Das könnte Ihnen auch gefallen
- Discrete Element Method to Model 3D Continuous MaterialsVon EverandDiscrete Element Method to Model 3D Continuous MaterialsNoch keine Bewertungen
- Proper Bolt Axial Tightening ForceDokument1 SeiteProper Bolt Axial Tightening ForcePrabhu SelvaRajNoch keine Bewertungen
- Calculation of Bearing Plate Dimension:: Beam SectionDokument3 SeitenCalculation of Bearing Plate Dimension:: Beam Sectionk.m.ariful islam100% (1)
- Calculation of Safety Factor Guarding Against Joint OpeningDokument12 SeitenCalculation of Safety Factor Guarding Against Joint OpeningPandiyarajan RajuNoch keine Bewertungen
- Acme Thread External 29Dokument16 SeitenAcme Thread External 29Dhanraj VasanthNoch keine Bewertungen
- Stress DesignDokument11 SeitenStress DesignKarthikeyan SankarrajanNoch keine Bewertungen
- Using The ASME VIII-1 Nozzle F Factor (UG-37)Dokument7 SeitenUsing The ASME VIII-1 Nozzle F Factor (UG-37)stalin_83Noch keine Bewertungen
- Thread DetailsDokument27 SeitenThread DetailsN.PalaniappanNoch keine Bewertungen
- AB 520 Finite Element Analysis FEA Requirements PDFDokument4 SeitenAB 520 Finite Element Analysis FEA Requirements PDFbello imamNoch keine Bewertungen
- M 452 ContentDokument63 SeitenM 452 ContentprasannaNoch keine Bewertungen
- FEA Report PDFDokument24 SeitenFEA Report PDFDanish JavedNoch keine Bewertungen
- Desired Bolt Head or Thrust Bearing Desired Required: Coefficients of FrictionDokument2 SeitenDesired Bolt Head or Thrust Bearing Desired Required: Coefficients of Frictionmimi_chan_17Noch keine Bewertungen
- Welding SymbolsDokument12 SeitenWelding SymbolsrsrtnjNoch keine Bewertungen
- Shaft Torsion 1Dokument2 SeitenShaft Torsion 1neelNoch keine Bewertungen
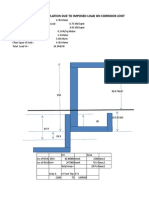
- Deflection Calculation Due To Imposed Load On Corridor JoistDokument14 SeitenDeflection Calculation Due To Imposed Load On Corridor JoistranjitNoch keine Bewertungen
- Saddle Angle - Formula K - 12.28.20Dokument2 SeitenSaddle Angle - Formula K - 12.28.20Rey FiedacanNoch keine Bewertungen
- Plate & RectangularDokument7 SeitenPlate & RectangularibicengNoch keine Bewertungen
- Pressure Vessel Inspection ReportDokument33 SeitenPressure Vessel Inspection ReportJinlong SuNoch keine Bewertungen
- ASME 2A - 2B - Inch Thread CalculatorDokument8 SeitenASME 2A - 2B - Inch Thread CalculatorBruno GondimNoch keine Bewertungen
- Fatigue Analysis TechniquesDokument49 SeitenFatigue Analysis Techniquespragerspole100% (1)
- Calculation SheetDokument4 SeitenCalculation SheetReinaldy MaslimNoch keine Bewertungen
- Design Calculation of Nozzle Junction Based On ASME Pressure Vessel Design CodeDokument8 SeitenDesign Calculation of Nozzle Junction Based On ASME Pressure Vessel Design CodeAndres Rodriguez HerreraNoch keine Bewertungen
- Index Metric Fasteners: M e T R I C SDokument22 SeitenIndex Metric Fasteners: M e T R I C Sjai_79Noch keine Bewertungen
- Pressure Vessel Inspection ReportDokument34 SeitenPressure Vessel Inspection ReportJinlong Su100% (1)
- FlangeDokument12 SeitenFlangeGabriel RodríguezNoch keine Bewertungen
- Fatigue Analysis Tool 1.0Dokument2 SeitenFatigue Analysis Tool 1.0We learnNoch keine Bewertungen
- Design Calculations of Storage Tank: According To API 650 Code, 11 EditionDokument3 SeitenDesign Calculations of Storage Tank: According To API 650 Code, 11 EditionAkash Kazama100% (1)
- MESYS Shaft CalculationDokument28 SeitenMESYS Shaft CalculationZoebairNoch keine Bewertungen
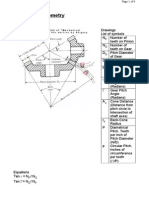
- Spiral Bevel AssyDokument3 SeitenSpiral Bevel AssyvijaykumarnNoch keine Bewertungen
- Shell Minimum Thickness Calculations: D (FT) G E Fill Height (FT)Dokument2 SeitenShell Minimum Thickness Calculations: D (FT) G E Fill Height (FT)trijaya landscapeNoch keine Bewertungen
- FT GT F GT D FT G D: AsteriskDokument22 SeitenFT GT F GT D FT G D: Asterisk174A1 HindupriyaNoch keine Bewertungen
- Pressing Force Calculator UpdatedDokument25 SeitenPressing Force Calculator Updatedanush_swaminathanNoch keine Bewertungen
- Bolt Tensioning - E411 - GB PDFDokument2 SeitenBolt Tensioning - E411 - GB PDF4jawwy markme026Noch keine Bewertungen
- Bevel ExplanationDokument4 SeitenBevel ExplanationVarun VaidyaNoch keine Bewertungen
- Tolerances Fit CalculatorDokument33 SeitenTolerances Fit CalculatorVasi ValiNoch keine Bewertungen
- Formulas For InterferenceDokument11 SeitenFormulas For InterferenceParag Naik100% (1)
- Ball - Screw - Calculations - As Per THK and PmiDokument5 SeitenBall - Screw - Calculations - As Per THK and PmiDharmeshPatelNoch keine Bewertungen
- PlateDokument3 SeitenPlateAdnan RanaNoch keine Bewertungen
- Bolts TheoryDokument30 SeitenBolts TheoryIbrahim Mesfin100% (1)
- Screw Threads #2Dokument221 SeitenScrew Threads #2boo huNoch keine Bewertungen
- Teague's ShaftDokument145 SeitenTeague's ShaftBUDAPESNoch keine Bewertungen
- 25.rotary Actuator CalculationDokument12 Seiten25.rotary Actuator Calculationcarthik_babu100% (1)
- SIE1010 Lesson 5.2 - Dimensioning and Tolerancing (Part 2)Dokument56 SeitenSIE1010 Lesson 5.2 - Dimensioning and Tolerancing (Part 2)lightsoul91Noch keine Bewertungen
- Dynamic Analysis - WIPDokument6 SeitenDynamic Analysis - WIPgurpreets_807665Noch keine Bewertungen
- Modal Space - in Our Own Little World: by Pete AvitabileDokument2 SeitenModal Space - in Our Own Little World: by Pete AvitabileVignesh SelvarajNoch keine Bewertungen
- Tolerances 01Dokument76 SeitenTolerances 01minhchien0001100% (1)
- Metric Bolt Data - Torque - Thread StrengthDokument10 SeitenMetric Bolt Data - Torque - Thread StrengthbakellyNoch keine Bewertungen
- Joint Press FitDokument11 SeitenJoint Press FitnirmalmthpNoch keine Bewertungen
- Bolt Load Calculation StepsDokument2 SeitenBolt Load Calculation StepsSrikanth ShankarNoch keine Bewertungen
- Fracture Mechanics CharacterizationDokument124 SeitenFracture Mechanics CharacterizationJose Luis GrajedaNoch keine Bewertungen
- Pipe Thickness Calculations - : ClassDokument1 SeitePipe Thickness Calculations - : ClassOluwachidiNoch keine Bewertungen
- Analysis of Bolt TorquingDokument7 SeitenAnalysis of Bolt TorquingAlessandro Serafini100% (1)
- Bolt Torquing AnalysisDokument7 SeitenBolt Torquing AnalysisEleonor MaderazoNoch keine Bewertungen
- Dos PPT 3Dokument33 SeitenDos PPT 3Keerthana PNoch keine Bewertungen
- Worked Calculations Non Permanent Fasteners With Naration - PPSXDokument28 SeitenWorked Calculations Non Permanent Fasteners With Naration - PPSXTeeNoch keine Bewertungen
- Bushed PinDokument7 SeitenBushed Pinsarath.kumarnmk930100% (1)
- Machine Design I Learning Module I: Stress Analysis: Authored By: Engr. Ronnie Tavares Rat/8/17/2013/8:55 PMDokument32 SeitenMachine Design I Learning Module I: Stress Analysis: Authored By: Engr. Ronnie Tavares Rat/8/17/2013/8:55 PMOtil SeravatNoch keine Bewertungen
- Structural Design Bolted Welded ConnectionsDokument52 SeitenStructural Design Bolted Welded ConnectionsBergadamus100% (1)
- Lecture 3Dokument30 SeitenLecture 3M.HNoch keine Bewertungen
- 4 - HPN Sugar Monthly Review AprilDokument2 Seiten4 - HPN Sugar Monthly Review AprilBahtiar YudhistiraNoch keine Bewertungen
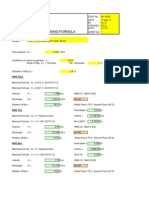
- Flow in Pipe - Manning FormulaDokument1 SeiteFlow in Pipe - Manning FormulaBahtiar YudhistiraNoch keine Bewertungen
- CalculationsDokument2 SeitenCalculationsAliAliNoch keine Bewertungen
- TN 7 VibxpertDokument1 SeiteTN 7 VibxpertBahtiar YudhistiraNoch keine Bewertungen
- Vibrotip Web PAM1Dokument8 SeitenVibrotip Web PAM1Bahtiar YudhistiraNoch keine Bewertungen
- 11249-Ispat Indo-500 Mill Rolling Mill BDokument1 Seite11249-Ispat Indo-500 Mill Rolling Mill BBahtiar YudhistiraNoch keine Bewertungen
- Asset Management: Maintenance Management Implementation GuideDokument11 SeitenAsset Management: Maintenance Management Implementation GuideBahtiar YudhistiraNoch keine Bewertungen
- Spot Check Your CarDokument2 SeitenSpot Check Your CarBahtiar YudhistiraNoch keine Bewertungen
- Troubleshooting Fluid CouplingDokument2 SeitenTroubleshooting Fluid CouplingBahtiar Yudhistira100% (3)
- Pt. Corelab Indonesia: Oil Analysis ResultDokument1 SeitePt. Corelab Indonesia: Oil Analysis ResultBahtiar Yudhistira100% (1)
- Mill ExtractionDokument10 SeitenMill ExtractionBahtiar Yudhistira100% (1)
- Regional SCH - Application Form 2012 - 120607 (FINAL)Dokument4 SeitenRegional SCH - Application Form 2012 - 120607 (FINAL)Bahtiar YudhistiraNoch keine Bewertungen
- 07468-Ispatindo-Cellar 1 Rolling MillDokument1 Seite07468-Ispatindo-Cellar 1 Rolling MillBahtiar YudhistiraNoch keine Bewertungen
- Inspeksi Pipa BajaDokument5 SeitenInspeksi Pipa BajaBahtiar YudhistiraNoch keine Bewertungen
- Chemical and Mech..Dokument6 SeitenChemical and Mech..Bahtiar YudhistiraNoch keine Bewertungen
- Steam Systems I OutlineDokument1 SeiteSteam Systems I OutlineBahtiar YudhistiraNoch keine Bewertungen
- Hasil Inspeksi Air Breather Di Mill Area: Pt. Ispat IndoDokument1 SeiteHasil Inspeksi Air Breather Di Mill Area: Pt. Ispat IndoBahtiar YudhistiraNoch keine Bewertungen
- Total Personel Divisi Mill and BoilerDokument3 SeitenTotal Personel Divisi Mill and BoilerBahtiar YudhistiraNoch keine Bewertungen
- Mill Area Cooler Temperature 2009Dokument12 SeitenMill Area Cooler Temperature 2009Bahtiar YudhistiraNoch keine Bewertungen
- List 1abnormality in AprilDokument4 SeitenList 1abnormality in AprilBahtiar YudhistiraNoch keine Bewertungen
- Rockland County Stream Biomonitoring ProjectDokument12 SeitenRockland County Stream Biomonitoring ProjectHRNERRNoch keine Bewertungen
- Agreement To Care For and Return Company EquipmentDokument1 SeiteAgreement To Care For and Return Company EquipmentUbuntu Linux100% (2)
- Epithelial TissueDokument10 SeitenEpithelial Tissuememe bolongonNoch keine Bewertungen
- Safety Protocols of SIMIS Inyerlocking SystemsDokument12 SeitenSafety Protocols of SIMIS Inyerlocking SystemsNECDET ÇİLİNGİR100% (1)
- 2015 Pri XLDokument2 Seiten2015 Pri XLTimmyJuriNoch keine Bewertungen
- Formatof Indenity BondDokument2 SeitenFormatof Indenity BondSudhir SinhaNoch keine Bewertungen
- Halaal Gazette Vol 1 Issue 4Dokument4 SeitenHalaal Gazette Vol 1 Issue 4Shahil SadoolNoch keine Bewertungen
- Activity Sheet 3 in Science ViDokument4 SeitenActivity Sheet 3 in Science ViJohn Cyrel MondejarNoch keine Bewertungen
- Depentanization of Gasoline and Naphthas: Standard Test Method ForDokument3 SeitenDepentanization of Gasoline and Naphthas: Standard Test Method ForMin KhantNoch keine Bewertungen
- PET SyllabusDokument2 SeitenPET SyllabusAureabeNoch keine Bewertungen
- UntitledDokument386 SeitenUntitledG PalaNoch keine Bewertungen
- Aircraft EnginesDokument20 SeitenAircraft EnginesAlberto Martinez IgualadaNoch keine Bewertungen
- Sf1 Cinderella JuneDokument60 SeitenSf1 Cinderella JuneLaLa FullerNoch keine Bewertungen
- BalClor BWMS Principle and CompositionDokument34 SeitenBalClor BWMS Principle and Compositiongprasad2006Noch keine Bewertungen
- Physics of The Solid Earth (Phy 202)Dokument11 SeitenPhysics of The Solid Earth (Phy 202)Gaaga British0% (1)
- ALP 9th Bio. Ch. 3 MCQs - Nauman SadafDokument2 SeitenALP 9th Bio. Ch. 3 MCQs - Nauman SadafSohail AfzalNoch keine Bewertungen
- Inspection and Repair: Inspection of Totally Enclosed Lift Bags 1.0Dokument8 SeitenInspection and Repair: Inspection of Totally Enclosed Lift Bags 1.0Ali KuliNoch keine Bewertungen
- Epsom Salt ClassDokument7 SeitenEpsom Salt ClassSofia marisa fernandesNoch keine Bewertungen
- How To Wash Off Our Negative Karmas (Sins) : AbhinavDokument6 SeitenHow To Wash Off Our Negative Karmas (Sins) : Abhinavmg2000105820Noch keine Bewertungen
- T 402Dokument13 SeitenT 402kunal royNoch keine Bewertungen
- Test 6Dokument3 SeitenTest 6Андрій МедвідьNoch keine Bewertungen
- 02 TBS Lightning Protection System PDFDokument448 Seiten02 TBS Lightning Protection System PDFgilbertomjcNoch keine Bewertungen
- Chemical Bonding Assignment 2 AnswersDokument5 SeitenChemical Bonding Assignment 2 AnswersdarylchenNoch keine Bewertungen
- AN5276 Application Note: Antenna Design For ST25R3916Dokument43 SeitenAN5276 Application Note: Antenna Design For ST25R3916RafaelNoch keine Bewertungen
- ScimagojrDokument1.653 SeitenScimagojrKomariah ErvitaNoch keine Bewertungen
- Lesson 30 PDFDokument5 SeitenLesson 30 PDFLaura B.Noch keine Bewertungen
- FLUSARC 36kV - 630A - 25ka Maintenance Manual PDFDokument18 SeitenFLUSARC 36kV - 630A - 25ka Maintenance Manual PDFJoey Real CabalidaNoch keine Bewertungen
- Final Exam Review AnswerDokument6 SeitenFinal Exam Review AnswerJosh ClickNoch keine Bewertungen
- Lecture 06 What Is Avalanche and Causes of Avalanche CSS PMS General Science and AbilityDokument13 SeitenLecture 06 What Is Avalanche and Causes of Avalanche CSS PMS General Science and Abilityabdul samiNoch keine Bewertungen
- WEEK 4 - Q2 - Earth and LifeDokument16 SeitenWEEK 4 - Q2 - Earth and Lifenoreen lubindinoNoch keine Bewertungen
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)Von EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)Noch keine Bewertungen
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeVon EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeBewertung: 4.5 von 5 Sternen4.5/5 (59)
- Cable Supported Bridges: Concept and DesignVon EverandCable Supported Bridges: Concept and DesignBewertung: 5 von 5 Sternen5/5 (1)
- Environmental Impact Assessment: Theory and PracticeVon EverandEnvironmental Impact Assessment: Theory and PracticeBewertung: 5 von 5 Sternen5/5 (5)
- Rocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyVon EverandRocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetVon EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetBewertung: 4.5 von 5 Sternen4.5/5 (10)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansVon EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansBewertung: 4.5 von 5 Sternen4.5/5 (21)
- Skyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownVon EverandSkyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownNoch keine Bewertungen
- To Engineer Is Human: The Role of Failure in Successful DesignVon EverandTo Engineer Is Human: The Role of Failure in Successful DesignBewertung: 4 von 5 Sternen4/5 (138)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsVon EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsBewertung: 4 von 5 Sternen4/5 (16)
- Introduction To Civil EngineeringVon EverandIntroduction To Civil EngineeringBewertung: 3.5 von 5 Sternen3.5/5 (5)
- Troubleshooting and Repair of Diesel EnginesVon EverandTroubleshooting and Repair of Diesel EnginesBewertung: 1.5 von 5 Sternen1.5/5 (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Shallow Foundations: Discussions and Problem SolvingVon EverandShallow Foundations: Discussions and Problem SolvingBewertung: 5 von 5 Sternen5/5 (1)
- Principles of Forensic Engineering Applied to Industrial AccidentsVon EverandPrinciples of Forensic Engineering Applied to Industrial AccidentsNoch keine Bewertungen
- Pile Design and Construction Rules of ThumbVon EverandPile Design and Construction Rules of ThumbBewertung: 4.5 von 5 Sternen4.5/5 (15)