Das könnte Ihnen auch gefallen
- Conexiones Domiciliarias de Agua y Desague..Dokument49 SeitenConexiones Domiciliarias de Agua y Desague..Milofelix Stajanov100% (7)
- Informe de Residente de Obra Sobre Conclusión de ObraDokument3 SeitenInforme de Residente de Obra Sobre Conclusión de ObraYony Escobar Ccasani0% (1)
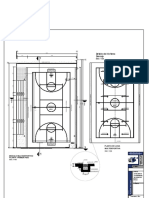
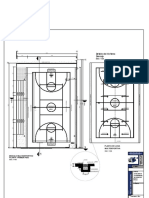
- LOSA - Planta Detalle Wnh-Planta General PDFDokument1 SeiteLOSA - Planta Detalle Wnh-Planta General PDFRoNyH.SinteNoch keine Bewertungen
- Puertas de madera águano para colegioDokument3 SeitenPuertas de madera águano para colegioRoNyH.SinteNoch keine Bewertungen
- LOSA - Planta Detalle Wnh-Planta General PDFDokument1 SeiteLOSA - Planta Detalle Wnh-Planta General PDFRoNyH.SinteNoch keine Bewertungen
- TDR de Camion CanterDokument304 SeitenTDR de Camion CanterRoNyH.SinteNoch keine Bewertungen
- LOSA-PATARCANCHA-PlANTA GENERAL PDFDokument1 SeiteLOSA-PATARCANCHA-PlANTA GENERAL PDFRoNyH.SinteNoch keine Bewertungen
- SEPARADORESDokument36 SeitenSEPARADORESRoNyH.SinteNoch keine Bewertungen
- Acad-Losa Coyllurqu-SeccionesDokument1 SeiteAcad-Losa Coyllurqu-SeccionesRoNyH.SinteNoch keine Bewertungen
- LOSA-PATARCANCHA-PlANTA GENERAL PDFDokument1 SeiteLOSA-PATARCANCHA-PlANTA GENERAL PDFRoNyH.SinteNoch keine Bewertungen
- Terminos de Referencia Elaboracion de Puertas de Aguano A Todo Costo InicialDokument3 SeitenTerminos de Referencia Elaboracion de Puertas de Aguano A Todo Costo InicialRoNyH.Sinte100% (1)
- LOSA - Planta Detalle Wnh-Elevaciones y DetallesDokument1 SeiteLOSA - Planta Detalle Wnh-Elevaciones y DetallesRoNyH.SinteNoch keine Bewertungen
- TDR - Puertas y VentanasDokument4 SeitenTDR - Puertas y VentanasRoNyH.SinteNoch keine Bewertungen
- TDR - CamionetaDokument1 SeiteTDR - CamionetaRoNyH.SinteNoch keine Bewertungen
- Directiva para La Ejecucion de Obras Por Administracion DirectaDokument50 SeitenDirectiva para La Ejecucion de Obras Por Administracion DirectaRoNyH.SinteNoch keine Bewertungen
- TDR - CeramicaDokument2 SeitenTDR - CeramicaRoNyH.SinteNoch keine Bewertungen
- TDR Cobertura de Losa DeportivaDokument8 SeitenTDR Cobertura de Losa DeportivaRoNyH.SinteNoch keine Bewertungen
- TDR - ImpresoraDokument3 SeitenTDR - ImpresoraRoNyH.SinteNoch keine Bewertungen
- TDR Cobertura de Losa DeportivaDokument8 SeitenTDR Cobertura de Losa DeportivaRoNyH.SinteNoch keine Bewertungen
- Ar 1Dokument1 SeiteAr 1RoNyH.SinteNoch keine Bewertungen
- Norma Técnica E.030 Diseñosismorresistente Del Reglamento Nacional de Edificaciones (2018)Dokument32 SeitenNorma Técnica E.030 Diseñosismorresistente Del Reglamento Nacional de Edificaciones (2018)Jay Vela GonzalezNoch keine Bewertungen
- Calificacion de PracticasDokument1 SeiteCalificacion de PracticasRoNyH.SinteNoch keine Bewertungen
- Evapotranspiracion: Teoría y Calculo de ETP, Por Diversos Métodos (Thornthwaite, Pennman, Blanney-Criddle, Hargreaves)Dokument48 SeitenEvapotranspiracion: Teoría y Calculo de ETP, Por Diversos Métodos (Thornthwaite, Pennman, Blanney-Criddle, Hargreaves)RoNyH.Sinte100% (4)
- Apuntes de Analisis EstructuralDokument450 SeitenApuntes de Analisis EstructuralJesús Alva100% (1)
- 8 Pasos para El Ensayo Del Asentamiento de Cono de AbramsDokument6 Seiten8 Pasos para El Ensayo Del Asentamiento de Cono de AbramsBk Carhuapoma VegaNoch keine Bewertungen
- Norma Técnica E.030 Diseñosismorresistente Del Reglamento Nacional de Edificaciones (2018)Dokument32 SeitenNorma Técnica E.030 Diseñosismorresistente Del Reglamento Nacional de Edificaciones (2018)Jay Vela GonzalezNoch keine Bewertungen
- Irrigaciones Riego de Caña de AzucarDokument9 SeitenIrrigaciones Riego de Caña de AzucarRoNyH.SinteNoch keine Bewertungen
- Costos y Presupuestos en Edificacion - CAPECODokument375 SeitenCostos y Presupuestos en Edificacion - CAPECOby_end77791% (44)
- Laboratorio Modulo de BalastoDokument6 SeitenLaboratorio Modulo de BalastoRoNyH.SinteNoch keine Bewertungen
- Especificaciones Técnicas de ObraDokument10 SeitenEspecificaciones Técnicas de ObraAlexis CordobaNoch keine Bewertungen
- PETS - Procedimiento de Solaqueo de MurosDokument6 SeitenPETS - Procedimiento de Solaqueo de Muroszoe miguel vrNoch keine Bewertungen
- ESPECIFICACIONES - TÉCNICAS ColinaDokument38 SeitenESPECIFICACIONES - TÉCNICAS ColinaFlorencia Silvana RozasNoch keine Bewertungen
- PotenciaDokument4 SeitenPotenciaNicolle SamaraNoch keine Bewertungen
- EsclerometriaDokument30 SeitenEsclerometriaCrystian Machaca ArugaNoch keine Bewertungen
- Especificaciones Tecnicas SUMITA PDFDokument43 SeitenEspecificaciones Tecnicas SUMITA PDFleandroNoch keine Bewertungen
- Trabajo Gestión y Control-G6Dokument16 SeitenTrabajo Gestión y Control-G6edyn vega coralNoch keine Bewertungen
- Componentes del concreto y sus especificacionesDokument29 SeitenComponentes del concreto y sus especificacionesAlvaro Flores RocaNoch keine Bewertungen
- Instalación de agua potable y alcantarillado domésticoDokument6 SeitenInstalación de agua potable y alcantarillado domésticoPablo Patricio Fontalba AsteteNoch keine Bewertungen
- Informe 01Dokument12 SeitenInforme 01Milton V. FerNoch keine Bewertungen
- Produccion de C.E.M.E.N.T.ODokument16 SeitenProduccion de C.E.M.E.N.T.OgelbertNoch keine Bewertungen
- Catalogo CherokeeDokument28 SeitenCatalogo CherokeeFederico VazquezNoch keine Bewertungen
- Dosificación ACIDokument5 SeitenDosificación ACIAriel Alberto Choque AlbaNoch keine Bewertungen
- Accesorios de ViaDokument5 SeitenAccesorios de ViaEdg Lex Carhuayo PNoch keine Bewertungen
- Instalación de calefacción por radiadoresDokument9 SeitenInstalación de calefacción por radiadoresnachoxxi100% (1)
- Act 1 RefractariosDokument22 SeitenAct 1 RefractariosEmma GarcíaNoch keine Bewertungen
- ExpoDokument12 SeitenExpoIris Bustamante PájaroNoch keine Bewertungen
- Anexo Guia de Instalacion y Revision Kioshi GNC Tipo IIDokument15 SeitenAnexo Guia de Instalacion y Revision Kioshi GNC Tipo IIGaston Julio OjedaNoch keine Bewertungen
- Introduccion de Columnas - Cuestionario1Dokument7 SeitenIntroduccion de Columnas - Cuestionario1Lissy Carolina Leon CubaNoch keine Bewertungen
- ConstruccionDokument16 SeitenConstruccionAlex Mauricio Toro MenesesNoch keine Bewertungen
- Envases Grado AlimenticioDokument6 SeitenEnvases Grado AlimenticiozairaNoch keine Bewertungen
- 3) - Aduana SanitariaDokument6 Seiten3) - Aduana SanitariaYOLZAMBNoch keine Bewertungen
- Análisis precios obra transitabilidadDokument15 SeitenAnálisis precios obra transitabilidadernestoNoch keine Bewertungen
- TR1 CNCDokument11 SeitenTR1 CNCSergio VM50% (2)
- Tapial IiDokument42 SeitenTapial IiCleyGomezNoch keine Bewertungen
- Ficha Tecnica Rev01Dokument2 SeitenFicha Tecnica Rev01Luis Gua CanadNoch keine Bewertungen
- Present. Censo Especial de Poblac. y Viv - Barrio Seguro 2016Dokument140 SeitenPresent. Censo Especial de Poblac. y Viv - Barrio Seguro 2016marilynNoch keine Bewertungen
- Resortes de CompresionDokument187 SeitenResortes de CompresionCiriakok MartinNoch keine Bewertungen
- PLANO E145 Anguiatú - Cisterna AP WsDokument1 SeitePLANO E145 Anguiatú - Cisterna AP WsRaul H CastroNoch keine Bewertungen
- Apu Tanque ElevadoDokument19 SeitenApu Tanque ElevadoRey Alfonso RoblesNoch keine Bewertungen