Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- 3 Phase TMDokument39 Seiten3 Phase TMHari Kishan Nimmu0% (1)
- Soot Deposits and Fires in Exhaust Gas BoilerDokument21 SeitenSoot Deposits and Fires in Exhaust Gas BoilerJose G. CastilloNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
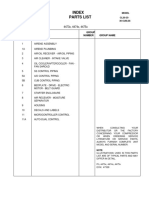
- CompAir LeROI CL20-25-30SS,CUB Parts ListDokument59 SeitenCompAir LeROI CL20-25-30SS,CUB Parts ListDiana Zar100% (1)
- Crankcase ExplosionDokument11 SeitenCrankcase ExplosionGaurav Kumar SinghNoch keine Bewertungen
- Atlas EbookDokument48 SeitenAtlas EbookVyas SrinivasanNoch keine Bewertungen
- PR 724 Crawler TractorDokument18 SeitenPR 724 Crawler TractorCarlosNoch keine Bewertungen
- Io 360 A, Ab, C, CB, D, DB, G, GB, H, HB, HB9, J, JB, K, KB, EsDokument94 SeitenIo 360 A, Ab, C, CB, D, DB, G, GB, H, HB, HB9, J, JB, K, KB, EsTatiana Chacon100% (3)
- EEDI Guidance NotesDokument22 SeitenEEDI Guidance NotesJeff Martin0% (1)
- Pipe Stress AnalysisDokument7 SeitenPipe Stress AnalysisTushar NaikNoch keine Bewertungen
- Clipper Marine Services: Environmental Compliance Plan TrainingDokument44 SeitenClipper Marine Services: Environmental Compliance Plan TrainingRitesh Sinha88% (8)
- Clipper Marine Services: Environmental Compliance Plan TrainingDokument44 SeitenClipper Marine Services: Environmental Compliance Plan TrainingRitesh Sinha88% (8)
- Taneks Deutz CatalogueDokument123 SeitenTaneks Deutz CatalogueeCommerce SAJID AutoNoch keine Bewertungen
- Gas-Liquid Separators Sizing Parameter - Campbell Tip of The MonthDokument18 SeitenGas-Liquid Separators Sizing Parameter - Campbell Tip of The MonthsterlingNoch keine Bewertungen
- Volvo 242 244 245 Owners Manual 1976Dokument105 SeitenVolvo 242 244 245 Owners Manual 1976Leif AndersonNoch keine Bewertungen
- SGL PT Brochure Graphite Block Heat ExchangersDokument16 SeitenSGL PT Brochure Graphite Block Heat ExchangersdardocapoNoch keine Bewertungen
- Alfa LubeDokument4 SeitenAlfa LubeRitesh Sinha100% (1)
- Alpha CLDokument12 SeitenAlpha CLRitesh SinhaNoch keine Bewertungen
- OralsDokument15 SeitenOralsRitesh SinhaNoch keine Bewertungen
- Alpha Adaptive Cylinder-Oil Control Alpha ACCDokument4 SeitenAlpha Adaptive Cylinder-Oil Control Alpha ACCFuchsbauNoch keine Bewertungen
- Office FloorplanDokument1 SeiteOffice FloorplanRitesh SinhaNoch keine Bewertungen
- OalnewDokument129 SeitenOalnewRitesh SinhaNoch keine Bewertungen
- OralsDokument15 SeitenOralsRitesh SinhaNoch keine Bewertungen
- Office FloorplanDokument1 SeiteOffice FloorplanRitesh SinhaNoch keine Bewertungen
- B1a Ship ConsDokument8 SeitenB1a Ship ConsRitesh SinhaNoch keine Bewertungen
- P730 Brochure ENDokument2 SeitenP730 Brochure ENVictor GalarzaNoch keine Bewertungen
- IMO G12 - 218 Despacho Guaduas PDFDokument21 SeitenIMO G12 - 218 Despacho Guaduas PDFCarlos Andres Arias LopezNoch keine Bewertungen
- Kershaw Scorpion RS64 DL RampDokument3 SeitenKershaw Scorpion RS64 DL Rampcamelia_pirjan5776Noch keine Bewertungen
- Kic API X70Dokument8 SeitenKic API X70Ivan SilveiraNoch keine Bewertungen
- 2018 1 X Y HamadaDokument28 Seiten2018 1 X Y HamadaGaurav Kumar ThakurNoch keine Bewertungen
- Catalogo SupcoDokument137 SeitenCatalogo SupcoArmando Flores MatiasNoch keine Bewertungen
- ERP Regulation 2281-2016Dokument50 SeitenERP Regulation 2281-2016Bianca-Elena LupuNoch keine Bewertungen
- Report of Intelligent Braking SystemDokument29 SeitenReport of Intelligent Braking SystemHarsh Gaming100% (3)
- Abrasive Wear Mechanisms PDFDokument9 SeitenAbrasive Wear Mechanisms PDFRBZNoch keine Bewertungen
- Aerodynamic Ground EffectDokument12 SeitenAerodynamic Ground EffectLev SorkinNoch keine Bewertungen
- 4-Sided Planer & Moulder Operation Manual: For Spares and Service ContactDokument48 Seiten4-Sided Planer & Moulder Operation Manual: For Spares and Service ContactAlfred TsuiNoch keine Bewertungen
- G100Dokument48 SeitenG100Tom RisleyNoch keine Bewertungen
- Generator Diesel Chicago Pneumatic CPSG 9Dokument2 SeitenGenerator Diesel Chicago Pneumatic CPSG 9diconNoch keine Bewertungen
- 5500 Centrifuge Hydraulic Backdrive Operations ManualDokument138 Seiten5500 Centrifuge Hydraulic Backdrive Operations ManualTaher Yusuf0% (1)
- 1190 1Dokument88 Seiten1190 1TONNoch keine Bewertungen
- Catalog 40 Spare PartsDokument54 SeitenCatalog 40 Spare PartsMiticaVladNoch keine Bewertungen
- Wagner Brake Supplemental Catalog 4-2-02Dokument72 SeitenWagner Brake Supplemental Catalog 4-2-02Edinson Camba NucetteNoch keine Bewertungen
- Nominal Performance: Hermetic Compressor Model: Aw 2495Zk-P BOM ID: 972-A1Dokument1 SeiteNominal Performance: Hermetic Compressor Model: Aw 2495Zk-P BOM ID: 972-A1Zikko FirmansyahNoch keine Bewertungen
- Screw Thread For UNC PDFDokument40 SeitenScrew Thread For UNC PDFVilas m Chinke100% (1)
- Module-3: Kinematics: ExercisesDokument1 SeiteModule-3: Kinematics: ExercisesHamza SiddiquiNoch keine Bewertungen