Das könnte Ihnen auch gefallen
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelVon EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNoch keine Bewertungen
- Overview and Definitions of Heat Treatments For FastenersDokument2 SeitenOverview and Definitions of Heat Treatments For Fastenerskaushik9shahNoch keine Bewertungen
- Heat Treatment LectureDokument58 SeitenHeat Treatment LectureKeith Tanaka Magaka100% (1)
- Theory of Heat TreatmentDokument8 SeitenTheory of Heat Treatmentayie740% (1)
- MMEN 120 - Surface HardeningDokument19 SeitenMMEN 120 - Surface HardeningnattydreadfathelahNoch keine Bewertungen
- Objectives of Heat TreatmentDokument6 SeitenObjectives of Heat TreatmentAdaitaChowdhury100% (1)
- Heat TreatmentDokument31 SeitenHeat TreatmentJackNoch keine Bewertungen
- Heat Treatment of Carbon SteelDokument23 SeitenHeat Treatment of Carbon SteelArielle Joyce de JesusNoch keine Bewertungen
- Heat TreatmentDokument4 SeitenHeat TreatmentAshish BoraNoch keine Bewertungen
- eNERGY cONSUMPTIONDokument8 SeiteneNERGY cONSUMPTIONRefky FNoch keine Bewertungen
- Report Heat Treatment Eng Lab 3Dokument7 SeitenReport Heat Treatment Eng Lab 3khalifawhan43% (7)
- Heat Treatment of SteelsDokument6 SeitenHeat Treatment of SteelsSrinivas LaishettyNoch keine Bewertungen
- Document 7Dokument6 SeitenDocument 7Roy mugendi100% (1)
- Heat Treatment: Dr. Mohamed Abd Elmonem DahaDokument23 SeitenHeat Treatment: Dr. Mohamed Abd Elmonem DahashoroukNoch keine Bewertungen
- Chapter 4 Heat Treatment of SteelDokument29 SeitenChapter 4 Heat Treatment of SteelDa Champ Cena100% (2)
- Sandvik Steel Hardening GuideDokument25 SeitenSandvik Steel Hardening GuidejasonsivertsenNoch keine Bewertungen
- Deepesh Heat TreatmentDokument26 SeitenDeepesh Heat TreatmentVaidNoch keine Bewertungen
- Lecture-6: Heat Treatment of Metals and Alloys - Importance Heat Treatment Processes NormalisingDokument47 SeitenLecture-6: Heat Treatment of Metals and Alloys - Importance Heat Treatment Processes NormalisingSarojKumarSinghNoch keine Bewertungen
- Heat Treatment of Carbon SteelDokument10 SeitenHeat Treatment of Carbon SteelPrasanna RajaNoch keine Bewertungen
- Unit 2: Heat Treatment of Iron and SteelsDokument24 SeitenUnit 2: Heat Treatment of Iron and SteelsRahul kumarNoch keine Bewertungen
- Heat TreamentDokument9 SeitenHeat TreamentAtul GaurNoch keine Bewertungen
- What Is Heat TreatmentDokument5 SeitenWhat Is Heat TreatmentAbdulbar kelilNoch keine Bewertungen
- Heat Treatment GC - 08Dokument54 SeitenHeat Treatment GC - 08kr_abhijeet72356587Noch keine Bewertungen
- Material ScienceDokument20 SeitenMaterial ScienceKushNoch keine Bewertungen
- Unit 2 Heat TreatmentDokument59 SeitenUnit 2 Heat TreatmentAmutha PSGRKCWNoch keine Bewertungen
- Importance of Heat TreatmentDokument5 SeitenImportance of Heat TreatmentArgha DasNoch keine Bewertungen
- Hjbjjnkjkjklnhjhytguythjbhgvbhvjh Bhkuggsilla Ki Heat TreatmentDokument31 SeitenHjbjjnkjkjklnhjhytguythjbhgvbhvjh Bhkuggsilla Ki Heat TreatmentJackNoch keine Bewertungen
- Jnkjkjklnhjhytguythjbhgvbhvjhbhk Uggsilla Ki Heat TreatmentDokument31 SeitenJnkjkjklnhjhytguythjbhgvbhvjhbhk Uggsilla Ki Heat TreatmentJackNoch keine Bewertungen
- Kjklnhjhytguythjbhgvbhvjhbhkugg Silla Ki Heat TreatmentDokument31 SeitenKjklnhjhytguythjbhgvbhvjhbhkugg Silla Ki Heat TreatmentJackNoch keine Bewertungen
- Uhergihnheat TreatmentDokument31 SeitenUhergihnheat TreatmentJackNoch keine Bewertungen
- Gvbhvjhbhkuggsilla Ki Heat TreatmentDokument31 SeitenGvbhvjhbhkuggsilla Ki Heat TreatmentJackNoch keine Bewertungen
- 54tuhergihnheat TreatmentDokument31 Seiten54tuhergihnheat TreatmentJackNoch keine Bewertungen
- Welding Metallurgy of Carbon Steel PDFDokument17 SeitenWelding Metallurgy of Carbon Steel PDFwessamalex100% (1)
- Capili Jefferson 12Dokument9 SeitenCapili Jefferson 12Christian Al EncarnacionNoch keine Bewertungen
- Uggsilla Ki Heat TreatmentDokument31 SeitenUggsilla Ki Heat TreatmentJackNoch keine Bewertungen
- Jhbhkuggsilla Ki Heat TreatmentDokument31 SeitenJhbhkuggsilla Ki Heat TreatmentJackNoch keine Bewertungen
- Literature ReviewDokument23 SeitenLiterature ReviewRISHAVNoch keine Bewertungen
- Material Science and Engineering Heat TRDokument18 SeitenMaterial Science and Engineering Heat TRSamit NagNoch keine Bewertungen
- 67697425-Bolt-Design 51Dokument1 Seite67697425-Bolt-Design 51pawkomNoch keine Bewertungen
- 4Dokument31 Seiten4JackNoch keine Bewertungen
- Case Hardening Heat TreatmentDokument15 SeitenCase Hardening Heat Treatmentmohit1990dodwalNoch keine Bewertungen
- Hjhytguythjbhgvbhvjhbhkuggsilla Ki Heat TreatmentDokument31 SeitenHjhytguythjbhgvbhvjhbhkuggsilla Ki Heat TreatmentJackNoch keine Bewertungen
- HeattreatmentDokument29 SeitenHeattreatmentUJJWAL PRAKASHNoch keine Bewertungen
- Heat TreatmentDokument22 SeitenHeat Treatmentansh_k9250% (2)
- Heat TreatmentDokument59 SeitenHeat TreatmentINSTECH Consulting100% (1)
- Brake Disc Rotor Manufacturing ProcessesDokument3 SeitenBrake Disc Rotor Manufacturing Processessumukha nadigNoch keine Bewertungen
- CHAPTER - Heat Treatment 3rd Sem ManufacturingDokument11 SeitenCHAPTER - Heat Treatment 3rd Sem Manufacturingkaranragav12Noch keine Bewertungen
- Heat Treatment of Metals Module 4Dokument88 SeitenHeat Treatment of Metals Module 4Palliyil UjwalNoch keine Bewertungen
- Heat Treatment of Ferrous MetalsDokument8 SeitenHeat Treatment of Ferrous Metalsarchangeluriel06Noch keine Bewertungen
- Anealing TypesDokument29 SeitenAnealing TypesPratheep AddrinNoch keine Bewertungen
- GN06 Post Weld Heat Treatment of Welded PDFDokument11 SeitenGN06 Post Weld Heat Treatment of Welded PDFGregory FenwickNoch keine Bewertungen
- Ruukki Hot Rolled Steels Processing of Material Thermal Cutting and Flame StraighteningDokument6 SeitenRuukki Hot Rolled Steels Processing of Material Thermal Cutting and Flame StraighteningtechspawNoch keine Bewertungen
- Annealing, Normalizing, Quenching, Martensitic TransformationDokument22 SeitenAnnealing, Normalizing, Quenching, Martensitic TransformationAboo BackerNoch keine Bewertungen
- HT ManualDokument17 SeitenHT ManualAkhilesh KumarNoch keine Bewertungen
- Heat TreatmentDokument20 SeitenHeat Treatmentعزت عبد المنعمNoch keine Bewertungen
- Leduburitic Steel Aisi D2 PDFDokument8 SeitenLeduburitic Steel Aisi D2 PDFAnoop KizhakathNoch keine Bewertungen
- Heat Treatment of SteelDokument59 SeitenHeat Treatment of SteelNaman ShethNoch keine Bewertungen
- Heat TreatmentDokument26 SeitenHeat TreatmentMirza Shaizad BegNoch keine Bewertungen
- Presentation On Control of Material PropertyDokument21 SeitenPresentation On Control of Material PropertyAbhilasha KushawahaNoch keine Bewertungen
- Preheat RequirementsDokument3 SeitenPreheat RequirementsVJG369Noch keine Bewertungen
- BASIX Project CommitmentsDokument1 SeiteBASIX Project CommitmentsMichelle KieraNoch keine Bewertungen
- Lintels, Girts, Etc.), Tension, and Compression Members (Columns), Combined Stressed Members (Beam-Columns)Dokument2 SeitenLintels, Girts, Etc.), Tension, and Compression Members (Columns), Combined Stressed Members (Beam-Columns)GinerNoch keine Bewertungen
- Indian Standard - Septic TanksDokument19 SeitenIndian Standard - Septic TankskibzeamNoch keine Bewertungen
- Section - 11356 - Dewatered Sludge Storage SilosDokument24 SeitenSection - 11356 - Dewatered Sludge Storage SilosjufrejjNoch keine Bewertungen
- Existing Vessel To Transitional VesselDokument2 SeitenExisting Vessel To Transitional VesselcarsicocnflatuoNoch keine Bewertungen
- Single line diagram (กรอบสีแดงฝั่งDokument1 SeiteSingle line diagram (กรอบสีแดงฝั่งPariwat WongworanateNoch keine Bewertungen
- Basf Masterroc Sa 190 TdsDokument3 SeitenBasf Masterroc Sa 190 TdsHalit Baris SertbakanNoch keine Bewertungen
- Daily Progress Report (DPR) From Proejct Engineer of PHC: S.E. (Mumbai / TNK/ Pune/ AN/ NAG Regional Office)Dokument1 SeiteDaily Progress Report (DPR) From Proejct Engineer of PHC: S.E. (Mumbai / TNK/ Pune/ AN/ NAG Regional Office)Deepak KaushikNoch keine Bewertungen
- Jobsite Inspection Checklist 1Dokument5 SeitenJobsite Inspection Checklist 1Sahnavaz SaiyyedNoch keine Bewertungen
- Example To EN 1991 Part 1-2: Compartment Fire: P. Schaumann, T. TrautmannDokument11 SeitenExample To EN 1991 Part 1-2: Compartment Fire: P. Schaumann, T. TrautmannSerbanDragosNoch keine Bewertungen
- User Requirement SpecificationDokument14 SeitenUser Requirement SpecificationDoan Chi Thien86% (7)
- Culvert and Septic TankDokument14 SeitenCulvert and Septic TankFunny VinesNoch keine Bewertungen
- Epo RipDokument4 SeitenEpo RipFloorkitNoch keine Bewertungen
- Uji Petik DT Ob 022022Dokument11 SeitenUji Petik DT Ob 022022RaynaldiSaputraNoch keine Bewertungen
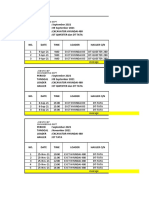
- Special Repair of Biswa Dehat Link RoadDokument15 SeitenSpecial Repair of Biswa Dehat Link Roadamit singhNoch keine Bewertungen
- Column Design Ecp203 VS Aci VS BS8110Dokument37 SeitenColumn Design Ecp203 VS Aci VS BS8110MANoch keine Bewertungen
- BG153 Rev 1Dokument1 SeiteBG153 Rev 1SyNoch keine Bewertungen
- Ballastless Track Systems-Experiences Gained in Austria and GermanyDokument20 SeitenBallastless Track Systems-Experiences Gained in Austria and GermanyBesim GülcüNoch keine Bewertungen
- Design Annex Paundi KholaDokument19 SeitenDesign Annex Paundi KholaBinod Thapa0% (1)
- Terminology of StairDokument8 SeitenTerminology of StairGaiKONoch keine Bewertungen
- Monitoring Shop Drawing MVACDokument2 SeitenMonitoring Shop Drawing MVACEko Indra SaputraNoch keine Bewertungen
- CH 10 - Mounting Engine On StandDokument18 SeitenCH 10 - Mounting Engine On StandEnrrique LaraNoch keine Bewertungen
- Storage Tank FoundationsDokument19 SeitenStorage Tank Foundationstariq.muhammad.raheelNoch keine Bewertungen
- Cable Gland Selection ChartDokument4 SeitenCable Gland Selection Chartajeez86100% (2)
- Retaining Structure Design For KNDokument11 SeitenRetaining Structure Design For KNberkely19Noch keine Bewertungen
- Concrete Pumping Cop 2019 PDFDokument59 SeitenConcrete Pumping Cop 2019 PDFaung moe tunNoch keine Bewertungen
- LEED ZeroDokument16 SeitenLEED ZeroDaniel Nuñez HernandezNoch keine Bewertungen
- Weichai Engine PrintDokument52 SeitenWeichai Engine PrintKo ZayNoch keine Bewertungen
- 2022-2023 Fall CE371 HW4 PDFDokument3 Seiten2022-2023 Fall CE371 HW4 PDFMurat EnginNoch keine Bewertungen
- 0405A QuestionsDokument9 Seiten0405A QuestionsD01ASSASSINNoch keine Bewertungen