Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
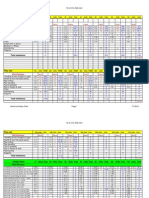
- CS Pipe Fab & Erect CostsDokument6 SeitenCS Pipe Fab & Erect Costswally55bear69% (16)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- IWE SubjectsDokument2 SeitenIWE SubjectsAdnan Rana100% (3)
- Chapter 34 Maxwell's Equations Electromagnetic WavesDokument15 SeitenChapter 34 Maxwell's Equations Electromagnetic WavesAshok KumarNoch keine Bewertungen
- Arm University ProgramDokument2 SeitenArm University ProgramAshok KumarNoch keine Bewertungen
- Gamma-Alumina As Reinforcement in Study On Mechanical Performance of TPU/EPDM Based NanocompositesDokument4 SeitenGamma-Alumina As Reinforcement in Study On Mechanical Performance of TPU/EPDM Based NanocompositesAshok KumarNoch keine Bewertungen
- 07 Chapter 2Dokument29 Seiten07 Chapter 2Ashok KumarNoch keine Bewertungen
- Projections of Planes PDFDokument25 SeitenProjections of Planes PDFAshok Kumar0% (1)
- Wear Testing With A Pin-on-Disk Apparatus: Standard Test Method ForDokument5 SeitenWear Testing With A Pin-on-Disk Apparatus: Standard Test Method ForAshok Kumar100% (2)
- A CAD Toolbox For Composite Materials Modelling and DrawingDokument9 SeitenA CAD Toolbox For Composite Materials Modelling and DrawingAdrian BerghorstNoch keine Bewertungen
- Thermal Spray ProcessDokument11 SeitenThermal Spray ProcessAshok Kumar100% (1)
- T - 13324075373 FainleibDokument20 SeitenT - 13324075373 FainleibAshok KumarNoch keine Bewertungen
- Machin AbilityDokument7 SeitenMachin AbilityAshok KumarNoch keine Bewertungen
- Arc SprayingDokument6 SeitenArc SprayingAshok KumarNoch keine Bewertungen
- Arc SprayingDokument6 SeitenArc SprayingAshok KumarNoch keine Bewertungen
- Tinplate Stock0926Dokument6 SeitenTinplate Stock0926Kresna PrameswaraNoch keine Bewertungen
- QC General NotesDokument21 SeitenQC General NotesBilly Kurniawan100% (2)
- Schedule For Borouge MCCDokument16 SeitenSchedule For Borouge MCCmiteshsuneriyaNoch keine Bewertungen
- Material Selection - SMSDokument38 SeitenMaterial Selection - SMSKong LingweiNoch keine Bewertungen
- GALVOTEC Aluminium Catalogue (Draft 2020)Dokument18 SeitenGALVOTEC Aluminium Catalogue (Draft 2020)bello imamNoch keine Bewertungen
- MSS SP-73 2003 Brazing Joints For Copper and Copper Alloy PDFDokument5 SeitenMSS SP-73 2003 Brazing Joints For Copper and Copper Alloy PDFnaser712Noch keine Bewertungen
- Ficha Tecnica de SF3015H-4000WDokument19 SeitenFicha Tecnica de SF3015H-4000WOscar FlorezNoch keine Bewertungen
- Passive Water Intake ScreensDokument2 SeitenPassive Water Intake Screenspurya89Noch keine Bewertungen
- Research Project Report On Ferrous Steel Scrap Demand in FoundariesDokument10 SeitenResearch Project Report On Ferrous Steel Scrap Demand in FoundariesAarushi NarangNoch keine Bewertungen
- Ac1 Ac3 TemperaturesDokument7 SeitenAc1 Ac3 Temperaturesjlplazaola100% (1)
- Activity 5 ScienceDokument2 SeitenActivity 5 Sciencedanica cyrah gastilo red100% (2)
- Koyo SuffixsDokument10 SeitenKoyo SuffixsOktavianus Paul Mulalinda100% (1)
- 316 Stainless Steel PipeDokument4 Seiten316 Stainless Steel PipeUnisteel & engineeringNoch keine Bewertungen
- Velocidades de Propagación Del Sonido en El MaterialDokument8 SeitenVelocidades de Propagación Del Sonido en El MaterialJ.CarrascoNoch keine Bewertungen
- English-Chinese Periodic Table of ElementsDokument2 SeitenEnglish-Chinese Periodic Table of Elementsdavelo99100% (1)
- CuZn40 01 2019 PDFDokument7 SeitenCuZn40 01 2019 PDFMisaelNoch keine Bewertungen
- Vimp Theory of Metal Cutting 2Dokument100 SeitenVimp Theory of Metal Cutting 2Harsh PawarNoch keine Bewertungen
- UNITED ALLOY 392 EditedDokument1 SeiteUNITED ALLOY 392 EditedwhatintheboxNoch keine Bewertungen
- A693-13 Standard Specification For Precipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and StripDokument9 SeitenA693-13 Standard Specification For Precipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and Striptjt4779100% (2)
- Avoiding Penetration Defects ThroughDokument3 SeitenAvoiding Penetration Defects ThroughOscar SotomayorNoch keine Bewertungen
- Roof Solar LeafletDokument16 SeitenRoof Solar LeafletChathura Priyanka100% (1)
- Supply Specification Body Components Manufactured From Press-Hardened Steel SheetsDokument8 SeitenSupply Specification Body Components Manufactured From Press-Hardened Steel SheetsHuahua ChuengNoch keine Bewertungen
- Form 2 EASCDokument3 SeitenForm 2 EASCJade BallaranNoch keine Bewertungen
- Steel Matting Price Jan2013Dokument3 SeitenSteel Matting Price Jan2013Pidz Garcia100% (1)
- Bang Chuyen Doi Don VI Do Do CungDokument1 SeiteBang Chuyen Doi Don VI Do Do CungThuy DttqNoch keine Bewertungen
- Gad Tungsten Arc WeldingDokument7 SeitenGad Tungsten Arc WeldingRizwan MrnNoch keine Bewertungen
- Major Project Report MMCDokument21 SeitenMajor Project Report MMCArindrajeet ChakrabortyNoch keine Bewertungen
- Gonzalez 21399Dokument11 SeitenGonzalez 21399Yogesh S Yogi SNoch keine Bewertungen