Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Apb Calculation (Natural Gas)Dokument8 SeitenApb Calculation (Natural Gas)Nasrul HazimNoch keine Bewertungen
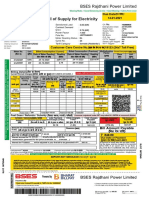
- Bill of Supply For Electricity: BSES Rajdhani Power LimitedDokument2 SeitenBill of Supply For Electricity: BSES Rajdhani Power LimitedVikasNoch keine Bewertungen
- 04 Mobilization PlanDokument9 Seiten04 Mobilization PlanMohd Khaidir100% (1)
- Electrical WiringDokument52 SeitenElectrical Wiringbharti dhoteNoch keine Bewertungen
- General Organic and Biological Chemistry 3Rd Edition Frost Test Bank Full Chapter PDFDokument36 SeitenGeneral Organic and Biological Chemistry 3Rd Edition Frost Test Bank Full Chapter PDFallison.young656100% (15)
- Water and Energy Efficient Showers: Project ReportDokument54 SeitenWater and Energy Efficient Showers: Project ReportMurali Krishna KakaraparthiNoch keine Bewertungen
- Shah SekulicDokument972 SeitenShah SekulicBilge DemirelNoch keine Bewertungen
- GammaDokument17 SeitenGammaBigBossNoch keine Bewertungen
- JD 624h Loader Tc62h Operator Sec WatDokument20 SeitenJD 624h Loader Tc62h Operator Sec Watalbert100% (51)
- Grade 7 LPDokument5 SeitenGrade 7 LPMelfe John CerezoNoch keine Bewertungen
- Handbook For Radiological MonitorsDokument44 SeitenHandbook For Radiological MonitorsChó MèoNoch keine Bewertungen
- Electricity Tariff Rates of Nepal Electricity Authority: Category A: Domestic ConsumersDokument3 SeitenElectricity Tariff Rates of Nepal Electricity Authority: Category A: Domestic Consumersmarab12Noch keine Bewertungen
- Commodity Chemicals - PPT - June2023Dokument40 SeitenCommodity Chemicals - PPT - June2023Sheikh YajidulNoch keine Bewertungen
- For ELECTRICAL TESTING LABORATORIES - The NABL (PDFDrive)Dokument122 SeitenFor ELECTRICAL TESTING LABORATORIES - The NABL (PDFDrive)Mani Dhamodharan100% (1)
- Resin Infusion MoldingDokument111 SeitenResin Infusion MoldingAnkitChoudhary100% (2)
- Brochure Ret 670Dokument4 SeitenBrochure Ret 670Vishwanath TodurkarNoch keine Bewertungen
- Redox Reaction Introduction and Discussion of Theories: Oxidation-Reduction ReactionsDokument9 SeitenRedox Reaction Introduction and Discussion of Theories: Oxidation-Reduction ReactionsMark Darrel AquinoNoch keine Bewertungen
- Transition To Turbopropeller-Powered AirplanesDokument14 SeitenTransition To Turbopropeller-Powered AirplanesAditya Sinha100% (1)
- 3 CombustionDokument30 Seiten3 CombustionCllyan ReyesNoch keine Bewertungen
- Barry GasDokument8 SeitenBarry GasBManesh BMNoch keine Bewertungen
- CV6312 S1 OverviewDokument6 SeitenCV6312 S1 Overviewlim kang haiNoch keine Bewertungen
- P & I DiagramsDokument26 SeitenP & I Diagramsengrfarhansiddiqui100% (3)
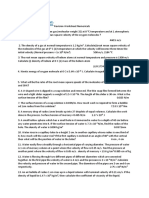
- Revision Worksheet Numericals SA2Dokument2 SeitenRevision Worksheet Numericals SA2Chinmaya NagpalNoch keine Bewertungen
- ATT III - 2. Use Internal Communication SystemsDokument9 SeitenATT III - 2. Use Internal Communication Systemsedwin90276Noch keine Bewertungen
- Control Sheet RwadDokument9 SeitenControl Sheet RwadrawadNoch keine Bewertungen
- Smo Management Audit Report Q2f19-FoiDokument12 SeitenSmo Management Audit Report Q2f19-FoiBob MackinNoch keine Bewertungen
- Welding ParametersDokument34 SeitenWelding ParametersmilindNoch keine Bewertungen
- ZF AVS Automatic Gearbox ManualDokument67 SeitenZF AVS Automatic Gearbox Manualdaniel_ting_191% (22)
- 02 - Relay Performance TestingDokument46 Seiten02 - Relay Performance TestingHassan TahaNoch keine Bewertungen