Das könnte Ihnen auch gefallen
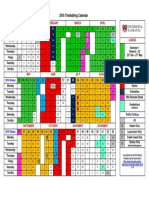
- 2016 Timetabling CalendarDokument1 Seite2016 Timetabling Calendaribnu.asad984Noch keine Bewertungen
- 2016 Liturgical Calendar: Liturgy OfficeDokument8 Seiten2016 Liturgical Calendar: Liturgy Officeibnu.asad984Noch keine Bewertungen
- 2016 Monthly CalendarDokument12 Seiten2016 Monthly Calendaribnu.asad984Noch keine Bewertungen
- Recomm2015 2016Dokument2 SeitenRecomm2015 2016ibnu.asad984Noch keine Bewertungen
- School Calendar: Queensland State SchoolsDokument1 SeiteSchool Calendar: Queensland State Schoolsibnu.asad984Noch keine Bewertungen
- 13 BridgeDokument25 Seiten13 Bridgeibnu.asad984Noch keine Bewertungen
- 1221 Hot Gas and Extrusion Welding Jan 2016Dokument2 Seiten1221 Hot Gas and Extrusion Welding Jan 2016ibnu.asad984Noch keine Bewertungen
- New Technologies 112515Dokument29 SeitenNew Technologies 112515ibnu.asad984Noch keine Bewertungen
- FIEA Events 2016 One Page FlyerDokument1 SeiteFIEA Events 2016 One Page Flyeribnu.asad984Noch keine Bewertungen
- MC2034 Weld Rods - v4Dokument2 SeitenMC2034 Weld Rods - v4ibnu.asad984Noch keine Bewertungen
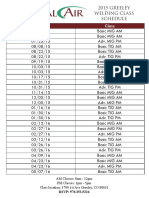
- Date Class: AM Classes: 8am - 12pm PM Classes: 1pm - 5pm Class Location: 1700 1st Ave Greeley, CO 80631Dokument2 SeitenDate Class: AM Classes: 8am - 12pm PM Classes: 1pm - 5pm Class Location: 1700 1st Ave Greeley, CO 80631ibnu.asad984Noch keine Bewertungen
- 2015 Programs Book List PricesDokument13 Seiten2015 Programs Book List Pricesibnu.asad984Noch keine Bewertungen
- New York City College of Technology SPRING 2016 Academic CalendarDokument1 SeiteNew York City College of Technology SPRING 2016 Academic Calendaribnu.asad984Noch keine Bewertungen
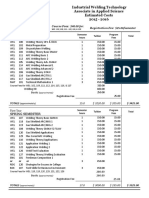
- WEL Industrial Welding Tech AAS - EstimatedCosts UPDATE 4-2015Dokument2 SeitenWEL Industrial Welding Tech AAS - EstimatedCosts UPDATE 4-2015ibnu.asad984Noch keine Bewertungen
- Six Converging Tech TrendsDokument76 SeitenSix Converging Tech Trendsibnu.asad984Noch keine Bewertungen
- WELD AdvShieldedMetalArcTCCDokument1 SeiteWELD AdvShieldedMetalArcTCCibnu.asad984Noch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- EKRP311 Vc-Jun2022Dokument3 SeitenEKRP311 Vc-Jun2022dfmosesi78Noch keine Bewertungen
- Semi Detailed Lesson PlanDokument2 SeitenSemi Detailed Lesson PlanJean-jean Dela Cruz CamatNoch keine Bewertungen
- Production of Bioethanol From Empty Fruit Bunch (Efb) of Oil PalmDokument26 SeitenProduction of Bioethanol From Empty Fruit Bunch (Efb) of Oil PalmcelestavionaNoch keine Bewertungen
- Transportasi Distribusi MigasDokument25 SeitenTransportasi Distribusi MigasDian Permatasari100% (1)
- The Privatization PolicyDokument14 SeitenThe Privatization PolicyRIBLEN EDORINANoch keine Bewertungen
- EN 50122-1 January 2011 Corrientes RetornoDokument81 SeitenEN 50122-1 January 2011 Corrientes RetornoConrad Ziebold VanakenNoch keine Bewertungen
- M. Ircham Mansyur 07224005 Microprocessor-2 (H13)Dokument7 SeitenM. Ircham Mansyur 07224005 Microprocessor-2 (H13)emiierNoch keine Bewertungen
- Project Formulation and Appraisalpdf PDFDokument12 SeitenProject Formulation and Appraisalpdf PDFabhijeet varadeNoch keine Bewertungen
- Pulmonary EmbolismDokument48 SeitenPulmonary Embolismganga2424100% (3)
- National Football League FRC 2000 Sol SRGBDokument33 SeitenNational Football League FRC 2000 Sol SRGBMick StukesNoch keine Bewertungen
- Case Study Single Sign On Solution Implementation Software Luxoft For Ping IdentityDokument5 SeitenCase Study Single Sign On Solution Implementation Software Luxoft For Ping IdentityluxoftNoch keine Bewertungen
- 1916 South American Championship Squads - WikipediaDokument6 Seiten1916 South American Championship Squads - WikipediaCristian VillamayorNoch keine Bewertungen
- Numerical Modelling and Design of Electrical DevicesDokument69 SeitenNumerical Modelling and Design of Electrical Devicesfabrice mellantNoch keine Bewertungen
- Form Expense ClaimDokument2 SeitenForm Expense Claimviedelamonde_3868443Noch keine Bewertungen
- Stentofon Pulse: IP Based Intercom SystemDokument22 SeitenStentofon Pulse: IP Based Intercom SystemCraigNoch keine Bewertungen
- FinalDokument18 SeitenFinalAkash LadNoch keine Bewertungen
- BS 7974 2019Dokument68 SeitenBS 7974 2019bcyt00Noch keine Bewertungen
- Exotic DVM 11 3 CompleteDokument12 SeitenExotic DVM 11 3 CompleteLuc CardNoch keine Bewertungen
- Cam 18 Test 3 ListeningDokument6 SeitenCam 18 Test 3 ListeningKhắc Trung NguyễnNoch keine Bewertungen
- LspciDokument4 SeitenLspciregistroosNoch keine Bewertungen
- Syllabus PDFDokument3 SeitenSyllabus PDFBibin Raj B SNoch keine Bewertungen
- Soujanya Reddy (New)Dokument6 SeitenSoujanya Reddy (New)durgaNoch keine Bewertungen
- ThorpeDokument267 SeitenThorpezaeem73Noch keine Bewertungen
- The Wayland News October 2014Dokument16 SeitenThe Wayland News October 2014Julian HornNoch keine Bewertungen
- Gracie Warhurst WarhurstDokument1 SeiteGracie Warhurst Warhurstapi-439916871Noch keine Bewertungen
- BARUDokument53 SeitenBARUhueuaNoch keine Bewertungen
- T5 B11 Victor Manuel Lopez-Flores FDR - FBI 302s Re VA ID Cards For Hanjour and Almihdhar 195Dokument11 SeitenT5 B11 Victor Manuel Lopez-Flores FDR - FBI 302s Re VA ID Cards For Hanjour and Almihdhar 1959/11 Document Archive100% (2)
- Alkosign Product CatalogeDokument20 SeitenAlkosign Product CatalogeShree AgrawalNoch keine Bewertungen
- Data Sheet Eldar Void SpinnerDokument1 SeiteData Sheet Eldar Void SpinnerAlex PolleyNoch keine Bewertungen
- Aditya Birla GroupDokument21 SeitenAditya Birla GroupNarendra ThummarNoch keine Bewertungen