Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Six Considerations For Proper Dust Collection System DesignDokument9 SeitenSix Considerations For Proper Dust Collection System DesignJoão CoelhoNoch keine Bewertungen
- A967A967M-13 Standard Specification For Chemical Passivation Treatments For Stainless Steel PartsDokument7 SeitenA967A967M-13 Standard Specification For Chemical Passivation Treatments For Stainless Steel Partstjt4779100% (1)
- Shipping Pump # 01 (Imo) Pump # 01 (Ir)Dokument2 SeitenShipping Pump # 01 (Imo) Pump # 01 (Ir)ediabcNoch keine Bewertungen
- EagleplainDokument32 SeitenEagleplainediabcNoch keine Bewertungen
- Book 1Dokument10 SeitenBook 1ediabcNoch keine Bewertungen
- Crude Assay TemplateDokument1 SeiteCrude Assay TemplateediabcNoch keine Bewertungen
- Membrane System: Residue GASDokument3 SeitenMembrane System: Residue GASediabcNoch keine Bewertungen
- Hasil 22 Sept 2014Dokument10 SeitenHasil 22 Sept 2014ediabcNoch keine Bewertungen
- Calculation Sheet For Flares: User Supplied Inputs (Grey Cells)Dokument1 SeiteCalculation Sheet For Flares: User Supplied Inputs (Grey Cells)ediabcNoch keine Bewertungen
- 2.4 S-Curve SPBG Paket 2 OS SubangDokument2 Seiten2.4 S-Curve SPBG Paket 2 OS Subangediabc100% (1)
- Flare Modeling ParametersDokument25 SeitenFlare Modeling ParametersediabcNoch keine Bewertungen
- LPG JambiDokument1 SeiteLPG JambiediabcNoch keine Bewertungen
- Sensitivity Analysis: Enter Base, Minimum, and Maximum Values in Input CellsDokument5 SeitenSensitivity Analysis: Enter Base, Minimum, and Maximum Values in Input CellsediabcNoch keine Bewertungen
- @ End of PSC April 2030Dokument18 Seiten@ End of PSC April 2030Edi SaputraNoch keine Bewertungen
- Abandonment/Relinquish Regulations: Ministry of Energy and Mineral Resources Regulation No. 03, 2008Dokument3 SeitenAbandonment/Relinquish Regulations: Ministry of Energy and Mineral Resources Regulation No. 03, 2008ediabcNoch keine Bewertungen
- CALCULATION SHEET FOR FLARES VER. 3.0Dokument1 SeiteCALCULATION SHEET FOR FLARES VER. 3.0ediabcNoch keine Bewertungen
- South Sumatra 02102014Dokument2 SeitenSouth Sumatra 02102014ediabcNoch keine Bewertungen
- NO Field Isi - BSCF Max - BSCF Kum - BSCF Sisa - Awal - BSCFDokument2 SeitenNO Field Isi - BSCF Max - BSCF Kum - BSCF Sisa - Awal - BSCFediabcNoch keine Bewertungen
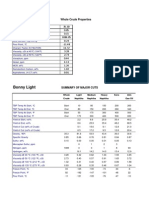
- Bonny LightDokument6 SeitenBonny LightMetchaoaNoch keine Bewertungen
- PETAPAHANDokument41 SeitenPETAPAHANediabcNoch keine Bewertungen
- New Direct Synthesis Technology For DME (Dimethyl Ether) and Its Application TechnologyDokument7 SeitenNew Direct Synthesis Technology For DME (Dimethyl Ether) and Its Application TechnologyYiğit IlgazNoch keine Bewertungen
- Pipe Dimension Weight CalculatorDokument2 SeitenPipe Dimension Weight CalculatorjowarNoch keine Bewertungen
- Main Equipment List: I. Mekanikan & PipelineDokument1 SeiteMain Equipment List: I. Mekanikan & PipelineediabcNoch keine Bewertungen
- S-Curve SPBG Semarang PDFDokument3 SeitenS-Curve SPBG Semarang PDFediabcNoch keine Bewertungen
- Cepci 1950 - 2006Dokument1 SeiteCepci 1950 - 2006ediabcNoch keine Bewertungen
- DME Synthesis Via Catalytic Distillation: Experiments and SimulationDokument6 SeitenDME Synthesis Via Catalytic Distillation: Experiments and SimulationediabcNoch keine Bewertungen
- Each Tube CNG Cap 2,516.0: Nimber of Tubes at GTM 4.0Dokument10 SeitenEach Tube CNG Cap 2,516.0: Nimber of Tubes at GTM 4.0ediabcNoch keine Bewertungen
- Each Tube CNG Cap 2,516.0: Nimber of Tubes at GTM 4.0Dokument10 SeitenEach Tube CNG Cap 2,516.0: Nimber of Tubes at GTM 4.0ediabcNoch keine Bewertungen
- H2S Compression Heavy Hydrocarbon RemovalDokument1 SeiteH2S Compression Heavy Hydrocarbon RemovalediabcNoch keine Bewertungen
- Rumus TabungDokument5 SeitenRumus TabungediabcNoch keine Bewertungen
- Perhitungan KompressorDokument24 SeitenPerhitungan KompressorediabcNoch keine Bewertungen
- Crude API Location Sulphur: Basrah Light 30,4 Iraq 2,79Dokument1 SeiteCrude API Location Sulphur: Basrah Light 30,4 Iraq 2,79ediabcNoch keine Bewertungen
- Chemistry May:June 2015 Paper 43Dokument9 SeitenChemistry May:June 2015 Paper 43Kamini Maria SaldanhaNoch keine Bewertungen
- PhysRevD 99 052002 PDFDokument28 SeitenPhysRevD 99 052002 PDFBibhuprasad MahakudNoch keine Bewertungen
- LED Lighting Systems - LEEDDokument9 SeitenLED Lighting Systems - LEEDErvin LiquidwaxNoch keine Bewertungen
- Gear CalculationDokument58 SeitenGear CalculationSachin KubasadNoch keine Bewertungen
- 50 Years After The Nobel Prize Ziegler Natta Catalysis - Claverie2013Dokument6 Seiten50 Years After The Nobel Prize Ziegler Natta Catalysis - Claverie2013Erika AndradeNoch keine Bewertungen
- An Introduction To Vibration Control in BuildingsDokument45 SeitenAn Introduction To Vibration Control in Buildingsosama alabsiNoch keine Bewertungen
- Gemstone: Gemology and Jewelry PortalDokument8 SeitenGemstone: Gemology and Jewelry PortalNurzamzami IsmailNoch keine Bewertungen
- Thiabendazole RedDokument103 SeitenThiabendazole RedFandhi Adi100% (1)
- St. Anthony's Canossian Secondary School Sec 4E Science (Physics) Chapter 14 Sound NotesDokument6 SeitenSt. Anthony's Canossian Secondary School Sec 4E Science (Physics) Chapter 14 Sound NotesMsLiewNoch keine Bewertungen
- CASSIDA FLUID GL 220 SDSDokument5 SeitenCASSIDA FLUID GL 220 SDSFajar EkoNoch keine Bewertungen
- ApplicationNote PH Measurement JamJellies EN 30538204Dokument4 SeitenApplicationNote PH Measurement JamJellies EN 30538204MarcinNoch keine Bewertungen
- MOF Part 2-1-100Dokument100 SeitenMOF Part 2-1-100Tayyaba BibiNoch keine Bewertungen
- Ramesh Kumar Guduru CV and Research ProfileDokument8 SeitenRamesh Kumar Guduru CV and Research ProfileAnonymous v9cXHdjNoch keine Bewertungen
- The Reactivity Series NotesDokument8 SeitenThe Reactivity Series NotesTHEVINESHNoch keine Bewertungen
- Masterfiber: Monofilament Polypropylene Fibres For Cementitious SystemDokument2 SeitenMasterfiber: Monofilament Polypropylene Fibres For Cementitious SystemHsaam Hsaam100% (1)
- Manufacturing of Light Weight Composite Parts For Automotive ApplicationsDokument84 SeitenManufacturing of Light Weight Composite Parts For Automotive ApplicationsvkrishnarajNoch keine Bewertungen
- Titration Analysis of VinegarDokument2 SeitenTitration Analysis of VinegarSourabh DasNoch keine Bewertungen
- Evidence of Chemical Changes Watch It! Organize It!Dokument13 SeitenEvidence of Chemical Changes Watch It! Organize It!Saniyah BrownNoch keine Bewertungen
- Aapt United States Physics Team AIP 2010: Do Not Distribute This PageDokument15 SeitenAapt United States Physics Team AIP 2010: Do Not Distribute This PagelagostinhaNoch keine Bewertungen
- Ps Pre Final ExamDokument5 SeitenPs Pre Final ExamRemar Jhon PaineNoch keine Bewertungen
- Calculation Cover Sheet: ClientDokument8 SeitenCalculation Cover Sheet: Clientanamaria ursuNoch keine Bewertungen
- HP 5973 Quick ReferenceDokument28 SeitenHP 5973 Quick ReferenceDavid ruizNoch keine Bewertungen
- True Flotation Versus Entrainment in Reverse FlotationDokument12 SeitenTrue Flotation Versus Entrainment in Reverse FlotationAbrahan BVNoch keine Bewertungen
- PDFDokument76 SeitenPDFRavishankarNoch keine Bewertungen
- Design and Simulation of Planar Archimedean Spiral AntennaDokument4 SeitenDesign and Simulation of Planar Archimedean Spiral AntennaHieu NgNoch keine Bewertungen
- Standard Compressor R134a 115-127V 60Hz General Technical DataDokument2 SeitenStandard Compressor R134a 115-127V 60Hz General Technical Datawilmer cantilloNoch keine Bewertungen
- NFL Corporate Presentation FinalDokument27 SeitenNFL Corporate Presentation Finalnirmal singhNoch keine Bewertungen
- Material Science QuestionsDokument40 SeitenMaterial Science QuestionsLucky KapoorNoch keine Bewertungen