Das könnte Ihnen auch gefallen
- Did You Think To Pray: Arranged by Amber L. Tilley and Naloni LovellDokument6 SeitenDid You Think To Pray: Arranged by Amber L. Tilley and Naloni LovellMadirley PimentaNoch keine Bewertungen
- Book Partituras - Richard Clayderman 3 - Piano Solo Best Collection PDFDokument49 SeitenBook Partituras - Richard Clayderman 3 - Piano Solo Best Collection PDFMadirley Pimenta100% (1)
- BOP Catalog vFEB20152 PDFDokument36 SeitenBOP Catalog vFEB20152 PDFMadirley Pimenta100% (1)
- 8 Perguntas Sobre Alienação Parental - A Construção Do Desamor - Geledés PDFDokument3 Seiten8 Perguntas Sobre Alienação Parental - A Construção Do Desamor - Geledés PDFMadirley PimentaNoch keine Bewertungen
- 6252 8377 1 PB PDFDokument5 Seiten6252 8377 1 PB PDFMadirley PimentaNoch keine Bewertungen
- SAE J404 2000 Chemical Compositions of SAE Alloy Steels PDFDokument5 SeitenSAE J404 2000 Chemical Compositions of SAE Alloy Steels PDFMadirley PimentaNoch keine Bewertungen
- Carbodur Komplett Uk 1 PDFDokument13 SeitenCarbodur Komplett Uk 1 PDFMadirley PimentaNoch keine Bewertungen
- 4362 en PDFDokument6 Seiten4362 en PDFMadirley PimentaNoch keine Bewertungen
- Material Data Sheets and Element Data Sheets For PipingDokument133 SeitenMaterial Data Sheets and Element Data Sheets For PipingJorge Durão100% (1)
- Chapter-1: Well ControlDokument25 SeitenChapter-1: Well ControlRama KrishnaNoch keine Bewertungen
- 1 CR Mo-ARCELORMITTAL - PRESSURE - VESSELDokument12 Seiten1 CR Mo-ARCELORMITTAL - PRESSURE - VESSELRocky ThomasNoch keine Bewertungen
- SAE J404 2000 Chemical Compositions of SAE Alloy Steels PDFDokument5 SeitenSAE J404 2000 Chemical Compositions of SAE Alloy Steels PDFMadirley PimentaNoch keine Bewertungen
- M CR 601r1Dokument14 SeitenM CR 601r1nazari123Noch keine Bewertungen
- Catalogo General BOPs (Hydril - GE)Dokument46 SeitenCatalogo General BOPs (Hydril - GE)Ronal Borrero100% (2)
- API CatalogueDokument20 SeitenAPI CatalogueMadirley Pimenta100% (1)
- BopDokument37 SeitenBopBrahim Letaief100% (1)
- RTJDokument5 SeitenRTJkdvc18Noch keine Bewertungen
- Bop HydrilDokument1 SeiteBop HydrilMadirley PimentaNoch keine Bewertungen
- 3Dokument4 Seiten3Madirley PimentaNoch keine Bewertungen
- Austinitic WeldDokument43 SeitenAustinitic WeldJim GrayNoch keine Bewertungen
- BOP Operations MaintenanceDokument54 SeitenBOP Operations MaintenanceSean Murphy100% (2)
- High Tech Tool CatalogDokument40 SeitenHigh Tech Tool CatalogMadirley PimentaNoch keine Bewertungen
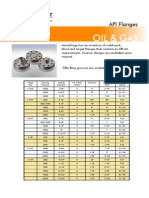
- API FlangesDokument2 SeitenAPI FlangesandresaroNoch keine Bewertungen
- General Welding Fabrication and TestingDokument24 SeitenGeneral Welding Fabrication and TestingAhmed FathyNoch keine Bewertungen
- Cameron LoadKing Drilling Riser 3.5 ManualDokument277 SeitenCameron LoadKing Drilling Riser 3.5 ManualMadirley Pimenta83% (6)
- ECFR - Code of Federal RegulationsDokument8 SeitenECFR - Code of Federal RegulationsMadirley PimentaNoch keine Bewertungen
- Agenda: of The ASME Boiler and Pressure VesselDokument240 SeitenAgenda: of The ASME Boiler and Pressure VesselMadirley PimentaNoch keine Bewertungen
- Flange Api6a Api6b Api6bx BlindDokument4 SeitenFlange Api6a Api6b Api6bx BlindMadirley PimentaNoch keine Bewertungen
- dataStyleBX 0 0Dokument2 SeitendataStyleBX 0 0Madirley PimentaNoch keine Bewertungen
- DOUBLE STUDDED ADAPTER FLANGE SPECSDokument1 SeiteDOUBLE STUDDED ADAPTER FLANGE SPECSMadirley PimentaNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Lifting Points.: Main Catalogue Version 2 - EnglishDokument128 SeitenLifting Points.: Main Catalogue Version 2 - EnglishRichard GrahamNoch keine Bewertungen
- Effectiveness of Ni Based Diffusion Barriers in Preventing Hard Zone Formation in Ferritic Steel JointsDokument9 SeitenEffectiveness of Ni Based Diffusion Barriers in Preventing Hard Zone Formation in Ferritic Steel JointsMahsaNoch keine Bewertungen
- Asme Section Ii A Sa-20 Sa-20mDokument42 SeitenAsme Section Ii A Sa-20 Sa-20mksd2Noch keine Bewertungen
- Fusion Welding Techniques GuideDokument16 SeitenFusion Welding Techniques Guidevijju ajjuNoch keine Bewertungen
- Corner JointDokument2 SeitenCorner JointTayyab HussainNoch keine Bewertungen
- TN009 - Documentation of Structural SteelDokument8 SeitenTN009 - Documentation of Structural SteelAndy AcousticNoch keine Bewertungen
- What Is WeldingDokument4 SeitenWhat Is WeldingAnonymous hBBam1nNoch keine Bewertungen
- AFV Modeller - Issue 08 - 5 - Naked Desperation Part 2Dokument17 SeitenAFV Modeller - Issue 08 - 5 - Naked Desperation Part 2András Huszti100% (2)
- Process - 14 Arc Welding - MODULE 14Dokument52 SeitenProcess - 14 Arc Welding - MODULE 14sskiitbNoch keine Bewertungen
- E 142Dokument3 SeitenE 142Durgarao Vasa100% (1)
- Orbitalum Orbital Tube Cutting & Welding Systems CatalogDokument56 SeitenOrbitalum Orbital Tube Cutting & Welding Systems CatalogMagaly SaavedraNoch keine Bewertungen
- 钢材中英文对照Dokument48 Seiten钢材中英文对照He Yun QingNoch keine Bewertungen
- Mechanical Engineer With 4.6 Years QA/QC Experience Seeks New OpportunityDokument5 SeitenMechanical Engineer With 4.6 Years QA/QC Experience Seeks New Opportunityvishal bailur100% (1)
- EX1900-6 Workshop ManualDokument552 SeitenEX1900-6 Workshop ManualShaun GibsonNoch keine Bewertungen
- Tuffstudds BrochureDokument8 SeitenTuffstudds BrochureEhab Attia SelimNoch keine Bewertungen
- Liburdi J Weld Head ManualDokument74 SeitenLiburdi J Weld Head ManualfelipouseNoch keine Bewertungen
- SPB Safety Policy Manual 05 02 2008-2 PDFDokument48 SeitenSPB Safety Policy Manual 05 02 2008-2 PDFtrino82100% (1)
- StainTrode DDokument2 SeitenStainTrode DGyanaranjan2011Noch keine Bewertungen
- E1010 16 PDFDokument4 SeitenE1010 16 PDFFrancisco PizarroNoch keine Bewertungen
- Piping Inspection Questions and Answers for ASME B31.3 Code ComplianceDokument13 SeitenPiping Inspection Questions and Answers for ASME B31.3 Code CompliancePPatelNoch keine Bewertungen
- Practical Exam Instructions: Canadian Welding BureauDokument4 SeitenPractical Exam Instructions: Canadian Welding BureauRajesh KunaNoch keine Bewertungen
- IronMan 230 and H200L4-15 Gun Owner's ManualDokument56 SeitenIronMan 230 and H200L4-15 Gun Owner's ManualHobart Welding ProductsNoch keine Bewertungen
- IACS Requirement For MooringDokument21 SeitenIACS Requirement For Mooringantonalmeida100% (2)
- Rusted Nut Remover Tool DesignDokument4 SeitenRusted Nut Remover Tool DesignCarol SoiNoch keine Bewertungen
- Afrox Megapac: Welding Consumables Carbon SteelsDokument3 SeitenAfrox Megapac: Welding Consumables Carbon SteelsBranko FerenčakNoch keine Bewertungen
- Consider Penetration When Determining Fillet Weld SizeDokument3 SeitenConsider Penetration When Determining Fillet Weld SizecanakyuzNoch keine Bewertungen
- BRAINWARE UNIVERSITY REPORT ON SHIELDED METAL ARC WELDINGDokument7 SeitenBRAINWARE UNIVERSITY REPORT ON SHIELDED METAL ARC WELDINGsrijaNoch keine Bewertungen
- Weld RadiographsDokument18 SeitenWeld RadiographsSaleh Ettehadi100% (9)
- ASCO Engineering Guide 061108Dokument34 SeitenASCO Engineering Guide 061108Karuna gantiNoch keine Bewertungen