Das könnte Ihnen auch gefallen
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementVon EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNoch keine Bewertungen
- Lufkin GearDokument207 SeitenLufkin GearStenlyn LayaNoch keine Bewertungen
- How To Inspect A GearboxDokument12 SeitenHow To Inspect A Gearboxivan wijayaNoch keine Bewertungen
- How To Analyzie Gear FailuresDokument6 SeitenHow To Analyzie Gear FailuresMinhQuân100% (1)
- Girth Gear Inspection PDFDokument2 SeitenGirth Gear Inspection PDFMohammed g100% (1)
- 7300en PDFDokument9 Seiten7300en PDFWaris La Joi WakatobiNoch keine Bewertungen
- Overhauling TP800C Gbox ME-810cDokument10 SeitenOverhauling TP800C Gbox ME-810cwasay0% (1)
- Ultrasonic Inspection of Babbitt Bearing LinersDokument4 SeitenUltrasonic Inspection of Babbitt Bearing LinersEmily BrockNoch keine Bewertungen
- Girth Gear Wear PDFDokument6 SeitenGirth Gear Wear PDFRajib DuttaNoch keine Bewertungen
- Fallas en CojinetesDokument2 SeitenFallas en CojinetesAlfredo OrellanaNoch keine Bewertungen
- How Backlash Affects GearsDokument15 SeitenHow Backlash Affects GearsMohammad Ali TaghdiriNoch keine Bewertungen
- Journal Bearing ClearanceDokument2 SeitenJournal Bearing ClearanceLookman FajarNoch keine Bewertungen
- Gear Box InspDokument19 SeitenGear Box InspdombipinNoch keine Bewertungen
- Exam Basic Reciprocating Compressor AnalysisDokument18 SeitenExam Basic Reciprocating Compressor Analysisjuan lesmes100% (1)
- 14 Shaft Alignment 이해와 절차Dokument25 Seiten14 Shaft Alignment 이해와 절차Rini Dwi AstutiNoch keine Bewertungen
- Bearing FailureDokument5 SeitenBearing Failuremechmaster4uNoch keine Bewertungen
- ROTALIGN Ultra Is Shaft Handbook Edition 1 DOC 40 200-06-12 Web enDokument156 SeitenROTALIGN Ultra Is Shaft Handbook Edition 1 DOC 40 200-06-12 Web enCeliocp PinheiroNoch keine Bewertungen
- Falk Gear Couplings, All Types Failure Analysis White PaperDokument7 SeitenFalk Gear Couplings, All Types Failure Analysis White PaperNasir InceNoch keine Bewertungen
- Third Generation Air Winch SeriesDokument6 SeitenThird Generation Air Winch Seriesvkannan07666Noch keine Bewertungen
- Shaft Alignment - Rim and Face MethodDokument6 SeitenShaft Alignment - Rim and Face MethodWajdi MansourNoch keine Bewertungen
- Crankshaft AssemblyDokument51 SeitenCrankshaft AssemblySlobodanNoch keine Bewertungen
- Fleet Angle SignificanceDokument13 SeitenFleet Angle SignificanceAshish Kumar JhaNoch keine Bewertungen
- Gear Backlash: 6.1 Types of BacklashesDokument13 SeitenGear Backlash: 6.1 Types of BacklashesRamazan MERALNoch keine Bewertungen
- UBC Guide To BearingsDokument44 SeitenUBC Guide To BearingsRushikesh DandagwhalNoch keine Bewertungen
- Wire Rope InspectionDokument34 SeitenWire Rope Inspectionalaabaghdad100% (1)
- Tilting Pad TroubleshootingDokument7 SeitenTilting Pad Troubleshootinghamedia83Noch keine Bewertungen
- Gear Ring Radial AlignmentDokument2 SeitenGear Ring Radial AlignmentJavier GutierrezNoch keine Bewertungen
- Hydac HandbookDokument22 SeitenHydac Handbookrajayu20002724Noch keine Bewertungen
- Gear Assembly Maintenance Techniques TurbogearsDokument12 SeitenGear Assembly Maintenance Techniques Turbogearshumayun121Noch keine Bewertungen
- NATCOM Alignment TrainingDokument133 SeitenNATCOM Alignment TrainingMohamed M. AfifiNoch keine Bewertungen
- Shaft Tolerances For BearingsDokument1 SeiteShaft Tolerances For BearingsSahil KumarNoch keine Bewertungen
- Rigging Information: Block and Sheave InspectionDokument1 SeiteRigging Information: Block and Sheave InspectionGokul GNoch keine Bewertungen
- Plain Bearings Failure Mode and RectificationDokument13 SeitenPlain Bearings Failure Mode and RectificationengrsurifNoch keine Bewertungen
- Vibration - Case Study On Resolving Bearing Oil WhirlDokument42 SeitenVibration - Case Study On Resolving Bearing Oil WhirlChristian Santillan100% (1)
- HB Clutches The Only One-Way Clutch For Your Hydro-Dynamic Drilling RigsDokument4 SeitenHB Clutches The Only One-Way Clutch For Your Hydro-Dynamic Drilling RigsRafael Charry AndradeNoch keine Bewertungen
- Plain Bearing FailuresDokument7 SeitenPlain Bearing FailuressourajpatelNoch keine Bewertungen
- Belt Preventive Maintenance ManualDokument67 SeitenBelt Preventive Maintenance ManualAbdulrahman AlkhowaiterNoch keine Bewertungen
- 04-Bearing Retention and Clearances PDFDokument31 Seiten04-Bearing Retention and Clearances PDFchanayireNoch keine Bewertungen
- VACUUM PUMP DIAGNOSIS (Overall V Spectrum) - Case - Study - 10Dokument1 SeiteVACUUM PUMP DIAGNOSIS (Overall V Spectrum) - Case - Study - 10ho-faNoch keine Bewertungen
- BacklashDokument6 SeitenBacklashvishalNoch keine Bewertungen
- Presentation GearDokument18 SeitenPresentation Gearsou.bera100% (1)
- Bearing Maintenance: Management GuideDokument12 SeitenBearing Maintenance: Management GuideDiego Vicente100% (1)
- Vib Screen - Vib Analysis PDFDokument16 SeitenVib Screen - Vib Analysis PDFAngka SubaronNoch keine Bewertungen
- Loctite Industrial Gearbox Service ManualDokument13 SeitenLoctite Industrial Gearbox Service ManualDumitrescuNoch keine Bewertungen
- Owner Michael Calistrat and Associates Missouri City, TexasDokument8 SeitenOwner Michael Calistrat and Associates Missouri City, Texasjhchung111100% (1)
- How To Analyze Gear FailuresDokument9 SeitenHow To Analyze Gear Failuresrobertoalfaro49100% (1)
- Bearing Installation ProcedureDokument6 SeitenBearing Installation ProcedureHamad KhaledNoch keine Bewertungen
- How To Analyze Gear FailuresDokument9 SeitenHow To Analyze Gear FailuresHudson Saldanha SpiffNoch keine Bewertungen
- Reverse Dial Indicator MethodDokument14 SeitenReverse Dial Indicator MethodvinothenergyNoch keine Bewertungen
- 2 - Rolling Bearing FundamentalsDokument35 Seiten2 - Rolling Bearing FundamentalsZiggy Gregory100% (1)
- Sehs 7654 CM20160713 53120 62927 PDFDokument28 SeitenSehs 7654 CM20160713 53120 62927 PDFnasiramzanNoch keine Bewertungen
- Lafarge Pakistan Cement WPU 200 C380 JCP 09 2011 Assembled ReportDokument25 SeitenLafarge Pakistan Cement WPU 200 C380 JCP 09 2011 Assembled ReportAamirKhanNoch keine Bewertungen
- As 3791-1991 Hydraulic HoseDokument7 SeitenAs 3791-1991 Hydraulic HoseSAI Global - APAC0% (1)
- Bridon Service Procedure 1Dokument5 SeitenBridon Service Procedure 1Ahmed ButtNoch keine Bewertungen
- Propeller Fitting InstructionsDokument7 SeitenPropeller Fitting Instructionsrubens0001Noch keine Bewertungen
- Module4gears 190328033613Dokument39 SeitenModule4gears 190328033613Obaid KhanNoch keine Bewertungen
- UntitledDokument34 SeitenUntitledRA H U LNoch keine Bewertungen
- Drive Axle PDFDokument12 SeitenDrive Axle PDFnamduong368Noch keine Bewertungen
- GearsDokument58 SeitenGearsapi-238832008100% (3)
- Gajra GearsDokument17 SeitenGajra GearsJuhi Yadav100% (2)
- Technology Developed by CoirBoard - 0Dokument16 SeitenTechnology Developed by CoirBoard - 0Anand KesarkarNoch keine Bewertungen
- Dynamic Print Solution: D P E PDokument8 SeitenDynamic Print Solution: D P E PAnand KesarkarNoch keine Bewertungen
- Corona Kavach Policy-Oriental Insurance - Rate ChartDokument3 SeitenCorona Kavach Policy-Oriental Insurance - Rate ChartAnand KesarkarNoch keine Bewertungen
- Breakout Trading Strategies Quick GuideDokument10 SeitenBreakout Trading Strategies Quick GuideAnand Kesarkar100% (1)
- Manufacturing Processes UNIT Test-I - Series A With SolutionsDokument1 SeiteManufacturing Processes UNIT Test-I - Series A With SolutionsAnand KesarkarNoch keine Bewertungen
- The Truth About Fibonacci TradingDokument34 SeitenThe Truth About Fibonacci TradingAnand KesarkarNoch keine Bewertungen
- Astm A70Dokument1 SeiteAstm A70Anand KesarkarNoch keine Bewertungen
- Dss 2205 Wps PQR WPQDokument8 SeitenDss 2205 Wps PQR WPQAnand KesarkarNoch keine Bewertungen
- Let's Discuss Your Next Project.: Contact USDokument8 SeitenLet's Discuss Your Next Project.: Contact USAnand KesarkarNoch keine Bewertungen
- Cap 3 Dse CutoffDokument614 SeitenCap 3 Dse CutoffAnand KesarkarNoch keine Bewertungen
- Unit 3 PDDDokument6 SeitenUnit 3 PDDAnand KesarkarNoch keine Bewertungen
- Standard Operation ProcedureDokument3 SeitenStandard Operation ProcedureAnand KesarkarNoch keine Bewertungen
- Change Address Contact Details Email IdDokument1 SeiteChange Address Contact Details Email IdAnand KesarkarNoch keine Bewertungen
- WPQ Is 2062 Haresh Shah W1Dokument1 SeiteWPQ Is 2062 Haresh Shah W1Anand KesarkarNoch keine Bewertungen
- MSRTC - Online Reservation SystemDokument1 SeiteMSRTC - Online Reservation SystemAnand KesarkarNoch keine Bewertungen
- PDD Unit 1Dokument27 SeitenPDD Unit 1Anand KesarkarNoch keine Bewertungen
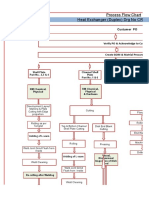
- Process Flow Chart - Heat ExchangerDokument7 SeitenProcess Flow Chart - Heat ExchangerAnand KesarkarNoch keine Bewertungen
- Wps Is 2062 GR B Butt-OkDokument2 SeitenWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- Maths Shortcuts by DayTodayGKDokument20 SeitenMaths Shortcuts by DayTodayGKAnand KesarkarNoch keine Bewertungen
- New PDD 4Dokument27 SeitenNew PDD 4Anand KesarkarNoch keine Bewertungen
- Ch6 RegulatorsDokument62 SeitenCh6 RegulatorssadyehclenNoch keine Bewertungen
- Tutorial UnifiDokument5 SeitenTutorial UnifiDanielTylerNoch keine Bewertungen
- Isuzu Commercial Truck Forward Tiltmaster Service Manual Supplement 2003 PDFDokument215 SeitenIsuzu Commercial Truck Forward Tiltmaster Service Manual Supplement 2003 PDFArnel AlmenarioNoch keine Bewertungen
- Suzuki XF650 Freewind Model HistoryDokument5 SeitenSuzuki XF650 Freewind Model HistoryGeorge BaculimaNoch keine Bewertungen
- Fabrication Work ShopDokument2 SeitenFabrication Work ShopcilacapNoch keine Bewertungen
- Reciprocating Pump - Components, Working and Uses - The ConstructorDokument1 SeiteReciprocating Pump - Components, Working and Uses - The ConstructorIrshad AfridiNoch keine Bewertungen
- Cat G3516A: Natural Gas Generator SetsDokument5 SeitenCat G3516A: Natural Gas Generator SetsRecovery MailNoch keine Bewertungen
- Deutsche BankDokument10 SeitenDeutsche BankSurabhi MattaNoch keine Bewertungen
- Manual de Armado de CarpaDokument5 SeitenManual de Armado de Carpafrancisco velascoNoch keine Bewertungen
- Cambridge Igcse Ict Coursebook With Cd-Rom Revised EditionDokument10 SeitenCambridge Igcse Ict Coursebook With Cd-Rom Revised EditionRini SandeepNoch keine Bewertungen
- Speed Control of DC Motor Using PWMDokument8 SeitenSpeed Control of DC Motor Using PWMsunny kumarNoch keine Bewertungen
- Lab#11Dokument4 SeitenLab#11Electro OpNoch keine Bewertungen
- Hydraulic Power Units P 635: Instruction Manual For Rescue EquipmentDokument68 SeitenHydraulic Power Units P 635: Instruction Manual For Rescue EquipmentForum PompieriiNoch keine Bewertungen
- Ambulance ChecklistsDokument1 SeiteAmbulance Checklistsgede aris prayoga mahardikaNoch keine Bewertungen
- E-Governor IntroductionDokument13 SeitenE-Governor Introductionbalu9999Noch keine Bewertungen
- USG 2 Data Sheet Issue 1.00Dokument2 SeitenUSG 2 Data Sheet Issue 1.00tariktunadNoch keine Bewertungen
- AQ Academy - Wireless Nurse Call - CablingDokument15 SeitenAQ Academy - Wireless Nurse Call - CablinggallNoch keine Bewertungen
- 750to850 Retrofit-A2Dokument38 Seiten750to850 Retrofit-A2이성종Noch keine Bewertungen
- AccessoriesDokument222 SeitenAccessoriesEliecer godoy100% (1)
- AC Compressor - RemovalDokument13 SeitenAC Compressor - RemovalSean HildrethNoch keine Bewertungen
- The Official Book For The Commodore 128Dokument230 SeitenThe Official Book For The Commodore 128DustdragonNoch keine Bewertungen
- New Creta BrochureDokument13 SeitenNew Creta BrochureNitinNoch keine Bewertungen
- STTH3L06: Turbo 2 Ultrafast High Voltage RectifierDokument10 SeitenSTTH3L06: Turbo 2 Ultrafast High Voltage RectifierIwankIppoNoch keine Bewertungen
- Ficha Tecnica FTS20.Dokument14 SeitenFicha Tecnica FTS20.milton cardenasNoch keine Bewertungen
- IP Link Device Interface Communication SheetDokument5 SeitenIP Link Device Interface Communication SheetJuan CoronelNoch keine Bewertungen
- Appendix: - Optional FunctionDokument11 SeitenAppendix: - Optional FunctionArvin ArmojallasNoch keine Bewertungen
- Electrical Distribution Equipment in Data CentersDokument15 SeitenElectrical Distribution Equipment in Data CentersJorge PeraltaNoch keine Bewertungen
- Pin Configuration of 8085Dokument3 SeitenPin Configuration of 8085sarthakNoch keine Bewertungen
- Zfe 2016 en PDFDokument41 SeitenZfe 2016 en PDFProfessor Marcus LopesNoch keine Bewertungen
- Candy Go147-01Dokument51 SeitenCandy Go147-011cvbnm0% (1)