Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Operator's Manual: Hydril K20-5000 Pulsation Dampener IAW PED 97/23/ECDokument16 SeitenOperator's Manual: Hydril K20-5000 Pulsation Dampener IAW PED 97/23/ECAli Ali67% (3)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- 2007 Maxxforce 5 Engine Manual-4Dokument138 Seiten2007 Maxxforce 5 Engine Manual-4Harlinton descalzi100% (1)
- Daihatsu DK 20 201810141110Dokument230 SeitenDaihatsu DK 20 201810141110Antonio100% (4)
- 7740612Dokument164 Seiten7740612Halit Yalçınkaya100% (3)
- Rotary Screw Spare Parts Book Apr09 PDFDokument47 SeitenRotary Screw Spare Parts Book Apr09 PDFRamon Sanhueza75% (4)
- GE Power Power Services 2019 Spare Parts Price CatalogDokument120 SeitenGE Power Power Services 2019 Spare Parts Price CatalogGeoff67% (3)
- Aerodef India Manufacturing 2018, MumbaiDokument13 SeitenAerodef India Manufacturing 2018, MumbaiLuv ShroffNoch keine Bewertungen
- Snap Fit DesignDokument4 SeitenSnap Fit DesignSameer MalikNoch keine Bewertungen
- EagleBurgmann Burasil Universal 9544 U enDokument2 SeitenEagleBurgmann Burasil Universal 9544 U enGerman Orlando Salcedo SarmientoNoch keine Bewertungen
- Instruction Manual For M20Dokument21 SeitenInstruction Manual For M20Giovanni ColonnaNoch keine Bewertungen
- Electronic Parts Catalog - Option DetailDokument3 SeitenElectronic Parts Catalog - Option DetailmunhNoch keine Bewertungen
- Yuta - Brass ValveDokument6 SeitenYuta - Brass ValvePrima Fitra SaputraNoch keine Bewertungen
- Permeometro - 1Dokument6 SeitenPermeometro - 1Hassan RodriguezNoch keine Bewertungen
- Brochure - Kesaria Rubber IndustriesDokument12 SeitenBrochure - Kesaria Rubber IndustriesMeer SinghNoch keine Bewertungen
- Gasket Assembly Stress Non-Metallic - Jan 2017Dokument1 SeiteGasket Assembly Stress Non-Metallic - Jan 2017Ali AlizadehNoch keine Bewertungen
- General CatalogDokument189 SeitenGeneral CatalogSandi Aslan100% (1)
- Steel Pipeline Flanges: MSS SP .. 44-1996Dokument26 SeitenSteel Pipeline Flanges: MSS SP .. 44-1996alexxavierNoch keine Bewertungen
- Gaskets: Standard Definitions of Terms Relating ToDokument2 SeitenGaskets: Standard Definitions of Terms Relating ToAhmad Zubair RasulyNoch keine Bewertungen
- Specs T11 24Kl SSZ DepotransDokument4 SeitenSpecs T11 24Kl SSZ DepotransGUSTAVONoch keine Bewertungen
- Klinger Product CatalogueDokument248 SeitenKlinger Product Cataloguemar_marcusNoch keine Bewertungen
- Ari - Temperature ControllerDokument12 SeitenAri - Temperature ControllerSandi AslanNoch keine Bewertungen
- Cpme Mechanical Design DataDokument134 SeitenCpme Mechanical Design DataNaam Ka KyaNoch keine Bewertungen
- 3412Dokument2 Seiten3412Sunil KumarNoch keine Bewertungen
- Eng 10 Technische InformationDokument19 SeitenEng 10 Technische Informationadsl5Noch keine Bewertungen
- Rosemount Seal m1199rtwDokument3 SeitenRosemount Seal m1199rtwMiguel Jiménez FloresNoch keine Bewertungen
- Witness Joint ChecklistDokument1 SeiteWitness Joint ChecklistAustin J AlfredNoch keine Bewertungen
- Annex-I TG #2, MW-191 Gas Turbine Parts List For Disposal.: Sl. No. Part Name Quantity RemarksDokument55 SeitenAnnex-I TG #2, MW-191 Gas Turbine Parts List For Disposal.: Sl. No. Part Name Quantity RemarksForceFieldNoch keine Bewertungen
- Vessel, BS5500 Cat-3, Is Followed. The Chamber Is Designed As A Pressure VesselDokument19 SeitenVessel, BS5500 Cat-3, Is Followed. The Chamber Is Designed As A Pressure Vesselbhalchandrak1867Noch keine Bewertungen
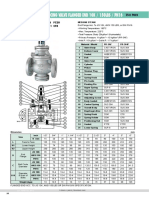
- Pressure Reducing Valve Flanged End 10K / 150Lbs / Pn16: Model: Pr-3Af Cast Iron Fc20 PR-304F ASTM A351 CF8Dokument1 SeitePressure Reducing Valve Flanged End 10K / 150Lbs / Pn16: Model: Pr-3Af Cast Iron Fc20 PR-304F ASTM A351 CF8Mohamed RaafatNoch keine Bewertungen
- Butterfly Valves T-SmartDokument100 SeitenButterfly Valves T-SmartbanerjeeamlanNoch keine Bewertungen