oil crossover manifold, inside the
accessory gear train housing on the left side
of the engine. This valve is accessible for
inspection and service by removing the
Engine Protection Device, or access plate
on engines not equipped with EPD.
The purpose of the valve is to limit the
maximum pressure of the lube oil entering
the engine oil system.
When the lube oil pump pressure
exceeds the spring tension on the valve, the
valve will be lifted off its seat and relieve the
excess pressure. This oil drains into the
accessory housing and then into the oil pan.
tm*
Figure 6.9 Lube Oil
Pressure Relief Valve
l?S Locomotive Training Series -Student Text 6-91
1
Turbocharger Oil Filter
Description
The turbocharger oil filter, Fig. 6.10,
provides additional protection for the high
speed bearings and other lubricated areas of
the turbocharger, by filtering the oil just
before it is admitted to the turbocharger.
Oil enters the filter through a cast
manifold and, after passing through the
filter, returns to the upper idler gear
stubshaft and into the turbocharger.
The filter element is of pleated paper
construction, and is disposable. The filter is
mounted on the camshaft drive housing at
the right bank of the engine. Newer engines
have a disposable spin on type turbo lube
filter. Always fill both types of filters with
clean oil before installing on the engine.
Figure 6.10 Turbocharger Oil Filter
Soak Back Oil System
To ensure lubrication of the turbocharger bearings prior to engine start, and the
removal of residual heat from the turbo after engine shutdown, a separate lube oil
pressure source is provided, refer to figure 6.1. This pressure system is controlled
automatically by the locomotive control system.
An electrically driven pump draws lube oil from the oil pan, pumps the oil through
a filter and the head of the turbocharger oil filter directly into the turbocharger bearing
area. The motor driven pump and filter are mounted on the side of the oil pan on the
right bank of the engine.
A 5 5 psi pressure relief valve, located in the head of the filter, controls the system
pressure. Also located in the filter head is a bypass valve set for 70 psi. This valve will
open to permit oil from the soak back pump to bypass a filter element so lubrication can
be supplied to the turbocharger to prevent turbo damage.
Soak Back Filter Pressure Switch
Some engines are equipped with a soak back filter pressure switch that will inhibit
starting of the diesel engine until the turbo lube system is pressurized.
II 6-10 ElectmMotive Model 567, 645 & 710 Series Diesel Engines
L
3
3
3
3
3
5
3
3
3
3
9
9
a
3
. -
3
Lube Oil Separator (Turbo, Air Ejector System)
In applications that
cause back pressure in the
exhaust system, such as
exhaust silencers or extended
exhaust piping runs, an air
ejector system is used to
increase crankcase vacuum.
Pressurized air from the
left bank aftercooler duct is
piped to the ejector, where it
blows through a venturi,
adding to the suction created
by the eductor tube. Different
size ejector nozzles are
available to aid in maintaining
proper crankcase suction
levels. To increase crankcase
suction, apply a large diameter
nozzle, but only after
Figure 6.13 Ejector System
inspecting the engine for other causes of low vacuum. Oil droplets collect in the lube oil
separator, and drain back to the crankcase, while the vapors discharge into the exhaust
and are vented to the atmosphere.
SYSTEM MAINTENANCE
Maintenance of the lube oil system normally consists of a few minor tasks
performed as part of a scheduled maintenance program, however there are certain
additional tasks that may be required when unscheduled repairs are performed or the
unit has been stored.
Always consult your company's maintenance instructions for specific inspection
items and frequency.
SCHEDULED MAINTENANCE
Daily or Trip
The lube oil level should be checked frequently to ensure that the engins has an
adequate supply for lubrication and cooling. Low oil levels can lead to high oil
temperatures as well as low oil pressure. Visually check the dip stick on the right bank of
the engine to ensure that the oil level is at or near the full mark. Also note the
presence of:
Fuel vapours that could indicate internal fuel leaks;
Grey sludge that could indicate internal water leaks.
I 6 1 2
Eiectro-Motive Model 567.645 & 710 Series Diesel Engines
'L
3
3
3
3
3
3
u
e3
IJ,
o*u)
0
3
3
3
3
d
3
Y)
*
3
kll
*
3
3
kd
3
u
rcI;)
d
3
-0
13
L)
LA
c
G
c
6
c
c;
6
c
G
42
c
G
C
e
c;*
C
c
c
c
c
c
c
c
c
c
c,
c;
c
6.
CSI
c
a
G
c
CJ
G
If oil must be added, ensure that the fluid meets the specifications for lubricating
oils set out in Maintenance Instruction 1752. Oil is added to the diesel engine through
the fill port located above the main water pump (front right corner). Ensure that the area
is clean before opening the cap and replace securely when finished. Record the amount
of oil added as a high consumption rate may indicate serious engine problems.
Visually examine the systemfor any signs of leakage.
90 Day Inspection
In addition to oil level, the condition of the oil must be checked for any
indications of problems with the internal engine components. The oil is to be
checked for:
Total dirt load (filtration)
TBN (total base number)
Free water (internal water leaks)
Trace elements (internal wear or component failure)
Sodium andlor boron (internal water leaks)
Viscosity (internal fi el leaks)
Take a sample of engine oil for analysis from the test fitting located at the main
lube pump. Ensure that a clean container is used for the sample to avoid incorrect test
results. Follow the recommendations of Maintenance Instruction 1752 for the specific
condemning limits of the lubricating oil and any recommended checks or tests if
unusual results are found.
At 90 days, the main oil filters should be renewed. With the engine shut down,
open the lube oil filter tank drain valve and allow the oil to drain back into the engine
sump before opening the access doors. Remove the filter elements, thoroughly clean the
tanks and renew the 8 paper elements. Apply new seals and secure the access doors.
Note: Do not forget to close the filter tank drain valve!
The turbo lube and soak back filters are also renewed on the 90 day inspection.
Pre-fill both elements with clean engine lube oil before applying to the engine.
This procedure has not been altered from previous design engines.
The strainer housing has been replaced on this engine by a single strainer element
located on the front of the diesel engine beside the main lube pump. Remove the
strainer cover and withdraw the element from the housing. Inspect the element and the
bottom of the housing for debris, clean as required. Reapply the strainer element and
cover using a new gasket.
TTS Locomotive Training Series -.Student Text b1,3 a
On an annual basis the following additional check should be made to ensure
proper operation of the lube oil system. Open the left rear crankcase inspection cover
and the rear top deck covers. Initiate the turbo lube pump sequence and ensure proper
systemoperation. With the pump running, there should be a steady flow of lube oil
returning to the engine sump down the rear gear train housing. There should be no oil
flow from the crankshaft or camshafts. Oil flow in this area would indicate faulty check
valves in the turbo filter head. Remove the filter head and service check valves as
required. Specific instructions may be found in the Engine Maintenance Manual.
2 Year Inspection
After the locomotive has been in service for 2 years, the temperature differential
between the lube oil and cooling water entering the engine should be checked. If the
differential is outside the prescribed service limits indicated in MI 928, the cooler will
have to be cleaned or replaced with a qualified unit. Note that this check is performed as
part of a load test.
3 Year Inspection
On the 3 year inspection, remove the main lube oil filter bypass valve.
Clean, inspect and test the valve before reinstalling. The procedures for servicing this
valve may be found in MI 926.
Remove the turbo lube filter head assembly, clean, inspect and qualify the check
valves as per the procedures indicated in the Engine Maintenance Manual. Ensure that
the systemis checked for proper operation before returning the locomotive to service.
6 Year Inspection
The 6 year inspection is the major inspection interval. This inspection will require
the removal of the main lube oil pump and oil pressure relief valve. Replace these
components with qualified units.
Remove, clean and inspect the soak back filter head assembly. Pay close attention
to the bypass ball valves, replace if required.
Remove and recondition soak back pump and motor. Check system operation
before dispatching locomotive.
Lube Oil System Troubleshooting
Problems with the lube oil system generally can be classed as one of two types;
(1) a loss of oil pressure or (2) high oil temperatures.
b 6.14 ElectrMotive Model 567, 645 & 710 Series Diesel Engines
-
c
c
G
G
G
c
c
c
c
G
c
c
c
G
c;
c
c
c
c
c
CI
G
G
e
G
6
c
c
G
c
c
c
G
c
c
G
Low Oil Pressure - Non EMDEC
Engine lube oil pressure is determined by manufacturing tolerances, oil
temperature, oil condition, engine wear, and engine speed. Minimum oil pressure is 8-
12psi (55-83kPu) at idle, and 25-29psi at full speed. If oil pressure falls below these
levels, the low lube oil shutdown on the Woodward governor will shut the engine down.
Low lube oil shutdown by the governor is also initiated by the hot oil detector, E.P.D.
low cooling water portion, or E.P.D. crankcase pressure portion. When an engine is
reported as having low oil pressure, the following steps should be taken:
Check the engine lube oil level, add oil if low.
Take a lube oil sample to check for proper oil viscosity. Low oil viscosity
caused by a condition such as internal fuel leakage will have a dramatic
negative effect on oil pressure. Follow directions on page4-20 for finding
internal fuel leaks.
Note the engine water and oil temperature. As with fuel leaks, a high oil
temperature will lower the oil's viscosity and therefore the oil pressure.
Should the oil temperature be above a normal range, qualify the cooling
system, the lube oil cooler efficiency and perform an internal inspection of
the engine sump looking for signs of overheating, and loose or
missing components.
Remove the 314"pipe plug in the main lube oil pump discharge elbow and
install a 0 - 150 PSI test oil gauge in the outlet elbow of the main lube oil
pump. If the oil pump pressure is low, proceed with the following checks.
If the pump pressure is adequate, proceed to "Test gauge
reading adequate".
Remove and clean the two fine screen strainers in the strainer housing.
Inspect the seals and blow compressed air through the seal vent line to
make sure it is not obstructed. Drain the strainer housingusing the strainer
housing drain valve and inspect for foreign material.
Check for suction leaks at the flanges of the main lube oil pump inlet
elbow at both the pump and strainer housing ends. Replace gaskets
where necessary.
Change the turbocharger oil filter element. A clogged or upside down
element cancause low oil pressure in the line to the governor, causing the
engine to shut down.
Remove the Engine Protection Device from the engine, (ifequipped),
leaving the oil lines connected, and move it to the side. Check the oil
pressure relief valve for excessive oil leakage from the relief port indicating
the valve is stuck in the open position. If so, remove the oil pressure relief
valve and replace it with a qualified unit. Also check for excessive lube oil
flow from any other source.
ITS Locomotive Training Seri es -Student Text
&15 I
-
Remove all crankcase covers and inspect the piston pins and external
surfaces of the main and connecting rods for signs of overheating and
missing or loose components.
If nothing is found in the above checks, remove and qualify the
main lube oil pump
Test gauge reading adequate:
Remove and qualify the main engine oil pressure gauge or replace it
with aqualified unit. Check the 1/8" diameter oil supply line in the right
bank top deck of the engine for damage and blow air through it to make
sure it is clear of obstructions.
Disconnect and block the connecting line from the oil pressure
sensing line to the Engine Protection Device and hot oil detector.
Start the engine, if oil pressure is restored, either the EPD or hot oil
detector is defective. Remove and qualify both devices as per
instructions in the Engine Maintenance Manual.
Use the recommended tool and procedure in the EMM to check
the clearance of the Number 1 idler stubshaft bushing. Excessive clearance
will cause a low pressure reading. Inspect the interior of the end housing
for debris under the rear gear train.
On turbo engines, remove the auxiliary generator drive (OT cover prate i f not
equipped), and check the manifold to the turbo filter for cracks,loose or missing
components or seals. Inspect the camshaft supply manifolds, and ensure that the upper
pipe plug is installed in the gauge line connecting block.
On blower engines, remove the auxiliary generator drive (OT oil separator housing if
not equipped). Inspect the oil jumper lines to the camshaft bearing brackets for loose or
missing components or seals.
6-16 Electro-MotiveModel 567, 645 & 71 0 Series Diesel Engines
-L
1
3j
3
3
L)
u
G
c;J
G
G
c
L
G
c
C
G
c
c
G
c
c
c
c
c
G
G
C
G
c
c
c
C
CL
G
c
G
G
G
G
c
G
Low Oil Pressure - EMDEC
Engine lube oil pressure and temperature is constantly monitored by the EMDEC
control unit through the use of the pressure sensor located at the turbo filter head and
the temperature probe located at the main oil inlet on 8,12, and 16 cylinder engines,
and the oil inlet "Y" pipe on 20 cylinder engines. This information is relayed also to the
EM2000 for display on the screen. Should either condition move outside of normal
operating ranges, EMDEC will cause an engine shutdown and display a fault condition,
Thus EMDEC performs the function of the low lube oil shutdown on the Woodward
governor and the function of the hot oil detector on older engines. When an engine is
reported as having low oil pressure, the following steps should be taken immediately:
0
Take a lube oil sample to check for proper oil viscosity. Low oil
viscosity caused by a condition such as internal fuel leakage will have
a dramatic negative effect on oil pressure.
Determine whether the problem is actually low pressure, or an
incorrect reading by the pressure transducer. Fit a mechanical gauge
to the pressure sensor location using a "Tee" fitting. When the
engine is operating, the gauge and the reading indicated by the
sensor should be within a few pounds of each other. If not, replace
the sensor with a qualified unit.
Note the engine water and oil temperature. As with fuel leaks, a high
oil temperature will lower the oil's viscosity and therefore the oil
pressure. Should the oil temperature be above a normal range,
qualify the cooling system, the lube oil cooler efficiency and perform
an internal inspection of the engine sump for possible
bearing distress.
If the mechanical gauge indicates a true low pressure situation, the procedures for
qualifying the system remain the same as in the past, however, note closely the
condition of the following:
Suction strainer cover gasket.
Pressure differential across the main lube filters.
Position of lube oil filter drain valve.
Inlet pressure to engine at "Y" pipe.
Condition of piston cooling pipes.
It is very easy to break the systemdown into specific areas by simply looking at the
pressure of the oil leaving the main lube pump, entering the engine, and at the turbo
filter head. For example, if there is little pressure leaving the main pump, then the
problem is likely on the suction side of the pump or the pump itself. Further, if the
pressure drops dramatically across the filters, then one would suspect a problem in
th' is area.
ITS Locomotive Training Series -Student Text
617 a
3
. .
Lack of Oil Delivery From Scavenging System
The first step in troubleshooting the scavenging oil system is to install a 0 - 50 PSI
pressure gauge in the quick disconnect fitting on the Michiana filter tank. Prelube the
engine if necessary. This procedure is for all installations except marine engines with
engine mounted raw water pumps. Before starting the engine:
Check engine oil level.
Ensure the strainer housing is full to within 5 lmm (2") of the screen
under the large cover. Make sure the Michiana tank drain valve
(T handle) is fully closed .
Remove and clean the scavenging pump course strainer element which is
held in the strainer box by three bolts. Check the interior of the strainer
housing for foreign material and clean if necessary. Reinstall the clean
strainer element in the housing with a new gasket, and tighten securely.
Remove the crankcase covers at the right front of the engine and inspect
the full length of the scavenging oil suction line from the front end of the
engine to the oil sump for cracks or mechanical damage from broken
connecting rods or pistons. Repair any damage before starting engine.
After starting the engine, check to see if the oil level in the strainer box
returns to approximately 51 mm (2") of the screen within 45 seconds. If it
does not, take a pressure reading at the Michiana tank with the engine at
idle and do the following checks. If the strainer box does refill, proceed to
checks under "Strainer Box Refills".
If the pressure reading was low or zero, either the scavenging pump is
defective or there is a suction leak in the suction line to the strainer box.
Remove and overhaul scavenging pump if necessary.
If the pressure reading was higher than 69 kPa (IOpsi), change the oil filter
elements, then repeat the test. If the pressure is still over 69 kPa (IOpsi),
remove and clean the oil cooler.
Strainer Box Ref ills
If the strainer box refills, slowly increase engine RPM to full speed. At full speed
take a reading of the gauge on the Michiana tank.
If the pressure reading is above 172kPa (25psi), change the filter elements.
On switcher locomotives and industrial engines with tube bundle and
shell type oil coolers, the changeout pressure reading is 172 P a (SO psi).
Take the pressure reading again. If the pressure is 69kPa (lopsi) switcher -
industrial 138kPa [20 psi] or more, temperature test the oil cooler using the
procedure in "High oil Temperature" section. If indicated, remove and
clean the oil cooler.
I 6 1 8 ElectroMotive Model 567,645 81 71 0 Series Diesel Englnes
G
c(
ci
c
e
G
c
G
G
c
c
c
G
e
c
c
c
c
c
G
c
c
c
e
G
G
C
G
c
G
G
G
c
c
0
If the pressure reading is 2lkPa ( 3psi ) switcher - industrial 69kPa [ 10 psi ],
remove the bypass valve from the Michiana tank and determine if it is
jammed open.
High Oil Temperature
WARNING:
When an engine shuts down due to hot oil, wait at least 2 hours before
attempting to inspect the engine. Opening engine covers and admitting fresh
air when the oil vapours inside the engine are hot could cause an explosion.
r Follow these suggested steps to find the cause of a hot oil shutdown.
'It @,f
I " 8,
Check oil level in the oil pan and monitor oil pressure on the engine lube
oil pressure gauge
Verify that there is delivery of oil from the scavenging oil system (See Lack
of delivery fiom scavenging system).
Determine if there is a high cooling water temperature problem, as high
cooling water temperature will cause high oil temperature. (See Chapter 5
for cooling system troubleshooting).
If the engine is equipped with a thermostatic temperature control valve
(marine and stationary power upplications), verify the opening of the valve.
Failure of the valve to open can deprive the oil cooler of cooling water.
Temperature test the oil cooler by installing temporary thermometers in the
wells provided in the cooling water piping. Run the engine and monitor
temperatures in and out of both the oil and water sides of the oil cooler.
Compare these readings with a standard chart on locomotive installations,
or installation records on marine and stationary power. If oil temperature
drop or coolant temperature rise values are not adequate, remove the oil
cooler for inspection and cleaning ( i f necessary).
Remove all crankcase covers and inspect for signs of overheated surfaces or
extruded bearing material around the main and connecting rod bearings.
Inspect under the front and rear gear trains for metal debris.
High Oil Temperature - EMDEC
Normally there is a close relationship between engine coolant temperature and
engine lube oil temperature. EMDEC monitors lube oil temperature as the oil enters
the engine. If the temperature of this oil exceeds approximately 124" C (255" F),
EMDEC will cause an engine shutdown and communicate the fault to the EM2000
control computer.
ITS Locomotive Training Series -Student Text 619 a
-IL
c
G
0
C
E
G
c
c
c
G
G
c
c
e
C
c
(1.
c
c
G
ci
c
c
c
c
G
G
6
G
G
G
G
G
c
0
Replace any defective components, then load test the engine. If oil loss continues,
proceed with the following checks:
Disassemble the lube oil separator and check for a missing or disintegrated
screen. Replace if missing. The absence of this screen can cause excessive
oil consumption and oil out the stack. Loss of crankcase vacuum due to
combustion gases from a cracked piston, pressurized air box air via bad
lower liner seals, or ambient air through a loose crankcase cover can cause a
flow rate that exceeds the separator screens' ability to filter out oil droplets.
Check crankcase vacuum with a manometer and correct any defective
conditions found.
Remove the turbocharger screen and inspect the exhaust manifold for
manifold legs coated with oil. Change the power assembly or assemblies in
the cylinders indicated by the oil coated manifold legs. If the exhaust stack
is excessively covered in oil so it is impossible to tell which cylinder the oil
is coming from, in may be necessary to load test the engine to dry out the
exhaust manifold, then repeat the check.
If no oil is found in the exhaust manifold, the problem is most likely in the
turbocharger. Check the turbo air intake filters for signs of plugging. Plugged filters can
cause high inlet vacuum and draw oil past the turbocharger labyrinth seals. See the
Turbocharger section of this manual for the procedure to qualify a turbo for changeout.
Worn or pounded head retainer surfaces, or pounded head seat rings due to
improperly torqued head crab nuts can create clearance which allows oil to
be drawn past the head seat ring and into the exhaust. These conditions can
be minimized by following the appropriate Scheduled Maintenance
program for checking crab nut torques, and by following proper crab nut
torquing procedures when changing power assemblies.
Engines operated for extended periods of time under light or no load may
experience varnishing, (light brown or tan deposits) of the cylinder walls.
This condition reduces the effectiveness of the oil rings and can lead to a
condition called "souping'l, or oil loss out the exhaust. If light load operation
is continued, the varnish deposits can interfere with the ring to liner seal
effectiveness. To remove these deposits it may be necessary to load the
engine by either a change of service or the use of a load box to remove
the deposits.
ITS Locomotive Training Series -Student Text
621 a
Prelu brication of Engines
Prelubrication of a new engine, an engine that has been overhauled, or an engine
which has been inoperative for more than 48 hours is a necessary and important
practice. Prelubrication alleviates loading of unlubricated engine parts during the
interval when the lube oil pump is filling the passages with oil. It also offers protection
by giving visual evidence that oil distribution in the engine is satisfactory.
Perform prelubrication as follows:
1. Remove the pipe plug at the main lube oil pump discharge elbow, and
connect an external source of clean, warm oil at the discharge elbow.
Prelube engine at a minimum of 69 kPa (1Opsi) for a period of not less than
three and not more than five minutes (approximately 57 lpm or 15 gpm)
using a 1.1 to 1.5kW (1.5 to 2 hp) motor.
2. While oil pressure is being applied, open the cylinder test valves and bar the
engine over one complete revolution. Check all bearings at the crankshaft,
camshafts, rocker arms, and at the rear gear train for oil flow. Also check for
restrictions and excessive oil flow. If fluid discharge is observed from any
cylinder test valve, find the cause and make the necessary repairs.
3. On new or overhauled engines, remove the pipe plug at the piston cooling
oil pump discharge elbow and connect the external oil source at that
opening. Check for unrestricted oil flow at each piston cooling oil pipe.
4. Disconnect the external oil source and replace the pipe plugs at the pump
discharge elbows. Close the cylinder test valves.
5. Pour a liberal quantity of oil over the cylinder head mechanisms of
each bank.
6. Check oil level in the strainer housing and, if required, add oil to the
strainer housing until it overflows into the oil pan.
7. Replace and securely close all handhole covers and engine top deck covers.
When an engine is replaced due to mechanical breakdown, it is important that the
entire oil system, such as oil coolers, filters, and strainers, be thoroughly cleaned before a
replacement engine or reconditioned engine is put in service. A recurrence of trouble
may be experienced in the clean engine if other systemcomponents have
been neglected.
In some cases engines have Sezz rcnoved from service and stored in the "as is"
condition by draining and applying anti-rust compound. When these engines are
returned to service, care must be taken to see that any loose deposits are flushed out
before adding a new oil charge. The entire engine should be sprayed with fuel to break
up any sludge deposits, and then drained, being careful that the drains are not plugged.
Fuel should not be sprayed directly on the valve mechanism or bearings, as lubrication
will be removed or dirt forced into these areas. The surfaces should be wiped dry before
new oil is added to the engine.
I 6 2 2 Electro-Motive Model 567, 645 & 71 0 Series Diesel Engines
r3
G
c
G
G
c
G
C
c
G
G
c
c
G
c
C
c
c
c
G
C
G
6
c
G
G
G
G
c
c
e
c
G
G
c
G
c
c
Air Intake & Exhaust Systems
introduction
In this chapter we will .Jok at the two types of air intake systems, roots blowers,
and turbochargers, with their related exhaust components.
Turbochargers
The turbocharger assembly, Fig. 7-1, is primarily used to increase engine
horsepower and provide better fuel economy through the utilization of exhaust gases.
As shown in cross-section, the turbocharger has a single stage turbine with a connecting
gear train.
The connecting gear train is necessary for engine starting, light load operation, and
rapid acceleration. Under these conditions, there is insufficient exhaust heat energy to
drive the turbine fast enough to supply the necessary air for combustion, and the engine
is actually driving the turbocharger through the gear train assisted by exhaust gas energy.
When the engine approaches full load, the heat energy in the exhaust, which
reaches temperatures approaching 1000F (538OC), is sufficient to drive the turbo-
charger without any help from the engine. At this point, an overrunning clutch in the
drive train disengages and the turbocharger drive is mechanically disconnected from the
engine gear train.
. p > v
7-1 ITS Locomotive Training Series -Student Text
A
3
COMPONENT FAMILIARIZATION
The next section is designed for familiarization with the major turbocharger
components. These include the doweling assembly, the turbine wheel, the gear-
Turbocharger Nameplate
drive assembly, etc. Minor
as hardware, brackets, etc.
covered unless these items
some special function.
Figure 7-1 Turbocharger
pa& such
will not be
perform
---
I
SERIAL NO.
-
IDENTIFICATION CODE @
ELECTRO-MOTIVE
La Grange, Illinois, USA. @
G
Figure 7-2 Turbocharger Nameplate
Part Number
The part number specifies exactly what model the turbo is; i.e., 16 cylinder
3
u
quired on each engine. 3
14
4d
. marine turbo, etc. An EMD parts catalog such as #300 will provide a turbo applica-
tion list on Parts List #174. This chart will indicate specifically what turbo is re-
.
AJ
ICJ )
L)
L A
7-2
ElectrcMotive Model 567,645 & 71 0 Series Diesel Engines
A
C
c
c
c
c
G
G
G
C
e
c
c
C
G
c
c
G
c;
G
G
c
G
G
c
G
G
C
G
c
G
G
G
0
0
G
c
c,
Serial Number
The serial number indicates the date, production sequence number, and assembly
location of the turbo. For example:
Year
(1988)
* Month:
* Type:
* Plant:
* Sequence:
Plant * Sequence * Month * Type *
(J an) (New) ( LaGrange) (#5)
A =J anuary, B =February, etc. The letter I is not used, so a Decem-
ber built turbo carries an M designation.
A 1 indicates a new unit. A 2 indicates a repaired and returned
machine. A 3 indicates a Unit Exchange (UTEX) turbo.
There are three plants involved in the assembly of turbochargers.
1 =LaGrange, 11. 5 =Halethorp, Md. 6 =Commerce, Ca.
The last three digits of the serial number indicate the sequence number
of turbos built at a specific plant each month. The 005 in the exam-
ple indicates that the turbo was the 5th one built at the LaGrange
plant during the month of January, 1988.
Identification Code
The identification code indicates the turbo model, gear ratio, and most recent
significant change or revision from the original design which was in effect at the time
that the turbo was assembled. For example:
3E 17.9 R
Model Ratio Revision
Model: E =645 Engine Turbo; T =567 Engines; G =710 Engines
Ratio: The gear ratio of the turbo with respect to engine crankshaft speed. An
18 indicates that the turbo runs at 18 times the crankshaft speed. 16.8:l
and 17.9:l are also common gear ratios.
Revision: There have been several revisions or improvements incorporated into the
turbo since its inception. The letter code designates the latest revision
which was applied to the turbo.
ITS Locomotive Training Series - Student Text 7-3 I
Doweling Assembly
The doweling assembly forms the backbone or casing for all the turbos
internal components. The assembly is comprised of 6 iron castings, which are
aligned to one another by dowels and held together by various threaded fasteners.
The alignment of these parts is critical, and the bore through which the turbine
wheel passes is held to a maximum of .0005 t.i.r. Consequently, during manufac-
ture, the six pieces are aligned and then doweled to maintain that alignment. Next,
they receive stamped doweling numbers which identify them as a matched set.
In the event that one of these components becomes damaged during the life of the
turbo, a new part must be aligned to the remaining set components. This new part
will then receive a matching doweling number to identify it as part of the
original set.
Figure 7-3 Turbocharger Doweling Assembly
The doweling assembly is comprised of the following:
1. COmpressor Scroll - Forms the scroll through which compressor air
flows from the turbine wheel to the engine.
2. Compressor Bearing Support - Provides a location point for the turbine
wheel compressor-end support bearing. (Also forms the rear half of the
air scroll.)
03
3
3
d
kJ
lu)
m 7-4 Electro-Motive Model 567.645 & 71 0 Series Diesel Engines
rl (L
G
c1
c
c/
ci
c
c
c1
c
6
c
G
c
c;;
c
c
G
c
c
G
c
0
cI/
c
0
c
6;
5
c
c
c
c
cd
c,
G
c
c=.
. . .. . , . , . _ _
. .
...
3 .
4.
5.
6.
Turbine Bearing Support - Provides a location for the rotating assembly
turbine-end support bearing. (Also contains the planetary gear system on
all turbos and the overrunning clutch on 567 and 645 turbos.)
Main Housing - The central component to which the others attach.
Idler Gear Support - Attaches to the back of the turbo and contains
various threaded holes for the attachment of the external gears which
connect the rotating assembly to the engine gear train.
Carrier Bearing Support - Provides a location for the roller bearing
which is used to support the planetary gear carrier shaft.
~~~
ITS Locomotive Training Series - Student Text --m
Ir-
Main Housing Cradle Gasket Area
The gasketed surface between the main housing and compressor bearing support
(which is known as the cradle) was changed from its original 3-piece conventional
gasket design to incorporate improved sealing technology.
The area which requires sealing is an oval-shaped oil drainage passage at the.
bottom of the cradle. The original configuration utilized a paper-type gasket at the
bottom one-third of the cradle sealing the opening. On each side of the paper gasket was
another made of metal shim stock. These 2 metal gaskets were not required for sealing
purposes, but rather were necessary in that their thickness matched the compressed
paper gasket thickness. Consequently, the metal gaskets served to maintain parallelism
between the two doweling components when the paper gasket was installed.
Due to the unfavorable environment in which the cradle gasket was located (heat
and vibration), a more durable seal was desired. In the late 1970s a revised sealing
arrangement was released. The turbo main housing oil drain hole was changed from an
oval shape to a double round hole configuration with counterbores for O-rings. The 0-
ring type turbos required no gaskets between the main housing and compressor bearing
support.
In order to improve the seal on older castings which were made with oval-shaped
openings, a new seal was developed. This seal, known as the Parker Seal, is equipped
with an oval-shaped O-ring on each side of a metal plate. The seal is retained by two of
the doweling assembly through bolts. These improved seals can be applied to most
turbos utilizing the oval oil drain configuration by simply machining a relief in the
cradle flange of the turbo main housing during overhaul.
Figure 7-4 Original 3-Piece Cradle Gasket
(Model Code Designations Prior to R)
Figure 7-5 Parker Seal
(, Model Code Designations)
I 7-6
Electro-Motive Model 567,645 & 71 0 Serles Diesel Engines
C
c
G
4
c
c;
c;
c
c
c
c;
c
G
c;
c
G
c
CJ
c
c
G
G
c
G
e
ci
c
G
G
G
c
(c;
0
G
c;
c
G
, : . . - - I , . , '.
: . . . : . . , . . . . : P r '.? ,
. .
. .. .
c
Figure 7-6 Double 0-Ring Application
("W and Later Designations)
Turbine Wheel
The turbine wheel or rotating assembly as it is sometimes called, is the heart
of any turbocharger. It is comprised of a shaft, on which both the turbine blades
(exhaust fan) and the impeller (air compressor fan) are located. The shaft is sup-
ported near each end by 2 support bearings. The bearing nearest the impeller is
called the compressor bearing, and the one nearest the turbine blades is known as
the turbine bearing. On the EMD turbo, a small gear is located on the extreme end
of the shaft near the turbine blades. This gear, in conjunction with a series of others,
provides the connection of the turbine wheel to the engine crankshaft as previously
discussed. The balance of the rotating assembly is extreme+critical in order to
ensure that vibrations which might occur at the high rotational speeds are mini-
mized.
Beginning at the impeller-end, the components of the rotating assembly are
as follows:
1. Impeller Retaining Nut - Plastic insert type.
2. Retaining Washer - Secures impeller on shaft.
3. Compressor Impeller - An aluminum castings (forging on 710 model)
which contains the blades used to pump air. Blade quantities:
567 & 645E/EB Models - 16 Blades
645EC & 645FB Models - 22Blades
7 10-G Models - 34Blades
ITS Locomotive Training Series -Student Text 7-7 I
AI m
Figure 7-7 lmpeller Design Comparisons
4. Impeller Spacer - A machined washer which acts as a portion of one of the 3
air seals along the rotating assembly shaft.
5. Compressor Bearing J ournal - The finished surface on the compressor
portion of the shaft which corresponds to the compressor bearing.
6. Heat-Dam Washer - A large washerldisc featuring lands on the surface which
contact the turbine wheel to minimize metal to metal contact, thus reducing
heat transfer from the turbine wheel to the bearing surface.
7. Compressor Seal - A machined surface on the turbine wheel which acts as a
portion of thesecond air seal along the rotating assembly shaft.
8. Turbine Wheel - The central hub of the rotating assembly, on which all the
turbine blades are located.
9. Turbine Blades - The blades which collect the exhaust gas flow and cause
the rotating assembly to turn. Numbers of blades:
567 & 645 All Models - 47Blades
710-B Models - 53 Blades
10. Sun Gear Shaft - The rotating assembly shaft is actually split into two
parts. The turbine wheel forms the front end, containing the impeller
and turbine blades, while the sun gear shaft forms the rear end. The
sun gear shaft comprises 3 distinct components.
a. Turbine Seal: A machined surface on the shaft which acts as a
portion of the third air seal along the rotating assembly shaft.
b. Turbine Bearing J ournal: The finished surface on the turbine-
end of the shaft which corresponds to the turbine bearing.
c. Sun Gear: A gear which is a part of the sun gear shaft, and acts
as the central gear in the planetary geardrive system.
7-8 El ectrMoti ve Model 567, 645 & 710 Series Diesel Engines
G
c
c
G
c
c
G
G
c
G
G
G
G
G
G
G
c.
G
c
G
G
G
C
G
c
G
c
c
G
G
G
G
G
G
G
G
0
Impeller ' Heat Dam
Nut /' ii Washer
I I / '\ 1
' I
I
Turbine Wheel Assembly Lr
(Including Turbine Blades
And Blade Retainers)
Figure 7-8 Rotating Assembly
Sun Gear
Shaft
Fv 7-9 Rotating AssembZy
Turbocharger Bearings
As previously discussed, the rotating assembly is supported by two bearings which
are located in the doweling assembly. Due to the high speeds and temperature levels
that the turbine wheel is exposed to, the design and construction of these bearings is
rather unusual.
Both the compressor journal bearing and the turbine journal bearing are designed
with cylindrical tapers which form oil wedges that develop powerful radially oriented
hydraulic forces to center the rotating journals. Thus, rather than using a concentric
bore on the inside diameter of the bearings, oil ramps are utilized. The hydraulic
forces developed in the journal bearings and thrust bearing far exceed the engine lube
oil pressure. Also, because these forces are generated by the rotating journals, the hy-
draulic forces increase as rotor speed increases.
There may be 3,4, or 5 ramps on the inner surface of the rotating assembly
support bearings. Each ramp begins at an oil channel or groove. The distance from the
surface of the bearing to the journal is greatest at this point. As the ramp extends around
the inside of the bearing, its height increases and the clearance between the bearing and
the journal decreases. The difference in ramp height from the low-end at the oil
channel and the high-end is approximately .003-,004.
The lubricating oil which is pumped into the bearings is drawn along the oil
ramps by the rotation of the turbine wheel. As this oil flows along the ramp, the bearing
clearance decreases, which increases the centering force exerted on the journal. This is
known as a hydra-dynamic bearing design.
1. Compressor Bearing: The hydra-dynamic bearing through which passes the
impeller-end of the rotating assembly. The compressor bearing supports the
compressor portion of the rotating assembly shaft. The inboard end of the
compressor bearing is flared and manufactured with a convex surface to form a
part of the thrust bearing assembly. The compressor bearing is located in the
compressor bearing support, and is retained by an interference fit.
2. Thrust Bearing: A disc-shaped bearing through which the turbine wheel shaft
also passes. One side is concave to correspond with the flared end on the com-
pressor bearing. These curved surfaces permit a self-aligning feature. The
opposite side of the thrust bearing appears flat, but actually consists of a series
of tapered pads on the thrust face which form oil wedges that develop hydraulic
pressure to separate the bearing from the rotating heat dam thrust washer.
The thrust forces found in the rotating assembly are caused by the pitch of the
impeller blades. These blades are shaped to pull air through, similarly to the
propeller on an airplane. Unlike the airplane, which uses this concept to pull
the machine through the air, a turbocharger impeller must remain stationary to
pump the air through its compressor section.
6 4 s
21 7-10 ElectrcMotive Model 557.645 & 71 0 Swk s Diegel Engine8
G
c
c
G
(;I
c
c
c
c
G
c
c
c
G
c
e;
c
G
c;
G
G
c
c
c
c
G
c
G
G
6:
G
c
G
G
C
G
0
I
u
. . _ _ .I . . . . - . ... . - ., . - .
It is the function of the thrust bearing to control the tendency of the turbine
wheel to move forward. Exhaust pressure against the wheel also contributes
to the load the thrust bearing must control. The thrust bearing is located
between the flared edge of the compressor bearing and the heat dam washer
on the turbine wheel.
3. Turbine Bearing: This bearing supports the 2un gear end of the rotating
assembly. Its construction is similar to that of the compressor bearing,
except that it does not have the flared edge. The turbine bearing is located
in the clutch support, which in turn is located in the turbine bearing
support.
4. Planet Gear Bearings: A set consisting of three identical bearings, one for
each of the 3 planetary gears. These bearings differ from those previously
discussed in that the oil ramp is on the outside diameter of the bearing.
One bearing is installed in the bore of each planet gear, and the gears rotate
on the stational? bearings.
Pin Hole
COMPRESSOR
BEARING
PLANET GEAR BEARING
Pin Engagement Notch
THRUST BEARING TURBINE BEARING
Figure 7-10 Turbocharger Bearings
Turbocharger Labyrinth Sea Is
The seals usedin the turbo utilize air pressure as the acbd seal. No physical
contact between the turbine wheel shaft and the seal occurs. Instead, pressurized air
from the compressor scroll is ported to three labyrinth seals through a bleed air
duct. Once in the seals, the air emits from a small hole in the bore through the
center of the seal. This bore, through which the rotating assembly passes, contains
several grooves or labyrinths. The air flows around the seal in these grooves,
effectively sealing the area.
ITS Locomotive Training Series - Student Text
7-11
I l r .
3
anet
iaring
Figure 7-1 1 Turbocharger Bearings 6. Labyrinth Seals
Planet
Carrier
1 Assembly
GEAR DRIVE
SECTION
3
4d
3
3
3
3
3
3
3
kl J
CrJO
u
3
lr3
3
19
These seals are effective at separating the lubricating oil from the exhaust gases.
will restrict the air flow and reduce the effectiveness of the seals. There are 3 labyrinth
seals in the EMD turbo.
However, improperly filtered air can form dirt deposits within the air passages, which
1. Impeller Seal: Located directly behind the impeller, this seal prevents oil in
the compressor bearing area from being drawn out into the compressor air
scroll by the suction created as the impeller spins.
2. Compressor Seal: This seal is located between the turbine blades and the
compressor bearing. Its function is to prevent oil from migrating into the
exhaust section from the compressor bearing.
3. Turbine Seal: The turbine seal is located between the turbine blades and
the turbine bearing. It prevents oil from migrating into the exhaust duct
from the turbine bearing.
3
. I r s
-)d
7-12
ElectroMotive Model 567,645 & 71 0 Series Diesel Engines
- a
Ls
W l
c
G
ci
c
c
c
G
G
c
c
c
c
G
c
c
G
c
G
c
G
G
G
G
C
c
G
G
G
c
G
C
G
G
G
G
&
... . ,
. . . .
TURBINE SEAL
COMPRESSOR SEAL
IMPELLER SEAL
Figure 7-12 Turbocharger Labyrtnth Seals
7-13 I
ITS Locomotive Training Series - Student Text
1
Turbine Inlet Scroll
The high-energy exhaust gas is deliverecl to the single-stage turbine by the
exhaust inlet scroll. This component is a welded assembly made from chrome-
moly plate which is formed so that the incoming gas flow is smoothly and evenly
distributed with a minimum of turbulence.
t - xA p;ff Figure 7-13 Turbine Inlet Scroll 6 Nozzle Ring
Nozzle Ring
The nozzle ring is located in the exhaust portion or turbine section of the
machine. The nozzle ring consists of a series of stationary vanes through which the
exhaust gas from the engine must pass in order to reach the turbine blades. Each
passage between the vanes is called a nozzle. The nozzle ring is therefore simply a
ring of individual nozzles which are mounted on a common ring. The gas is throt-
tled and directed by the nozzles into the turbine wheel blades. The size of the
nozzle openings must be matched to the amount of exhaust gas generated by the
particular engine that the turbo is designed for. Larger passages are found on nozzle
rings for larger engines, etc. This is due to the fact that larger engines flow a higher
exhaust gas volume than do small ones. Consequently, a small nozzle ring would
choke a large engines exhaust gas flow. Conversely, a large nozzle on a small engine
would not provide enough restriction for the gas flow to develop the correct amount
of velocity as it flows through the passages.
rd. .y* L . . . r The principle may be more easily understood if compared to a garden hose
nozzle. As the nozzle opening is decreased more energy or force is obtained from
the flow of the water. In the turbocharger, the optimum nozzle opening is just
enough to allow an engines maximum exhaust gas volume to pass without creating
a back-pressure. If the gas cannot flow through the nozzle quickly enough, it will
% I 7 . 1
19
3
3
cr)
begin to back-up in the exhaust systemand the turbo will eventual1 sur e. The
)3
term surge refers to a reversal of the gas flow through the turbo. The mac 5+ ine
actually burps exhaust back through the engine due to a greater pressure within
the engine or exhaust systemthan that of the incoming air supply.
3
us
c 3 i
7-14
Electro-Motive Model 567,645 & 71 0 Series Diesel Engines
__
C
c
G
G
G
G
c
c
c
c
c
G
c
c
c
G
e
c
c
c
c
G
G
c
c
c
G
G
G
c
e
c
G
G
c
c
G
. .
..
Turbine Shroud and Retaining Clamp
The turbine shroud is a metal band which encircles the turbine blades. Because
the turbos power is generated by the exhaust gas between the blades, high efficiency is
obtained by minimizing leakage around the
blades. Consequently the turbine shroud is
formed around the blade tips on the turbine
wheel. The shrouds function is to ensure
that the exhaust gas flow across the turbine
blades is maximized by reducing gas leakage
around the blade tips.
The blade tip to shroud clearance
must be small enough to minimize gas
leakage, but large enough to prevent contact
with the blade tips as they enlarge through
thermal growth. For this reason, the inside
diameter of the EMD turbine shroud is
sprayed with a soft metal abrasable coating.
The blades can actually establish their own
path in this coating as their temperatures normalize, creating a custom-fitting shroud for
each individual turbo.
Figure 7-14 Turbine Nozzle Ring
The shroud is retained (in most turbo models) by a clamping ring known as the
Marmon Clamp. This clamp consists of a metal band, to which 4 channel segments
are spot-welded. The channels engage a flange on the edge of the turbine shroud,
securing it within the turbo. A T-bolt and nut are used to apply clamping load to .the
assembly.
An improvement was made to the Marmon clamp in the early 1980s. Prior to this
improvement, the strap to which the T-bolt is attached was spot welded to the clamp.
Tests in the field indicated that the clamp could suffer from metal fatigue in the area
adjacent to these welds after repeated thermal cycling. An improved clamp was released
which utilizes rivets to secure the T-bolt strap. This clamp has proven more durable in
severe service applications.
Figure 7-1 5 Turbine Shroud and Retainer
ITS Locomotive Training Series - Student Text 7-15 a
Exhaust Diffuser
The exhaust diffuser is another
aerodynamic device located in the
turbine section of the turbo. The
diffuser is basically an arrangement of
3 or 4 vanes (stationary fins) which are
placed directly behind the turbine
blades. As the exhaust gas flows
through the turbine blades, it next
must enter the turbos exhaust duct. In
order to direct this flow of gas from the
blades smoothly into the duct, the
diffuser vanes provide a smooth
transition path for the gas to follow,
thereby eliminating turbulence.
Exhaust Duct
Figure 7-16 Turbine Shroud Retainer, Exhaust
Dud and Exhaust Di fi ser
The exhaust duct acts as the outlet for the engines exhaust gas after it has
passed through the turbine blades. The duct floats to allow for thermal expansion
and is mounted with bolted spring washers located along a mounting foot on each
side where it rests on the main housing. The duct is sealed to the turbo by means of
a half-lap joint and retainer ring on the compressor bearing support side and two
spring-tensioned seal rings at the inlet scroll end.
There are two basic exhaust ducts which are applied to the EMD turbo,
The standard duct is attached to the turbo main housing by 3 spring washer sets
on each mounting foot. This duct was used on most applications until the late
1970s. The other basic duct, known as the big-foot duct, is two inches shorter than
the standard duct, and is attached to the turbo by 5 spring washer sets on each
mounting foot. This duct was designed for the application of an exhaust silencer
atop the turbo duct, and is therefore made shorter and is heavily reinforced to
support the added weight.
A built-in aspirator tube provision in both ducts allows for the installation of
an eductor tube, which produces a suction that is applied to the engine crankcase
for ventilation. As exhaust gas flows upward and out of the duct, a negative pressure
is established behind the beveled end of the tube. The outboard, flanged end of the
tube is connected tewarfidter which contains a screen called the lube oil separator.
The suction applied above the screen in the separator draws vapors from the engine
crankcase, while the screen prevents lube oil from being drawn out.
-
Locomotive applications which utilize an exhaust silencer, as well as most
marine and industrial applications, use an ejector arrangement. This system uses
compressor discharge air directed through a venturi and combined with the eductor
tube suction to aspirate the crankcases of these engines which have inhibited ex-
haust gas flow due to restrictions such as silencers or long runs of exhaust ductwork.
7-16
ElectroMotive Model 567.645 81 71 0 Series Diesel Engines
G
c
G
G
G
G
G
G
G
Ifi
(5
G
G
c
G
c
d,
c
CI
c
L
G
G
G
G
6/
c
C
G
Gi
c
G
@
G
G
c
0
. . . - - .......... ~.
A drain opening is provided near the bottom of the duct to allow for the drainage
of rdinwater which may enter the duct while the engine is shut-down. This drain hole
location corresponds with a small tube that passes through the compressor bearing
support from the impeller side. The drain hole is of a larger diameter than that of the
tube. When the impeller is spinning, pressurized air is blown through the tube, and into
the duct drain. This pressure, being greater than the exhaust gas pressure in the duct,
effectively prohibits gas leakage through the drain. However, when the impeller is not in
operation, no air pressure flows through the tube. In this case, the drain hole in the duct
will allow any fluids which have collected in the exhaust duct to drain into the turbo
main housing, which has a corresponding hole near the bottom for further drainage out
of the entire turbo.
Low Profile Duct Tall Duct
Figure 7-17 Exhuust Duct
.
7-17 I
ITS Locomotive Training Series - Student Text
3
3
COMPRESSOR DIFFUSER
The compressor diffuser consists of a row of fins or (vanes which are
attached to a mounting ring and positioned around the circumference of the
impeller. The vanes direct the flow of compressed air which is discharged from
the impeller and provide a smooth air delivery which is free of turbulence. The
compressor diffusers are manufactured with specifically sized throat passages
between the vanes. The size of these passages controls the air flow so that the
compressor power requirements are balanced with the power generated in the
turbine by the exhaust gas energy at full load. For this reason, the compressor
diffuser throat area must be matched to the turbine nozzle ring area during
turbo assembly.
These throat passage sizes also
correspond to the volume of air that the
turbo supplies. For example, a turbo for a
16 cylinder engine contains a diffuser with
larger throat passages than one designed for
use on a 12 cylinder application.
Figure 7-18 Compressor Diffusers
Figure 7-19 Compressor Diffusers
m 7-18 Electrdvlotive Model 567,645 81 71 0 Series Diesel Engines
e)
3
3
3
3
u
d
3
3
G
c
G
c
Q
G
G
G
c
G
c,
c
c
c
c
G
c
c
G
c
c
c
ci
C
c
G
G
c,
G
&.
G
G
c
PLANET GEARS
The sun gear which is machined onto the end of the turbine wheel meshes with
3 planet gears. These gears engage with the sun gear at 120 degrees intervals, and are
located by a planetary gear carrier shaft. The carrier shaft is basically a disc, from the face
of which extends 3 pins. Each pin passes through the center of a planet gear. On the
opposite side of this disc, the carrier shaft itself is splined.
There are two basic planet gear designs: the original or standard 32 tooth gear
and the high-capacity 47 tooth gear. It is a fact that all gears transmit a vibration as their
teeth mesh. The level of vibration varies with such things as wear, roughness, and tooth
profile. The original configuration planet gear set performed satisfactorily in the rail
applications for which it was designed, but when EMD turbocharged engines began to
see service in high gear-loading applications such as generating set installations, a more
durable gear design was desired.
Generating sets, for example, are subjected to constant high rpm regardless of the
amount of load on the system. This constant speed is necessary in order to maintain the
electrical line frequency. Such engines often run at less than full rated load. Conse-
quently, exhaust gas energy levels are lower than normal, which means that the turbo
gear drive must make-up for the less powerful exhaust. The end result of continued
operation in this mode is accelerated planet gear wear.
Worn planet gears can cause seriously increased gear vibration levels. The in-
creased vibrations in the planet system cause the turbine wheel to vibrate. This vibratory
input results in turbine blade fatigue fractures in worst-case situations, and rapid clutch
wear in many cases. The solution to the problem is to reduce the vibration level gener-
ated by the gear mesh by increasing the tooth to distribute loading over a larger area.
These high-contact or high capacity gears significantly reduced the light-load vibra-
tory levels, and tooth wear was nearly eliminated under high gear train loading condi-
tions.
Usage of the high-capacity gear train has spread over the years from marine drilling
applications only to marine propulsion, industrial generator sets, and rail engines as well.
Turbos utilizing the standard gear design carry 18:l or 19.7:l gear ratio designa-
tions. Those which contain the high-capacity gears utilize ratios of 16.7,16.8, or 17.9:l.
In any case the ratio designation refers to the speed differential between the turbocharger
impeller and the engine crankshaft.
G
G
ii
IlS Locomotive Training Series -Student Text
7-19 I
RING GEAR AND CLUTCH HOUSING
The third element in the planetary gear tralli is the ring gear. The ring gear
surrounds the 3 planet gears, and is manufactured with internally cut teeth on the
inside diameter. Consequently, each planet gears teeth are actually engaged to 2
gears simultaneously:
1)
2)
the sun gear on the turbine wheel shaft
the ring gear which surrounds them.
The ring gear is attached to a housing which encases the turbo clutch.
The means of this attachment are bolts, so the ring gear is locked to the clutch
housing.
This clutch housing is located within
the turbine bearing support (part of the
doweling assembly), and rotates on the
outside diameter or the clutch support
(where the turbine bearing is located).
Bronze thrust washers and bushings are
used as bearing surfaces between the
clutch support and the clutch housing.
Figure 7-20 Ring Gear and Clutch Housing
7-20 Electro-Motive Model 567,645 & 710 Series Diesel Engines
c
c
G
e
c
c
6
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c;
C
G
c
c
c
c
c
G
G
c
c
c
G
CLUTCH CAMPLATE AND ROLLERS
The overrunning clutch design allows rotation in one direction, and engagement
or lock-up in the other. This is accomplished through the use of a center hub called
the support, a set of cylindrical rollers, and a surrounding ring called the camplate,
which utilizes a series of wedge-shaped pockets in which the rollers are located.
The 12 pockets in the camplate are designed with an angled ramp in each. Thus,
the distance from the outside diameter of the support to the ramp varies depending on
where the measurement is taken. This pocket depth at one end of the ramp is greater
than the diameter of the roller. However, at the opposite end of the ramp, the pocket
depth is less than the rollers diameter. Consequently, when the roller approaches this
end, it becomes wedged between the support and the camplate ramp, locking the
two parts.
r I t- - 7 \ I
. ........ ..-...
Figure 7-22 Clutch Camplate
On the example below, note that if the camplate were rotated in a clockwise
direction, the rollers would move into the large ends of the camplate ramps, allowing the
camplate to rotate free of the support. However, if the camplate were turned counter-
clockwise, the rollers would travel to the small ends of the ramps and effectively lock the
camplate to the stationary clutch support.
The camplate is located in the clutch housing, on the end of which is also found
the ring gear. The camplate is attached to the clutch housing by means of 6 drive pins
or dowels. As a result, the camplate and ring gear operate as one unit, each one being
attached to the clutch housing at opposite ends.
Since the clutch support is stationary inthe turbo (being bolted to the turbine
bearing support), when the camplate locks to the support, the clutch housing and ring
gear also become locked.
ITS Locomotive Training Series -Student Text 7-21 I
T
W
I
GEAR DRIVE SYSTEM
The splined-end of the carrier shaft extends through the idler gear support,
which is the plate at the back of the turbo. Two bearings are used to support the
carrier shaft:
1)
2)
a ball bearing located in the idler gear support; and,
a roller bearing which is in the carrier bearing support.
On the splines of the shaft, a carrier drive gear is mounted. This gear is
actually externally mounted on the turbo, although most of it is obscured from view
by the carrier bearing support.
Located on a small stub-shaft attached to the idler gear support below the
carrier gear is the turbo idler gear. The idler gear is engaged with the carrier drive
gear at the top, and with the engines gear train at the bottom. The idler gear is
mounted on a special, barrel-faced roller bearing. This bearing has a self-aligning
feature due to the barrel-shaped rollers. As a result, the gear can actually be wob
bled on its stubshaft if force is applied.
: . Carriar Shaft Spacer
2. Set Of 3 Matched
Planet Gears
3. Planet Gear Shafts
4. Planet Gear Bearings
5. Carrier Shaft
6. Carrier Shaft
Ball Bearin
7. Idler Gear #upport
8. Idler Geer
Figure 7-23 Gear Drive Section
9. Idler Gear
Roller Bearing
10. Idler Shaft
11. Carrier Drive Gear
12. Carrier Shaft
Retainer Plate
13. Carrier Gear
Roller Bearing
14. Lube Oil Jumper
Assepbly
16. Carrier Bearing Support
m 7-22 Electro-Motive Model 567,645 & 710 Series Diesel Engines
I
v
G
c
G
c
c
c
G
c
c
c
c
c
C
c
c
c
e
G
G
c
c
c
c
G
c
c
G
c
c
G
G
G
G
c;
G
c
c
GEAR-DRIVE SYSTEM
Right-Hand Drive Applications:
Some marine propulsion applications of EMD engines employ two counter-
rotating engines. In such installations, a pair of engines, one left-hand rotating (standard)
and one right-hand rotating share a common hull. Since the gear train of the right-hand
rotation engine turns in the opposite direction from that of the standard engine, a special
turbocharger is required. The turbo for use on these right-hand rotation engines utilizes
two turbo idler gears rather than the single gear on more common models. In this way,
even though the engine gears turn in the opposite rotation, the turbine wheel is driven
in the same direction on all EMD turbochargers.
LEFT HAND ROTATION
GEAR TRAIN
Figure 7-24 Gear Drive Systems
RIGHT HAND ROTATION
GEAR TRAIN
LUBE OIL SYSTEM
The turbochargers lubrication systemis actually an extension of the engine oil
system. Following is a description of flow:
1.
2.
3.
4.
5.
As oil travels through the main oil gallery in the crankcase towards the rear
of the engine, it enters the stubshaft bracket assembly on the end sheet of
the engine.
An oil passage or groove in this bracket directs the oil to an oil manifold
which is also attached to the end-sheet. The oil flows through the manifold
and is delivered to the turbo oil filter mounted on the engine.
Oil flows through this filter, which carries the same rating as the filters in
the main filter tank.
Provided the filter is not plugged, oil leaves the filter and flows back
through the lower leg of the oil manifold. Note: If the filter is plugged, no
oil will flow through the small oil pressure sensing line which connects the
engine governor to the downstream side of the turbo filter.
Oil flows through another grooved passage in the engine stubshaft bracket
and is admitted to the upper idler stub.
ITS Locomotive Training Series - Student Text 7-23
3
6. Oil flows through a passage in the center of the stubshaft into the 4-
inch bore in the turbo main housing.
7 . A vertical passage in the turbo main housing called the main oil
supply directs the oil upwards.
8. The main oil passage emits oil at the top for the clutch and planetary
gears. A branch line from the main passage passes through the main
housing carrying oil to the auxiliary generator drive and also intercon
nects to the compressor and turbine bearing lines.
SOAK-BACK SYSTEM
Due to the fact that the turbo is dependent upon the engine main oil system,
an additional lubrication system is required to protect the turbo during those periods
when main oil system flow is unavailable.
The main oil system is driven by a gear train connected to the crankshaft.
Consequently, oil flow is present only when the crankshaft turns. During an engine
shutdown, the crankshaft continues to turn for 5-10 seconds after the shutdown is
triggered. However, due to the high speed at which the turbine wheel operates, the
momentum of the mass causes the turbine to run down for periods as long as 35-
40 seconds. Consequently, no lubrication is provided to the turbos bearings by the
main oil systemduring this time. I
As a result, an electrically-driven oil pump called the soakback Pump is
mounted on the engine to pro vide lubrication to the turbo during this rundown
period. As the engine shutdown cycle occurs, the pump is energized and begins to
supply the turbo with oil. After the engine stops, the soak-back pump continues to
operate for 30-35 minutes. During this time, the flow of lube oil is used to carry . heat
from the turbos seals and bearings(hence the name soakback").
The soakback pump is also energized during the engine start sequence. In
this instance, the bearings in the turbo are supplied with oil even before the oil flow
from the main system can reach them. In this way the soakback pump serves to pre-
lubricate the bearings.
7-24 EiectroMotive Model 567,645 & 710 Series Diesel Engines
kib
3
cr)
03
u
3
ti4
3
3
UJ D
3
3
3
3
C
c
c
G
c
c
G
c
c
c
c
G
c
c
c
c
c
c
c
G
G
c
G
G
G
c
c
c
c
G
G
G
G
G
c
c
c
. .-. . . .. . .
t
L
55011
Figure 7-25 Turbo Lube Oil System
PLANETARY SYSTEM OIL DRAINAGE SCREEN
Lube oil drainage from the planetary system of the turbo passes through openings
in the idler gear support. In the event of a planetary systemfailure, metal fragments and
broken gear teeth may be carried-off with oil drainage. To prevent these metal fragments
from entering the engine oil sump or passing through the diesel engine's rear gear train,
a screen is installed in the idler gear support.
The original screen was located in a small triangular-shaped opening in the idler
gear support. Most planetary system drain oil flows through this area. However, turbos
which are equipped with the highcapacity type planet gears have a higher oil flow rate
which requires an increased oil drainage provision. The idler gear support on such
turbos utilizes three slotted passages on the face of the support in addition to the triangu-
lar opening. Drain oil flows through all four of these passages. Consequently, it is neces-
sary to provide increased protection in the way of a larger screen.
$ 1 ) + _i.
In the mid-l980's, an improved screen was released for retrofit in the high-capac-
ity turbos. The screen is installed on the inboard side of the idler gear support, and oil
must pass through it as it flows through any of the four possible drainage paths. Turbos
so-equipped do not utilize the previous triangular screen.
7-25 a ITS Locomotive Training Series - Student Text
GEAR TRAIN OPERATION
The EMD turbocharger utilizes a geardrive systemwhich takes energy from
the engines crankshaft and transmits it to the turbine wheel at the sun gear. This
planetary gear drive system is used when exhaust gas energy levels are not sufficient
to drive the turbine wheel, such as during engine starting and low speedflight load
periods of operation. Dependency on the gear drive systemdecreases as exhaust
energy levels increase, until eventually no mechanical assist is required. It is the
function of the overrunning clutch to disengage the gear drive. This is accom-
plished by allowing the rotating assembly to overspeed the driving gear train while
the gears remain engaged.
This power take-off originates at the
upper idler gear in the engines camshaft
drive gear train. This upper idler gear is
equipped with a shock damping device
which uses packs of coil springs to absorb
torsion shocks in the engines gear train.
Attached to this damping device is a turbo
drive gear. The turbo drive gear, which
serves as the power take-off for the turbos
gear train, is isolated from the inherent
engine torsional vibrations which can be
detrimental to the turbos longevity.
The next gear in the turbo gear train is
mounted on the rear of the turbo at the
Figure 7-26 Spring Dr i ve Gear
idler gear support. This gear is appr0priate.j named the turbo idler gear.
The idler gear drives a turbo-mounted carrier shaft drive gear. This gear is located
on the end of the planetary gear carrier shaft. The carrier shaft extends through the
rear bulkhead of the turbo and carries the 3 planetary gears.
The planet gears are engaged to both the sun gear on the end of the turbine
wheel, and to a ring gear. The 3 planet gears surround the central sun gear, Obeing
meshed with the sun at 120 degree intervals. These planet gears are also surrounded
by a ring gear. The ring gear is manufactured with internal teeth, so that a track is
formed on which the 3 planet gears can travel.
The ring gear is attached to the clutch camplate, and the two components
operate together as one. If the camplate rotates, so does the ring gear. Conversely,
if the camplate is locked, the ring gear cannot move.
. T I
To understand how the engine gear train drives the turbine wheel, a simu-
lated engine start-up sequence follows:
1. As the starter motor pinions engage the flywheel, the crankshaft is
rotated .
II 7-26 Electro-Motive Model 567,645 & 710 Serbs Diesel Engines
e
c
G
c
c
G
c
G
G
c
G
c
c
e
c
c
c
c
C
c
C
G
c
c
C
G
e
c
c
c
c
G
c
G
c
c
C
2.
3.
4.
5 .
6.
7.
8.
9.
The lower idler gear in the camshaft gear train is turned by the force
transmitted from the gear teeth on the crank gear to those on the
lower idler.
The lower idler gear teeth transmit force to the upper idler gear teeth
which they engage with, turning the upper idlerhpring-drive gear ass
embly.
The turbo drive gear (on the spring-drive gear) assembly transmits force
to the teeth of the turbo idler gear.
The turbo idler gear teeth turn the carrier shaft drive gear.
The carrier drive gear turns the entire carrier shaft assembly.
The 3 planet gears located in the rotating carrier shaft pass the torque on
to both the sun gear and the ring gear.
The torque input to the ring gear turns it (and the clutch housing) in the
opposite direction. However, after a very short travel the camplate locks
to the clutch support due to the rollers which have become wedged in
the ramps.
With the ring gear held stationary, gear train torque is transmitted
through the planet gears to the sun gear. This causes the sun gear to
drive the turbine wheel (in a counterclockwise direction as viewed from
the impeller). Due to the speed-increasing nature of a planetary gear
system, the sun gears rotational speed is significantly higher than that of
the carrier shaft assembly which drives it.
10. As the impeller is rotated, air drawn through the engine filters increases
in velocity while passing through the compressor di&ser and air scroll
with a minimum of turbulence. The size of the passages in the compres
sor di hser controls the air flow so that the compressor power require
ments are balanced with the power generated in the turbine by exhaust
gas energy at full rated load. (It is for this reason that the compressor
diffuser throat area must be matched to the turbine nozzle area when
the turbo is assembled.)
1 1. As air is pumped into the engine, the combustion process begins. As the
engine runs, the exhaust gases from the individual cylinders are directed
through the turbine section of the turbocharger. The energy extracted
from these gases is applied to the turbine blades, and this force aids the
engine gear train in turning the rotating assembly.
12. Two sources of torque are fed into the planetary gear system. The torque
developed by the turbine is fed through the sun gear, and the torque
transmitted by the gear train is fed through the carrier shaft to the planet
gears. Thus, the torque transmitted to the ring gear is the difference
between the levels of the two torque inputs.
ITS Locomotive Training Series - Student Text 7-27
. r 3
. .
. .
: . I
I . -
, . .- - . - . .
13. When the turbine does not develop sufficient power to turn the rotor at
the enginedetermined driving speed, the torque input through the
planet gears continues to hold the ring gear and camplate in the
locked direction as previously described. However, when the power
developed in the turbine is capable of driving the rotor faster than the
speed dictated by the turbo gear ratio, the increased torque from the sun
gear is fed through the planet gears to rotate the ring gear and camplate
in the unlocked direction. The clutch housing now rotates around the
clutch support at a speed and turbine wheel RPM. During this
overrunning condition, the clutch rollers are in the wide end of the
wedge-shaped pockets formed by the camplate ramps.
14. The turbo continues to operate in this free-wheeling state so long as
the exhaust gas energy level and flow rate are sufficient to provide
enough power to drive the rotating assembly faster than the gear train
would. However, if the engine speed or load is reduced, the amount of
energy in the exhaust decreases, and the turbine speed begins to drop.
When the turbine speed returns to that of the gear train, the clutch re-
engages and the gear train once again provides a portion of the energy
requirement to drive the rotating assembly. ,
TURBOCHARGERS WITH EXTERNAL CLUTCH
All 567-T and most 645-E/F turbos utilize the internally located 12 roller
clutch design as discussed. However, in the early 1980s an experimental external
clutch was field tested in selected applications where loads on the conventional
clutch were severe. These tests were conducted with 645 turbos primarily in marine
towing service.
The external clutch became basic or standard equipment with the 710-G
engine. This design removes the clutch from within the turbo and places it in the
engine camshaft drive gear train instead. The spring-drive gear assembly found in
the previous 6 4 5 series is replaced with a new double gear assembly which is inter-
connected by means of a large version of the roller clutch configuration.
The clutch utilizes 16 three-quarter inch diameter rollers in place of the 12
one-half inch diameter rollers found in the internal clutch. The new rollers are one
and one-half inches long, whereby the 12 roller clutch used one inch long rollers.
Correspondingly, the camplate diameter of the external clutch is approximately
1 1.750 compared to the 7.750 of the previous type. Also, the camplate roller
pockets are inverted, or open towards the outside diameter rather than toward the
center of the p+$ q OE previous versions.
The increased size of these components, coupled with the more numerous
rollers, has improved the load-carrying characteristics of the roller clutch tremen-
dously.
7-28
ElectrMotive Model 567,645 & 71 0 Series Diesel Engines
e;
G
G
c
c
G
c
c
c
c
c
c
G
c
c
c1
c
L
c
c
C
c
c
c
c
ci
G
(;.
c
G
c
c
c
c
c
G
0
The principle of operation is exactly the same as that of the internal clutch. However,
since the clutch disengagement takes place in the engine gear train, the turbos plan-
etary ring gear is now locked in a stationary position. This lock-up device occupies the
space where the roller clutch had been on previous turbo models.
The clutch support has been modified from its original configuration with the
addition of a row of gear teeth. The outside diameter of these teeth is the same as that of
the three planet gears in the carrier shaft assembly. The ring gear is now much longer
than its predecessor, with two rows of identical teeth cut on the inside diameter. This
new ring gear bears a resemblance to a sleeve such as is used to synchronize gears in
automobile transmissions. The clutch support teeth enter the ring gear at one end, and
the planet gears from the other. Since the clutch support is fixed in place, its tooth
engagement with the ring gear prevents rotation of the ring gear.
Although not a common practice, the external clutch can be applied to 645 type
turbos equipped with high-capacity planetary systems.
Cam Plate Upper Idler Gear
Clutch -
TU~U~J Dri ve, Drive ~ y / ~ Assembly
sumn
1 /2 -20 Hex Bolts -
3/8-24 Spline HD
Clutch Doweling
1 /2 Special Washers I-\
- 8 Rwd. Roller Camplrrtb Retainer
28.87
Figure 7-27 External Clutch
ITS Locomotive Training Series - Student Text
7-29 fl
EXTERNAL INSPECTION AND
OPERATIONAL PROBLEM DIAGNOSIS
Over the past several years, many items have been written and discussed regarding
how to qualify an EMD turbocharger for continued service when a problem has been
reported. Many of these techniques have been passed on verbally, while others were
written procedures found in Engine Manuals, Troubleshooting Guides, or various
written correspondence. In some cases, these procedures have become obsolete or in
need of revision due to the evolution of the turbo, as well as a broader base of practical
experience from which to draw on. The following pages are offered to assist EMD
customers in troubleshooting and requalifying their turbos.
CHECKS WHICH CAN BE MADE WHILE THE TURBO IS STILL ON
THE ENGINE
A. ROLLER CLUTCH TEST
1. Idle engine until normal operating temperature is reached. (If engine cannot be
started, remove rubber boot from turbo inlet and verify that the impeller locks-
up when attempting to turn in a clockwise direction by hand. If this does not
occur, either the clutch has completely failed or a planetary gear train failure
has occurred. Refer to paragraph Additional External Inspections.)
2. With engine warmed-up, push injector control linkage lever inward, increasing
engine speed to approximately 700 RPM.
3. Pull injector control linkage lever out completely to No Fuel position, overrid-
ing the engine governor. (At this time, the clutch will disengage, allowing the
turbine to spin free of the gear drive.)
4. As the engine begins to stall, push the injector linkage lever in once again,
providing more fuel, which should increase engine speed. The decelerating
turbine wheel will meet the accelerating eqgine gear train and the roller
clutch should engage, providing sufficient air for continued engine speed
increase.
If the clutch fails to engage, the injector rack linkage will move toward full
fuel position, black smoke will emit from the exhaust duct due to a lack of air,
and the engine may stall. These symptoms indicate an imminent clutch failure,
consequently the turbocharger should be replaced.
Turbocharger roller-type clutches tend to hi gradually rather than suddenly.
This characteristic refers to the fact that in early stages of clutch wear-out, the
slippage may be intermittent. In such instances, the engine may smoke heavily
or stall during speed changes, yet behave normally later. To ensure that the
clutch is not in this early stage of failure, the aforementioned test procedure may
be repeated a few times. However, articles stating that as many as 30 consecu-
tive tests may be required are in error.
7-30 ElectroMotive Model 567, 645 & 710 Series Diesel Engines
c
c
ci
G
c
c
G
L
c
c
c
c
L
c
c
0
0
G
c
L
G
G
c
G
c
c
G
G d
c
C
c
c
v
G
c
c
0
B.
To avoid damaging a good clutch, injector linkage manipulation should not
be performed more than 2 or 3 times to qualify a clutch. If the clutch is in
fact defective, the turbo should exhibit the reference symptoms within this
number of trials.
Since 1976, virtually all regular production 567 and 645 EMD turbos have
been built with a roller-type clutch. Prior to that date, some turbos had
utilized a ratchet-type clutch/friction drive gear configuration which required
a special requalification procedure using a torque wrench. Under no circum-
stances should a wrench be applied to the compressor impeller nut to deter-
mine roller clutch condition. A test of the older design friction drive gear
called for the application of a torque wrench to the impeller nut. The ob-
served break-away torque provided an indication of the condition of the
friction drive gear, but no conclusion could be drawn as to the turbocharger
clutch condition from this test. Furthermore, this test was valid only on
turbos equipped with the previous ratchet clutch. Engines equipped with
roller clutch turbos should not be subjected to this procedure.
TURBOCHARGER OIL PRESSURE TEST
In some instances, it may be prudent to confirm that the main engine and
soi--back oil systems are actually delivering lube oil to the turbo. This test would -e
recommended after the installation of a turbo which was not run in a test cell after
assembly by the remanufacturer, or upon installation of a replacement turbo after a
bearing failure had occurred. Turbocharger bearing failures are usually a result of
an external condition such as an imbalance of the rotating assembly (due to foreign
object damage) or to a lack of proper lubrication. Therefore, when an impeller is
observed to be rubbing the inside of the air inlet portion of the turbo and no damage
is observed on the turbine blades, it is wise to confirm the flow of lube oil through
the new turbo prior to returning the engine to service.
1. Locate and remove the compressor bearing oil passage pipe plug on the
right bank side of the engine turbocharger. This plug is installed in the
compressor bearing support, which is the 3 thick casting between the main
housing and the air scroll. The 1/2 PT lug accepts a 3/8 male square drive
such as that of an ordinary ratchet wrench. The plug will be found above
the right-bank turbo air scroll to aftercooler duct mounting flange.
2. Temporarily install an oil pressure gauge in the oil passage.
3. Operate the soak-back pump while observing the oil pressure gauge. The
gauge should indicate the presence of oil pressure, typically in the 15-30 PSI
range. (At the same time, check to make sure that no oil is observed flowing
from the engine camshaft bearings - this condition would indicate that the
check valve in the turbo filter assembly is defective.) If not oil pressure is
observed at the turbo, do not start the engine until the cause is determined.
ITS Locomotive Training Series -Student Text 7-31 I
A
A
c
c
c
c
G
c
c
c
c
c
c
c
c
c
L
c
c
c
c
c
6
c
c
c
c
G
G
G
G
G
c
c
c
c
G
c
c
6. Standing adjacent to the flywheel for viewing, energize a stopwatch at the
moment when the crankshaft is observed to stop rotating.
Listen carefully for the compressor impeller to stop rotating (identified by
the cessation of a whirring sound). Stop the timer immediately.
Due to the momentum of the rotating assembly, the elapsed time should
not fall below 27 seconds. Actual run-down times will vary, depending upon
the speed of the rotating assembly at the time of shut-down. However, a time
of less than 27 seconds from full-speed/full-load indicates that a condition
exists which inhibits the rotor from turning freely.
7.
8.
ADDITIONAL TURBOCHARGER EXTERNAL INSPECTIONS
It is fact that 60-75 percent of all turbocharger failures are caused from an
external source such as foreign object damage, overheat/overspeed, lack of proper
lubrication, etc. Consequently, unless the damaged turbo undergoes a thorough
diagnosis, the condition that existed within the engine which actually caused the
failure cannot be determined. Likewise, unless this undesirable condition is cor-
rected, repetitive turbo failures can and will occur. The following information is
provided in order to help properly identify the true cause of a turbocharger failure.
The key to the proper diagnosis of turbo problems is to perform ALL the inspections
rather than to stop when one condition is observed. In many cases, several symptoms
will be present, and all must be reviewed to fully understand what occurred. There
are 4 external inspection areas:
2. Exhaust Outlet Inspection
3. Exhaust Inlet
Inspection -
4. External Gears
and Oil Drainage
Screen Inspection
1. Air Inlet &
Impeller
Inspection
Figure 7-28 External lnspection Areas
7-33 I ITS Locomotive Training Series - Student Text
3
1. AIR INLET AND IMPELLER INSPECTION
(Remove Air Inlet Boot to View)
Inspect for the following conditions:
a.
b.
C.
d.
2.
Broken Impeller Blades: Indicate possible foreign object damage, or metal
fatigue.
Nicked Leading Edges on Impeller Blades: Indicates foreign object passage
through air stream. Check air filter box, air duct, and replace air filters.
Blade Rub on Inside of Cast Iron Impeller Cover: Indicates loss of support of
turbine wheel in the form of a compressor, turbine, or thrust bearing failure.
However, the cause of the bearing failure must also be determined. Continue
with the inspections.
NOTE: Always replace air filters and check aftercooler cores, aftercooler ducts,
and air box for aluminum debris.
Impeller Locks-Up When Rotated Clockwise: Turning the impeller by hand in
a counter-clockwise direction should result in a freewheeling condition. When
turned clockwise, the impeller should lock-up. If the impeller free-wheels in
both directions, either the clutch has failed completely, or a planetary system
failure has occurred. If the impeller cannot be turned in either direction, the
rotor is locked-up, and the inspection should continue.
EXHAUST OUTLET INSPECTION:
(View Down the Exhaust Duct of the Turbo)
Inspect for the following conditions:
a. Warped Exhaust Diffuser: Exhaust diffuser vanes will appear to be wavy when
viewed from above if the turbo has been subjected to an Overheat-Overspeed
condition. The thermal expansion which occurs at escalated temperatures
causes the part to grow. The diffuser is secured in position within the turbo by
a series of metal rods. If it becomes overheated, this expansion forces the thin
metal vanes to distort permanently. A warped diffuser is always an indication of
excessive engine exhaust gas temperatures.
When a condition exists within an engine that results in excessive exhaust heat
energy, the high heat level causes the turbine to spin faster than normal. Consequently,
the name Ov&eet-Wetspeed is associated with this phenomenon. As the turbine
spins faster, the blades begin to soften and stretch, and may eventually bred. Also, the
impeller tries to pull the turbine wheel forward, out through the air inlet. This overloads
the thrust bearing and usually causes it to fail as well.
I 7-34 Electrdvlotive Model 567.645 & 71 0 Series Diesel Engines
13
L ) i
C
c
c
e
c
G
e
c
c
c
c
c
c
c
c
c
c
c
c
c
G
c
c
G
c
c
e
G
C
e
c
c
C
c
G
c
0
Typical causes of excessive heat energy are:
1. Broken Piston Rings
2. Worn Injector Tips
3. Broken Exhaust Valves
4. Improperly Timed Fuel Injectors
5 . Incorrect Valve Timing
6. Plugged Aftercooler Cores
7 . Plugged Engine Air Filters
Any of these conditions can provoke either an Air Box Fire or an
Exhaust Manifold Fire. Evidence of such fires will be found in the form
of gray colored ash at localized areas where the fire occurred. Thus, it is
necessary to inspect the air box and the exhaust manifold with a bright lamp
whenever an Overheatloverspeed failure claims a turbo. Unless the condi-
tion is detected and corrected, it will continue to damage replacement
turbos.
Air boxes should be cleaned whenever a thick, wet, sponge-like soot
deposit accumulates to depths approximating l/2. The cause of the deposit
formation must be found and corrected.
b.
C.
d.
Bulged or Punctured Turbine Shroud: The turbine wheel blades are
surrounded by a band or shroud. The clearance between this shroud
and the blade tips is quite small. Consequently, in the event that an
Overheatloverspeed occurs, any plates which stretch will likely contact
the shroud and deform or bulge it. In cases of blade breakage, the
shroud may become punctured.
Broken Shroud Retainer Clamp: A narrow clamping ring is used to
secure the shroud in most turbos. In some cases, this clamp may break
due to metal fatigue. If this is observed, the turbo must be removed
immediately. If the shroud drops from its pilot, it will damage the
turbine blades.
Oil Out of the Exhaust Stack: The seals in the turbo require air to
function properly. If the Engine Air Filters are restrictive, the turbo
seals may be starved for sufficient air. Check the filter pressuredrop
prior to changing the turbo. Also, the source of the oil may be within
the engine itself. Before changing the turbo, remove the exhaust
screen and check the turbine inlet for wet, shiny deposits, which
indicate the oil is coming from the engine, not the turbo.
ITS Locomotive Training Series -Student Text 7-35 II
3. EXHAUST INLET INSPECTION:
(Remove Inlet Screen to View)
a. Wet, Oily Deposits: The inlet should appear to be dry, with a light amount of
flat-black, sooty coloring. If wet, shiny deposits are observed, the engine prob
ably has an oil control problem, and an exhaust manifold or air box fire may
occur at any time.
b. Bent or Plugged Nozzle Ring Passages: Using a bright lamp, view into the
turbine exhaust inlet. The nozzle ring, which is a series of stationary vanes, will
be observed. Exhaust gas must flow through this ring in order to act upon the
blades in the rotating assembly. If the nozzle is dented and bent, it is generally
an indication of foreign object passage. Also, deposits formed on the openings
indicate an engine problem such as a cooling water leak. Deposits can also form
due to the type of fuel used. In any case, the restriction to gas flow imposed by
dented or plugged nozzles can cause the turbo to surge or burp at higher
engine speeds. This is an undesirable condition.
C. Nicked or Broken Turbine Blades: The blades around the rimof the turbine
wheel cause the rotating assembly to spin whenever exhaust gas flows through
them. If they are nicked, foreign material has passed through with the gas. This
material is generally in the form of small, sharp pieces of broken piston rings or
exhaust valves. The nicked blades in the turbine wheel unbalance the high-
speed rotating assembly, and a compressor or turbine bearing failure will gener-
ally occur if the turbo is permitted to remain in operation. In some cases, the
blades may break due to: a severe impact; stretching as a result of an overheat/
overspeed; or metal fatigue. In such instances, the rotor unbalance is tremen-
dous and a severe bearing failure is imminent.
4. EXTERNAL GEARS AND OIL DRAINAGE SCREEN INSPECTION:
(Required Turbo Removal)
a. Damaged Turbo Idler or Carrier Drive Gears: Damage to the externally
mounted gears on the back-side of the turbo is generally an indication of an
engine gear train problem rather than a turbo malfunction. In extreme cases,
one of these gears may exhibit broken teeth if the turbo rotating assembly is
seized.
b. Metallic Debris in Oil Drainage Screen: Located just below the turbo-mounted
idler gear is a small triangular-shaped screen*. All lubricating oil from the
planetary gear train passes through this screen as it drains from the turbo.
Hence, if a planetary gear train component is hkcn, the oil drainage will carry
this debris with it, and will deposit the chips against the inside of the screen.
* The triangular screen was replaced with a larger, internal screen in 1988.
7-36 ElectroMotive Model 567,645 8t 710 Series Diesel Engines
3
lc3
3
ol)
bb
3
3
3
3
3
u
3
3
3
3
3
u
lus
3
3
r3
cj
r3
3
c)
Ir)
c)
3
3
3
&J
W
G
c.
C
G
c
G
c
G
c
c
c
c
c
c
c
c
c
c
G
G
G
G
c
G
G
c
c
e
c
c
c
c
c
t
c
c
c
1
ADDITIONAL TROUBLESHOOTING INFORMATION
Oil Out Stack Reported
1.
2.
3.
4.
Check engine air filters for plugging. A lack of air to the turbos labyrinth
seals will cause oil migration across the seals, especially at higher speeds.
Remove eductor tube and inspect lube oil separator assembly. Check for
damaged or missing screen, which would allow oil to be drawn out with
crankcase vapors.
Remove the expansion joint between the turbo exhaust inlet and the ex-
haust screen assembly. Inspect the turbine inlet scroll. If coated with wet,
shiny oil, the source of the oil out of the stack is within the engine. Inspect
the engine in accordance with the Maintenance Manual to determine the
source of the oil in the exhaust gas.
If the turbine inlet is dry, the turbo may have a true seal problem. Since
labyrinth seals are non-wearing components, they have either plugged due
to dirt or have become physically damaged from contact with the rotor as a
result of a bearing failure. Atthis point, the turbo must be removed.
Exhaust Leaks
1. Exhaust leaks usually occur at the expansion joints between the exhaust
manifold sections or at the connection to the turbine inlet scroll. These
leaks are dangerous to operating personnel, and detract from the turbos
efficiency.
If a crack is found in the turbine inlet scroll, no repair in-place will be
successful. The turbo must be removed.
Noise
Identical turbos can make varied sounds due to manufacturing tolerances and
operating characteristics. Generally, noise should not be a factor when determining
a turbos condition. Exceptions would be loud screeching noise or severe humming
accompanied by vibration. Turbos commonly emit chirping noises, particularly at
low speeds such as idle. Also, it is common to hear a chirp in varying cadence
when releasing the injector control lever from higher engine speeds. This noise is
simply the turbine coming back onto the gear train.
ITS Locomotive Training Series - Student Text
7-37 a
Burping and Smoking
This symptom indicates a reversal of the normal exhaust gas flow through the
engine and turbocharger. There is typically an approximate 2 psi drop across the engine
power assemblies. This means that air box pressure is 2 psi greater than exhaust manifold
pressure throughout the speed range. If this condition changes, whereby exhaust pressure
exceeds air box pressure (momentarily), a surge or burp will occur. This relieves the
excess pressure through the turbo air inlet, and engine operation may return to normal
until the back-pressure builds once against.
A surging condition is detrimental to the turbo. First, the hot exhaust gas reversal
into the engine air box may ignite any combustible deposits in the air box, causing an air
box fire and resultant turbo overheat/overspeed. Second, the load imposed upon the
clutch and planetary gear drive system is significant.
When surging occurs, the following procedure should help in determining the cause:
1. Locate another engine of the same type and model; i.e., 16-645E3B.
2. Install a 0-30 psi pressure gauge on a modified handhole cover of each engine.
3. Run each engine at full-speed, no load and record pressure reading.
4. Since each engine was operating on the gear train (due to no load), each turbo
was operating as a geardriven blower. Pressure variation should be no more
than 1 psi between the two engines.
High Air Box Pressure on Suspect Engine:
1. Check turbine exhaust inlet screen for plugging.
2. Inspect turbine nozzles for plugging and turbine blades or damage.
3. Check cylinder liner inlet ports for plugging.
4. Check valve timing (late?).
Low air Box Pressure on Suspect Engine:
1. Check engine air filters for restriction or plugging (max. 13.5 H,O).
2. Check aftercooler cores with manometer for plugging (max. 10 H,O).
3. Inspect for air box leak.
4. Test turbocharger for slipping clutch.
7-38 Electro-ivlotive Model 567.645 & 71 0 Series Diesel Engines
~
C
c
c
G
G
G
e
G
G
c
G
c
c
c
G
c
c;
c
c
c
c
c
6
c
e
e
c
G
C
e
c
c
G
c
G
c
c
OVERHEAT/OVERSPEED FAILURE
An overheatloverspeed failure is an overspeeding of the turbine wheel which
is caused by excessive (overheated) exhaust gas temperature. Exhaust gas tempera-
ture will vary with ambient weather conditions, fuel characteristics, engine load, etc.
However, normal temperatures generally range from 850 to 1050 degrees F at full
speed, full load.
An overheatloverspeed is typically the most destructive type of failure which
can occur to a turbocharger. It is caused by conditions external to the turbo such as
worn power assemblies and dirty air boxes. Consequently, if the cause is not deter-
mined, the replacement turbo will also incur a similar failure.
Normally, a turbine wheels speed increases at approximately 450-500 rpm
per second during a throttle wipe. However, during an overheatloverspeed, it is
not unheard of to observe turbine speed increases of 5000 rpm per second. This can
be accompanied by dramatic air box pressure increases of as much as 10 psi quite
abruptly. If the overspeed occurs while the turbo is operating near its peak rpm
(usually 18,500 to 21,500), within one second the speed of the turbine can exceed
its safe limits and severe damage will occur. It is impossible to counteract for this
condition quickly enough with the technology available today. Therefore, the only
way to control overheatloverspeed failures is through preventative maintenance.
Typical symptoms of an overheatloverspeed failure are a warped or deformed
exhaust diffuser (resulting from excessive temperature) and stretched or elongated
turbine blades (due to a combination of softening from excessive heat and lengthen-
ing due to centrifugal forces).
I , l i b
r 11
0 0 0 0 0
lo,
lo/ IoI
0 0
Stretched Blade Warped Exhaust Diffuser
Figure 7-29 Typical OverheatlOverspeed Conditions
ITSLocomotive Training Series -.Student Text
7-39 I
Any of the following conditions, which increase air box temperature, are contributors to
overheat/overspeed failures:
1.
2.
3.
4.
5.
6.
7 .
8.
Dirty Aftercoolers
Broken Compression Rings
Late Injector Timing
Incorrect Valve Timing
Plugged Exhaust Screen
Plugged Engine Air Filter
Damaged Injector Tips
Exhaust Manifold Fire
FOREIGN MATERIAL DAMAGE TO TURBINE
The mechanical break-up of any part of a power assembly or exhaust system
component can result in foreign material damage to the turbine nozzle ring and turbine
wheel blades. Common sources of foreign material are broken compression rings
resulting from too much side clearance and fragments of an exhaust valve head which is
disintegrating due to improper lash or excessive temperature.
The turbocharger is reasonably protected from this material by the exhaust screen.
However, since the screen must flow a large volume of gas with a minimal restriction,
small objects can pass through. Also, larger sharp objects can eventually tear the screen
grid and pass through to the turbo. Consequently, the exhaust screen should be periodi-
cally removed, cleaned and inspected. Any time that an indication of foreign object
damage is observed, the source must be identified and corrected to prevent turbocharger
failure.
Due to the high rotational speed of the turbine wheel, small nicks near the
outside diameter on the turbine blades cause serious unbalance of the rotating assembly,
This unbalance is very detrimental to the turbo bearings, and will bring about their
failure. Consequently it is recommended that whenever foreign material damage is
observed in the turbine section, the turbo should be removed prior to running it to
destruction and thereby increasing its repair cost.
Typical Foreign Material Damage
Figure 7-30 Nicked Blade and Nicked Nozzle Ring
h 7-40 ElectroMotive Model 567. 645 & 71 0 Series Diesel Engines
3
19
rr3
3
3
3
3
3
kd
u
3
3
3
1 3 '
L b I
I
e
c
c
e
c
c
G
c
c
c
c
c
c
c
c
c
c
c
c
c
G
c
c
c
c
c
c
c
c
G
c
c
c
G
c
c
c
FOREIGN MATERIAL DAMAGE TO COMPRESSOR IMPELLER
Since the air inlet of the turbocharger is protected by a highly effective air
filter, this type of damage should not be common. On the contrary, a surprising
number of turbochargers fail due to this condition. Damage such as nicks to the
leading edges of the compressor impeller blades result in the same serious
unbalance condition and consequences as that of nicked turbine blades.
Figure 7-3 1 Nicked lmpeller Blades
This type of failure is usually a result of one of the following:
1. Previous turbocharger failure, whereby broken pieces -.J m the previous
compressor impeller were driven into the air filter of filter housing and not
removed.
2. Misapplication of the compressor inlet boot or clamp. The clamp must be
tightened squarely on the inlet or it may vibrate loose and enter the turbo.
CLUTCH FAILURE
The clutch is one of the few areas of the turbo where there can actually be metal to
metal contact during operation. Thus, it is a wearing item. EMDs current recom-
mendation is to replace the turbo to prevent clutch failure every 4 years or 24,000
hours of operation.
Clutch life can become adversely affected if the turbo is subjected to:
1.
2. Worn planetary gears.
3.
4. Contaminated lubricating oil.
Abnormal vibration levels due to rotor imbalance.
Frequent abnormal cycling such as from surging.
7-41 a
ITS Locomotive Training Series -Student Text
3
3
Roller Skid Mark
r
\
Worn Ramp Polished Ramp
(Grooved ) (Shiny-No Groove)
Figure 7-32 Camplate Ramp Wear
LACK OF PROPER LUBRICATION
This mode of failure may occur due to a malfunction in the lubrication system
such as a failed soakback pump, failed lube oil pump, blockage in a lubricating passage,
or contaminatedhnacceptable oil. Other possible contributors include interruption of
the soakback oiling prior to the completion of its timed cycle, and excessive engine rpm
immediately following start-up. It is possible to wipe a bearing during engine start-up
unless the injector control linkage is manually controlled to avoid great speed increases,
particularly during cold ambient weather conditions.
In the case of a lack of lubrication failure, most if not all, of the six bearings in the
turbo may exhibit distress such as smearing to varying degrees. Since the compressor
thrust bearing is typically the most heavily loaded surface in the turbo, the amount of
damage sustained there is usually greater than that of other areas such as planet bearing
surfaces.
Since the turbo relies on the engine for its lubrication, this is yet another mode
whereby the root cause of one failure must be corrected prior to the installation of a
replacement turbo. Also, upon the installation of the replacement, it is good practice to
confirm that oil pressure is actually reaching the turbo by carrying out the Turbocharger
Oil Pressure Test. Oil pressure must be observed during soakback pump operation prior
to engine start-up, or the replacement turbo will fail.
BEARING FAILURES
Turbocharger bearing failures rarely occur without an external ontributin input.
These inputs generally are rotor unbalance due to foreign material damage, over1 at/
overspeed, or lack of proper lubrication. Consequently, the failed turbo must undergo a
thorough inspection in order to identif) all of the related failure modes. Once this has
been accomplished, the sequence of events leading up to the failure can be recon-
structed in order to arrive at the root cause of the bearing failure. Misapplied aftercooler
ducts can also cause bearing failures through distortion of the doweling assembly.
7-42 Electro-Mothte Model 567, 645 & 710 Series Diesel Engines
c
c
c
c.
Cli
c
c
c
c
c
c
c
c
c;
c
c
c
c
c
c
c
0
G
0
c.l
C
c
c
c
cc1
t
c
G
c
G
c
G
For example, if the impeller has rubbed the cover, obviously a bearing failure
has occurred. However, further inspection may reveal nicked turbine or impeller
blades, which are caused by foreign object passage and lead to rotor unbalance.
Therefore, the conclusion should be that foreign material struck the rotor, causing a
vibration. This unchecked turbo operation in a vibrating condition resulted in the
breakdown of the oil film on the bearing surface, and a smear on the bearing took
place. The smeared bearing eventually progressed to a loss of support for the
turbine wheel, and the impeller rubbed the inside of its cover. Unless the cause of
the foreign material is identified and corrected, the replacement turbo is likely to
fail in an identical manner.
Smeared
R-P
Oil
/Channel
Figure 7-33 Smeared Bearing
In some cases, it may be possible to determine which bearing has failed or has
suffered the most severe distress by means of an external inspection. The key to this
identification lies in the location of the heaviest concentration of aluminum parti-
cles on the inside of the impeller cover. In each case, each of the impeller blades
will be rubbed at their edges, representing 360 degrees of damage to the impeller.
However, the impeller cover can provide clues concerning the major bearing
distress.
If the aluminum particles are evenly distributed 360 degrees around the
inside of the cover, it is safe to assume that the thrust bearing failed, and the rotor
moved forward. If the aluminum is primarily located in the bottom or 6:OO position
of the cover, the compressor bearing has failed and that end of the rotor has
dropped. Conversely, if the aluminum concentration is primarily at the top or
12:OO position, the turbine bearing has likely failed and allowed the sun gear end of
the rotor to drop, raising the impeller end. In any event, the diagnosis must con-
tinue so as to determine what condition brought on the bearing failure in the
first place.
8 , ~ , , ,
ITSLocomotive Training Series -Student Text
7-43 I
A .
.., . .__ . . . . ,
PLANETARY GEAR TRAIN FAILURE
The planetary gear train is another area where damage without external input is
rather unusual. Although the gears are considered wearing parts, their design is such
that they should not wear out within the prescribed turbo service life. However, vibra-
tion and heavy loading for long periods are detrimental to long gear life.
If the engine operates for long periods at light-load, the demand on the planetary
system is dramatically increased and rapid gear wear can result. Once this gear wear
becomes excessive, the mesh of the gears becomes loose and initiates a high frequency
vibration. The existence of this condition is confirmed at the time of turbo disassembly,
since the planet bearings will exhibit erosion of the silver plating at the end of the oil
ramps. Oscillation of the sun gear within the planetary system can also produce a
similar erosion of the turbine bearing. Furthermore, the planet gears themselves may
actually strip, causing a complete loss of drive for the turbine. In such cases, the initial
symptoms would parallel those of a clutch failure. However, upon removal of the turbo
from the engine, metal debris would be visible in the turbo oil drain screen and possibly
even on the ledge of the turbo main housing near the spring drive gear.
Figure 7-34 Broken Planet Gears
Erosion Erosion
I
Noraal Planet Bearing Eroded Planet Bearing Eroded Turbine Bearing
Figure 7-35 Eroded Bearing Conditions
In extreme cases, the vibration of the planetary system can lead to turbine blade
. ...
4
fatigue. This condition involves the breakage of one or more turbine blades at a high
stress location through simple metal fatigue.
In the event of a planetary failure, the engine oil pan, oil strainers, and the oil
itself should be checked for the presence of debris. Also, the oil filters should be
changed. The external turbo gears, as well as those in the engine camshaft drive gear
train, should be inspected for damage. The bolt torque on the spring drive gear should
also be verified, since the shock loading brought on by such failures can sometimes
break these fasteners.
B 7-44 ElectroMotive Model 567, 645 & 71 0 Series Diesel Engines
c
c
c
c
e
G
c;
c
c
c
6
c
c
c
c
L
c,
c
c
0
c
ci
c
G
G
G
C
c
c
G
e
G
(s
t
L
c
G
,
TURBINE BLADE FATIGUE
Turbine blades may break off the rotating assembly through metal fatigue.
Although rather uncommon, once this has occurred, the damage to the entire turbo
is considerable. This is due to the extreme
unbalance condition which results when so
much mass it removed from one side of the
wheel near its outside diameter. In many
cases, the rotating assembly shaft will actu-
ally bend just ahead of the compressor
journal, swinging the impeller out towards
the light side of the wheel.
Turbine blade fatigue can occur as a
result of a high frequency vibratory input
from a poor planetary gear system mesh. It
also can result from a manufacturing defect
of the blade itself. Generally speaking,
manufacturing related problems tend to
cause fractures early in the life of the ma-
chine, while gear mesh problems may occur
after a considerable length of service has
been reached.
Figure 7-36 Blade Fatigue Fracture
FA1 LU RE C LASS1 Fl CATl O N
Key Components in Evaluating a Turbocharger Failure:
1. Turbine Blades
2. Impeller and Cover
3. Exhaust Diffuser
4. Turbine Shroud
5. Nozzle Ring
6. Planet Gear Train
7. Bearings
Turbocharger failures have been classified into a group of distinct types or
modes. Each failuremode has specific characteristics and is known by the areas
of distress which are exhibited. The following list contains the most common
failure modes, and a brief description of the areas of distress which can be used for
root cause determination.
OVERHEAT/OVERSPEED
1. Exhaust diffuser distorted or warped indicating severe thermal distress.
2. Turbine shroud bulged and deformed from elongation of turbine blades.
7-45 I ITS Locomotive Training Series - Student Text
3. Rotating assembly frozen (unable to turn) due to elongated turbine blades.
Blades soften at excessive temperature, and stretch due to centrifugal force until
they either contact the shroud or simply separate in the center of the airfoil
portion.
4. Presence of grayish-colored ash deposits within the engine air box or exhaust
manifold. The greatest concentration of this ash will indicate the location of the
fires origin.
5. Blistered paint on air box handhole covers.
6. Subsequent damage frequently associated with overheat/overspeed:
a.
b. Impeller Rub
c. Clutch Failure
d. Planet Gear Train Damage
e. Labyrinth Seal Damage
Bearing Failure (thrust, compressor, or turbine)
FOREIGN MATERIAL DA MA GE TO TURBINE SECTIONS
1.
2.
3.
Nozzle ring nicked, dented or bent on front or back.
Turbine blades nicked or torn on leading edges.
Subsequent damage frequently associated with oreign material:
\
a. Bearing Failure
b. Labyrinth Seal Damage
c. Impeller Rub
d. Clutch Failure
THRUST BEARING FAILURE
1. Compressor impeller blades rubbed on inside of impeller cover.
2. Thri.1.at bearing ramps smeared.
3. Subsequent damage associated with thrust bearing failure:
a. Planetary Gear Train Failure
b. Turbine Blade Breakage or Exit from Rotor
c. Exhaust Diffuser Damage
3
7-46 Electro-Motive Model 567, 645 & 71 0 Series Dlesel Engines
3
id
c
c
c
G
c
C
G
c
e
c
c
c
c
c
c
c
c
c
G
G
G
c
G
G
e
G
G
c
c
6
G
C
Q
e
G
COMPRESSOR BEARING FAILURE
1.
2.
Impeller rub on cover (primarily at bottom).
Subsequent damage which may accompany compressor bearing failure:
a. Labyrinth Seal Damage
b. Turbine Blade Tip Rub
c. Planet Gear Train Failure
d. Clutch Failure
TURBINE BEARI NG FAILURE
1.
2.
Impeller rub on cover (primarily at top).
Subsequent damage: See Compressor Bearing Failure.
ROLLER CLUTCH FAILURE
1.
2. Inability to start engine.
3.
4.
Heavy carbon deposits on compressor impeller and engine air box.
Smoke from engine exhaust (particularly during speed changes).
Subsequent damage which could possibly occur due to clutch failure:
a. Air Box Fire (due to heavy carbonaceous deposit formation).
FOREIGN MATERIAL DAMAGE TO COMPRESSOR SECTION
1.
2.
Nicked or torn impeller blades.
Subsequent damage which can occur as a result of foreign material:
a. Dented or Bent Compressor Diffuser Vanes
b. Bearing Failure
c. Impeller Rub
d. Labyrinth Seal Damage
e. Clutch Failure ..I c .
PLANETARY GEAR TRAIN FAILURE
1. Inability to start engine.
2. Subsequent damage which can accompany planetary system failure:
a. Engine Rear Gear Train Damage
7-47 g ITS Locomotive Training Series - Student Text
. . 3
LACK OF PROPER LUBRICATION
1. All internal bearings exhibit distress (smearing, discoloring).
2. Subsequent damage from lack of lubrication:
a. Turbine Wheel Damage (impeller rub, blade tip contact; journal
b. Clutch Failure
c. Planetary Gear Train Failure
scoring, grooving or discoloration)
TURBINE BLADE FATIGUE FRACTURE
1. One or more turbine blades broken off at first serration in base.
2. Turbine blade(s) broken off above base in airfoil section. (In either case, no signs
of overheat/overspeed or foreign material damage will be present, simply a
broken blade.)
3 . Subsequent damage which frequently accompanies blade fatigue:
a.
b.
d.
e.
f.
g.
h.
I.
1.
C.
Bearing Failure
Impeller Rub
Clutch Failure
Torn Exhaust Diffuser
Punctured Turbine Shroud
Planetary Failure
Exhaust Duct Deformation
Broken Turbine Wheel
Loose Bolts in Turbo Cradle Area (severe vibration)
Cracked Doweling Assembly Components
EXHAUST GAS LEAK
1. Identified by presence of carbon on side of exhaust duct (on either the seal ring
side or lap joint side).
TURBINE SHROUD RETAINING CLAMP FAILURE
1.
2.
Clamp loose or missing when viewing down exhaust duct.
Shroud displaced, bent or missing.
3. Subsequent damage which may accompany clamp failure:
a. Turbine Blade Tips Rubbed
b. Bearing Failure
7-40 ElectrMotive Model 567,645 & 71 0 Series Diesel Engines
C
c
c
c
G
G
c
c
G
G
c
c
G
G
c
c
G
G
G
G
G,
G
G
G
G
G
G
G
G
G
G
G
G
c5
c
e
ea
POOR PLANETARY GEAR TRAIN MESH
1. Eroded planet bearings.
2. Fatigue fracture of turbine blade.
3. Planet gear or sun gear broken.
4. Subsequent damage which may occur:
a. Rotating Assembly Distress
b. Clutch Failure
c. Impeller Blade Fatigue Fracture
INTERNAL OIL LEAK
1. Oil out of stack (no filter problems, no engine oil loss).
EXTERNAL GEAR DAMAGE
1.
2.
3.
Broken gear teeth on either idler or carrier drive gear.
Damage on turbo drive gear portion of spring drive assembly.
Subsequent damage which may occur:
a. Clutch Failure
b. Planetary System Failure
TURBOCHARGER INSTALLATION TIPS
The following precautions should be taken to minimize the risk of repetitive turbo-
charger failures:
a. Inspect exhaust manifold and screen for foreign material or cracks.
b. Inspect engine gear train for damage.
c. Inspect engine air filter housing for debris or cracks.
d. Replace engine air filters.
e. Replace engine oil filters if previous failure contaminated oil.
f. Inspect aftercoolers for deposits and debris.
g. Inspect engine power assemblies and air box.
h. Check valve and injector timing.
7-49 I
ITSLocomotive Training Series - Student Text
1. Determine impeller eye clearance on replacement turbo prior to installation
on engine as follows:
a. Remove turbo from box.
b. Chalk mark one impeller blade at 1200 position.
C. Insert same thickness feeler blades at opposing blades between blade
edge and impeller cover to determine clearance. Record:
1200 16:OO Positions =
3:OO 19:OO Positions =
d. Install turbo on engine.
e. Install aftercooler ducts:
1. Snug bolts at turbo end of duct
2. Torque bolts at engine end of duct (65 ft. lbs.).
3. Remove bolts from turbo end of duct.
4. With gasket in place, confirm that .008 feeler will not enter.
5. If .008 feeler enters, loosen and reposition duct on engine.
6. If necessary, holes in engine end of duct may be enlarged.
7. Torque engine end bolts, repeat flange check.
8. Torque turbo end bolts.
f. Repeat eye check now with turbo mounted:
1. Position chalk-marked blade at l2:OO.
2. Verify that all four readings are unchanged.
3. If readings cannot be repeated, loosen aftercooler bolts and re-align
(if hole enlargement required, ream engine-end holes).
g.
If previous failure could have resulted from lubrication problem, such
as an unexplained bearing failure, confirm oil flow to turbo prior to
start-up. This can be accomplished with the soakback pump. Instruc-
tions can be found on page 4-3 under Turbocharger Oil Pressure Test.
7-50 ElectreMotive Model 567,645 & 710 Series Diesel Engines
3
3
cp
3
3
Ls
3
3
3
3
r3
L)
3
c3
cup
3
3
3
rclr)
3
. . . . - . - , . - - - - . . - _ " - - . . . . . . ,
. .
. . .
5
a
3
3
3
3
3
3
' I )
3
3
3
3
9
a
3
3
3
3
3
3
3
3
3
3
3
3
3
3
r >
3
3
9
9
3
Oil seals in each end plate seal
From Engine Fi l ter
the rotor shafts to prevent oil from
getting into the rotor housing .The
rotor drive gears are splash lubricated
and the lubricating oil is returned to
the engine sump by an external drain
line located at the bottom of the rear
cover.
Each blower is driven by a
splined drive hub that is bolted to the
blower drive gear which is driven by
the camshaft drive gear. The splines
of the quill shaft which has a flange
on the other end which is bolted to
one of the blower rotor gears.
of the drive hub mate with the splines To Air Box
Figure 7.39 Blower End View Cross
Section -Air Flow
Blower Inspection
Blowers should be inspected at intervals specified in the Scheduled
Maintenance Program. They can be viewed by removing the rear air box covers
and looking up through the blower support housing.
Any signs of aluminum dust in the blower support housing or air box
indicates blower bearings that have become worn enough to cause rotor
interference. Any blower showing aluminum dust should be renewed as soon as
possible. Oily rotor lobes, oil in the air box, and oil running down the blower
support are signs of leaking oil seals, which indicates the blower should be
changed.
Clean strips on the rotor tips is a normal condition, caused by the close
clearances between the rotors and the rotor housing. Also small scratches may be
found on the clean strips, caused by dirt particles which have found their way into
the blower, but these usually do not cause a problem, unless aluminum dust is
present.
EXHAUST SYSTEM COMPONENTS
Exhaust Manifold
Function is to collect exhaust gases and remove them from engine with
minimal restriction.
Systems are comprised of sections which may span 1,2, or 3 pairs of
cylinders and are interconnected.
7-52
Electro-Motive Model 567, 645 & 710 Series Diesel Engines
rcJ ,
3
3
9
-) 3
13
w
G
c
c
G
c
c
L
e
e
c
c
c
c
G
c
c
c
c
G
G
c
G
c
G
c
G
G
G
c
G
G
G
0
e
c
c
Blower Engine Exhaust System
Blower type system uses outlets or stacks, which number from 1 through 4
on various applications.
Manifold sections connected to one another with strap-type clamps
NOTE: All sections have 114 drain holes at bottom.
Three basic manifold types:
Standard - Basic low restriction design.
Spark Arrester - Has traps to collect carbonaceous particles
to avoid throwing this material out stack. (Approved by U.S.
Forestservice.)
SilencerEpark Arrester - Similar to Spark Arrester type, but
incorporating a silencing chamber to reduce noise.
Figure 7.40 Typical 16 Cylinder Standard Exhaust System
Figure 7.41 Typical Turbocharger Engine Exhaust System
7-53 I ITS Locomotive Training Series - Student Text
3
3
Screen Inspection Port
The Screen Inspection Port
must be periodically inspected
for damage or plugging. The port
Screen Inspection Port
/
makes inspection easier and
eliminates removal of screen for
inspection. EMD has a kit
available to retrofit existing
manifolds under part number
9336983. Refer to MI 9622 for
installation details. This kit is
0
designed for 645 rear manifold
chamber and is not intended for
.u
.-
u l l L . _ i 567 straight barrel. The
Figure 7.42 Screen Inspection Port
inspection port provides 4
opening for viewing the
condition of the screen.
NOTE: Screen still
requires removal for cleaning.
Screen Assembly
The screen assembly is located
between turbocharger and rear
manifold and is manufactured with
numerous small diameter openings
designed to prevent passage of
foreign material. This protects the
turbocharger (within limits) from
broken power assembly components
such as ring or valve fragments.
Such material can destroy the
turbocharger if it strikes the blades of
the critically balanced turbine
wheel.
Screen
The screen is susceptible to
plugging from carbon (souping),
water treatment residue (cracked
head or liner), etc. Plugged screen
lowers turbo efficiency arid
ultimately causes burping due to
gas flow restriction. The screen plate
attached to metal support strips
within housing to allow thermal
expansion without tendency to
fracture.
Figure 7.43 Typical Exhaust Met Screen.
I 7-54 Electro-Moti Model 567.645 & 710 Series Diesel Engines
c
c
c
c
c
c
c/
c
c
c
G
6
c
c
c
c
c
G
c
G
c,
C
G
G
c
c
C
c
c
G
c
c;
G
G
c
c
G
. .
. . . .
There are three major design variations:
1. Standard (8358828) - Grid pattern of approximately 1/8 diameter holes.
2. Trap - Type (8482700) - Same as above, but included small pocket located
at bottom of housing to catch foreign objects and prevent them from
repeatedly gouging at screen.
Objects would eventually tear screen or wear themselves down until
small enough to pass. Trap keeps foreign material out of gas flow.
Clean-out plug intentionally omitted from design to require screen
removal. In this way, the exhaust manifold can be inspected for further
debris.
3. Reduced Gradient Starburst Type P/N 9526331 - Included trap as above,
but screen plate featured revised hole pattern. Holes positioned in radial
lines from center outward. Resulted from tests indicating thermal
expansion pattern was same. This screens service life is approximately
double that of its predecessor. All 645 screens are now converted to this
type. Figure 7.43 illustrates a typical Starburst type screen assembly.
Exhaust System Data
Engine Turbine
Model Inlet Temp
16-567C 900 (Ex Out)
16-645E3 870 Turbine In
20-65E3 930 Turbine In
16-645F3 980 Turbine In
16-645E3C 864 Turbine In
16-645F3B 880 Turbine In
Ex Gas
CFM
14,100
21,100
22,900
23,750
19,97 5
--
Air Box
Pressure
4-5 psi
17.5
18.4
20.5
19.5
21.8
~ ~~
ITS Locomotive Training Series -Student Text
7-55 I
c
G
c
c
e
c
c
G
c
c
c
c
c
c
c
c
c
G
6
G
c
c
G
G
G
G
c
c
G
c
G
G
b
G
c
G
CHAPTER
Engine Speed Control
Introduction
The engines covered in this program are equipped with a Woodward PGR
governor as shown in Figure 8.1 which:
deals only
Wi t h
conventional
engine
control.
regulates the amount of fuel delivered to the engine
cylinders by the fuel injectors.
EMDEC is
covered in a
separate
training
Program.
assists in controlling main generator output by regulating
main generator excitation through the load regulator.
By balancing generator load with a set engine speed, the governor maintains a
constant kilowatt output by the engine/generator combination for each throttle position.
Speed selection is accomplished through the actuation of combinations of electric
solenoids within the governor; fuel control through the governors internal hydraulic
system, hence the term electro - hydraulic.
The governor senses engine RPM and adjusts the position of the layshaft, which
in turn regulates fuel injector output to maintain engine RPM at the operator selected
level.
The Woodward governor is a complex precision device; it will be covered in
depth in a subsequent course however, this chapter will briefly cover some of the
significant points.
8-1 a ITS Locomotive Training Series - Student Text
3
The governor has three main systems:
speed sensing
speed control
load regulation
It also has a completely self contained
hydraulic system with reservoir, pump, and
accumulators to lubricate the internal parts and
operate various parts of the governor,
The governor has protective devices which
will shut the engine down should there be a loss
of pressure in the engines' lube oil system or a
failure of the engines cooling system.
11. EL9ctfidReceptacle
12. Ecgine Oil Pressure Connection
13. nme m!ay kumu$tor
14. RebaknCng Servo Oil Filter
15. Vent PM
16. OilDrainCock Figure 8-1 Woodward Electro-Hydraulic Governor
17. Ten i d Shaft control
Speed Sensing and Fuel Control
The basic operation of the Woodward governor is illustrated in Figure 8.2.
Shutdown Rod
Bushing Locknut
Fuel Limit Lock Nut
0.79 mm (1/32" ) Gap At Idle
Fuel Limit Nut Shutdown Bushing
Speed Setting Piston
22293
Figure 8.2 Basic Operation
8-2 ElectroMotive Model 567,645 & 710 Series Diesel Engines
3
u)
3
3
3
3
3
3
3
3
19
3
kJ)
kll
3'
3
3
G
c
c
c
c
L
c
G
c;
c,
c(
c
c
c
c
6
c
c
c
c
c
CJ
c
c
dr
(2
L
G
c
cr.
Ci
c
CSI
G
c
c
r,
The governor drive shaft is driven from the accessory gear train through an angle
drive unit and provides the energy to drive the governors components and sense and
respond to changes in engine speed. This drive shaft turns the enclosed hydraulic gear
pump, the flyweight assembly and the rotating bushing which encloses the pilot valve.
As the governor rotates, oil is pumped into accumulators to provide a working supply of
oil under pressure for the governor.
The flyweights are mounted on pivots and held inwards by the pressure of the
speeder spring on their fingers. These fingers are also connected to the top of the pilot
valve that controls the flow of oil to and from the power piston.
As the engine is started, the centrifugal force of the flyweights is insufficient to
overcome the pressure of the speeder spring. The pilot valve is held down and allows oil
to flow from the accumulators, through the rotating bushing, and through the buffer
piston to the underside of the power piston.
Oil pressure under the power piston builds up and overcomes spring pressure to
move the piston upwards. Fuel injection rates are controlled by the power piston,
which through the layshaft and racks, controls the fuel injectors. Raising the power
piston moves the layshafts, which in turn move the injector racks inwards to a higher
fuel position.
As more fuel is delivered to the engine and speed increases, centrifugal force on
the flyweights causes them to move outwards, raising the pilot valve plunger and
shutting off the supply of oil to the underside of the power piston. This action maintains
fuel delivery, and engine speed, at a set level.
Should engine speed increase beyond desired, the weights move outwards further,
raising the pilot valve plunger. This opens ports to allow oil to drain back from the
underside of the power piston.
The power piston moves down, cutting back the amount of fuel delivered to the
engine.
Engine RPM stabilizes in the "balance" position, controlled by the action of the
flyweights and speeder spring pressure.
ITS Locomotive Training Series - Student Text 8-3 I
Speed Control
In the last section we saw how the governor maintains engine speed in the
"balance" position. Now wewill look at how the governor responds to changes in the
throttle position by means of the speed setting system (Figure 8.3)
Speed setting of the governor is accomplished by energizing different
combinations of the four electric solenoids (A,B,C,D). The A, B, and C solenoids
have plungers that bear on a triangular plate, attached to a fulcrum point on a lever.
Each of these three solenoids is positioned at a different distance from the fulcrum
point of the plate.
By energizing different solenoids (or combinations of solenoids) the plate is
depressed to different levels.
r.. Pressure Oil $5 Trapped Oil
Intermittent Oi l I intermediate Oil
Figure 8.3 Speed Control
The lever is attached to the top of the speed control pilot valve on one end; and
through linkages to the top of the speed setting piston on the other end.
The D solenoid is attached to another rotating bushing which surrounds the
speed setting pilot valve.
When the throttle is moved to a higher position, calling for more engine speed,
one solenoid (or a combination of solenoids) are energized. Energizing the solenoids
causes the triangular plate to be depressed.
Through the plate and lever, the speed setting pilot valve is depressed, allowing
oil to flow to the top of the speed setting piston.
8-4 Electro-Motive Model 567.645 & 710 Series Diesel Engines
tl i
0
3
a
! 3
9
3
4
3
3
3
9
0
3
( 7
3
0
a
3
3
3
3
3
3
3
3
3
3
3
9
Q
)
3
9
3
r >
3
G,
3
Load Regulation
The next part of the governor to be covered is the load regulation system
(Figure 8.4). This system controls the excitation of the main generator, and balanced
with engine RPM, the power output.
This section provides a brief description of the operation as systemwill be dealt
with in detail in later courses. The systemuses linkages and a load regulator pilot
valve to control oil flow to and from the load regular vane motor.
Figure 8.4 Load Regulation
The vane motor operates a resistor that controls the current used for main
generator excitation, and therefore output. (on microprocessor controlled
locomotives, the load regulator sends a reference signal to the computer to control
loading).
8-6 Electro-Motive Model 567,645 & 710 Series Diesel Engines
c
c
c
G
c;
c
c
L
G
c
c
c
c
c
c
c
c
c
c
CJ
G
c
c
c
G
c
G
G
c
c
c;
C
c
G
c
c
0
If the horsepower demand is less than or greater than the engine is adjusted to
develop for a given RPM, then this system will increase or decrease generator excitation
(and therefore output) to meet the changed demand.
If the horsepower demand is less than rated, oil is directed to one side of the vane
motor to increase resistance in the main generator field circuit, and cut back
horsepower developed. At the same time, the governor responds by cutting back fuel
delivery to maintain a constant engine RPM.
If the horsepower demand is more than is proper for a set engine speed, again the
load regulator system will limit the main generator output and engine fuel delivery to
maintain a maximum rated output.
In addition to basic load regulation, the system also compensates for engine
performance variations caused by barometric pressure changes.
Should barometric pressure (or airbox pressure) reduce, the load regulator system
is affected by the change in pressure. The lower the air box pressure, the sooner the load
regulator will limit main generator excitation.
Another component of this system is the overriding solenoid (ORS), which when
energized by other systems, such as wheel slip, will act to reduce excitation.
Protective Devices
The low lube shutdown system protects the engine in case of a failure of the
mechanical support systems.
The shutdown systemcan be activated by:
1. "True" low lubricating oil pressure;
2. "False" low lube pressure caused by a failure of i e cooline svstem ant
v ,
detected by either of the low cooling water portion of the E.P.D. or hot oil
detector;
"False" low lube pressure caused by the E.P.D. sensing a positive crankcase
pressure (crankcase is normally under a slight vacuum);
"False" low lube pressure caused by manual engagement of the system
connected to a lube oil line from the engine on one side and speed setting
oil pressure on the other side.
3.
4.
~
ITS Locomotive Training Seri es -Student Text 8-7 I
Oil F8ilura Oiaphrrgm
\
Figure 8.5 Low Lube Oil Shut Down
Should oil pressure in the line drop below the speed setting oil pressure, the
systemwill take action to shut down the engine.
When the engine is at idle, there is a mechanism that builds in a delay of 50 to
60 seconds. This delay is to allow oil pressure to build up when starting the engine.
The delay is reduced in steps to the third throttle position. In the fourth position and
higher there is no time delay in the shut down system.
To shut the engine down, the system bleeds the speed setting oil from the top
of the speed setting piston.
The governor reacts by moving the layshaft and racks to the no fuel position,
shutting down the engine.
A switch is tripped setting off an alarm in the operators cabin, and a plunger
protrudes from the side of the governor exposing a red band. The engine cannot be
restarted until this plunger is reset.
The hot oil detector and engine protective device both simulate a loss of oil
pressure by bleeding oil pressure off of the line to the governor.
8-8 Eiectro-Motive Model 567,645 & 71 0 Series Diesel Engines
3
3
3
3
3
3
u
es
3
3
u
cus
3
ts
3
3
6J
3
3
w
3
3
3
3
3
kd
13
. . L
d
u
3
1
;L,
G)
LI
c
c
c
c
c
c
c
C
c
c
c
c
c
c
c;
c
c
c
G
c
c
c
c
G
c
c
c
G
c
c
G
G
e
c
0
Governor Maintenance
Governor oil should be changed at regularly scheduled intervals. Always maintain
governor oil level to the top mark in the governor oil level gauge. A large percentage of
governor problems are caused by dirty oil. Always use clean oil and a clean container
when topping up or refilling the governor. Dirt and other impurities can be introduced
with governor oil or can form when oil breaks down or forms sludge. Dirt or sludge can
cause the valves, pistons, or plungers inside the governor to stick or seize in their bores
causing erratic operation and poor response.
. In some instances where it is not possible to remove the governor to disassemble
and clean it, governor performance may be restored by flushing the governor with fuel
oil or kerosene. Solvents should not be used to flush a governor, as they can damage sea,,
and gaskets.
Governor Flushing
Open the drain cock and drain the governor oil.
Refill the governor with clean fuel oil and restart the engine.
Using the injector control lever, vary the engine speed from approximately 400
to 500 RPM for about five minutes, then stop the engine and drain the fuel oil
from the governor.
Repeat the process until the fuel oil drained appears clean, then fill the gover-
nor with clean governor oil.
Restart the engine and repeat the above process, then drain the oil to remove
any trapped kerosene.
Fill the governor with clean oil. Adjust the compensation needle valve using the
following procedure.
Compensation Adjustment
The compensating mechanism prevents the engine from "hunting" or racing by
arresting the movement of the power piston after it has travelled a sufficient amount to
give the desired speed.
ITS Locomotive Training Series - Student Text 8-9 3
Compensation adjustment is the only adjMsDent that is recommended-to be done
with the governor on the engine. All other governor adjustments should be done on a
calibrated test stand by specially trained personnel.
Adjustment of the compensation mechanism is required when an engine is being
started for the first time, after installation of a new or reconditioned governor, or after a
governor has been drained and cleaned and new oil added.
This adjustment purges the governor oil system of trapped air.
Adjust the compensation as follows:
Ensure that the governor oil level is between the lines on the sight glass.
Start the engine and operate at idle speed.
Open the compensating needle valve by turning
counterclockwise several turns.
Loosen the vent plug several turns, but do not remove it. The engine will
hunt and surge, and air will bleed from the system at the vent plug. When
onlv oil flows from the vent plug, slowly close the compensating needle
valie until the hunting stops or slows. Tighten the vent plug to prevent oil
leakage, and add oil to the governor if necessary.
Allow the engine to reach normal operating temperature, then open the
compensating needle valve and allow the governor to hunt. Close the
needle valve until the hunting stops.
Test the governor by changing speeds with the injector control lever
observing the governor recovery. If the governor returns to a steady speed,
the adjustment is satisfactory. If hunting resumes, close the compensating
needle valve slightly then test again. This compensating needle valve
should be kept open as far as possible to prevent sluggishness and still
maintain even governor operation. After compensation is set, it should not
require another adjustment.
17. Temhul Shalt canmi
Figure 8.6
8-10
Electro-Motive Model 567.645 & 710 Series Diesel Engines
c
G
c
c
G
G
c
G
c
c
c
G
c
G
c
c
c
c
e
c
c
G
c
e
G
c
c
G
G
G
G
ci
G
c
0
c :.
Governor Qualification
Many governors are needlessly changed out because of the lack of proper trouble-
shooting procedures. Governor problems usually show up as engine speed variations
such as hunting, surging or jiggle, but an engine showing signs of engine speed varia-
tion does not necessarily have a governor problem. Before changing a suspected gover-
nor, verify that the speed variation is not caused by one of the following conditions:
Check the linkage between the governor and the fuel racks for binding or
excessive backlash.
Disconnect each injector from the injector control shaft by removing the pin
from the adjusting link, then operate the injector rack in and out checking for
binding or tight spots. Make sure all injectors are the proper type for the
application.
Check engine operation to be sure that all cylinders are firing properly.
Check for bubbles in the return fuel sightglass. If evident, verify that the fuel
system is functioning properly, using the checks in the fuel system trouble-
shooting section of this text.
Check the setting of the governor compensation needle valve.
Ensure that the load on the engine is not fluctuating and causing the engine
RPM to respond to these changes. Items to check include the load regulator
wiper arm to make sure the vane motor is not causing the load regulator to
hunt, excitation circuit causing overexcitation of the main generator and ma1
function of protective device such as current overload relays.
With the engine at maximum speed and full load, check the quadrant on the
governor. If the rack dimension is shorter than the limit on the governor
identification plate, the engine is either overloaded or lacking fuel.
Check speed setting circuits for correct voltage levels and proper
sequencing.
Check the governor drive for any evidence of misalignment, roughness, or
excessive backlash.
Flush governor following the procedure outlined in this chapter.
-. Only after these checks are made and no other reason can be found for tht.'$pk?ed
_ L
fluctuations, should a governor be changed.
ITS Locomotive Training Series -Student Text 8-11 g
c
c
G
/ c
G
c
c
G
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
c
G
G
c
c
d
U
c
0
e
G
c
c
G
c
c
G
C
G
c
c
c
c;
CL
c
G
G
C
G
G
c
G
c
G
G
G
G
c
e
G
G
e
J
b
c
c
0
CHAPTER
Protective Devices
Introduction
There are many devices and systems on the locomotive designed to protect the
locomotives mechanical and electrical systems. In this section wewill focus on the
main protective devices that protect the engine against;
Low water,
Crankcase Pressure
HotOil
LowOi1,and
Engine Overspeed
EPD - ENGINE PROTECTION DEVICE
- I x
Low Water & Crankcase Pressure Protection
A low water detecting portion of the EPD, (Figure 9. l), balances water pressure
against airbox pressure. When water pressure falls, the device dumps oil from the
governor supply line, causing an engine shutdown.
ITS Locomotive Training Series - Student Text
9-1 a
3
Figure 9.1 EPD
Testing EPD Operation
While there is no air box pressure when an
engine is shut down, there is spring pressure.
This spring pressure must be acted against by
water pressure in order to keep the device
latched in.
On certain devices the static water pressure
working against spring pressure will not keep the
device latched in when the engine is shut down.
This is not necessarily an indication that
the device is defective. It is merely necessary to
reset the device immediately after engine start.
Operation of the low water shutdown device, Fig.9.2, should be checked at the
To test operation of the low water detecting device, run the engine at idle speed
trapped behind he operating diaphragm escapes through the drain hole provided (in not
4d
d
13)
3
44
d
intervals stated in the Scheduled Maintenance Program or whenever faulty operation
is suspected.
and turn the test cock mounted on the water pump discharge elbow to the horizontal
position. The low water button should pop out smoothly without hesitation after water
mom than a fa0 seconds oftime). Return the test cock to the vertical position.
3
Figure 9.2 Test Cock Operation
iJ
L)
9-2
Eiectro-Motive Model 567.645 & 71 0 Series Diesel Engines
c
c:
c/
c(
c
c
c
c
c
c
L
c
c
c
c
c
c
c
c
c
G
G
(5,
c
c
c,
c/
G
G
cj
c
5,
G
G
c
c/
c
. . - -
Observe the low oil plunger on the governor as it moves out. The plunger should
extend fully and the engine begin to shut down in about 5 5 seconds. As the engine be-
gins to shut down reset the low water button and the low oil plunger. Operate the rack
positioning lever to bring the engine back up to idle speed before complete shutdown.
Verify that the low water button stays set.
If the low water shutdown reset pushbutton does not pop out freely without
assistance when the test cock is opened and the engine is at idle. the device should be
removed and replaced with an operative device. Refer to the Service Data page for a
listing of instructions covering maintenance and qualification of the low water protector.
Special apparatus is required for proper testing.
The crankcase pressure detector may be tested in a similar manner by applying a
rubber tube over the test opening on top of the detector and applying suction to trip the
upper button.
The combination low water and crankcase pressure detector is a mechanically
operated, pressure-sensitive device designed to determine abnormal conditions of engine
coolant and crankcase pressures.
The low water safety device is a spring loaded, normally open, two-way valve piloted
by a latching mechanism on a diaphragm stack. There are two diaphragms in the stack;
one sensing water pressure into the engine, and the other sensing engine air
box pressure.
- NOTE:
The air box-to water diaphragm area ratio for TURBOCHARGED IS 1 :l.
The air box-to water diaphragm area ratio for BLOWER (ROOTS) IS 3:l.
Under normal operating conditions water pressure exceeds air box pressure.
The low water reset button WILL TRIP when water pressure IS within 1 /2 psi of air
box pressure. The following conditions will cause the detecor to trip:
Loss of water level.
Pump cavitation due to air entrainment (during sxrting).
Pump cavitation due to water temperature apprcaching boiling
point. Applicable to non-pressurized systems.
Excessive air box pressure due to turbine surging at low throttle
speeds. (Turbocharged engines only.)
OVERFILLING the water tank can cause low waTer shutdown.
ITS Locomotive Training Series -Student Text
3. Air Box Pressure
4. Oil In From Governor
5. Trip Position
6. Latch Position
7. Oil Return To Crankcase
8. Vent Fitting
9. Crankcase Pressure
Negative
Figure 9.3 Low Wat er Pressure Condition
In some installations, the test cock is locateu at the bottom of the device while, in
others, it is in the water pump outlet elbow. By rotating the test cock handle as
illustrated in Figure 9.2, to the horizontal position, the discharge of water from the small
orifice hole in the cock should be a steady flow. Because of contaminants in the cooling
water, the small orifice in the cock may become plugged, reducing or restricting the
bleed off of water pressure on the water diaphragm. In most cases, rapidly opening and
closing the test cock a few times will dislodge the obstruction and allow the low water
detector to trip. Plugging of the test cock in no way affects the operation of the low
water device.
With the engine running at idle speed, placing the test cock in the horizontal
position, and obtaining a free flow of water from the orifice, should trip the device on
the first or second try. If the device does not trip, the device should be taken off and
checked on a test panel to determine the cause of malfunction. It is recommended that
.* ..I
ector be checked monthly.
the operation of the lo
*CI 4.X rb(
19s
ElectroMotive Model 567.645 & 71 0 Series Diesel Engines
G
c
G
c
c
c
G
G
(d.
c
c
c
c
c
c
c
c
c
c
c,
di
c
c
CI
c
G
c:
G
c
c
40
G
1. Water Pump Discharge Pressure
2. Water Pump Inlet Pressure
~~~~ ' 3. Alr Box Pressure
U
4. Oil In From Governor
! 5. Latch Position
, 6. Trip Position
4 7. Oil Return To Crankcase
8. Vent Fitting
9. Crankcase Pressure
Positive
Figure 9.4 Positive Crankcase Pressure Condition
Crankcase Pressure Detector (EMDEC)
The crankcase pressure detector used on EMDEC equipped engines senses any
malfunction which causes a positive, rather than the normally negative engine
crankcase pressure. When the device senses a positive crankcase pressure, it trips a
switch to signal the EMDEC master Electronic Control Module (ECM) which shuts
the engine down.
The EMDEC switch type crankcase pressure detector has a long stem held in a
latched position until a positive pressure builds up in the crankcase. This pressure
pushes on the large diaphragm which, in moving, releases the long stem.
Outward movement of the stem operates a lever to close contacts in a switch
mechanism attached to the bottom of the detector. This switch provides the shutdown
signal to the ECM.
Negative pressure is normally maintained by the crankcase ventilating
equipment. The following are sonqiitions (upgly to troth EMDEC and mechanical
injector systems) that can cause a crankcase pressure detector to trip:
Blocked oil separator or aspirator tube in the exhaust, excessive oil level in
crankcase, resulting in blockage of oil separator.
Cylinder compression leak into the oil pan or top deck from a cracked
cylinder head, cracked piston, loose injector, improperly installed or
broken rings, broken valves or badly worn valve guides.
i
c I
c ITS Locomotive Training Series - Student Text 9-5a
CJ i
Pressurized air from the air box leaking to the crankcase from hardened or
broken liner seals, broken crab bolts, loose crab bolt retainers or extreme
cylinder scoring.
Overheated part in crankcase igniting oil vapours (crankcase explosion).
Incorrectly installed lube oil pressure relief valve, allowing oil splash to
reach the diaphragm of the detector.
- WARNING:
Following an engine shutdown caused by the tripping of a conventional or
EMDEC crankcase pressure detector, DO NOT open any handhole or top deck
covers to make an inspection until the engine has been stopped and allowed to
cool for at least 2 hours. DO NOT attempt to restart the engine until the cause of
trip has been determined. The action of the pressure detector indicates the
possibility of a condition within the engine, such as an overheated bearing,
that may ignite the oil vapours with an explosive force, if air is allowed to enter the
engine. If the crankcase pressure detector cannot be reset, DO NOT operate the
engine until the pressure detector has been replaced, since the diaphragm backup
plates may be damaged.
Figure 9.5 Crankcase Pressure Detector
1%
Electro-Motive Model 567,645 & 71 0 Series Diesel Engines
c
c
c
c
c 4
c
c
c
c
G
c
c
c
c
c
c
c
c
c
c
c
c
G
c
c
c
c
G
G
c
LJ
c
9
c
c
c
c
Hot Oil Detector
A thermostatic valve located on the outlet elbow from the main lube oil pump is
calibrated to open when lube oil temperature reaches nominally 260F (126OC). At this
temperature the probability exists that either the lube oil cooler is plugged on the water
side, or steam pressure in the cooling system is preventing engine shutdown by the low
water detector.
When oil temperature causes the valve to open, pressure in the line to the oil
pressure sensing device in the engine governor is dumped. The device sees low oil
pressure and reacts to shut the engine down.
I 252-257 275 I
Fig. 9.6 Hot Oil Detector Thermostatic Valve and Location (Right)
The thermostatic valve is non latching, and it will reset automatically when oil
temperature falls. The engine may then be restarted when the governor low oil plunger
is reset.
-WARNING:
After it has been determined that hot oil is the cause for engine shutdown, make
no further engineroom inspections until the engine has cooled sufficiently to
preclude the possibility that hot oil vapor may ignite. When a low Oil shutdown
occurs, always inspect for an adequate supply of water and oil before attempting
to restart the engine. Also check engine water temperature. Do not add cold
water to an overheated engine.
9-7 a ITS Locomotive Training Series -Student Text
The hot oil detector should be removed from the engine and tested at intervals
suggested in the applicable Scheduled Maintenance Program. Test the hot oil detector
as follows:
Connect a 50 psi (345 kPa) air line to the hot oil detector inlet port
(port with arrow)
Attach a return line to the outlet port to prevent creating oil spray when
detector opens.
Place detector in a 235" F ( 112.6'C) oil bath with a thermometer.
Check for leaks between the body and cap.
Increase the temperature of the oil bath to 258" F (12SoC), the valve
should open. If not the detector should be replaced with a qualified unit,
On locomotives equipped with EMDEC fuel injection, the Hot Oil Detector has
been replaced with a Lube Oil Temperature sensor which reports the oil temperature to
the computer.
Low Lube Oil Shut Down
The low lube shutdown system protects the engine in case of a failure of the
mechanical support systems.
The shutdown system can be activated by:
1. "True" low lubricating oil pressure;
2. "False" low lube pressure caused by a failure of the cooling system and
detected by either of the low cooling water portion of the E.P.D. or hot
oil detector;
3. "False'' low lube pressure caused by the E.P.D. sensing a positive crankcase
pressure (crankcase is normally under a slight vacuum);
4. "False" low lube pressure caused by manual engagement of the system
connected to a lube oil line from the engine on one side and speed setting
oil pressure on the other side.
Should oil pressure in the line drop below the speed setting oil pressure, the
systemwill take action to shut down the engine.
When the engine is at idle, there is a mechanism that builds in a delay of 50 to 60
seconds. This delay is to allow oil pressure to build up when starting the engine.
The delay is reduced in steps to the third throttle position. In the fourth position and
higher there is no time delay in the shut down system.
I 9 4
Electro-Motive Model 567.645 & 710 Series Diesel Engines
L)
L)
3
3
1k19
3
3
3
3
3
3
3
3
3
3
r9
3
3
61b
3
3
3
3
3
3
(9
cs
3
3
3
,Q
Ls
L)
. A
C
c
C
c
c
c
c
c
c
c
L
c
e
c
c
c
c
c
c
c
G
c
G
G
G
c
c
G
G
G
G
c
G
G
c
c
c
LOW Oil Pressure
Shutdown Plunger
To shut the engine down, the system bleeds
the speed setting oil from the top of the speed
setting piston.
The governor reacts by moving the layshaft
and racks to the no fuel position, shutting down
the engine.
A switch is tripped setting off an alarm in the
operators cabin, and a plunger protrudes from the
side of the governor exposing a red band.
The engine cannot be restarted until this plunger is
reset.
The hot oil detector and engine protective
device both simulate a loss of oil pressure by
bleeding oil pressure off of the line to the governor.
Figure 9.7 Low Oil Shutdown Button
Engine Overspeed
The engine overspeed trip
is a mechanical safety device to
stop fuel injection if engine
speed exceeds specified limit.
A flyweight mounted on
counterweight at front of right
bank camshaft activates the trip.
ll centrifugal force exceeds
adjustable spring tension,
flyweight moves out.
it contacts the trip pawl.
The Trip pawl uses an actuating
spring to move connecting
links, which rotate a trip shaft on each bank of the engine.
When the flyweight moves out, LATCHED msinoN TRIPPED POSrnON
Figure 9.8 Overspeed Trip
The trip shafts extend along each top deck behind thecylinder heads. Under each
injector rocker arm,-there is a pawl in contact with a small cam on the trip shaft. CT~: pt*)
When the tri cam rotates upward, it raises a pawl under the rocker arm to prevent
further actuation -p-f, o the el injector.
. w ( 1
An external latch lever is located on the overspeed trip housing just above the
Trip speed is usually set at 10% in excess of normal engine full speed; 900 rpm
accessory drive housing.
units trip at 990 rpm.
ITS Locomotive Training Ser i es - Student Text ./ / w a
3i
Figure 9.7 Overspeed Trip
16-71 OG limit has been revised to 1035-1 050 rpm to prevent tripping system
I during locomotive transition.
Adjustment
Determine trip speed using a hand tach applied to end of camshaft through
access cover on RH front camshaft cover of trip housing.
Run engine up until trip lever moves.
NOTE
If trip does not occur before 990 rpm (or otherwise specified maximum speed),
do not exceed the 10% overspeed. The mechanism needs adjustment.
Shut engine down and remove large cover from right side of housing.
Back-off spring tension by loosening locknut, then adjusting nut.
Note: Loosening spring tension decreases t i p speed.
Secure nuts and restart engine. Again using hand tach, observe trip speed.
Repeat as necessary to fall within specified range.
Note: Always make adjustments in tightening direction.
The minimum clearance between flyweight and pawl is .010".
Is10
Electro-Motive Model 567,645 & 71 0 Series Diesel Engines
G
c;
c
- 1. . , ~ ..... . _ _ ..
G
E
G
G
G
G
G
G
0
G
c
G
G
G
6
G
c
G
G
c
G
G
c
G
G
G
c
G
e
e
d
I
c
c
c
c
G
e
c
i
c
c
c
G
G
c
G
c
c
c
G
G
-1
c
G
G
G
G
G
G
G
c
G
G
c
tss
c
c
6
TRS
. .. . _ _ . . . -~. . .. . . ..~ .
+
FEEDBACKS
INJECTORS
SYSTEM BLOCK DIAGRAM
"EMDEC" 16 Cylinder
ECM
SENDER
I INTERFACE1 I I
0
P f i
0
T f -
C
-.
P f i
C
C f -
3.1.).
I
Figure 4.11 EMDEC System Bloc& Diugrurn
ECM
RECEIVER
t
,l.
SDBOMAC Student Text 4-7 I
24 VDC
c
c
c
C
c
G
c
G
G
c;
G
G
e
G
c
c
c
G
G
G
e
G
e
G
G
G
G
e
c
C
c
c
G
b
8
ua
c
G
c
c
G
G
c
G
C
c
c
G
G
G
c
G
e
G
G
G
ci
c;
G
G
G
G
G
G
c
G
G
ci
G
G
G
G
c
c
6
.. . . ~. . .
.... ... . - -
F
4
w
Sensor Output (Volts)
0 4 h) 0 P c11 m
- . . . . . . - . - . .
Das könnte Ihnen auch gefallen
- EMD 710ECO Repower SolutionsDokument2 SeitenEMD 710ECO Repower Solutionsriza_azhariNoch keine Bewertungen
- Emd-Mi928 Sistema de LubricacionDokument6 SeitenEmd-Mi928 Sistema de LubricacionVictor Raul Tobosque Muñoz100% (1)
- EMD Engine Testing ShopDokument6 SeitenEMD Engine Testing ShopArpan Singh50% (2)
- S00017ED 4ed Jun1979Dokument474 SeitenS00017ED 4ed Jun1979dleon789100% (2)
- General Electric y EmdDokument6 SeitenGeneral Electric y EmdJimenez Valencia100% (1)
- EMDEC Troubleshooting ToolDokument376 SeitenEMDEC Troubleshooting Tooldleon78967% (6)
- Ge 7s12 PDFDokument25 SeitenGe 7s12 PDFnangkarak8201100% (2)
- 645e3 Turbocharged Engine Maintenance Manual Emd645-TitleDokument6 Seiten645e3 Turbocharged Engine Maintenance Manual Emd645-TitleJorge Yuro100% (1)
- Catalogo de Partes EMD 645 PDFDokument586 SeitenCatalogo de Partes EMD 645 PDFJamil Moreira Quiroz100% (9)
- EMD, Special ToolsDokument116 SeitenEMD, Special ToolsMaurice Connor81% (16)
- Emd Mi259Dokument20 SeitenEmd Mi259Mike Finazzi100% (3)
- EMD Locomotive Specification Book SD40-SPEC8054-31DEC65Dokument23 SeitenEMD Locomotive Specification Book SD40-SPEC8054-31DEC65rodizianoNoch keine Bewertungen
- US Army - Locomotive, Davenport Besler TM 55-1279Dokument90 SeitenUS Army - Locomotive, Davenport Besler TM 55-1279Dexster Smith100% (1)
- MI 3317-2eDokument52 SeitenMI 3317-2ejalilemadi100% (2)
- Manual EMD 567C PDFDokument197 SeitenManual EMD 567C PDFJesús Manuel Paz González100% (2)
- CAT - 361 Marine & Generation 645Dokument314 SeitenCAT - 361 Marine & Generation 645david14d100% (1)
- 710 Tier 2Dokument172 Seiten710 Tier 2Armando Rodriguez100% (1)
- Sistema de Lubricacion Emd 645Dokument21 SeitenSistema de Lubricacion Emd 645Adriana Rojas VerasteguiNoch keine Bewertungen
- Emd 567d 645 Parts Book AbbyDokument388 SeitenEmd 567d 645 Parts Book AbbyJose100% (1)
- 645 EmmDokument278 Seiten645 Emm8748212750% (2)
- Service Manual EMDDokument887 SeitenService Manual EMDAlok Garg92% (37)
- SD70ACe IGBT Safety ManualDokument18 SeitenSD70ACe IGBT Safety ManualAlberto Alejandro Sanchez100% (1)
- LocoElectrical PDFDokument26 SeitenLocoElectrical PDFDEEPAK MAHTONoch keine Bewertungen
- Emdec SystemDokument7 SeitenEmdec SystemShivamECE30% (1)
- Common Rail Fuel Injection Technology in Diesel EnginesVon EverandCommon Rail Fuel Injection Technology in Diesel EnginesNoch keine Bewertungen
- 1P1. Manual de Servicio y Operacion Maquina Ppal (AMD)Dokument542 Seiten1P1. Manual de Servicio y Operacion Maquina Ppal (AMD)Miguel CNNoch keine Bewertungen
- EMD Valve BridgeDokument1 SeiteEMD Valve Bridgezapata_93600Noch keine Bewertungen
- EMD M.I. 100 Bore Alignment QualificationDokument24 SeitenEMD M.I. 100 Bore Alignment QualificationMayor Paz GonzálezNoch keine Bewertungen
- Southern Marine Engineering Desk Reference: Second Edition Volume IiVon EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiNoch keine Bewertungen
- EMD 645 Parts Catalog 302 Part 1Dokument164 SeitenEMD 645 Parts Catalog 302 Part 1KarlaFernanda Roque Rodriguez0% (1)
- EMD645FINALDokument8 SeitenEMD645FINALzona amrullohNoch keine Bewertungen
- Technical Specification For APU - EMD LocomotivesDokument16 SeitenTechnical Specification For APU - EMD LocomotivesBoora Rajashekher0% (1)
- Mi 1722Dokument16 SeitenMi 1722amir barekati100% (1)
- Manual de Servico EMD 645 E7C F7B PDFDokument381 SeitenManual de Servico EMD 645 E7C F7B PDFMichael Cordero100% (6)
- Training ManualDokument258 SeitenTraining ManualMike Finazzi83% (6)
- 710 Parts - 303Dokument157 Seiten710 Parts - 303Armando Rodriguez100% (1)
- Emd-Mi1144 Compresor WBO WBGDokument27 SeitenEmd-Mi1144 Compresor WBO WBGVictor Raul Tobosque Muñoz100% (3)
- MI - 5386 - Relays PDFDokument4 SeitenMI - 5386 - Relays PDFSudarshan DhumalNoch keine Bewertungen
- Ge 7s04Dokument24 SeitenGe 7s04nangkarak8201Noch keine Bewertungen
- MR 14002-Extended Light Load Specific TurbochargerDokument16 SeitenMR 14002-Extended Light Load Specific TurbochargerVictor NoschangNoch keine Bewertungen
- SeaStar Boat Steering CatalogDokument264 SeitenSeaStar Boat Steering CatalogAnonymous M0OEZEKoGiNoch keine Bewertungen
- Maintenance Instruction Manual Type-Wdg3A Fitted With Dual Brake System 2004-05Dokument298 SeitenMaintenance Instruction Manual Type-Wdg3A Fitted With Dual Brake System 2004-05Sudeep Prasad0% (1)
- Informações Gerais Loco SD 40Dokument8 SeitenInformações Gerais Loco SD 40Justin HernandezNoch keine Bewertungen
- MI - 1748 Rev FDokument21 SeitenMI - 1748 Rev FSudarshan Dhumal100% (2)
- Service Tools Catalog: January, 2007Dokument132 SeitenService Tools Catalog: January, 2007Rafael Dutil LucianaNoch keine Bewertungen
- SD70ACeLC Standard Gauge - 20080221031223Dokument2 SeitenSD70ACeLC Standard Gauge - 20080221031223Phil CutajarNoch keine Bewertungen
- Emd Mi259 PDFDokument20 SeitenEmd Mi259 PDFJesse BarnettNoch keine Bewertungen
- Ge 7s11Dokument29 SeitenGe 7s11nangkarak8201Noch keine Bewertungen
- Ge 1955 65T Usatc Operators Manual PDFDokument102 SeitenGe 1955 65T Usatc Operators Manual PDFNancy100% (1)
- VPS / Washington State Ferries Service Parts Catalog: Marine Power Unit Model: ME12G7C-T3Dokument166 SeitenVPS / Washington State Ferries Service Parts Catalog: Marine Power Unit Model: ME12G7C-T3franciscoNoch keine Bewertungen
- Emd645 Mi1740Dokument16 SeitenEmd645 Mi1740Alejandro Rivera Villa100% (2)
- Emd AftercoolerDokument1 SeiteEmd Aftercoolerjaskaran singhNoch keine Bewertungen
- 2017-06-EMD-Valve Lash Setting - Procedure ChecklistDokument2 Seiten2017-06-EMD-Valve Lash Setting - Procedure Checklistprasant sahu100% (1)
- Maintenance Manual For Diesel Locomotives PDFDokument307 SeitenMaintenance Manual For Diesel Locomotives PDFDevidatta Satapathy88% (8)
- EMD Diesel Engines by Caterpillar For Marine ApplicationsDokument3 SeitenEMD Diesel Engines by Caterpillar For Marine ApplicationsmkNoch keine Bewertungen
- Emd-Bearing Inspection and Qualification of Engine Main BearingsDokument30 SeitenEmd-Bearing Inspection and Qualification of Engine Main BearingsIvanNoch keine Bewertungen
- 800KVA ManualDokument46 Seiten800KVA ManualFemi Obiomah100% (1)
- Ade 236 Workshop Manual v2Dokument94 SeitenAde 236 Workshop Manual v2Orlando Mondlane100% (3)
- Bonding & EarthingDokument75 SeitenBonding & EarthingPrachir Shrivastava0% (1)
- Hospital Acquired Infection Prevention PPT - Google SearchDokument29 SeitenHospital Acquired Infection Prevention PPT - Google SearchPrachir ShrivastavaNoch keine Bewertungen
- Psi FinalDokument162 SeitenPsi FinalsselmtpdrNoch keine Bewertungen
- Trans Ia May 2006Dokument9 SeitenTrans Ia May 2006Prachir ShrivastavaNoch keine Bewertungen
- Bank of Baroda Clerical Exam Sample Question Paper 2Dokument11 SeitenBank of Baroda Clerical Exam Sample Question Paper 2Kanjit JawarajiyaNoch keine Bewertungen
- Led TV: ServiceDokument56 SeitenLed TV: ServiceDiego CanedoNoch keine Bewertungen
- Internship ReportDokument22 SeitenInternship ReportDanny JrNoch keine Bewertungen
- Liquid Crystals Seminar SMDokument7 SeitenLiquid Crystals Seminar SMSmriti100% (1)
- Time-Domain Modelling of Turbo-Compressors in Direct Injection Diesel EnginesDokument13 SeitenTime-Domain Modelling of Turbo-Compressors in Direct Injection Diesel Enginesjossy2Noch keine Bewertungen
- Emerson IF80 0471Dokument16 SeitenEmerson IF80 0471Tekos7Noch keine Bewertungen
- AC & DC WindingDokument29 SeitenAC & DC WindingSattar BalochNoch keine Bewertungen
- Short Transmission Line Model: I I V V I ZDokument4 SeitenShort Transmission Line Model: I I V V I ZAlmer Jun GualdrapaNoch keine Bewertungen
- Z97 GD65 E7845v1.1 PDFDokument116 SeitenZ97 GD65 E7845v1.1 PDFfarazNoch keine Bewertungen
- Guia para Alineacion de Enlaces de Microondas - Huawei Optix RTN900Dokument11 SeitenGuia para Alineacion de Enlaces de Microondas - Huawei Optix RTN900chevich10100% (1)
- Operation & Maintenance ManuaDokument50 SeitenOperation & Maintenance ManuaSurendra Kumar Suman100% (1)
- PSoC3 Architecture TRM 001-50235Dokument456 SeitenPSoC3 Architecture TRM 001-50235nickynick2007Noch keine Bewertungen
- Bellofram T2000 IP Transducer ImDokument6 SeitenBellofram T2000 IP Transducer ImelyuyaNoch keine Bewertungen
- T2800 Tacx Spare-Parts NEO-Smart 0217Dokument1 SeiteT2800 Tacx Spare-Parts NEO-Smart 0217Valentin BeatoNoch keine Bewertungen
- Bipro - TD7G78M - 10BB - 580 - 600WDokument2 SeitenBipro - TD7G78M - 10BB - 580 - 600WcarloscostacarreteroNoch keine Bewertungen
- Bom Uss1Dokument15 SeitenBom Uss1superthambiNoch keine Bewertungen
- SL025B User ManualDokument12 SeitenSL025B User ManualAntônio Ferreira RosaNoch keine Bewertungen
- 2 DofDokument3 Seiten2 DofRui GonçalvesNoch keine Bewertungen
- 4.1 Analogue Ip Set PointDokument4 Seiten4.1 Analogue Ip Set PointAbdullah TalibNoch keine Bewertungen
- Nettur Technical Training FoundationDokument37 SeitenNettur Technical Training FoundationSathya Services100% (2)
- Ovp Orava ctv-2181 16.1 SMDokument22 SeitenOvp Orava ctv-2181 16.1 SMdancalin64Noch keine Bewertungen
- UniFi Consumer Service GuideDokument142 SeitenUniFi Consumer Service GuideAnisNoch keine Bewertungen
- EVE ReportDokument8 SeitenEVE ReportMARY SIRACH DELA TORRENoch keine Bewertungen
- Medium Voltage Potential Transformer Ptg5: Features 15Kv ClassDokument2 SeitenMedium Voltage Potential Transformer Ptg5: Features 15Kv ClassalejandrozabalaNoch keine Bewertungen
- Po Ex en 170413 WebDokument1 SeitePo Ex en 170413 Webswordleee swordNoch keine Bewertungen
- Catalogo HDD ToshibaDokument16 SeitenCatalogo HDD ToshibaAngel QuiñoaNoch keine Bewertungen
- Ic-F310 f320 f410 f420Dokument24 SeitenIc-F310 f320 f410 f420zikamaxiNoch keine Bewertungen
- Standards Specifications For Instrument CablesDokument10 SeitenStandards Specifications For Instrument CablesAmmar AltamimyNoch keine Bewertungen
- E LBP Mcoq Mod 13.10 IfeDokument9 SeitenE LBP Mcoq Mod 13.10 IfearunNoch keine Bewertungen
- CountersDokument5 SeitenCountersHemant SaraswatNoch keine Bewertungen
- Emergency Warmer ESH 04: Versatile. For Mobile UseDokument2 SeitenEmergency Warmer ESH 04: Versatile. For Mobile UseAnonymous tbJ24554Noch keine Bewertungen