Das könnte Ihnen auch gefallen
- Theory and Technology for Improving High-Speed Railway Transportation CapacityVon EverandTheory and Technology for Improving High-Speed Railway Transportation CapacityNoch keine Bewertungen
- Evaluation of Ballast Tamping Mechanism-7Dokument29 SeitenEvaluation of Ballast Tamping Mechanism-7peymanNoch keine Bewertungen
- Preface 1. The Long Rail Laying, Installation / Maintenance Criteria (Proposal)Dokument23 SeitenPreface 1. The Long Rail Laying, Installation / Maintenance Criteria (Proposal)lowryNoch keine Bewertungen
- A-IV C-1 Track Structure For MetroDokument11 SeitenA-IV C-1 Track Structure For MetroBhuvan EswarNoch keine Bewertungen
- Wang 2018 PHDDokument244 SeitenWang 2018 PHDsivas ctcNoch keine Bewertungen
- Operations Research Models For Railway Rolling Stock Planning PDFDokument213 SeitenOperations Research Models For Railway Rolling Stock Planning PDForlandoduranNoch keine Bewertungen
- Engineering Analysis of Stresses in Railroad RailsDokument414 SeitenEngineering Analysis of Stresses in Railroad RailsMiguelNoch keine Bewertungen
- Track Modulus 9Dokument12 SeitenTrack Modulus 9Marius DiaconuNoch keine Bewertungen
- Stress in TrackDokument136 SeitenStress in TrackprincevidduNoch keine Bewertungen
- Problems in Surveying Railroad Surveying and Geodesy 1906Dokument156 SeitenProblems in Surveying Railroad Surveying and Geodesy 1906OceanNoch keine Bewertungen
- Vdocument - in LRT Design GuidelinesDokument490 SeitenVdocument - in LRT Design GuidelinesAlly KhooNoch keine Bewertungen
- EW in Projects-COMPLETE Nov 2014Dokument77 SeitenEW in Projects-COMPLETE Nov 2014NyakakussagaNoch keine Bewertungen
- Rail TestingDokument30 SeitenRail TestingHastya Tatas Herarki Itc100% (1)
- Introduction&Lec 1Dokument45 SeitenIntroduction&Lec 1JayHatNoch keine Bewertungen
- Railway Application-Gauges Part 3 Struture GaugesDokument12 SeitenRailway Application-Gauges Part 3 Struture GaugesErlyn AlagonNoch keine Bewertungen
- Standards Respecting Railway ClearancesDokument10 SeitenStandards Respecting Railway ClearancesMahmood MuftiNoch keine Bewertungen
- Indonesia Track Standard Part 2 PDFDokument95 SeitenIndonesia Track Standard Part 2 PDFIrham M AFNoch keine Bewertungen
- 1085.15railway MatlDokument29 Seiten1085.15railway Matlriko rinaldoNoch keine Bewertungen
- The Minimum Headway of Rail Transit PDFDokument11 SeitenThe Minimum Headway of Rail Transit PDFSidney RiveraNoch keine Bewertungen
- Low Floor Light Rail Vehicles-Structural and Crashworthiness RequirementsDokument46 SeitenLow Floor Light Rail Vehicles-Structural and Crashworthiness RequirementsHemant ChauhanNoch keine Bewertungen
- Test Methods Based On Relevant IS CodesDokument10 SeitenTest Methods Based On Relevant IS CodesAnirudh SharmaNoch keine Bewertungen
- Rail Grinding Best Practice For Committee 4, Sub-Committee 9Dokument41 SeitenRail Grinding Best Practice For Committee 4, Sub-Committee 9cheikh ahmedNoch keine Bewertungen
- 2-Track and Its ComponentsDokument121 Seiten2-Track and Its Componentsarpit_089Noch keine Bewertungen
- Sparge o MetriDokument0 SeitenSparge o MetrisaospieNoch keine Bewertungen
- Requirements of Good BallastDokument6 SeitenRequirements of Good BallastAtish KumarNoch keine Bewertungen
- Track AlignmentDokument68 SeitenTrack AlignmentcezarNoch keine Bewertungen
- Considerations For Installing Special Trackwork On Vertical GradientsDokument10 SeitenConsiderations For Installing Special Trackwork On Vertical GradientsAhmed Khalil100% (1)
- Railway Systems Engineering and Integration Masters-MSc-Diploma-CertificateDokument4 SeitenRailway Systems Engineering and Integration Masters-MSc-Diploma-CertificateJoselito SoaresNoch keine Bewertungen
- 1982 Mechanics of Ballast Compaction Volume I - Technic PDFDokument311 Seiten1982 Mechanics of Ballast Compaction Volume I - Technic PDFNyakakussagaNoch keine Bewertungen
- Track Structure Interaction Analysis Using FE Techniques Lusas ArchiveDokument8 SeitenTrack Structure Interaction Analysis Using FE Techniques Lusas ArchiveMURTHYNoch keine Bewertungen
- Part 5, Rail Transit CapacityDokument134 SeitenPart 5, Rail Transit CapacityJonor AtaatNoch keine Bewertungen
- Japanese Technical Standards PDFDokument17 SeitenJapanese Technical Standards PDFFelora Mangawang100% (1)
- Ottawa Light Rail Transit Public Inquiry City's Response and Action PlanDokument36 SeitenOttawa Light Rail Transit Public Inquiry City's Response and Action PlanCTV OttawaNoch keine Bewertungen
- Prevention of Track Buckling & Rail FractureDokument9 SeitenPrevention of Track Buckling & Rail Fractureanurag3069Noch keine Bewertungen
- Conversion of AS1085.14 For Prestressed ConcreteDokument19 SeitenConversion of AS1085.14 For Prestressed ConcretepaklanNoch keine Bewertungen
- Railway QuizDokument66 SeitenRailway QuizRam Kumar0% (1)
- L1-CHE-STD-033 v1 - Rail LubricationDokument20 SeitenL1-CHE-STD-033 v1 - Rail LubricationCK TangNoch keine Bewertungen
- Bostrab enDokument74 SeitenBostrab enPedro HenriquesNoch keine Bewertungen
- Chapter 3 Cont. High Speed Rail London To The West Midlands and Beyond A Report To Government by High Speed TwoDokument22 SeitenChapter 3 Cont. High Speed Rail London To The West Midlands and Beyond A Report To Government by High Speed TwoHighSpeedRailNoch keine Bewertungen
- Minutes - 10th Extraordinary TSCDokument43 SeitenMinutes - 10th Extraordinary TSCcdmNoch keine Bewertungen
- EUR23252ENDokument108 SeitenEUR23252ENMohamed Abbas BissoNoch keine Bewertungen
- Railway Track CapacityDokument233 SeitenRailway Track CapacityBoris UrosevicNoch keine Bewertungen
- Reducing Noise From TramsDokument21 SeitenReducing Noise From TramsFnasseNoch keine Bewertungen
- FRA BulletTrain AlignmentsAnalysisDokument54 SeitenFRA BulletTrain AlignmentsAnalysisBrandonFormbyNoch keine Bewertungen
- On The Fundamentals of Track Lateral Resistance: © 2011 AREMA ®Dokument45 SeitenOn The Fundamentals of Track Lateral Resistance: © 2011 AREMA ®pippo50@Noch keine Bewertungen
- Malaysia Rail Industry A Snapshot PDFDokument25 SeitenMalaysia Rail Industry A Snapshot PDFMarketing BNoch keine Bewertungen
- New TSI Ammendment CELEX 32019R0776 enDokument204 SeitenNew TSI Ammendment CELEX 32019R0776 enNazli SubasiNoch keine Bewertungen
- Slab Track SolutionDokument319 SeitenSlab Track SolutionMadhurimaMitraNoch keine Bewertungen
- Mathematics and Railway SignallingDokument4 SeitenMathematics and Railway SignallingManish Kumar ChauhanNoch keine Bewertungen
- Track ManualDokument22 SeitenTrack ManualSivaneswaran SabaratnamNoch keine Bewertungen
- Geometry MeasurementDokument27 SeitenGeometry MeasurementSuciu Florin100% (1)
- 2 Track - Monitoring PDFDokument129 Seiten2 Track - Monitoring PDFhemanta92Noch keine Bewertungen
- Presented by C.Kevin Joseph B.Tech (CIVIL) Iii YearDokument68 SeitenPresented by C.Kevin Joseph B.Tech (CIVIL) Iii YearVetri VelanNoch keine Bewertungen
- Composite Materials For Railway SleeperDokument20 SeitenComposite Materials For Railway SleeperPratik Pattanaik100% (1)
- Railroad Signal Specialist: Passbooks Study GuideVon EverandRailroad Signal Specialist: Passbooks Study GuideNoch keine Bewertungen
- Intelligent Transportation Systems A Clear and Concise ReferenceVon EverandIntelligent Transportation Systems A Clear and Concise ReferenceNoch keine Bewertungen
- Astm e 2299 - 03Dokument12 SeitenAstm e 2299 - 03Francisco GuerraNoch keine Bewertungen
- F 760 - 93 R00 - Rjc2maDokument3 SeitenF 760 - 93 R00 - Rjc2maDylkanWingsNoch keine Bewertungen
- Test Carpets and Pads For Vacuum Cleaner TestingDokument5 SeitenTest Carpets and Pads For Vacuum Cleaner TestingDylkanWingsNoch keine Bewertungen
- Test Carpets and Pads For Vacuum Cleaner TestingDokument3 SeitenTest Carpets and Pads For Vacuum Cleaner TestingDylkanWingsNoch keine Bewertungen
- Astm F 431 - 03Dokument12 SeitenAstm F 431 - 03Francisco GuerraNoch keine Bewertungen
- Test Carpets and Pads For Vacuum Cleaner TestingDokument2 SeitenTest Carpets and Pads For Vacuum Cleaner TestingDylkanWingsNoch keine Bewertungen
- Installation of Exit Devices in Security Areas: Standard Practice ForDokument3 SeitenInstallation of Exit Devices in Security Areas: Standard Practice ForDylkanWingsNoch keine Bewertungen
- Astm e 2262 - 03Dokument48 SeitenAstm e 2262 - 03Francisco GuerraNoch keine Bewertungen
- F 595 - 96 - Rju5ns05ngDokument5 SeitenF 595 - 96 - Rju5ns05ngDylkanWingsNoch keine Bewertungen
- Astm e 2263 - 04Dokument14 SeitenAstm e 2263 - 04Francisco GuerraNoch keine Bewertungen
- Motor Life Evaluation of An Upright Vacuum Cleaner: Standard Test Method ForDokument5 SeitenMotor Life Evaluation of An Upright Vacuum Cleaner: Standard Test Method ForDylkanWingsNoch keine Bewertungen
- Sensory Evaluation of Beverages Containing Alcohol: Standard Guide ForDokument6 SeitenSensory Evaluation of Beverages Containing Alcohol: Standard Guide ForDylkanWingsNoch keine Bewertungen
- F 571 - 87 R93 - Rju3ms04n1i5m0uxDokument3 SeitenF 571 - 87 R93 - Rju3ms04n1i5m0uxDylkanWingsNoch keine Bewertungen
- Motor Life Evaluation of An Upright Vacuum Cleaner: Standard Test Method ForDokument7 SeitenMotor Life Evaluation of An Upright Vacuum Cleaner: Standard Test Method ForDylkanWingsNoch keine Bewertungen
- Access Depth Under Furniture of Vacuum Cleaners: Standard Test Method ForDokument3 SeitenAccess Depth Under Furniture of Vacuum Cleaners: Standard Test Method ForDylkanWingsNoch keine Bewertungen
- F 486 - 87 R96 - Rjq4ni04n1i5nkuxDokument2 SeitenF 486 - 87 R96 - Rjq4ni04n1i5nkuxDylkanWingsNoch keine Bewertungen
- Time-Intensity Evaluation of Sensory Attributes: Standard Guide ForDokument15 SeitenTime-Intensity Evaluation of Sensory Attributes: Standard Guide ForDylkanWingsNoch keine Bewertungen
- Astm e 1958 - 98Dokument21 SeitenAstm e 1958 - 98Francisco GuerraNoch keine Bewertungen
- Astm e 2164 - 01Dokument11 SeitenAstm e 2164 - 01Francisco GuerraNoch keine Bewertungen
- F 471 - 76 R96 - Rjq3ms03nli5ngDokument2 SeitenF 471 - 76 R96 - Rjq3ms03nli5ngDylkanWingsNoch keine Bewertungen
- Astm F 395 - 03Dokument3 SeitenAstm F 395 - 03Francisco GuerraNoch keine Bewertungen
- Astm F 430 - 75 R99Dokument2 SeitenAstm F 430 - 75 R99Francisco GuerraNoch keine Bewertungen
- Access Depth Under Furniture of Vacuum Cleaners: Standard Test Method ForDokument3 SeitenAccess Depth Under Furniture of Vacuum Cleaners: Standard Test Method ForDylkanWingsNoch keine Bewertungen
- Astm F 471 - 76 R02Dokument2 SeitenAstm F 471 - 76 R02Francisco GuerraNoch keine Bewertungen
- Astm e 2082 - 00Dokument10 SeitenAstm e 2082 - 00Stephanie SiahaanNoch keine Bewertungen
- Astm e 2346 - 04Dokument6 SeitenAstm e 2346 - 04Francisco GuerraNoch keine Bewertungen
- Sensory Analysis - Triangle Test: Standard Test Method ForDokument8 SeitenSensory Analysis - Triangle Test: Standard Test Method ForDylkanWingsNoch keine Bewertungen
- Time-Intensity Evaluation of Sensory Attributes: Standard Guide ForDokument14 SeitenTime-Intensity Evaluation of Sensory Attributes: Standard Guide ForDylkanWingsNoch keine Bewertungen
- Sensory Analysis - Triangle Test: Standard Test Method ForDokument9 SeitenSensory Analysis - Triangle Test: Standard Test Method ForDylkanWingsNoch keine Bewertungen
- F 395 - 02 - Rjm5ns1sruqDokument3 SeitenF 395 - 02 - Rjm5ns1sruqDylkanWingsNoch keine Bewertungen
- DRAFT FY2014-FY2018 Transportation Capital Investment PlanDokument117 SeitenDRAFT FY2014-FY2018 Transportation Capital Investment PlanMassLiveNoch keine Bewertungen
- Distribution Standards & EstimationDokument217 SeitenDistribution Standards & EstimationAkhil Krishnan100% (1)
- Udagamandalam: Udagamandalam (Also Known As Ootacamund (Listen) ), and Abbreviated As UdhagaiDokument13 SeitenUdagamandalam: Udagamandalam (Also Known As Ootacamund (Listen) ), and Abbreviated As UdhagaiPushpa B SridharanNoch keine Bewertungen
- R C C Bridge Design PDFDokument65 SeitenR C C Bridge Design PDFshaik sadik100% (1)
- RFP HSR Feasibility Study Phase 1b (Version5) - 2Dokument34 SeitenRFP HSR Feasibility Study Phase 1b (Version5) - 2Irwin McNetty100% (1)
- N4 Shinkanzen Master Listening by YurikoJlcDokument78 SeitenN4 Shinkanzen Master Listening by YurikoJlcShivani PatilNoch keine Bewertungen
- EdinburghDokument76 SeitenEdinburghainog100% (1)
- CLI QB EnglishDokument91 SeitenCLI QB EnglishBala RajuNoch keine Bewertungen
- Final Recruitment Notification Dated 3.10.2023 1Dokument12 SeitenFinal Recruitment Notification Dated 3.10.2023 1shahjay473Noch keine Bewertungen
- IDW05FPDokument227 SeitenIDW05FPshashankNoch keine Bewertungen
- Remedial InspectionDokument4 SeitenRemedial InspectionThai Hai LyNoch keine Bewertungen
- Side Lifter Shop Manual SteelbroDokument743 SeitenSide Lifter Shop Manual SteelbroVentasMabelyn75% (8)
- GHGFDHDFGHDokument7 SeitenGHGFDHDFGHAbdullah TalalNoch keine Bewertungen
- Atestate Trim II 2020Dokument21 SeitenAtestate Trim II 2020Carmen MantaNoch keine Bewertungen
- Presentation On Basic Knowledge Railway Siding & Its Major ComponentsDokument7 SeitenPresentation On Basic Knowledge Railway Siding & Its Major Componentsengr.kapilgambhir7862Noch keine Bewertungen
- ISRAEL - Tech - Specs - Rail - Fastening - KS With SKL W12 For Wooden Sleepers PDFDokument29 SeitenISRAEL - Tech - Specs - Rail - Fastening - KS With SKL W12 For Wooden Sleepers PDFDimitris GiannakakisNoch keine Bewertungen
- MTO For StructureDokument2 SeitenMTO For StructureRajnath Rajbhar PanchamNoch keine Bewertungen
- Utilisation of Electrical Energy May 2008Dokument8 SeitenUtilisation of Electrical Energy May 2008rajaniramNoch keine Bewertungen
- JFK AirtrainDokument14 SeitenJFK AirtrainEdwin RamirezNoch keine Bewertungen
- REQ 565005 Electrical InstallationsDokument26 SeitenREQ 565005 Electrical Installationszelda1022Noch keine Bewertungen
- Irctcs E-Ticketing Service Electronic Reservation Slip (Personal User)Dokument2 SeitenIrctcs E-Ticketing Service Electronic Reservation Slip (Personal User)dummy dataNoch keine Bewertungen
- Railway Bridge T EDokument5 SeitenRailway Bridge T ERohit7 Katte7Noch keine Bewertungen
- BRT - Bus Rapid Transit Implementation in BeijingDokument6 SeitenBRT - Bus Rapid Transit Implementation in BeijingFelipe FrutuosoNoch keine Bewertungen
- Train Timings at BerhampurDokument1 SeiteTrain Timings at Berhampurchunu143ana33% (3)
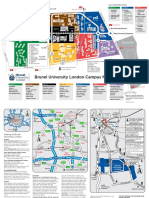
- Brunel Campus MapDokument2 SeitenBrunel Campus MapKédian Lamin100% (1)
- 13 - Gold Souq Bus Station To Al Qusais DM Staff Housing Dubai Bus Service TimetableDokument22 Seiten13 - Gold Souq Bus Station To Al Qusais DM Staff Housing Dubai Bus Service TimetableDubai Q&ANoch keine Bewertungen
- Operation Manual Wagon Tippler en EU Rev2Dokument40 SeitenOperation Manual Wagon Tippler en EU Rev2WaldomiroCano80% (5)
- Conditions For Implementing Trolleybuses in Public Urban TransportDokument8 SeitenConditions For Implementing Trolleybuses in Public Urban TransportSorin ScutarasuNoch keine Bewertungen
- CRN Rs 010 v20 Vehicle Acceptance Test and Inspection RequirementsDokument39 SeitenCRN Rs 010 v20 Vehicle Acceptance Test and Inspection RequirementsFNoch keine Bewertungen
- Final HighwayDokument39 SeitenFinal HighwayKanabu EvansNoch keine Bewertungen