Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Economic Evaluation Using Aspen HysysDokument3 SeitenEconomic Evaluation Using Aspen HysysJaime Andres Villegas MansillaNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- AN 10101 Moisture in Natural Gas PDFDokument2 SeitenAN 10101 Moisture in Natural Gas PDFJaime Andres Villegas MansillaNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
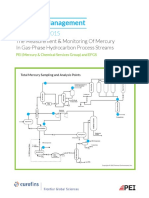
- Mercury Management: White Paper 2015Dokument10 SeitenMercury Management: White Paper 2015Jaime Andres Villegas MansillaNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Training Skilled WorkersDokument60 SeitenTraining Skilled WorkersJaime Andres Villegas MansillaNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- ImprovingBrewhouseEfficiency HavigDokument40 SeitenImprovingBrewhouseEfficiency HavigJaime Andres Villegas MansillaNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- SandPiper G20Dokument25 SeitenSandPiper G20Jaime Andres Villegas MansillaNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Characterization and Properties of Petroleum FractionsDokument421 SeitenCharacterization and Properties of Petroleum Fractionsmoveee291% (22)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Product Data: X-Cide 320 Industrial BactericideDokument2 SeitenProduct Data: X-Cide 320 Industrial BactericideJaime Andres Villegas MansillaNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Fired Heater DesignDokument36 SeitenFired Heater Designsaminasritn100% (6)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Z10-001-024 Rev D-ModelDokument1 SeiteZ10-001-024 Rev D-ModelJaime Andres Villegas MansillaNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- BO Shifting ToolDokument1 SeiteBO Shifting ToolJaime Andres Villegas Mansilla0% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Simple and Innovative Methodology For Determination of Glycerol in Biodiesel and Biodiesel Blends (B2-B100) by Ion ChromatographyDokument1 SeiteSimple and Innovative Methodology For Determination of Glycerol in Biodiesel and Biodiesel Blends (B2-B100) by Ion ChromatographyJaime Andres Villegas MansillaNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Science Chapter 7: The Night Sky - 7.2 Handouts (The Constellation)Dokument14 SeitenScience Chapter 7: The Night Sky - 7.2 Handouts (The Constellation)Kimmy LamNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Science Stage 8 Sample Paper 1 - tcm143-595703Dokument18 SeitenScience Stage 8 Sample Paper 1 - tcm143-595703Joseph Jerry-OcheNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Theory Project ReportDokument18 SeitenTheory Project ReportwasemNoch keine Bewertungen
- Week 1 (A) HSBDokument6 SeitenWeek 1 (A) HSBBeyonce SkekelNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Share GEN-CHEM-Q4 - LP2Dokument8 SeitenShare GEN-CHEM-Q4 - LP2Jenny Manzanillo MirabonaNoch keine Bewertungen
- Calculation Langelier IndexDokument4 SeitenCalculation Langelier IndexMahmood VahidNoch keine Bewertungen
- Amino Acid UmmuDokument25 SeitenAmino Acid UmmuYuniWahyuniNoch keine Bewertungen
- BS en 16079-2011Dokument34 SeitenBS en 16079-2011laythNoch keine Bewertungen
- Tutorial - 4 and Solution Feb 2 2017 FinalDokument2 SeitenTutorial - 4 and Solution Feb 2 2017 FinalRounak MajumdarNoch keine Bewertungen
- Module 5: Failure Criteria of Rock and Rock MassesDokument5 SeitenModule 5: Failure Criteria of Rock and Rock Massesفردوس سليمانNoch keine Bewertungen
- Brooke, Forbes, Richardson, Stacey, and Tatlow: Polyjeuoro-Compounds. ofDokument7 SeitenBrooke, Forbes, Richardson, Stacey, and Tatlow: Polyjeuoro-Compounds. ofJeshua CastilloNoch keine Bewertungen
- ENGR451 Notes 1 Winter 2019 PDFDokument158 SeitenENGR451 Notes 1 Winter 2019 PDFWeixian LanNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Markscheme: May 2017 Chemistry Higher Level Paper 3Dokument25 SeitenMarkscheme: May 2017 Chemistry Higher Level Paper 3HUI GABRIEL YAN LUNG G10L-13Noch keine Bewertungen
- Predicting Stock Market Prices With Physical LawsDokument29 SeitenPredicting Stock Market Prices With Physical LawsYacoov TovimNoch keine Bewertungen
- Marine Chemistry and Geochemistry (Karl K. Turekian)Dokument642 SeitenMarine Chemistry and Geochemistry (Karl K. Turekian)Giovanny A. Londoño100% (3)
- Tds-Antifoam Ew Defoamer Saw 2510Dokument1 SeiteTds-Antifoam Ew Defoamer Saw 2510kokotampanNoch keine Bewertungen
- Mohr - Structural Geology of Impact CratersDokument27 SeitenMohr - Structural Geology of Impact CratersJorgeTrabajoNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Practical 14 PDFDokument3 SeitenPractical 14 PDFSiddharth KumraNoch keine Bewertungen
- Olefination ReactionsDokument38 SeitenOlefination Reactionskatechem3Noch keine Bewertungen
- CYD505Dokument5 SeitenCYD505yasuluNoch keine Bewertungen
- Safety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingDokument12 SeitenSafety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingthjamesNoch keine Bewertungen
- Bisare Small Scale Irrigation ProjectDokument72 SeitenBisare Small Scale Irrigation ProjectAbiued EjigueNoch keine Bewertungen
- StabilityandStabilizationofAscorbicAcid AReviewDokument5 SeitenStabilityandStabilizationofAscorbicAcid AReviewSiti fatimahNoch keine Bewertungen
- Galaxy ClassIficationDokument4 SeitenGalaxy ClassIficationkNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Active Ingredients in Pain RelieverDokument13 SeitenActive Ingredients in Pain RelieverkatrinaarnaizNoch keine Bewertungen
- DKK1413 - Chapter 04-1Dokument37 SeitenDKK1413 - Chapter 04-1Salini ShaNoch keine Bewertungen
- Learning Objectives: at The End of This Chapter, You Should Be Able ToDokument26 SeitenLearning Objectives: at The End of This Chapter, You Should Be Able TotimunNoch keine Bewertungen
- Design Co2 EvaporatorsDokument7 SeitenDesign Co2 EvaporatorsYutt Watt100% (1)
- Modelling and Control of A Spray Drying ProcessDokument225 SeitenModelling and Control of A Spray Drying ProcessAdrian García MoyanoNoch keine Bewertungen
- Vacuum Technology Book II Part 3 2 PDFDokument207 SeitenVacuum Technology Book II Part 3 2 PDFdilsonramosNoch keine Bewertungen