Das könnte Ihnen auch gefallen
- BDokument1 SeiteBsampritcNoch keine Bewertungen
- Executive SummaryDokument16 SeitenExecutive SummarysampritcNoch keine Bewertungen
- Scaling TechniqueDokument22 SeitenScaling TechniquesampritcNoch keine Bewertungen
- AnovaDokument46 SeitenAnovasampritcNoch keine Bewertungen
- Agricultural Production - FoodgrainsDokument4 SeitenAgricultural Production - FoodgrainssampritcNoch keine Bewertungen
- Demand and SupplyDokument43 SeitenDemand and SupplysampritcNoch keine Bewertungen
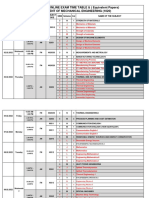
- One Day FDP On - : Technical Session I (10 AM To 1 PM)Dokument2 SeitenOne Day FDP On - : Technical Session I (10 AM To 1 PM)sampritcNoch keine Bewertungen
- Usha Multipurpose Society FinalDokument25 SeitenUsha Multipurpose Society FinalsampritcNoch keine Bewertungen
- EBE Ch14Dokument5 SeitenEBE Ch14Majid AliNoch keine Bewertungen
- Alp 2Dokument1 SeiteAlp 2sampritcNoch keine Bewertungen
- Impact of Women Empowerment Through Self-Help Groups: A Micro Level Study in Rural KarnatakaDokument5 SeitenImpact of Women Empowerment Through Self-Help Groups: A Micro Level Study in Rural KarnatakasampritcNoch keine Bewertungen
- Alp 1Dokument1 SeiteAlp 1sampritcNoch keine Bewertungen
- Inflation and MPDokument38 SeitenInflation and MPsampritcNoch keine Bewertungen
- Graphical SolutionDokument8 SeitenGraphical SolutionsampritcNoch keine Bewertungen
- Set 1Dokument1 SeiteSet 1sampritcNoch keine Bewertungen
- CG Class-1-17.07.2014Dokument60 SeitenCG Class-1-17.07.2014sampritcNoch keine Bewertungen
- Data Analysis: SampritDokument33 SeitenData Analysis: SampritsampritcNoch keine Bewertungen
- Regression Diagnostic Ii: Heteroscedasticity: Damodar GujaratiDokument7 SeitenRegression Diagnostic Ii: Heteroscedasticity: Damodar GujaratisampritcNoch keine Bewertungen
- Facility LocationDokument29 SeitenFacility LocationsampritcNoch keine Bewertungen
- The Linear Regression Model: An Overview: Damodar GujaratiDokument17 SeitenThe Linear Regression Model: An Overview: Damodar GujaratisampritcNoch keine Bewertungen
- Regression Diagnostic I: Multicollinearity: Damodar GujaratiDokument7 SeitenRegression Diagnostic I: Multicollinearity: Damodar GujaratisampritcNoch keine Bewertungen
- DRM QM Assessment 2Dokument1 SeiteDRM QM Assessment 2sampritcNoch keine Bewertungen
- Functional Forms of Regression Models: Damodar GujaratiDokument11 SeitenFunctional Forms of Regression Models: Damodar GujaratisampritcNoch keine Bewertungen
- Limits and Continuity: Thu Mai, Michelle Wong, Tam VuDokument17 SeitenLimits and Continuity: Thu Mai, Michelle Wong, Tam VusampritcNoch keine Bewertungen
- Graphical SolutionDokument8 SeitenGraphical SolutionsampritcNoch keine Bewertungen
- Goalprogramming 161104024800 PDFDokument24 SeitenGoalprogramming 161104024800 PDFANBUKUMAR TNoch keine Bewertungen
- Chapter 12Dokument27 SeitenChapter 12Anonymous iEtUTYPOh3Noch keine Bewertungen
- Dynamic ProgrammingDokument22 SeitenDynamic ProgrammingsampritcNoch keine Bewertungen
- Differential Calculus: By-Shubham Bca 2C A1004816146 To:-Mr. Pream KumarDokument10 SeitenDifferential Calculus: By-Shubham Bca 2C A1004816146 To:-Mr. Pream KumarsampritcNoch keine Bewertungen
- Centre of GravityDokument12 SeitenCentre of GravitysampritcNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Introduction To Business: Managing ProcessesDokument68 SeitenIntroduction To Business: Managing ProcessesTiara RossaNoch keine Bewertungen
- Mohammed Waseem Akram CVDokument5 SeitenMohammed Waseem Akram CVKiran ShivakumarNoch keine Bewertungen
- PG - Design - Enginering Syllabus Year Modified in 2019Dokument38 SeitenPG - Design - Enginering Syllabus Year Modified in 2019vishwajeet patilNoch keine Bewertungen
- SEN 2019 Winter Model Answer PaperDokument22 SeitenSEN 2019 Winter Model Answer Papermansilokhande3012Noch keine Bewertungen
- CAE LAB MANUAL - JNTUA III B TechII SEM / SVTM /M RAMA NARASIMHA REDDYDokument96 SeitenCAE LAB MANUAL - JNTUA III B TechII SEM / SVTM /M RAMA NARASIMHA REDDYreddyNoch keine Bewertungen
- Sheet Metal Nesting Report For Plasma and Laser CuttingDokument1 SeiteSheet Metal Nesting Report For Plasma and Laser CuttingcititorulturmentatNoch keine Bewertungen
- 10 Post Engineer DetachmentDokument2 Seiten10 Post Engineer DetachmentDanilo C Denna Jr.Noch keine Bewertungen
- Mee3502 - Design-Process-Planning-And-Management - Eth - 1.0 - 62 - Mee3502 - 58 AcpDokument3 SeitenMee3502 - Design-Process-Planning-And-Management - Eth - 1.0 - 62 - Mee3502 - 58 AcpwewewewNoch keine Bewertungen
- BladeModeler 12.0 Lecture 1 IntroductionDokument19 SeitenBladeModeler 12.0 Lecture 1 Introductionedwin732367% (3)
- Bs100 Drasec ENGDokument35 SeitenBs100 Drasec ENGallexr092Noch keine Bewertungen
- Module 5Dokument16 SeitenModule 5santosh gillNoch keine Bewertungen
- The Impact of Information Technologies On Organizations and Their Employees R. BakerDokument12 SeitenThe Impact of Information Technologies On Organizations and Their Employees R. BakerOmar HussainNoch keine Bewertungen
- Engineering - GR 2008 CAD StandardsDokument63 SeitenEngineering - GR 2008 CAD Standardscadcamcae01Noch keine Bewertungen
- Advanced TopicsDokument115 SeitenAdvanced TopicspriksemasNoch keine Bewertungen
- Mechanical Design EngineerDokument3 SeitenMechanical Design Engineerhemantsinh22Noch keine Bewertungen
- Computer Aided Design Course Code: 3341904Dokument7 SeitenComputer Aided Design Course Code: 3341904Dhaval UpadhyayNoch keine Bewertungen
- The Federal University of Technology Akure, Nigeria: 2016/2017-2020/2021 SESSIONSDokument68 SeitenThe Federal University of Technology Akure, Nigeria: 2016/2017-2020/2021 SESSIONSOlukolajo JoshuaNoch keine Bewertungen
- Definition of Architecture From Famous Architects:: Caroline BosDokument15 SeitenDefinition of Architecture From Famous Architects:: Caroline BosSaba HajizadehNoch keine Bewertungen
- Licom AlphaCamDokument27 SeitenLicom AlphaCamMario SabatinoNoch keine Bewertungen
- Introduction To Computer Aided Drafting Course Outline Learning OutcomesDokument2 SeitenIntroduction To Computer Aided Drafting Course Outline Learning OutcomesJiremy NoriegaNoch keine Bewertungen
- Integrated Urban Microclimate Assessment Method As A Sustainable Urban Development and Urban Design ToolDokument4 SeitenIntegrated Urban Microclimate Assessment Method As A Sustainable Urban Development and Urban Design ToolstevekardinaljusufNoch keine Bewertungen
- Allplan 2019 EngineeringtutlDokument350 SeitenAllplan 2019 EngineeringtutlFlávio SousaNoch keine Bewertungen
- Mech - Equivalent-Feb 2022Dokument4 SeitenMech - Equivalent-Feb 2022KanagarajanNoch keine Bewertungen
- SolidCAM 2014 EngDokument39 SeitenSolidCAM 2014 EngĆosić AsimNoch keine Bewertungen
- VPM Basic Training Module01 Version07Dokument67 SeitenVPM Basic Training Module01 Version07nishant_satyamite100% (1)
- Rapid Manufacture of Metal Tooling by Rapid Prototyping: Z. Shan, Y. Yan, R. Zhang, Q. Lu and L. GuanDokument7 SeitenRapid Manufacture of Metal Tooling by Rapid Prototyping: Z. Shan, Y. Yan, R. Zhang, Q. Lu and L. GuanjoaquinteromoNoch keine Bewertungen
- Revit 2023 Architecture FudamentalDokument52 SeitenRevit 2023 Architecture FudamentalTrung Kiên TrầnNoch keine Bewertungen
- HyperCAD S enDokument16 SeitenHyperCAD S enPaul VeramendiNoch keine Bewertungen
- ELAC General Catalog 2011 2013Dokument272 SeitenELAC General Catalog 2011 2013xto07Noch keine Bewertungen
- CITD Ug MaterialNX9.0Dokument971 SeitenCITD Ug MaterialNX9.0akshat naiduNoch keine Bewertungen