Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- I6 - 4.0 Engine PerformanceDokument121 SeitenI6 - 4.0 Engine Performancekristi5683Noch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- QuickServe Online - (3666087) B3.9, B4.5, B4.5 RGT, and B5.9 Service ManualDokument21 SeitenQuickServe Online - (3666087) B3.9, B4.5, B4.5 RGT, and B5.9 Service Manualshashiraj50% (2)
- Boring MachineDokument38 SeitenBoring Machinemitmandsaur67% (3)
- Boring MachineDokument38 SeitenBoring Machinemitmandsaur67% (3)
- MercedesBenz CLK55 AMG W208 M113-EngineSpecificationsDokument159 SeitenMercedesBenz CLK55 AMG W208 M113-EngineSpecificationsrodolfodiaz100% (1)
- Knife Deburring Book PDFDokument24 SeitenKnife Deburring Book PDFDavid M.V.67% (3)
- Instruction Bgm-100 enDokument37 SeitenInstruction Bgm-100 enLalo LeloNoch keine Bewertungen
- AMS 2452 Superfinishing of HVOF Applied Tungsten Carbide Coatings PDFDokument13 SeitenAMS 2452 Superfinishing of HVOF Applied Tungsten Carbide Coatings PDFJose GasparNoch keine Bewertungen
- GT1109Dokument100 SeitenGT1109Metin YilmazNoch keine Bewertungen
- 2.superfinishing ProcessDokument9 Seiten2.superfinishing ProcessVikrant Sharma100% (1)
- Busch R 5 0160 0250 0400 0502 0630 B MRDokument32 SeitenBusch R 5 0160 0250 0400 0502 0630 B MRgoran100% (1)
- Quotation For A Granite Line PolisherDokument7 SeitenQuotation For A Granite Line PolisherKrishna Kant JethliyaNoch keine Bewertungen
- Energy Forms and ChangesDokument44 SeitenEnergy Forms and Changesdoudouthekiller100% (1)
- Eme Lesson PlanningDokument4 SeitenEme Lesson PlanningmitmandsaurNoch keine Bewertungen
- Eme Lesson PlanningDokument4 SeitenEme Lesson PlanningmitmandsaurNoch keine Bewertungen
- ME364 Machining BoringDokument2 SeitenME364 Machining BoringRaghuNoch keine Bewertungen
- Shroff S. R. Rotary Institute of Chemical Technology: Timetable - Chemical Engineering - Semester-I (Jul-Dec 2014)Dokument16 SeitenShroff S. R. Rotary Institute of Chemical Technology: Timetable - Chemical Engineering - Semester-I (Jul-Dec 2014)mitmandsaurNoch keine Bewertungen
- Sub:-Manufacturing Process - 1: Prepared by Chintan Charola Mayurrajsinh ChauhanDokument11 SeitenSub:-Manufacturing Process - 1: Prepared by Chintan Charola Mayurrajsinh ChauhanmitmandsaurNoch keine Bewertungen
- Shroff S. R. Rotary Institute of Chemical TechnologyDokument2 SeitenShroff S. R. Rotary Institute of Chemical TechnologymitmandsaurNoch keine Bewertungen
- Check ListDokument1 SeiteCheck ListmitmandsaurNoch keine Bewertungen
- FuelsDokument43 SeitenFuelsmitmandsaurNoch keine Bewertungen
- Shroff S. R. Rotary Institute of Chemical TechnologyDokument2 SeitenShroff S. R. Rotary Institute of Chemical TechnologymitmandsaurNoch keine Bewertungen
- Manufacturing Processes - IDokument2 SeitenManufacturing Processes - IshekhadaaNoch keine Bewertungen
- List of PracticalsDokument1 SeiteList of PracticalsmitmandsaurNoch keine Bewertungen
- Syllabus of Engineering Graphics As Per GtuDokument1 SeiteSyllabus of Engineering Graphics As Per GtumitmandsaurNoch keine Bewertungen
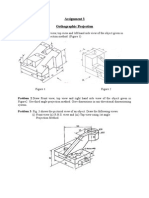
- Orthographic Projection AssisgnmentDokument1 SeiteOrthographic Projection AssisgnmentmitmandsaurNoch keine Bewertungen
- Criteria For An SAE Collegiate ClubDokument1 SeiteCriteria For An SAE Collegiate ClubmitmandsaurNoch keine Bewertungen
- Eme Lesson PlanningDokument3 SeitenEme Lesson PlanningmitmandsaurNoch keine Bewertungen
- Capstan & Turret LathesDokument22 SeitenCapstan & Turret LathesAhmed Kamal100% (1)
- SVKM MD&CG SyllabusDokument2 SeitenSVKM MD&CG SyllabusmitmandsaurNoch keine Bewertungen
- CNC Programme For BILLET X30 Z60Dokument1 SeiteCNC Programme For BILLET X30 Z60mitmandsaurNoch keine Bewertungen
- Always Leave Office On TimeDokument1 SeiteAlways Leave Office On TimemitmandsaurNoch keine Bewertungen
- Core DesignDokument1 SeiteCore DesignmitmandsaurNoch keine Bewertungen
- THE Cylinder CompanyDokument6 SeitenTHE Cylinder CompanyNguyễn Đức CườngNoch keine Bewertungen
- Adding and Altering: Surface FinishingDokument11 SeitenAdding and Altering: Surface FinishingVijay Raj PuniaNoch keine Bewertungen
- DownloadDokument28 SeitenDownloadmoonstarNoch keine Bewertungen
- PW Consumables en 2013Dokument8 SeitenPW Consumables en 2013Vicente Elías Venegas LunaNoch keine Bewertungen
- PGDDokument168 SeitenPGDkarvadNoch keine Bewertungen
- Stone Marble FinishesDokument14 SeitenStone Marble FinishesjembuildersupplyNoch keine Bewertungen
- 8.2 Fundamentals of Manufacturing For EngineersDokument13 Seiten8.2 Fundamentals of Manufacturing For EngineersKhánh ĐàoNoch keine Bewertungen
- Cylinder Condition Monitoring and Reconditioning 2 Stroke EnginesDokument5 SeitenCylinder Condition Monitoring and Reconditioning 2 Stroke Enginesastalavista143Noch keine Bewertungen
- Service Experience 2009Dokument19 SeitenService Experience 2009Alexandru AlexNoch keine Bewertungen
- Objective: To Study About Construction of Lathe and Various Operations On Lathe MachineDokument27 SeitenObjective: To Study About Construction of Lathe and Various Operations On Lathe MachineMuhit ChowdhuryNoch keine Bewertungen
- Sample FmeaDokument21 SeitenSample FmeaDhananjay PatilNoch keine Bewertungen
- c006b QDokument54 Seitenc006b QpchakkrapaniNoch keine Bewertungen
- SR - NO. Chapter Name Page NoDokument61 SeitenSR - NO. Chapter Name Page Nodeep bahirshetNoch keine Bewertungen
- Depl. ING KIT410 MP Kit Levigatura Portatile X 60 100 125 + Ricambi 3.0 20111Dokument2 SeitenDepl. ING KIT410 MP Kit Levigatura Portatile X 60 100 125 + Ricambi 3.0 20111azer tyNoch keine Bewertungen
- The Necessity of A Plateaued Cylinder Wall FinishDokument28 SeitenThe Necessity of A Plateaued Cylinder Wall FinishguguimirandaNoch keine Bewertungen
- Gear HoningDokument2 SeitenGear HoningMargam Kiran KumarNoch keine Bewertungen
- Factsheet Faessler HMX 400 V01 enDokument2 SeitenFactsheet Faessler HMX 400 V01 enAjay Sharma100% (2)
- Mobilgrind Series Mobilgrind Series Mobilgrind Series Mobilgrind SeriesDokument2 SeitenMobilgrind Series Mobilgrind Series Mobilgrind Series Mobilgrind SeriesDennis Alexander Oseguera OsegueraNoch keine Bewertungen
- Mitsu 14 Technical DataDokument52 SeitenMitsu 14 Technical DataRajesh Mishra100% (1)
- Piston Skirt ClearanceDokument5 SeitenPiston Skirt ClearanceJose CencičNoch keine Bewertungen