Beruflich Dokumente
Kultur Dokumente
Hingley - PHD Thesis
Hochgeladen von
Cicero Gomes de SouzaOriginalbeschreibung:
Originaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Hingley - PHD Thesis
Hochgeladen von
Cicero Gomes de SouzaCopyright:
Verfügbare Formate
Characterisation of Potential Replacements for Nickel
Compounds used in Decorative Chromium Plating
STACEY HINGLEY BSc
A thesis submitted in partial fulfilment of the
requirements of the University of Wolverhampton
for the degree of Doctor of Philosophy
This research programme was carried out in collaboration with the RPSRC,
MacDermid Plc and Kohlar Mira
November 2013
This work or any part thereof has not previously been presented in any form to
the University or to any other body whether for the purposes of assessment,
publication or for any other purpose (unless otherwise indicated). Save for any
express acknowledgments, references and/or bibliographies cited in the work, I
confirm that the intellectual content of the work is the result of my own efforts
and of no other person.
The right of Stacey Hingley to be identified as author of this work is asserted in
accordance with ss.77 and 78 of the Copyright, Designs and Patents Act 1988.
At this date copyright is owned by the author.
Signature..
Date..
1
ABSTRACT
The electroplating industries use soluble nickel salts in numerous applications. Over
the past few years this has become problematic due to the reclassification of these
salts from a harmful substance to now a toxic substance. The introduction of the
legislation REACH (Registration, Evaluation, Authorisation & restriction of
CHemicals) has meant the electroplating industry has had to use less harmful
chemicals where possible, thus meaning companies are investing in research to find
an alternative to the nickel deposit.
In this study, alternative deposits under investigation as a potential replacement to
the nickel deposit under the decorative chromium deposit has been characterised in
terms of the appearance, surface topography and corrosion resistance by using
spectrophotometry, scanning electron microscopy (SEM), atomic force microscopy
(AFM), linear polarisation, electrochemical impedance spectroscopy (EIS) and
accelerated corrosion salt spray methods.
Spectrophotometry identified that a white Cu-Sn alloy gave a bluer appearance in
comparison to the nickel deposit, when the chromium deposit was plated on top this
modified the colour slightly giving the white Cu-Sn alloy with chromium a similar
appearance to the nickel and chromium deposit. The yellow Cu-Sn alloy was yellow
in colour with a visibly dull appearance, but when chromium was plated on top of
the yellow Cu-Sn alloy the colour was improved but still remained dull.
2
The SEM and AFM results identified that the white Cu-Sn alloy deposit had similar
nodulated topography to the nickel deposit and when the chromium was plated on
top the topography changed only slightly. While the yellow Cu-Sn alloy deposits
showed a more crystalline structure and increased roughness in comparison to the
nickel deposit, the chromium deposit plated on top did not change the structure of
the underlying deposit but it did reduce the roughness slightly.
Electrochemical corrosion tests showed the white Cu-Sn alloy to have a higher
polarisation resistance compared to the nickel deposit, thus suggesting it would
provide similar corrosion protection to the nickel deposit. The yellow Cu-Sn alloy
proved to have a faster corrosion rate in comparison to the nickel deposit.
Accelerated corrosion tests proved the white Cu-Sn alloy to be more corrosive than
the nickel despite the electrochemical test results, it was concluded that the white
Cu-Sn alloy deposit was porous and therefore provided less corrosion protection to
the substrate in comparison to the nickel deposit. The yellow Cu-Sn alloy had a
lower corrosion protection than the nickel deposit and when combined as a duplex
Cu-Sn alloy with the white Cu-Sn alloy deposit there was no improvement in
corrosion performance. The plated chromium deposit did improve the corrosion
protection for most deposits but none of the alternatives could match the corrosion
protection offered by the standard nickel with chromium deposit.
This study concluded that the white Cu-Sn alloy with chromium deposit was found
to be a potential alternative to the nickel with chromium deposit for applications
3
where appearance is primary, no alternative could be found to match the corrosion
protection provided by the standard nickel and chromium process.
4
ACKNOWLEDGEMENTS
I would like to take this opportunity to show my appreciation to the University of
Wolverhampton and the School of Technology department. I wish to thank my
academic supervisors Prof. C. F. Oduoza and Prof. C. D. Williams and my
industrial supervisors Dr T. Pearson and Dr P. Lansdell for their support and
guidance throughout this study.
I wish to acknowledge the Engineering and Physical Science Research Council
(RPSRC), MacDermid Plc and Kohlar Mira for their sponsorship and support,
with thanks to Mr M. Thomson, MacDermid Plc for his guidance in
electroplating the deposits required in this study.
The love and support my family and friends have given me throughout this study
has been greatly appreciated, it has helped me keep focused and motivated and
therefore Im extremely grateful to them.
5
DEDICATION
This thesis is dedicated to my loving husband Jade Hingley for being my source
of inspiration and his continued support and encouragement throughout our life
together and to my gorgeous son Jensen Hingley whose smile and love completes
our family.
6
TABLE OF CONTENT
ABSTRACT 1
ACKNOWLEDGMENTS AND DEDICATIONS 4
TABLE OF CONTENT 6
LIST OF ABBREVIATIONS 9
Chapter 1 INTRODUCTION 10
1.1 Background to research 10
1.2 Problem statement 11
1.3 Research aim and objectives 12
1.4 Research approach 14
1.5 Contribution to knowledge 15
1.6 Scope and limitations of research 16
1.7 Thesis outline 17
Summary 19
Chapter 2 LITERATURE REVIEW 20
Introduction 20
2.1 Nickel and its salts used within the electroplating
industry 20
2.1.1 Discovery of nickel 20
2.1.2 Physical properties of nickel 21
2.1.3 Chemical properties of nickel 21
2.2 Classification of nickel 23
2.3 Health and environmental impact of nickel 24
2.3.1 Environmental issues 24
2.3.2 Health issues associated with nickel 26
2.3.2.1 Nickel dermatitis 26
2.3.2.2 Nickel as a carcinogen 30
2.3.2.3 Nickel ingestion into the body 34
2.4 Impact of increasing cost of nickel to industries 35
2.5 Current alternatives for electrodeposited nickel 38
2.5.1 Copper-tin alloys as an alternative to electroplated nickel 38
2.5.2 Palladium as an alternative to electroplated nickel 42
2.5.3 Gold as an alternative to electroplated nickel 42
2.5.4 Tin as an alternative to electroplated nickel 43
2.6 Chromium used in the electroplating industry 44
2.6.1 Discovery of chromium 44
2.6.2 Physical properties of chromium 45
2.6.3 Chemical properties of chromium 45
2.7 Classification of chromium compounds used in electroplating 46
2.8 Health and environmental impact of chromium and precautionary
measures 48
Summary 50
Chapter 3 THEORY OF METALLIC DEPOSITION 51
Introduction 51
3.1 General principles of the electrochemical series 51
3.2 General principles of the electrochemical process 54
7
3.3 General principles of controlling the electrochemical process 56
3.3.1 Control of the electrical variables during electroplating 57
3.3.2 Control of the electrode variables during electroplating 58
3.3.3 Control of the external variables during electroplating 60
3.3.4 Control of the electrolyte variables during electroplating 61
3.3.5 Understanding the concentration gradient in an electrochemical
cell 63
3.3.6 Understanding the diffusion layer 64
3.4 Relationship between voltage, current and resistance 69
3.5 Faradays laws of electrolysis 69
3.6 Butler-Volmer equation 71
3.7 Nernst equation 72
3.8 The composition and function of the nickel electrolyte 72
3.8.1 The composition and function of base salts in the nickel
electrolyte 72
3.8.2 The composition and function of additives in the nickel
electrolyte 73
3.9 Characteristics of the trivalent chromium electrolyte 76
3.10 Electrolytic alloy plating 77
3.10.1 Definition of an alloy 78
3.10.2 History of alloy plating 78
3.10.3 Theory of alloy plating 79
Summary 81
Chapter 4 PRINCIPLES OF METALLIC CORROSION 82
Introduction 82
4.1 General principles 82
4.2 Controlling metallic corrosion 91
4.3 Corrosion protection provided by the electroplated nickel deposit 93
4.4 Techniques to measure and evaluate corrosion 97
Summary 100
Chapter 5 RESEARCH METHODOLOGY 101
Introduction 101
5.1 The formulation and operating parameters for the electrolytes used
in this study 101
5.1.1 The formulation and operating parameters for the pre-treatment
electrolytes 103
5.1.2 The formulation and operating parameters for the nickel
electrolyte 104
5.1.3 The formulation and operating parameters for the trivalent chromium
electrolyte 106
5.1.4 The formulation and operating parameters for the copper
electrolyte 108
5.1.5 The formulation and operating parameters for the yellow Cu-Sn alloy
electrolyte 110
5.1.6 The formulation and operating parameters for the white Cu-Sn alloy
electrolyte 110
5.2 Analytical techniques for the evaluation of electroplated deposits 111
5.2.1 Colorimetry (significance of colour identification of the deposit) 112
8
5.2.2 Spectrophotometry 115
5.3 Characterisation of deposit structure 116
5.3.1 Scanning Electron Microscopy 117
5.3.2 Atomic Force Microscopy 120
5.4 Evaluation of the electroplated deposit by electrochemical testing 123
5.4.1 Linear polarisation 124
5.4.2 Electrochemical Impedance Spectroscopy 128
5.5 Evaluation of corrosion resistance of a deposit using accelerated
salt spray test 135
5.5.1 Neutral salt spray 138
5.5.2 Copper accelerated acetic acid salt spray 139
5.5.3 Evaluating the test specimen 140
5.6 Procedures for electrodeposition onto a substrate 140
Summary 144
Chapter 6 RESULTS AND DISCUSSION 145
Introduction 145
6.1 Spectrophotometry results 146
6.2 Surface topography results 148
6.2.1 Scanning electron microscopy results 148
6.2.2 Atomic force microscopy results 153
6.3 Electrochemical corrosion resistance results 160
6.3.1 Linear polarisation results 160
6.3.2 Electrochemical impedance spectroscopy results 167
6.4 Accelerated corrosion testing results 176
6.4.1 Neutral salt spray corrosion testing results 177
6.4.2 Copper accelerated acetic acid salt spray corrosion test results 182
Summary 186
Chapter 7 CONCLUSION 188
Contribution to knowledge 197
Summary 197
Chapter 8 FURTHER WORK 199
Reference 202
Appendix 1 210
Appendix 2 220
9
LIST OF ABBREVIATIONS
ACD Allergic contact dermatitis
AFM Atomic force microscope
CASS Copper accelerated acetic acid salt spray
COMAH Control of major accident hazards
COSHH Control of substances hazardous to health
EIS Electrochemical impedance spectroscopy
ELV End of life directive
HSE Health and safety executive
NSS Neutral salt spray
PPE Personal protective equipment
SEM Scanning electron microscope
10
CHAPTER 1: INTRODUCTION
1.1 Background to research
The electroplating industry has been under intense pressure over the last few years
due to numerous factors which include the increase in metal prices, economic
climate and the new regulation, REACH (Registration, Evaluation, Authorisation &
restriction of CHemicals). These factors have led the electroplating industry to find
more economical and less harmful chemicals (Metal-Weekly 2004; REACH 2010).
Nickel metal has been in high demand over the last decade due to its versatile
applications and use in a wide variety of industries including the electroplating
industry. The electroplating industry uses soluble nickel salts to deposit nickel metal
either by electrolytic or electroless methods. In one electrolytic application, nickel is
used under decorative chromium to provide corrosion protection and a high quality
finish. In 1996 an EU risk assessment was established to investigate nickel and its
compounds with regards to its impact on both the environment and human health.
One outcome of this was the reclassification of nickel in 2007 from its existing status
of a harmful substance to now a toxic substance. The reclassification of nickel metal
and four soluble nickel salts had led the electroplating industry to investigate
alternatives and with REACH enforcing the use of less harmful chemicals where
possible, the electroplating companies have begun to invest in research to find an
alternative to the nickel deposit.
11
1.2 Problem statement
Soluble nickel salts are classified as a carcinogen by inhalation, this includes nickel
chloride and nickel sulphate which are used in the electroplating industry. Nickel
metal and soluble nickel salts are known allergens and cause allergic contact
dermatitis (ACD) (Kwangsukstith 1995). The public are more likely to come into
contact with nickel metal as opposed to nickel salts so the elimination of nickel will
benefit both the public and the electroplater. Nickel is found naturally in the
environment, nickel in the soil gets absorbed by plants and is introduced into the
food chain, also it becomes dissolved in our drinking water so water companies
monitor the nickel levels to keep within the UK/European limit of 40g/l (Seven-
Trent 2005).
The electroplated nickel is used under chromium to improve the quality of the finish
and corrosion protection. The finish is improved by the nickel being able to level out
scratches in the substrate, have good throwing power to cover both high and low
current density areas and provide a bright deposit. The electroplated chromium then
gives the product the required colour and scratch resistance. Each industry will have
its own specification on the thickness of the nickel and chromium deposit depending
on the application. The automotive industry requires high level of corrosion
performance on objects such as car bumpers as they are exposed to the atmosphere
and environmental changes. Alternatively the interior door handles would not require
the same level of corrosion protection but must provide good abrasion resistance and
maintain their appearance.
12
The nickel and chromium electroplating process is very versatile and as a result
many industries take advantage of this. A few examples of industries and their
applications are listed here
The automotive industry uses the process on car bumpers and interior trims
The sanitation industry uses nickel and chromium on showers, taps and towel
rails
House interior manufacturers use the process on door handles, switches and
other visible fittings
There are commercially available alternatives to nickel, such as white bronze, in
applications where nickel was used as a topcoat for products such as costume
jewellery (Simon 1994), this will be explained in more detail in chapter 2. At present
there are no commercial alternatives for nickel in the application under chromium.
1.3 Research aim and objectives
The main aim of this research is:
to find a commercial replacement for nickel as a suitable layer under
decorative trivalent chromium surface for the electroplating industry
This will enable electroplating companies to move away from the toxic chemicals
used today and use a less harmful and more environmentally acceptable alternative.
13
The following objectives will be taken into consideration during the course of this
study:
Review current commercial plated deposits that have been formulated, and
evaluate the deposits.
Review current formulated deposits that have not been commercialised and
evaluate the deposit.
Investigate new potential formulations which may include adaptations of
additives within an existing process.
While working towards the aim and objectives set out here, each proposed
alternative will undergo evaluation to determine the following:
The compatibility with trivalent chromium as opposed to hexavalent
chromium.
Its ability to fit within an existing plating line.
The finished surface must show equivalent L*a*b* colour values, hardness,
toughness and adherence characteristics.
The corrosion protection must be at least equivalent to that of nickel and
chromium.
The chemicals used must not be more harmful or aggressive than the existing
solutions used today, including the final deposit.
Process control must not be more labour intensive than the existing nickel
electrolyte, so not increase the process cost.
The deposition rate must be similar to that of nickel.
14
The cost of the process must not be more than the nickel process.
By adhering to the guidelines set out in this section any potential alternatives to the
nickel deposit will be identified and robustly evaluated to fulfil the projects
objectives.
1.4 Research approach
The main goal of this research is to produce a product that will be a commercially
viable and robust alternative to the nickel deposit. The best approach to achieving
this goal is to carry out an intensive literature review on the procedure of
electroplating nickel and chromium, thus including the process control and also what
alternatives have already been investigated and are available.
The next stage is to identify what techniques can be used to characterise the deposits,
this will provide a structured template for each selected alternative including nickel
to undergo an unbiased evaluation process. All aspects will be covered from the
corrosion performance, the compatibility with chromium, to the general appearance
of each deposit, while taking into consideration the cost and classification of each
chemical process. Not all suggested alternatives will undergo the full evaluation; if
simply the initial plating test identifies it as incompatible with chromium then further
testing would be meaningless. It will be just as important to identify deposits that
cannot replace nickel as well as the ones that can, by doing this a complete study will
be represented.
15
The following stage will be to organise the results into a format that will be easily
interpreted, this will identify which alternatives can be used as a replacement for
nickel and in which application. This evaluation process will highlight the
advantages and disadvantages of each alternative and from this a strong basis for a
discussion will be formed. Once all the results are reported and the discussion for
each alternative has been clearly noted, a reasonable, scientific conclusion will be
made bringing the whole study together.
1.5 Contribution to knowledge
Today there is a wealth of knowledge in terms of the chemical hazards to both
human health and the environment; as a result legislations are being set out to protect
our future. This study will contribute to knowledge and understanding of alternative
chemicals that can be used to safe guard our health and help preserve our
environment, while being applicable to an application that is widely used in
numerous industries. This research therefore will make the following contributions:
1. A critical review of the current situation in terms of the use of nickel and
four of its soluble salts, including why alternative chemicals are being
researched and the need for regulations on the use of these toxic
chemicals, plus the impact it has on the electroplating industries.
2. A full characterisation of nickel and chromium will be carried out so a
bench mark can be set up to assess potential alternatives, thus clearly
identifying if nickel can be replaced in certain applications.
16
3. Provide awareness of limitations of both the nickel and potential
alternatives to provide a foundation for further research and
developments within this study.
4. Provide researchers with a comprehensive study and methodology to help
them evaluate the advantages and disadvantages of any identified
alternatives to the nickel deposit under chromium so they can make an
informed decision to replace the nickel deposit in a commercial
environment.
The overall outcome is to find an alternative to nickel deposit under chromium
which will limit the impact of damage to our health and the environment while still
providing a commercial process which is acceptable by industry productions.
1.6 Scope and limitations of research
While conducting literature reviews and research into the commercial applications of
nickel and chromium electroplating it became apparent that there was no commercial
alternative for this process. Alternatives to nickel were documented and
commercially available but not in its application under chromium. The study started
by identifying the most common alternative for nickel commercially used, this was
known as white bronze. White bronze also known as speculum is formulated using
cyanide which is also a toxic chemical. The literature identified numerous cyanide
free formulations but with no commercial success due to the instability of the
electrolytes. This gave the study a new direction of researching a cyanide free white
17
bronze but time constraints limited the progress made due to the focus of finding an
alternative to nickel.
The white bronze process does not have its own additive system and so is used in
conjunction with a bright copper deposit underneath, thus providing the required
bright and levelled finish. Therefore commercially plated white bronze has a plated
thickness of around 1m, thus limiting the applications. The development of an
additive system would be a project within itself and therefore beyond the scope of
this research.
Since this project is investigating a commercial process it could arouse commercial
interest and therefore requires a level of confidentiality. Company confidentiality can
cover anything from a whole process or just certain chemicals used in their additives
to enhance a process, thus making it difficult to find published work to back up
claims.
1.7 Thesis outline
The thesis is broken down into eight chapters with a brief review of each chapter as
follows:
Chapter One clearly outlines the aim and objectives to the study, the background to
the research, the research approach and contribution to knowledge including the
limitations and outline of the thesis.
18
Chapter Two presents the literature review of nickel and its soluble salts reclassified
as toxic chemicals while also documenting the regulations and legislations in place
for electroplating industries.
Chapter Three explains the electroplating process for both nickel and chromium in
their existing applications and an explanation of how additives can improve the
deposition process. This chapter also covers other aspects of plating such as alloy
plating, including the applications.
Chapter Four explains the principles of metallic corrosion and the use of metallic
coatings as a protective layer to control corrosion. A detailed explanation is given on
how nickel and chromium coatings are used to control the corrosion path and
increase the longevity of the deposits. Techniques used to accelerate and evaluate
corrosion are also explained.
Chapter Five is the research methodology, where all the instrumental techniques
used to characterise the electrodeposited coating including the plating sequence and
conditions are explained. This chapter also explains why each technique was used,
including the benefits and limitations in order to give a clear and concise comparison
between deposits.
Chapter Six outlines the results in this study, providing information to characterise
nickel and chromium deposits and also discusses alternative deposits that are
feasible. The results will be discussed to assess which alternative deposit has the
19
potential to replace the nickel deposit in terms of the properties and characteristics
identified in this study.
Chapter Seven concludes the whole study and presents key research outcomes.
Here, the alternative to the nickel are highlighted and the applications that best suit
the properties of the deposit are documented giving an overall conclusion to this
research.
Chapter Eight will highlight recommendations for future work to either investigate
a new approach or to continue with this study. As time restrictions are always
present in research not all areas can be covered in the detail required, therefore this
chapter provides an opportunity for the study to be continued if deemed feasible.
Summary
Chapter one has given an over view of this study including the background to the
research, problem statement, research aim and objectives, research approach,
contribution to knowledge, limitations to the research and outlined the structure of
the thesis. The need to replace nickel deposition has passed through legislation and
the proposal to find an alternative has been explored.
20
CHAPTER 2: LITERATURE REVIEW
Introduction
This chapter describes the health and environmental issues the electroplating
industry faces when using both nickel and chromium electrolytes, it also documents
the existing commercial alternatives for nickel including their applications whilst
also investigating how the increasing cost of nickel has affected the electroplating
industry over the last decade. Chapter 2 will clearly identify the foundation and
understanding as to why the electroplating industry requires an alternative to nickel
under chromium, by presenting a detailed literature review of todays issues and
concerns.
2.1 Nickel and its salts used within the electroplating industry
Nickel is used in various applications in the electroplating industry, it has numerous
properties which include, optimising the appearance of the plated component and
providing improved corrosion protection. These properties make nickel a valuable
metal to the electroplating industry.
2.1.1 Discovery of nickel
The Saxon miners found nickel arsenide and mistook it for copper oxide, which is
also reddish in colour. They tried to extract the copper form what they thought was
the copper oxide, as this was not possible they named it Kupfernickel meaning
Devils Copper or Old Nicks Copper (Greenwood 1997). Later in 1751 Axel
21
Fredrik Constedt in Sweden, isolated an impurity from a Swedish ore and identified
it with kupfernickel. The identified metal was then given the new name Nickel. It
was another 50 years before J. B. Richter in 1804 produced a purer sample to
determine more accurate physical properties of nickel.
2.1.2 Physical properties of nickel
Nickel is a lustrous silvery white metal; it is hard, ductile and can be sculpted, it is
ferromagnetic and a conductor of heat and electricity. Nickel is the 24
th
element in
order of natural abundance and the fifth most common element on earth with 6% in
the earths core and 0.0075% widely distributed in the earths crust (Kasprzak 2003;
Nickel-Institute 2003). Depending on geographical location, the abundance of nickel
in soil is 5-500 parts per million and in natural river water it is approximately 0.3
parts per million (Nickel-Institute 2003). Nickel is also found in meteorites,
weathering rocks and in the atmosphere from dust produced by volcanic emissions,
the global input of nickel into the human environment is 330,000 metric tonnes per
year with only 150,000 metric tonnes coming from natural sources; the remaining is
from human impact by burning fossil fuel and industrial production to name a few
examples (Kasprzak 2003).
2.1.3 Chemical properties of nickel
Nickel has the symbol Ni; it can be found in the periodic table among the transition
metals, group 10, period 4, Table 2.1 summarises some of the properties of nickel.
Nickel can be found naturally in five isotopic forms 58, 60, 61, 62 and 64. The most
22
common being 58 making up 67.8% of all nickel, the least common being 61 and 64
equally making up a total 2.4% of all nickel, the other isotopes 60 and 62 make up
the remaining 29.8% (WHO 2005). Nickel has many oxidation states, the most
common being 0 and +2, compounds containing +1 oxidation states are scarce and
higher oxidation states +3 and +4 occur in certain complexes; however they are less
stable than the lower oxidation states. Nickel is attacked by dilute acids such as
hydrochloric and sulphuric in the presence of oxygen and is easily dissolved in nitric
acid, although strong nitric acid can passivate the nickel. Sulphuric, hydrochloric and
nitric acids dissolve nickel oxide to form the water soluble compounds nickel
sulphate, nickel chloride and nickel nitrate respectively. Basic compounds such as
nickel carbonate and nickel hydroxide also dissolve in acids to form salts.
Properties
Atomic number 28
Atomic weight 58.9634
Number of protons/electrons 28
Number of neutrons 31
Electronic configuration [Ar]3d
8
4s
2
Melting point
o
C 1455
Boiling point
o
C 2920
Density 20
o
C/g cm
-3
8.908
Standard state 298 K Solid
Colour Lustrous, metallic, silvery tinge
Table 2.1. Properties of metallic nickel
23
2.2 Classification of nickel
In February 2007 there was the reclassification of the five nickel substances, the
soluble nickel compounds (nickel sulphate, chloride, nitrate and carbonate) became
classified as category 1 human carcinogens by inhalation (known to be carcinogenic
to man) and category 2 reproductive toxicants (may cause harm to the unborn child)
and chronic toxicant (T; R48-23). Nickel metal became classified as category 3
carcinogen (limited evidence of a carcinogenic effect) and chronic toxicity (T;
R48/23). Table 2.2 illustrates the full classification list of metallic nickel and the four
soluble nickel salts.
* = 0.01% concentration limit (except for carbonate)
** = concentration limit based on release rate of 0.5g Ni/cm
2
/week
R20 Harmful by inhalation
R22 Harmful if swallowed
R23 Toxic by inhalation
R25 Toxic if swallowed
R36 Irritant to eyes
R38 Irritant to skin
R40 Limited evidence of a
carcinogenic effect
R42 May cause sensitisation by
inhalation
R43 May cause sensitisation by skin contact
R45 May cause cancer
R48/23 Toxic danger of serious damage to
health by prolonged exposure through
inhalation
R49 May cause cancer by inhalation
R61 May cause harm to the unborn child
R68 Possible risk of irreversible effects
Xi Irritant
Xn Harmful
T Toxic
Table 2.2. Classification of metallic nickel and four soluble nickel salts (Nickel-
Institute 2005).
Health issues
Nickel
Metal
Nickel
Sulphate
Nickel
Chloride
Nickel
Nitrate
Nickel
Carbonate
Acute Oral None Xn: R22 T: R25 Xn: R22 T: R25
Acute Inhalation None Xn: R20 T: R23 Xn: R20 T: R23
Skin Irritant None Xi: R38 Xi: R38 Xi: R38 Xi: R38
Eye Irritation None None None Xi: R36 Xi: R36
Skin sensitisation R43** R43* R43* R43* R43
Respiratory
sensitisation
None R42 R42 R42 R42
Chronic Toxicity T: R48/23 T: R48/23 T: R48/23 T: R48/23 T: R48/23
Reproductive
Toxicity
None Cat.2: R61 Cat.2: R61 Cat.2: R61 Cat.2: R61
Mutagenicity None Cat.3: R68 Cat.3: R68 Cat.3: R68 Cat.3: R68
Carcinogenicity Cat 3:R40 Cat.1: R49 Cat.1: R49 Cat.1: R49 Cat.1: R49
24
2.3 Health and environmental impact of nickel
In 1996, an EU risk assessment was set up to investigate nickel and its compounds
with regard to the effect it has on human health and environmental impact, an EU
risk assessment evaluates and sets out controls for existing substances imported into
the EU when volumes exceed 10 tonnes per year. The nickel substances in question
need to be on the priority list for an EU risk assessment to start and a Member State
volunteers to act as Rapporteur, in this case, it was the Danish Environmental
Protection Agency (D-EPA). Five listed priority substances underwent risk
assessment, these include nickel metal, nickel sulphate, nickel chloride, nickel nitrate
and nickel carbonate.
2.3.1 Environmental issues
The EU risk assessment was used to set out the regulations on nickel and its salts,
not only in Europe but also worldwide (ENIA 2005). An environmental risk
assessment requires research into the safe level of nickel in the environment. The
predicted no effect concentration (PNEC) suggests that less than or equal to the
values set, there is a low probability that an unacceptable effect will occur, this value
is compared to the predicted environmental concentration (PEC) which estimates the
environmental concentration based on measured or calculated data. These two sets of
data can be used to calculate a risk characterisation ratio (RCR) by dividing the PEC
by the PNEC, if the result is >1 then a risk to the environment is assumed (ENIA).
25
The overall results of the risk assessment are as follows: (Rapporteur-Denmark
2008)
Conclusion 1 There is a need for further information and/or
testing.
Conclusion 2 There is at present no need for further
information and/or testing and no need for risk reduction
measures beyond those which are being applied already.
Conclusion 3 There is a need for limiting the risks; risk
reduction measures which are already being applied shall be
taken into account.
The conclusions were reached based on the following: (Rapporteur-Denmark 2008)
Conclusion 1 There is a need for additional testing to
provide robust data for the derivation of the PNEC sediment.
Conclusion 2 The risk assessment has shown that exposure of
nickel at the regional scale results in no risk for most
scenarios in the aquatic and terrestrial compartments.
Additionally, no regional risk was shown for secondary
poisoning.
Conclusion 3 The risk assessment has shown that exposure of
nickel at the regional scale causes potential risk to aquatic
organisms in waters with high pH and low Dissolved Organic
Carbon. Also, subsets of soils from Spain and the UK show
potential risk. Several instances of risk to the aquatic and
terrestrial compartments were observed for specific sites in the
Local Scale risk characterization.
There is data available for the nickel content in the environment but very little data
on the bioavailability of nickel ions, it is the nickel ions that are absorbed by plants
through the uptake of water from the soil and thus introducing nickel into the food
chain. If this data was available, it would be more significant to help establish the
health risks to living organisms rather than the total nickel content (ENIA 2005).
26
2.3.2 Health issues associated with nickel
Nickel is associated with numerous health issues that affect the electroplater and the
general population, the health risks include nickel dermatitis, which can affect
anyone and the risk of cancer, which is a concern for industries that handle the toxic
nickel salts.
2.3.2.1 Nickel dermatitis
Nickel is a known allergen and causes allergic contact dermatitis (ACD). Numerous
studies have shown that a higher percentage of women than men are suffering with
ACD, the estimated figures vary slightly between published studies, but it is thought
that around 5-10% of women and 0.5-1% of men suffer from ACD (Menne 1989;
Kwangsukstith 1995). This difference is not fully understood but possible
explanations are given although not proven, suggesting that women tend to become
sensitised to nickel through contact with cheap jewellery, while men become
sensitised through their exposure at work. Other reasons to suggest why there are
gender differences were environmental, culture or biological makeup, such as the
difference in hormone levels (Hemingway 1987; Kwangsukstith 1995; Gawkrodger
1996).
Nickel dermatitis also known in the electroplating industry as nickel itch occurs
when nickel ions are absorbed into the body by combining with the protein
components of the blood to form haptens, causing the immune system to react to the
nickel ions by identifying them as foreign bodies and starting a counter attack, thus
presenting as a rash (Leyendecker and Glaser 2000). The degree of sensitivity would
27
vary from person to person displaying anything from a red patch that would be
slightly irritating (mild cases) to cracks in the skin and blisters that would cause
acute pain (server cases). A person not allergic to nickel can become sensitised with
continued contact and handling of nickel and its salts. A study by Hemingway in
1987 concluded that numerous factors increased the dissolution of nickel, 1)
presence of oxygen, 2) friction, 3) applied pressure, 4) increasing contact time, 5)
increasing the acidity (keeping within the pH range of natural sweat), thus increasing
the risk of an allergic reaction.
The European community introduced an EU directive 94/27/EG with the technical
standard EN 1819, EN 1811 and EN12472 to stop the use of nickel on parts that
would be used for piercings on the body and restrict the use of nickel that would
have prolonged contact with the skin. If nickel is to be used, it cannot release more
than 0.5g/cm
2
/week over a period of two years, this also applies to any barrier layer
used between nickel and the skin (Leyendecker and Glaser 2000).
Items that contain nickel are frequently used by the public on a daily basis; a good
example of this is the United Kingdoms coinage. Table 2.3 identifies the coins that
contain up to 25% nickel (BBC 2002; Royal-Mint 2008). A study was carried out
examining the release of nickel from coins because of its allergenic properties
(Linden 2001). The results showed that the surface of the cupro-nickel coins released
2 g of nickel after 2 minutes of contact with artificial sweat, thus concluding that
handling coins could cause an allergic reaction in people who are sensitive to nickel.
Other items of everyday use that contained nickel were belt buckles, buttons on
clothing and costume jewellery, the nickel was introduced as a cheap alternative to
28
silver due to its properties of a good barrier layer to the underlying copper and being
more cost effective. In 2001 strict conditions were enforced in Europe concerning
the use of nickel on consumer goods and its use was widely restricted (Bronder
2010).
Coin Composition
5 pence coin Cupro-Nickel = 75% copper + 25% nickel
10 pence coin Cupro-Nickel = 75% copper + 25% nickel
20 pence coin Cupro-Nickel = 84% copper + 16% nickel
50 pence coin Cupro-Nickel = 75% copper + 25% nickel
1 coin Nickel-Brass = 70% copper + 5.5% nickel + 24.5% zinc
2 coin outer section Nickel-Brass = 76% copper + 4% nickel + 20% zinc
2 coin inner section Cupro-Nickel = 75% copper + 25% nickel
5 Coin Cupro-Nickel = 75% copper + 25% nickel (collectors
versions have been struck in precious metals)
Table 2.3. Composition of coins made by the British Royal Mint (Royal-Mint 2008).
There are a small number of people who are known to be hyper-sensitive to nickel,
this is when a very small amount of nickel such as that found in curtain types of
stainless steel will start an allergic reaction (Haudrechy 1993). The study by
Haudrechy showed that out of 50 people known to be allergic to nickel, 7 of them
showed a reaction to resulphurised stainless steel (AISI 303), none of the 50 people
showed a reaction to low sulphur containing stainless steels (AISI 304, 316 and 430).
It was suggested that the low sulphur containing stainless steel has a chromium rich
passive film which provides corrosion protection (even in acidic conditions of pH
4.5, similar to sweat) stopping the release of nickel which is also said to be tightly
bound (Cerveny 2002). The resulphurised stainless steel found that the manganese
sulphide dissolved in acidic conditions the same as nickel, thus allowing nickel to be
released.
29
There have been numerous studies on how and why people become sensitised to
nickel, one study carried out in Finland during 1991-1997 reported 2543 cases
during the 7 year period of occupational ACD caused by metals, of which 176 cases
were caused by nickel (Kanerva 2000). In Europe, nickel is the most common cause
of ACD, thought to be because of cheap jewellery and the use of nickel salts in
industries such as electronics, storage batteries, electroplating and ceramics. A study
by Kwangsukstith in 1995 looked at the effect of age and gender on ACD and found
there were higher incidences in adults than children. Further studies were required
before a full conclusion could be made on the effects of age groups as adults were
more likely to have contact with nickel (Kwangsukstith 1995).
The electroplating industry has a responsibility for the health and safety of its
employees and therefore action must be taken to follow the COSHH (Control Of
Substances Hazardous to Health) regulations 2002, by controlling the risk of skin
exposure to nickel within a work place to prevent sensitisation. COSHH requires that
skin exposure to nickel and its salts are prevented or adequately controlled at work,
if prevention is not possible then the use of personnel protective equipment (PPE) is
required; this would include hand gloves, eye protection and by wearing overalls.
The Health and Safety Executive (HSE) states that the role of PPE should only be
used as a last resort for removing any risk to health; all other measures must be
carried out first. This is a way of being able to use nickel and its salts but still
prevents skin contact and so limits the risk of employees becoming sensitised (HSE
2005).
30
2.3.2.2 Nickel as a carcinogen
There have been studies carried out on people who work within the nickel refining
industry to evaluate the possible link between cancer and the exposure levels of
nickel. A study published in 1997 investigates the health of people who work in the
electrolytic nickel refining industry when exposed to soluble nickel compounds
(Kiilunen 1997). This study was carried out at Outokumpu Harjavalta electrolytic
nickel refinery in Finland. Thirty four workers represented all the main tasks within
the plant and provided samples, including micronucleus analysis (one year after the
study was complete), air quality whilst working, regular urine samples and also
blood samples before and after the study. Further data was also provided for nickel
concentrations of the air in the tank houses and also the breathing zone of the
workers dating back to 1966. This extra data available is unusual and helps give a
better understanding of the nickel exposure levels over many years and not just for
the period of study. It is important to remember that this study only looks at soluble
nickel compounds and so must not be confused with results from studies using
insoluble nickel compounds.
The historical data shows the exposure levels of nickel were between 230-800g/m
3
during 1966-1988 which were below the occupational exposure limit of 1mg/m
3
set
in Finland. There were three workers reported to have nasal cancers who finished
working at Outokumpu Harjavalta during 1977-1983, the company did provide
masks but their use was not enforced and so rarely used. A decrease in nickel
exposure levels after 1988 was reported to be 112-484g/m
3
, this was not due to a
decrease in nickel exposure, but the fact that the samples were more representative of
true nickel exposure to the worker, as results combined the use of a mask and not
31
just in the general atmosphere. From this information it is suggested that the use of a
mask decreased the exposure to nickel although the study does not confirm this as air
samples were only taken from inside the mask and not the surrounding atmosphere.
There has been a suggested correlation between airborne nickel concentrations and
urinary nickel referenced by Kiilunen. The study from Outokumpu Hrjavalta
indicated that airborne nickel could only account for 10% of urinary nickel,
suggesting that nickel ions are absorbed by other routes. This theory was proven by
the use of gloves, as nickel concentrations decreased in the urine when gloves were
worn, indicating that the nickel concentration in urine can give a total uptake of
nickel but unable to identify by which route. The study also concluded that
concentrations of nickel were higher in electrolysis workers than the general public,
indicating that nickel is being absorbed into the body whilst at work.
There is suggested evidence that nickel ions accumulate in the body, after a period of
2-4 weeks without nickel exposure the concentration of nickel in urine increases but
no increase was seen in the blood. The results imply that nickel ions have an
accumulative effect, but there is another possibility not mentioned in the study, a
paper by Cleveland in 2002 suggested that nickel ions could move slowly through
the body to the kidneys and be released into the urine, this would take a number of
weeks for the body to process the nickel ions (Cleveland 2007). Other reports do
indicate that nickel ions are removed by the kidneys over a period of time but there is
very little reported evidence of transported nickel ions through the body by skin
absorption (Cleveland 2007).
32
A review paper titled Nickel Carcinogenesis reports studies carried out on the link
between nickel and a variety of pathologic effects (Kasprzak 2003). It highlights that
the exact mechanism of nickel induced carcinogenesis is unknown but has been the
subject of investigation in a number of studies (Oller 2002; Zoroddu 2002). The
International Committee on nickel carcinogenesis in humans in 1990 suggested that
respiratory cancer risks were related to exposure of nickel concentrations of above
1mg/m
3
and in less soluble nickel, concentrations of above 10mg/m
3
were
considered a risk (IARC 1990). Other health problems mentioned included lung
fibrosis, asthma, cardiovascular and kidney diseases (Bright 1997; Leikauf 2002).
Great Britain declared that cancer among some nickel refinery workers was an
industrial disease after a total of 129 reported cases by 1949. In a Welsh refinery
nasal cancers are reported as far back as 1933, followed by 17 nasal and 19 lung
cancers a few years later. Since this discovery studies on humans and on animals
have confirmed this link. It was believed that only water insoluble nickel compounds
were the cause, but more recent studies have found that soluble nickel compounds
have a carcinogenic effect on the respiratory system and it can be dose related
(Grimsrud 2003).
The animal studies indicated that insoluble nickel compounds were the most fatal
carcinogen when compared to soluble compounds. Inhalation studies showed that
rats exposed to nickel compounds such as tetracarbonylnickel and nickel subsulfide
induced lung cancer and so did feinstein dust (dust produced in nickel ore processing
containing Ni
3
S
2
). It reports no cancers were found in the control rats, but it is
unclear if the control rats were exposed to nickel free dust. The control rats may not
have been exposed to any dust and therefore concluding nickel to be a carcinogen
33
would be inappropriate due to the knowledge that particles of any description in the
lungs can be harmful, an example of this is bakers lung, fine flour particles become
airborne during the baking process and is inhaled by the baker causing respiratory
problems (Droste 2003).
A review of previous studies into the carcinogenic effect of nickel, is important to
remember that there is a limited amount of data published and so the full
understanding of the results may be restricting and to some degree misleading. An
assessment carried out by Oller in 2002 found that soluble nickel compounds do not
cause cancer but at high concentrations they can cause chronic respiratory toxicity
and enhance the tumour response elicited by inhalation of carcinogens such as
cigarette smoke or insoluble nickel salts (Oller 2002). The problem with
epidemiologic studies determining whether soluble nickel compounds have a causal
or enhancing effect is the lack of full data available. Ideal conditions and required
data necessary for a comprehensive epidemiologic study to produce an accurate
conclusion would be, 1) full analysis of exposure limits, 2) isolation of soluble or
insoluble nickel compounds, 3) no other contact with known or suspected
carcinogenic substances like cigarette smoke, 4) health of the individual including
any family history of cancers, 5) controls, where an individual has no contact with
nickel in the work place or any other known or suspected carcinogenic substances.
Lung cancer is associated with the inhalation of nickel salts, it is also associated with
smoking and with a large portion of the population being smokers (1 in 4 people
(National-Statistics 2006)), it is easy to see the difficulties in fulfilling the ideal
requirements and isolate other carcinogens to identify if nickel salts are a cause of
cancer.
34
If it is accepted that insoluble nickel compounds are a carcinogen and soluble nickel
compounds can increase the risk of cancer, then information would be needed to see
if they are also dose related. From the figures quoted earlier by the International
Committee on nickel carcinogenesis in humans it is suggested that there is at least a
level where a person would be at risk, but whether the increase in dose would
increase the risk was not mentioned. A study by Grimsrud (Grimsrud 2003)
identified a dose related effect from nickel exposure, which was easy to identify for
soluble nickel compounds with little difference between nickel chloride and nickel
sulphate. The recognised pattern was also adjusted to take into account smokers and
potential occupational confounders and still found it to conform. The findings
showed increased risk by the length of total employment, increased duration of work
and the standardised incidence ratio increased with cumulative exposure to both total
nickel and water soluble nickel.
2.3.2.3 Nickel ingestion into the body
Nickel concentrations in our foods generally range from 0.01-6 mg/kg. Seeds, nuts,
and beans contain levels of 1-6 mg/kg of nickel, while cacao (raw material for
making chocolate) has higher levels of 8-12 mg/kg of nickel (WHO 2005). Food and
water is the most common route of nickel exposure to a person who does not smoke
or work within the nickel industry, United Kingdom Total Diet Study in 1981
claimed that food contributed 0.22-0.23 mg/day of nickel intake per person, but more
recent studies claim this figure is high and report less than 0.2 mg/day intake of
nickel per person from food (WHO 2005).
35
The UK/European limit for nickel in drinking water is 40g/l, up to 20g/l can be
introduced by the water supplier and another 20 g/l allowed from an outside source
(Seven-Trent 2005). Recently the World Health Organization (WHO) has raised the
total level to 70g/l allowing the outside source to increase to 50g/l (WHO 2005).
Nickel is introduced into the water supply from an outside source by leaching; this
occurs due to the dissolution of nickel from the nickel/chromium plated taps.
Chromium is known to have poor throwing power (distance chromium can cover in
the low current density area) down the bore of a tap compared to electroplated
nickel; therefore water being held in the tap is in contact with the nickel. Work has
been carried out to see how much nickel is dissolved when mains water is left static
in the tap for a period of time (Private Communication). It was concluded that after
four hours the previous recommended limit of 40g/l was reached, and after eight
hours the new limit of 70g/l was exceeded. Running water through the tap was also
tested and found not to contain high levels of nickel, and therefore neither limit was
reached. There are other outside sources that can introduce nickel to drinking water,
these include stainless steel pipes (thought to introduce around 6 g/l of nickel when
pipes are new) nickel plated elements in kettles can introduce 100-400 g/l of nickel
and in extreme cases values over 1000 g/l have been reported (BBC 2003; WHO
2005).
2.4 Impact of increasing cost of nickel to industries
A report published in Business Wire highlighted the stainless steel industry is still
the main consumer for nickel by dominating 64% of global consumption, China and
Indias demand for stainless steel will continue playing a major role in the growth of
36
0
5
10
15
20
25
1
9
/
0
3
/
0
1
1
9
/
0
6
/
0
1
1
9
/
0
9
/
0
1
1
9
/
1
2
/
0
1
1
9
/
0
3
/
0
2
1
9
/
0
6
/
0
2
1
9
/
0
9
/
0
2
1
9
/
1
2
/
0
2
1
9
/
0
3
/
0
3
1
9
/
0
6
/
0
3
1
9
/
0
9
/
0
3
1
9
/
1
2
/
0
3
1
9
/
0
3
/
0
4
1
9
/
0
6
/
0
4
1
9
/
0
9
/
0
4
1
9
/
1
2
/
0
4
1
9
/
0
3
/
0
5
1
9
/
0
6
/
0
5
1
9
/
0
9
/
0
5
1
9
/
1
2
/
0
5
1
9
/
0
3
/
0
6
1
9
/
0
6
/
0
6
1
9
/
0
9
/
0
6
1
9
/
1
2
/
0
6
1
9
/
0
3
/
0
7
1
9
/
0
6
/
0
7
1
9
/
0
9
/
0
7
1
9
/
1
2
/
0
7
1
9
/
0
3
/
0
8
Date
U
S
$
/
P
o
u
n
d
the global nickel industry (Wood 2008). The automotive and aerospace industries in
countries such as US, Germany and the UK will also require nickel, maintaining an
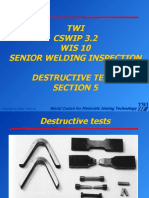
overall high demand for the metal. Figure 2.1 shows the cost of nickel over a period
of seven years, although the price has dropped around US$12/pound from the peak
in 2007, the price in 2008 was still US$10/pound, thus still being more expensive
than in 2001. There are still no signs that the price of nickel is coming down as
mining costs continue to increase due to mining strikes and equipment failures plus
the increasing technological challenges of extracting the nickel keeps pushing the
cost of nickel up (BBC 2006; Hotter 2006).
Figure 2.1. Price of nickel over a period of 7 years from 2001 2008.
The worlds nickel resources are found in two types or ore, laterite and sulphite. The
laterite ore makes up 73% of the worlds nickel resource, while the more traditionally
processed ore, sulphite makes up only 27%. Research has developed new capabilities
37
of processing the laterite ore which involves leaching technology, as with all
processes there are advantages and disadvantages, these are summarised as follows:
Advantages of the leaching technology include the capability to process a
mix of the ores and the excess power generated for the sulphur to produce
the acid can be sold back to the local grid.
Disadvantages with this process include the high capital cost which is
estimated to run into billions of US$, more complicated process which has
maintenance issues and a high consumption rate of acid.
This new capability is estimated to introduce around 800kt of nickel by 2014 as
primary nickel production is forecasted to grow 7% year-on-year between 2010 and
2014 (Jahangir 2010).
The increasing cost of nickel has encouraged design engineers and purchasing
managers to discuss alternatives to 300-series stainless steel which contain 10%
nickel, the alternatives include the ferric grades in the 400-series containing very
little to no nickel and the lower nickel 200-series stainless steel containing <2%
nickel (Stundza 2007). In 2004 the 300-series stainless steel accounted for 87% of
Chinas total stainless steel output, over the next five to ten years it was predicted
that this would reduce to 60% as the use of 200- and 400-series stainless steel would
increase (Metal-Weekly 2004). The electroplating industry consumes around 8-9%
of the industrial nickel consumption, this has led companies to invest in research to
38
find alternatives to nickel as the cost continues to increase (Morgan 1994; LME
2010).
2.5 Current alternative for electrodeposited nickel
The need to seek an alternative replacement for nickel in spite of its utility in the
plating industry spanning over centuries, is a result of the health and safety issues
concerning its use and its recent classification as a suspected carcinogen. This has
been clearly detailed in section 2.2 with the implications associated to our health and
environment in section 2.3. These are impending legislations prohibiting the use of
nickel, therefore ongoing research to seek an alternative and suitable replacement is
continuing. Replacements for nickel are available but, only for a limited number of
applications, different approaches have been made in finding an alternative to
electroplated nickel. One approach is to eliminate nickel completely, while the
second approach is to reduce the nickel exposure. This study is in favour of
eliminating nickel and its soluble salts completely, thus providing a safe alternative
for both the electroplater and consumer.
2.5.1 Copper-tin alloys as an alternative to electroplated nickel
The use of bronze plating was first published in 1842 by Ruolz, making bronze
plating over 150 years old (Brenner 1963). Copper-tin alloys known as bronze can
vary in composition to change the properties of the alloy, for example, an alloy
containing more copper will be yellow in colour, while more tin in the alloy will
provide a silver colour. White bronze is an alloy composed of copper, tin and in
some formulations zinc, the composition can vary but are typically found to be
39
between 50-55% Cu, 30-50% Sn and 0-15% Zn (Leyendecker and Glaser 2000). The
white bronze alloy is reported to have a better corrosion resistance when compared
to nickel, the higher level of tin provides a good resistance to tarnishing and artificial
sweat, thus making it a ideal alternative to nickel in applications such as cheap
jewellery, clothing buttons and fasteners where nickel dermatitis is eliminated but
without compromise to the wear resistance (Simon 1994; Leyendecker and Glaser
2000; Brooman 2001). Alloy plating is explained in more detail in chapter 3.10
One disadvantage of white bronze is that the formulation contains cyanide; there are
numerous patents and papers published identifying cyanide free electrolytes for brass
and bronze deposits but they are not commercialised due to varying issues
(Johannsen 2000; Pewnim 2011). The cyanide free formulations based on
pyrophosphates or oxalates produce a spongy deposit with a dull appearance and an
uneven colour tone (Kaneko 2002). Unlike the pyrophosphate and oxalate
electrolytes that operate around pH 7-10, 25-50
o
C with a cathode current density of
0.05-10A/dm
2
, electrolytes based on alkylsulfonic acids produce a better deposit due
to a faster plating rate. The alkylsulfonic acid electrolytes can operate at room
temperatures and at a pH <1 allowing divalent tin to reduce to metallic tin more
easily. With all the formulations the introduction of divalent copper into the
electrolyte causes difficulties in controlling the chemical and physical parameters to
obtain an acceptable alloy deposit. The potential difference between the copper and
tin leads to higher rates of oxidation of the divalent tin to tetravalent tin, tetravalent
tin cannot be electrodeposited, thus resulting in a sludge formation in the electrolyte
(Zschintzsch 2006; Hovestad 2008), equation 2.1 demonstrates the reaction. The
Cu-Sn alloy deposit changes and becomes copper rich due to the low levels of
40
divalent tin and so the electrolyte becomes unstable, making the process unsuitable
for commercial production.
Sn
2+
+ 2Cu
2+
Sn
4+
+ 2Cu
+
(2.1)
Many cyanide free formulations have been published with claims to either improve
stability of the electrolyte or the appearance of the alloy deposit. A study by
Zschintzsch et al in 2006 filed a patent using alkylsulfonic acid electrolyte, which
included stabilisers or complexing agents such as sodium gluconate and oxidation
inhibitors such as pyrocatechol to slow down the oxidation of divalent tin
(Zschintzsch 2006). To improve the Cu-Sn alloy deposit the use of brighteners
(carbonyl compounds) and wetting agents (polyethylene glycols) were reported.
Research carried out by Carlos et al on the effect of tartrate on a cyanide free Cu-Sn
electrolyte based on alkylsulfonic acids claimed to identify no change in the
electrochemical efficiency values over a period of four weeks, the electrolyte
containing no tartrate showed gradual decrease in the electrochemical efficiency over
the same period of time. The conclusion is that the tartrate extends the life of the
electrolyte, but from a commercial aspect an electrolyte must be stable for a much
longer period (Carlos, Bidoia et al. 2002). The use of thiourea has also been
published claiming to increase the life of the electrolyte, the patent states that there is
no complexing agent used and therefore poses no effluent problems due to the
thiourea working as an oxidising inhibitor (Muramatsu 2002). The electrolyte still
presents the same issues of stability, this is thought to be because the thiourea is a
known complexing agent and will complex copper +1 ions, the complex has four
ligands with a stability constant of 15.4 (Bjerrum 1957). With this in mind any
41
copper +1 ions in the electrolyte have the potential to complex with the thiourea,
expanding the life of the electrolyte but causing effluent problems on disposal.
The application for white bronze as a topcoat only requires a few micrometers of
deposit, the copper deposit underneath must provide the levelling and brightness
required due to the fact that white bronze does not have its own additive system. The
white bronze deposit tends to be porous and should not be plated directly onto steel
due to the steel being more anodic (Brooman 2001).
There have been numerous publications identifying white bronze as an alternative to
nickel, for instance, research published by Simon in 1994 states that white bronze
has better corrosion resistance than nickel and also the ability to withstand artificial
sweat (Simon 1994). Another study by Leyendecker et al in 2000 identifies the white
bronze to be more corrosion resistant than nickel on a brass substrate when tested in
a sulphur containing atmosphere (Leyendecker and Glaser 2000).
White bronze was also shown to be only slightly softer than nickel with hardness
figures of 550HV and 600HV respectively. Nickel was identified to have better
abrasion resistance than white bronze with a weight loss of 18mg/1000 revolutions
compared to 50mg/1000 revolutions respectively (Leyendecker and Glaser 2000).
White bronze is clearly documented as a commercial product used as a top coat but
not as an intermediate layer under chromium, this research will therefore focus on
the use of white bronze as an intermediate layer under chromium with a view to
replace nickel. The results would be presented in chapter 6.
42
2.5.2 Palladium as an alternative to electroplated nickel
Palladium is by far the most expensive replacement for nickel, its applications would
best suit the replacement where nickel was used as a barrier layer to stop the
diffusion of the underlying copper into the top layer of gold. Applications such as
eyeglass frames use this process to keep the cost of gold down since a thinner layer
can be plated. The diffusion properties of palladium are equal to those of nickel but it
does not have its own levelling or brightener system, thus limiting the application.
To achieve a bright finish, the deposit is required to be 99.9% pure and can only be
plated up to a thickness of 10m giving a hardness value of 250 VHN, which is
softer than bright nickel reported to be 300 VHN (Simon 1994).
2.5.3 Gold as an alternative to electroplated nickel
A gold alloy containing 1.4 to 1.7% iron will give the deposit in the range of 23.5
carats with a hardness of 220VHN and is tarnish resistant, this alloy would be a
typical alternative for the gold/nickel alloy used as a decorative finish, but would not
be a substitute for bight nickel. The gold/iron deposit is softer than the nickel deposit
and the appearance would be of a yellow colour. Other nickel free gold alloys are
listed in Table 2.4, these deposits will vary in appearance and will have different
properties but are unlikely to be an acceptable alternative due to the colour and
softness of the deposit compared to the bright nickel. Therefore, the gold alternative
would not meet the requirements for the applications outlined in this study .
43
Nickel free gold alloys
Gold/tin
Gold/silver
Gold/copper/silver
Gold/palladium
Gold/copper/palladium
Gold/cobalt
Table 2.4. Nickel free gold alloys.
2.5.4 Tin as an alternative to electroplated nickel
Tin can be used in the clothing and jewellery industry to replace nickel; the deposit
can be either dull or bright, thus producing a variety of different finishes. A bright tin
deposit is not sensitive to finger printing and offers good wear resistance, thus could
be an ideal finishing for items that are handled frequently (IMF 2011). Tin is also
alloyed with other metals; section 2.5.1 details the alloy of copper and tin.
Depending on the application, the tin deposit can be plated to the required thickness,
typically for clothing fastenings and jewellery. It is confirmed that 5-7.5m of tin is
required to stop discolouration from the underlying substrate (Simon 1994; Cerveny
2002).
Tin offers good corrosion protection to steel when plated to a minimum of 50m, but
high strength steels are prone to hydrogen embrittlement and sometimes heat
treatment is required to eliminate brittleness (IMF 2011). Tin is a softer metal
compared to nickel so by using tin in an alloy the hardness of a deposit can be
improved, this can been seen with the use of a Cu-Sn alloy deposit.
44
Tin is used in the electronics industry to replace lead, but this has been problematic
due to the formation of tin whiskers, this is when the electroplated tin on standing
continues to form microscopically small needles of tin oxide, as they grow they can
then come into contact with other components in the circuit causing current leakage
and short circuits has been recognised (Dittes 2003). The addition of copper, can
significantly reduce the whisker growth, thus producing an alternative to lead in the
electronic industry (Dittes 2003). A deposit of tin/manganese is published as an
alternative to tin/copper but found to grow tin whiskers much faster. Since tin
whiskers are not an issue with the application outlined in this study, this alloy has the
potential to replace nickel deposit under chromium.
2.6 Chromium used in the electroplating industry
2.6.1 Discovery of Chromium
The name chromium is derived from the word chroma meaning colour due to the
variety of colours found in the compound discovered in 1797 by a French man
named Louis Vauquelin. The oxide of a new chromium element was found by
method of charcoal reduction in a mineral called Siberian red lead, known today as
crocoite (PbCrO
4
) (Greenwood 1997). It was in the late 1920s when chromium
plating was discovered and found to offer a bright finish that did not tarnish and was
almost indestructible. The fast development due to high demand led to the chromium
deposit not being fully studied, therefore it was thirty years later when research
discovered that chromium not only improved the appearance and abrasion resistance
but also contributed to improving corrosion resistance (Draper 1961).
45
2.6.2 Physical properties of chromium
Chromium is a solid silver-grey metal with a density of 7.18g/cm
3
and has a melting
point of 1907
o
C, it can be highly polished and will not tarnish in air. It is the 21
st
most abundant element in the earths crust with an average concentration of 100ppm
(Emsley 2001). Chromium is found in the environment due to erosion of rocks and
volcanic eruptions, the concentration of chromium in the soil ranges from 1-
3000mg/kg, its concentration range in the sea is 5-800g/L and 26-52g/L in
lakes/rivers (Kotas 2000). Chromium is mined as chromite (FeCr
2
O
4
), there are
copious amounts of chromite but it is concentrated in South Africa and Kazakhstan
which stores about 40% of the ores concentration. Other substantial producers of
chromium are in India, Russia and Turkey (National-Research-Council-(US) 1974).
Chromium is unstable in oxygen and as a result forms an oxide layer which is
impermeable to oxygen, thus protecting the metal below. Chromium is
antiferromagnetic at room temperature and above 38
o
C it transforms into a
paramagnetic state (Fawcett 1988).
2.6.3 Chemical properties of chromium
Chromium has the symbol Cr and can be found in the periodic table among the
transition metals, group 6, period 4. Naturally occurring chromium is made up of
three isotopes, 52, 53 and 54, the most abundant being 52. There is a wide range of
available oxidation states, where +3 and +6 are the most common, chromium with an
oxidation state of +6 is a strong oxidant, while chromium with a +3 oxidation state is
the most stable. Table 2.5 shows some properties of chromium.
46
Properties
Atomic number 24
Atomic weight 51.9961
Number of protons/electrons 24
Number of neutrons 28
Electronic configuration [Ar]3d
5
4s
1
Melting point
o
C 1907
Boiling point
o
C 2690
Density 20
o
C/g cm
-3
7.19
Standard state 298 K Solid
Colour Grey
Table 2.5. Properties of chromium
2.7 Classification of chromium compounds used in electroplating
Chromium trioxide is the chemical used to electroplate chromium form the
hexavalent oxidation state, it is a human carcinogen and toxic if swallowed,
inhalation may cause serious lung damage and it can cause burns or ulcers when in
contact with the skin. Table 2.6 lists the full risk phase for chromium trioxide
(University-of-Oxford 2007).
47
Risk Phase for
chromium trioxide
Explanation of risk phase
R9 Explosive when mixed with combustible material
R24 Toxic in contact with skin
R25 Toxic if swallowed
R26 Very toxic by inhalation
R42 May cause sensitisation by inhalation
R43 May cause sensitisation by skin contact
R45 May cause cancer
R46 May cause heritable genetic damage
R50 Very toxic to aquatic organisms
R53 May cause long term adverse effects in the
environment
R62 Risk of impaired fertility
Table 2.6. Risk phases and explanation for chromium trioxide used in chromium
electroplating.
Chromium sulphate is used in electroplating chromium from the trivalent oxidation
state, the classification is harmful if swallowed and an irritant. Table 2.7 give the risk
phases for chromium sulphate (University-of-Oxford 2005).
Risk Phase for
chromium sulphate
Explanation of risk phase
R22 Harmful if swallowed
R36 Irritating to eyes
R37 Irritating to respiratory system
R38 Irritating to skin
Table 2.7. Risk phases and explanation for chromium sulphate used in chromium
electroplating.
The different classifications between the two chromium compounds clearly shows
that trivalent chromium is less harmful to both living organisms and the
environment; therefore by replacing hexavalent chromium with trivalent chromium
the associated health risks to the electroplater are reduced.
48
2.8 Health and environmental impact of chromium and precautionary
measures
Chromium plating is a valued decorative finish used in the electroplating industry,
offering both corrosion protection and improved appearance to the substrate. With
growing concerns on the impact that chemicals have on our health and the
environment there are always researchers striving to find more acceptable
alternatives. Precautions are taken by industries to limit and minimise the release of
toxic chemicals, extraction process is used to remove gases and fine particle spray
from the working area, while fume scrubbers are used to stop the extracted
contaminated air reaching the atmosphere. Effluent plants are used to treat waste
water before it is introduced back into the main water supple or recycled within the
facility. The above are examples of good working practice but malfunction of
equipment or human error can still occur resulting in the hazardous chemical
reaching the environment. An alternative less harmful chemical therefore would be
preferred if it reduce the risk to our health and environment.
Hexavalent chromium is found naturally in the environment, but industries such as
electroplating, textile and leather manufacturing have the potential to introduce
hexavalent chromium into the water system, thus having a detrimental impact on the
aquatic life. Waste disposal and coal processing industries could introduce
hexavalent chromium into the soil and atmosphere respectively, thus being
problematic to vegetation and affecting the food chain. There are legislations in
place to control the use of hexavalent chromium and other toxic chemicals. The
Control of Major Accident Hazards (COMAH) regulations states the following:
(HSE 2010)
49
Take all necessary measures to prevent major accidents involving
dangerous substances. Limit the consequences to people and the
environment of any major accidents which do occur.
Companies that handle more than 5 tonnes of chromium trioxide will need to register
as a lower tier and over 20 tonnes as a top tier COMAH site (Gardner 2006). The
End of Life Vehicle Directive (ELV directive) is in place to protect the environment
when the vehicle becomes scrapped or recycled, the use of hexavalent chromium is
banned on vehicles made for use in the European market (Environmental-Agency
2011).
Trivalent chromium enters the environment both naturally and by human activity.
Industries such as electroplating, metal polishing and dye/pigment manufacturers
used trivalent chromium, therefore have the potential to release it into the
environment. As the chemical is less toxic than hexavalent chromium the
consequences are not as severe. Vegetation require a level of trivalent chromium and
can control the uptake, problems arise if the soil becomes too acid then it is possible
for the vegetation to increase the uptake having a detrimental effect. Trivalent
chromium is required in our diets to help maintain our metabolism, but at increased
levels it can become detrimental to the body. If trivalent chromium accumulates in
fish it can harm the gills causing respiratory problems, thus in turn disrupting the
food chain if large colonies are affected.
50
Hexavalent chromium has serious effects on human health, it is an allergen that can
cause a rash in people who are allergic and if inhaled can cause nose bleeds and
ulcers. More serious health risks are respiratory problems, weakened immune
system, liver and kidney damage, heritable genetic damage and risk to fertility, lung
cancer and even death. Trivalent chromium is a nutrient for humans, low levels can
disrupt the metabolism, cause heart conditions and diabetes, high levels can cause
skin rashes and have a detrimental effect on health (Guffie 1986; Legg 1996; Khan
2005; Shuker 2005).
Trivalent chromium is more tolerated within the environment and is essential in low
levels to some organisms, thus making it less toxic than hexavalent chromium,
therefore trivalent chromium is more acceptable to use than hexavalent chromium.
This study will concentrated on trivalent chromium electrolytes to deposit the
chromium onto the alternative coating used to replace the nickel deposit. A study by
Lansdell compares the surface activity and corrosion resistance of decorative
electrodeposits from hexavalent and trivalent chromium electrolytes (Lansdell 2001).
Summary
This chapter has provided a detailed literature review on both nickel and chromium
outlining the importance they have on our day to day life and also identifying the
dangers of these useful but hazardous chemicals. Chapter 2 has highlighted some
existing alternatives to nickel but no publications can be found for their application
as an alternative to nickel under chromium.
51
CHAPTER 3: THEORY OF METALLIC DEPOSITION
Introduction
This chapter describes the principles of electroplating and the variables used to
control a process. There are many applications that use nickel and chromium and
some will be detailed in this chapter. A number of chemicals used to produce nickel
and chromium electrolytes are categorised as toxic, thus having a negative effect on
both the environment and our health. This chapter details the implications of
exposure to such toxic chemicals, and recommends safer commercial alternatives to
use.
3.1 General principles of the electrochemical series
Metal ions in solution behave differently under equilibrium compared to when an
electric current is applied. The electrochemical series lists elements in order of their
standard electrode potentials so the elements that ionise with ease can be identified
with relation to the other elements. Table 3.1 shows the order for some of the
common metals used in electroplating; the voltage is calculated by using the Nernst
equation as explained in section 3.7.
When looking at the reactivity series, Table 3.1, the more electropositive the metal is
the less reactive it is, as metals oxidise and loose electrons, they form cations. Take
iron for example, metallic iron is known for reacting with the atmosphere and
rusting, to form iron (III) oxide. When compared to gold reacting with the
atmosphere, it is a much slower reaction because gold is more electropositive than
52
iron and so remains in its metallic state for a longer period of time, making gold a
good metal for jewellery.
CrO
2
+ 2H
2
O + 3e
-
Cr + 4OH
-
-1.200 V
Mn
2+
+ 2e
-
Mn -1.029 V
Zn
2+
+ 2e
-
Zn -0.763 V
Cr
3+
+ 3e
-
Cr -0.740 V
Fe
2+
+ 2e
-
Fe -0.409 V
Cd
2+
+ 2e
-
Cd -0.403 V
Co
2+
+ 2e
-
Co -0.280 V
Ni
2+
+ 2e
-
Ni -0.230 V
Sn
2+
+ 2e
-
Sn -0.136 V
Fe
3+
+ 3e
-
Fe -0.036 V
2H
+
+ 2e
-
H
2
0.000 V
Sn
4+
+ 2e
-
Sn
+2
0.150 V
Cu
2+
+ 2e
-
Cu 0.340 V
Cu
+
+ e
-
Cu 0.522 V
Ag
+
+ e
-
Ag 0.800 V
Au
3+
+ 3e
-
Au 1.420 V
Au
+
+ e
-
Au 1.680 V
Table 3.1. The electrochemical series (Weast 1980)
To demonstrate the reaction of how a less electropositive metal, iron for example, is
displaced by a more electropositive metal in its ionic form, copper sulphate for
example, can be explained when a metallic iron bar is immersed into copper sulphate
solution. Copper ions will be reduced to copper metal on the iron bar as the iron
metal is oxidised to iron ions forming ferrous sulphate as expressed in equation 3.1.
The ions in solution will diffuse from a region of high concentration to a region of
53
lower concentration (known as the concentration gradient explained in section 3.3.5)
so there is a constant supply of copper ions at the iron metal bar.
CuSO
4(aq)
+ Fe
(s)
Cu
(s)
+ FeSO
4(aq)
(3.1)
This principle is the same when current is applied to a solution containing more than
one metal ion. The more electropositive metal will plate preferentially to the less
electropositive metal, only when the reduction potentials are of similar value will the
metals deposit together known as alloy plating (a full explanation of alloy plating
can be found in section 3.10). The standard electrode potentials are only an
indication of which metal will plate preferentially, it does not take into account
polarisation effects that make the metals more electronegative and complexing
agents which make the metal less electropositive. Further explanation of the metallic
behaviour is given in section 3.10.3.
The electrochemical series does not explain how metals that are more
electronegative than hydrogen still plate preferentially. In practice the activation
energy required for hydrogen atoms to form hydrogen gas is higher than the
activation energy for crystallisation of more electronegative metals, thus allowing
metals such as nickel and zinc to be deposited. The activation energy of hydrogen
can be affected by the substrate metal acting as a catalyst; an example of this is when
high carbon steel substrate is used in an alkali zinc solution. The carbon will act as a
catalyst for hydrogen evolution, the production of hydrogen gas will be the preferred
reaction. Once zinc is deposited on the substrate it becomes difficult for the
hydrogen ions to react and liberate hydrogen gas, only when the current density is
54
increased can hydrogen gas then be liberated. This reaction occurs because the
electrode/electrolyte interface is diminished in metal ions. Further details on the
diffusion layer, electric double layer and electrode potentials will be given in section
(3.3.6.).
When using the electrochemical series it is important to remember that the voltage is
calculated from metal ions at unit activity, practically, these conditions are rarely
used. If a reaction should take place from thermodynamic considerations, it doesnt
mean a reaction will take place as kinetic considerations are just as important. These
considerations are explained in more detail over the next few sections.
3.2 General principles of the electrochemical process
The American Society for Testing and Materials (ASTM) define electroplating as:
(ASTM 2011)
The electrodeposition of an adherent metallic coating upon an
electrode for the purpose of securing a surface with properties or
dimensions different from those of the base metal
The electrochemical process of depositing a metal when current is applied can be
seen in Figure 3.1. The electrodes are placed in the electrolyte and connected to a
low voltage direct current (DC) supply, the anode is connected to the positive lead
supply and the cathode is connected to the negative lead supply. Current from the
DC power supply flows round the circuit as electrons to the electrolyte and then
55
transferred by ions to the electrode. The potential applied between the anode and the
cathode controls the transfer of charge across the electrolyte interface thus
determining the rate of charge transfer.
Figure 3.1 Electrodeposition of a metal in a typical electroplating tank
Typical electrolyte is composed of metallic salts (such as sulphate and chloride salts)
with the use of an additive system to help brighten and level the metallic deposit
(these are explained in section 3.8.2 when looking at nickel electrolytes). The
metallic salts are the chemicals that dissociate into ions as in equations 3.2 and 3.3,
where M is a metal atom with a +2 valency.
MSO
4
M
2+
+ SO
4
2-
(3.2)
MCl
2
M
2+
+ 2Cl
-
(3.3)
56
Diffusion will move the ions from areas of high concentration to areas of low
concentration and is the primary transport mechanism. As potential is applied
between the electrodes in the electrolyte the ions will also move towards the
electrode with the opposite charge, electrophoresis of ions is not the primary
mechanism as it is very slow. At the cathode the cations (M
2+
) are reduced by
receiving electrons (e
-
) to become neutral (equation 3.4). The metal (M) is deposited
onto the cathode following the shape and structure of the surface (Brown 1974).
M
2+
+ 2e
-
M (3.4)
Simultaneously at the anode, metals become oxidised to cations, this is the reverse of
equation 3.4 and is shown in equation 3.5 (Brown 1974).
M M
2+
+ 2e
-
(3.5)
The electrons that are given up at the anode flow to the cathode, thus completing the
circuit. Other side reactions may occur at the electrodes such as hydrogen gas
evolution, but this can be controlled by the potential supplied or the chemistry of the
electrolyte.
3.3 General principles of controlling the electrochemical process
The electrochemical process as described in 3.2 section will have a rate determining
step, thus being the slowest stage in the electrochemical process; it is usually either
the rate of electron transfer (supply of electrons at the electrodes) or the mass
57
transfer (supply of cations at the cathode). There are numerous factors that affect the
rate of an electrochemical reaction and by understanding the electrochemical process
the electrolyte can be controlled to optimise the deposition rate. These variables can
be grouped as electrical, electrode, external and electrolyte (Walsh 1992). All the
variables will be discussed in more detail over the next few sections.
Overpotential can be required to overcome various kinetic barriers, the most
common is hydrogen overpotential as explained in section 3.3.1. For any reaction to
take place there is a minimum amount of energy required, known as the activation
energy, this can be changed in order to favour the required reaction (Lowenheim
1978) (Lyons 1974).
3.3.1 Control of the electrical variables during electroplating
The electrical variables include potential, current and charge. The potential applied
to the electroplating sequence controls the rate at which electrons are transferred; the
rate of this transfer controls the current. The cations can only be reduced at the rate
they are diffused to the surface known as the limiting current density. Alternative
reactions will take place such as the reduction of hydrogen ions as in equation 3.6,
the liberation of hydrogen also known as hydrogen overpotential. By controlling the
electrolyte parameters explained in this section the hydrogen and oxygen over
potentials can be controlled to optimise the electrochemical process (Walsh 2000).
2H
+
+ 2e
-
H
2
(3.6)
58
3.3.2 Control of the electrode variables during electroplating
The electrode variables include electrode material, surface area, surface state,
geometry and motion. The anode material will have an influence on the reactions
taking place within the electrolyte, for instance, if an insoluble anode such as
platinised titanium is used in some electrolytes, oxygen is liberated, thus increasing
the concentration of hydrogen ions within the electrolyte and as a result the pH
decreases (equation 3.7) (Lyons 1974).
2H
2
O O
2
+ 4H
+
+ 4e
-
(3.7)
Other side reactions will also take place at the anode such as the liberation of
chlorine if chloride salts are used in the electrolyte (equation 3.8).
MCl
2
M
2+
+ 2Cl
-
M + Cl
2
(3.8)
Anodes composed of the metal required for deposition would reduce the amount of
oxygen liberated and provide the electrolyte with a supply of the metallic ions as
demonstrated in equation 3.9. When oxidation at the anode occurs, any impurities
within the anode would then be part of the electrolyte and potentially hinder the
required finish of the electrodeposited metal. For this reason any consumable anode
must be of high quality and free from impurities (Canning 1982).
M M
2+
+ 2e
-
(3.9)
59
Anodes of different materials have different efficiencies, if the cathodic reaction has
a lower efficiency composed to the anodic reaction, then a build up of metallic ions
will be produced in the electrolyte, thus hindering the process, on a commercial scale
this is controlled by drag out and therefore there is no build up of metallic ions.
Other reactions can involve hydrogen ions to liberate hydrogen gas (equation 3.6);
the concentration of hydrogen ions in the electrolyte is diminished so the pH
increases. If the electrolyte becomes too alkaline then the formation of metallic
hydroxide can occur, this is insoluble and therefore will precipitate out causing
numerous problems such as roughness of the electroplated deposit (Dennis 1972;
Lowenheim 1978).
The surface area of the electrodes will determine the amount of current required to
plate the cathode. The current divided by the surface area is known as the current
density and is expressed as amperes per square decimetre (A/dm
2
or ASD), each
process will have an optimum current density. The surface area of the cathode must
be known so that the current required can be calculated (equation 3.10) (Canning
1982).
Plating current = Cathode surface x Current density (3.10)
(A) area (dm
2
) (ASD)
The surface condition of the electrodes can influence the surface area, for instance, if
there are nodules on the electrode surface it has a larger surface area compared to a
polished surface. The geometry of the electrode will therefore determine areas of
high and low current densities. High current density (HCD) areas are edges and high
60
points that protrude out, the resistance is lower at these points since the current path
is short, therefore without control of the electrolyte parameters this area is prone to
high current density burning which can leave a rough dull appearance. Low current
density (LCD) areas are identified as recesses and the centre area of flat parts; these
areas are more difficult to plate due to the higher resistance because the current path
is longer (Canning 1982).
3.3.3 Control of the external variables during electroplating
The external variables during electroplating include time and agitation, Faradays
Law states that the plating time is proportional to the thickness of the metal
deposited; this will be explained in more detail later in section 3.5. Agitation is used
to keep a constant supply of cations at the surface of the cathode to allow constant
deposition of the metal.
There are different forms of agitation including air, cathode rod movement and
eductors, the principle of each method is the same. Agitation provides advantages to
the electroplating process, for instance, it assists in the removal of gases from the
cathode surface such as hydrogen produced at the cathode, thus reducing the co-
deposition of hydrogen, which may cause hydrogen embrittlement of the substrate in
zinc plating and blistering (poor adhesion of the electroplated deposit to the
substrate).
61
3.3.4 Control of the electrolyte variables during electroplating
The electrolyte variables include temperature, pH, composition, bulk reactant
concentration, and conductivity. Each variable will have an influence on the other
variables as they are not independent of each other. Mass transfer is the movement of
ions from areas of high concentrations to low concentrations. Within the electrolyte
the ions move very slowly due to electrophoresis, the movement is largely down to
convection, diffusion and conductivity. The variables listed in this section influence
this movement and so the electrolyte can be controlled to achieve optimum
performance. The rate determining step is the slowest step in the process and
therefore the process can only happen as fast as the slowest step, electroplating
processes are optimised to achieve the required finish which is not always the fastest
deposition rate (Lyons 1974).
The composition of a typical electrolyte requires conductivity salts, supply of
metallic ions, additives and pH control. Once the composition of the electrolyte is
formulated, the concentration of each chemical becomes vital to optimising the
plating process. If it becomes too concentrated the density of the electrolyte is
increased, therefore movement of ions are limited and not free flowing. The ions will
move slower and more likely to collide with each other instead of reducing at the
cathode. If concentrations are low the density of the electrolyte is reduced and the
ions can move more freely but the supply of ions at the cathode will be limited
(Lyons 1974; Lowenheim 1978). Concentration, additives and alloy deposition
effects require a more in depth explanation and are therefore explained later in
section 3.8.
62
The pH of the electrolyte is determined by the hydrogen ion concentration, a higher
concentration results in a more acidic electrolyte. If the electrolyte is too acidic the
increased amount of hydrogen ions result in less metallic ions in the diffusion layer,
thus slowing down the deposition rate. If the electrolyte becomes too alkali in the
vicinity of the cathode then the metallic ions can react with the high concentration of
hydroxide ions to produce metallic oxide or metallic hydroxide, which are often
insoluble, thus precipitating out in the electrolyte. A buffer such as boric acid in the
case of a nickel electrolyte is used to control the hydrogen ion concentration, this is
achieved because the boric acid is not fully dissociated in the electrolyte, so
hydrogen ions are removed from the electrolyte through electrolysis, the boric acid
equalises the change in hydrogen concentration by dissolution, therefore stopping a
build up of hydroxide ions.
The temperature of the electrolyte will influence the flow of ions by convection.
When the electrolyte is heated the ions can move faster through the electrolyte due to
the extra energy supplied. If the temperature increases above the optimum level for
the electrolyte the metallic cations can move so fast that the contact they have with
the cathode is reduced, slowing the plating rate down and allowing other ions to be
reduced such as hydrogen ions as described in equation 3.6. If the temperature is too
cold, then the ions move slowly through the electrolyte taking a longer time to reach
the cathode, therefore resulting in a slower plating rate. Increased temperatures can
be used to keep a higher concentration of salts in solution to maintain maximum
conductivity.
63
The conductivity of the solution is important for the flow of electrons; this is related
to the concentration of ions in solution, the chemicals used must easily dissociate in
solution for it to have a high conductivity. The conductivity salts need to be at
optimum concentration since a low concentration will limit the flow of ions and a
high concentration will hinder the movement of ions through solution.
3.3.5 Understanding the concentration gradient in an electrochemical cell
Ions within an electrolyte will move from areas of high concentration to areas of low
concentration when there is no external influence, this phenomenon is known as the
concentration gradient. As an external influence is applied such as the passing of a
current, this will change the cation concentration across the electrolyte. Figure 3.2
illustrates the cationic profile within the electrolyte as varying power is applied.
With no current passing there is no change in cation concentration across the
electrolyte. As current is applied, the concentration of cations at the surface of the
cathode is reduced, the higher the current applied, the lower the cation concentration
at the electrode surface due to the increased deposition rate.
64
A = No passing of current the concentration will not vary with distance from cathode.
B = Low current density changes the concentration slightly with distance from cathode
C = High current density will have more of a change in concentration with distance from
cathode
D = Limiting current density will have a large change with no ions at the cathode surface
Figure 3.2 - Concentration gradients (Walsh 2000)
3.3.6 Understanding the diffusion layer
The area in the electrolyte adjacent to the cathode is known as the diffusion layer,
this is where the deposition of cations is controlled by the rate of electron transfer at
the double layer. The quantity and movement of ions within the electrolyte will
affect the diffusion layer and as a result the plating speed. Agitation, and the
concentration of ions will have the largest influence on the diffusion layer for
reasons explained in sections 3.3.3 and 3.3.4 respectively. Figure 3.3a illustrates the
effect of agitation on the diffusion layer.
65
Diffusion layer thickness (d) varies with degrees of agitation.
d
1
= Vigorous agitation (thickness in order of 10
-6
m).
d
2
= Medium agitation (thickness in order of 10
-4
m).
d
3
= No agitation (thickness in order of 10
-3
m).
Figure 3.3a - Diffusion layer thicknesses (Walsh 2000)
As previously explained, if the electrolyte is too concentrated the ions cannot move
freely through the electrolyte, and therefore they stay surrounded by ions of the
opposite charge making it difficult to accept electrons from the cathode when they
move into the diffusion layer. The use of agitation reduces the diffusion layer
thickness so cations become more available to the cathode. Electrolytes containing
low concentration of ions will have fewer ions in the diffusion layer therefore
limiting the rate of deposition.
The electrical double layer is the interface between any pair of conducting phases,
for the purpose of this study it will be referred to as the interface between the
electrode and the electrolyte. At the interface there is a potential difference, it is this
66
observed potential produced by the electrical double layer that is responsible for the
properties of a given system (Roy 2013). Figure 3.3a shows the position of the
double layer and Figure 3.3b shows the variation of this potential with distance from
the electrode surface within the double layer. The double layer is formed by an
excess of charges at the interface, this can be ions, electrons or oriented dipoles
(Crow 1994).
Figure 3.3b Variation of potential with distance from the electrode surface within
the double layer (Crow 1994).
Investigating the electrode placed in the electrolyte, to have electro-neutrality there
must be a balance of excess charge on the electrode surface and opposite charge on
the solution side, it is the distribution of the solution charge that is of importance, the
standard electrode potentials are shown in Table 3.1. When electrostatic interaction
operates the ions from solution can only get so close but there is no contact with the
electrode because there is a layer of solvent (in this case water) known as the outer
67
Helmholtz plane (OHP) between the two surfaces. This region within the plane
represents the compact part of the double layer called the Helmholtz layer (Crow
1994, Roy 2013).
To neutralise the charge of the electrode it is not possible to fit all the required ions
from solution and so the ions start to become disordered the further away from the
electrode where the electrostatic forces are weaker and dispersion by thermal motion
is more effective. Theoretical models of the double layer are explained in terms of
electrostatic forces, and when looking at the distribution of charge, Helmholtz
considered the interfacial region to be limited and the potential variation across the
region was linear. Gouy and Chapman appreciated that a large area of charge in
contact with the electrolyte would bring about a one-dimension charge distribution,
similar to the proposal in three-dimension by the Debye-Hckel model of electrolyte
behaviour. This approach is non-linear and the interfacial region extends further into
the electrolyte solution to a point where the ions behave in the same way as if there
was no metal introduced (Crow 1994). Gouy and Chapman suggested that a
diffusion arrangement of the ions took place as this was more likely to occur; Stern
and Graham have since suggested amendments to their theory taking into account the
limited dimensions of ions and the presence of solvated and desolveated ions which
make the two layers possible (Dennis 1972).
When considering the electrolytes used in this study the absorption of foreign ions or
neutral molecules can disturb the equilibrium in the double layer. The addition of
organic additives such as brighteners, levellers and surfactants are likely to produce
these effects, therefore the mechanism of deposition and additive incorporation in the
68
deposit are closely associated with this phenomenon of the electrical double layer
(Dennis 1972).
The electric field strength can be expressed as the force per unit charge experienced
at the point of the electric field, measured in Newtons per Coulomb (NC
-1
), it is
equal to the potential gradient measured in Volts per meter (Vm
-1
). At the interface
the potential difference is about 0.1-1V. If the potential difference is 1V acting
across a distance of 1 (10
-10
m) gives electric field strength of 10
10
Vm
-1
. This is a
very strong field and therefore it causes electrons to move across the interface. In
terms of an electrochemical reaction it isnt just the amount of charge there is but
also the distribution and distance which determines the electric field strength and
hence the speed of electron transfer between the two phases (Bockris 1972).
When electroplating the potential moves from its equilibrium and the electrode is
said to be polarised, this change in potential is referred to as the concentration
overpotential (Roy 2013). When an external e.m.f is applied and the current flow is
fixed, the potentials of the two electrodes change from their unpolarised rate to their
polarised rate, the cathode becomes more negative and the anode becomes more
positive. The electrolyte adjacent to the cathode becomes depleted of cations as
metal is deposited and further deposition become difficult. By looking at the Nernst
equation it can be seen that the potential becomes more negative, refer to section 3.7
(Dennis 1972). When the fixed overpotential is approached (when the concentration
of metal ions come near to zero) it is said to reach the limiting current density. In
practice this rarely happens as other electrode processes take over, this region of
localised variation of concentration is known as the anode or cathode film. There is
69
also a concentration gradient that takes place over these films which extend beyond
the limits of the Helmholtz double layer (Dennis 1972).
3.4 Relationship between voltage, current and resistance
A German physicist, Georg Ohm (1789-1854) defined the relationship between
voltage, current and resistance (equation 3.11), this is known as Ohms law and can
be used for simple circuits if the electrolyte is maintained at a constant temperature.
(3.11)
Where
V = Potential difference measured across the resistance in volts
I = Current through the resistance in amperes
R = Resistance of the conductor in ohms
In an electroplating cell, Ohms law can be used to calculate the resistance. If there is
an increase in resistance within the circuit, the voltage will increase. To maintain the
same current, the voltage would have to be increased, thus compensating for the
resistance within the circuit. An increase in resistance can be an indication that there
is a problem, either within the circuit itself, polarised anodes or the conductivity of
the electrolyte. This understanding can be helpful in maintaining a good working
electrolyte and obtain optimum electrodeposits.
3.5 Faradays laws of electrolysis
During the 19
th
century an English scientist, Michael Faraday (1791-1867) carried
out research in electrochemistry and established the fundamental laws of electrolysis,
70
thus being the first quantitative demonstration of the electrical nature of mater, and it
has long defined the quantity of electricity. (Lyons 1974; Wilcox 1992). The laws of
electrolysis have remained unmodified by new discoveries and are among the
foundations of physical science today (Lyons 1974). According to Crow the laws
state the following (Crow 1994),
Faradays 1
st
law of electrolysis states that in the electrolytic process, the
quantity of electricity is proportional to the mass of chemical decomposition. The
quantity of electricity refers to the quantity of electrical charge measured in
coulombs
Faradays 2
nd
law of electrolysis states that the mass of an elemental material
deposited at the electrode is directly proportional to the mass of the element
equivalent weight at any given quantity of electricity
Equation 3.12 summarises Faradays laws and enables an electroplater to calculate
the required amount of time and current necessary to achieve a plating thickness of
the metal, as follows (Crow 1994):
w
i x t x
z x F
(3.12)
Where
w = weight of the plated metal in grams
A = atomic weight of metal
z = valency of the metal
i = current in amps
t = time in seconds
F = Faraday constant (96500 C mol
-1
)
71
The Faraday constant (F) is the magnitude of electric charge per mole of electrons,
the unit is coulombs per mol
-1
(C mol
-1
). The numeric value used is 96485.3399 but
often rounded up and used as 96500. This calculation assumes 100% efficiency and
gives an average weight over the cathode area. Faradays Laws do have their
limitations. Firstly, it will allow a measure of electrochemical change but it cannot
explain how the change occurs and why, secondly, it does not take into account the
effect of diffusion and concentration gradients nor other factors that can control the
electrochemical process that have previously been explained (Crow 1994).
3.6 Butler-Volmer equation
The Butler-Volmer equation describes how the electrical current measured on an
electrode depends on the electrode potential, considering that both the anodic and
cathodic reactions take place at the same time. Equation 3.13 illustrates the Butler-
Volmer equation (Crow 1994),
(3.13)
Where
i = Current (amps)
i = exchange current density (A/m
2
)
reaction order (c cathode, a anode)
overpotential
F = Faradays constant (96500 C mol
-1
)
R = gas constant (8.31 J mol
-1
K
-1
)
T = temperature (Kelvin)
n = number of electrons
72
This Butler-Volmer equation is applicable when the polarisation depends only on the
charge transfer kinetics, stirring the electrolyte to minimise the diffusion thickness
can help minimise concentration polarisation.
3.7 Nernst equation
The Nernst equation gives the magnitude of the potential between a metal and
solution of its ions. Equation 3.14 illustrates the Nernst equation (Lowenheim 1978)
(3.14)
Where
E= cell potential
E
o
= standard cell potential
F = Faradays constant (96500 C mol
-1
)
R = gas constant (8.31 J mol
-1
K
-1
)
T = temperature (Kelvin)
n = number of electrons
a = activity of the metal ion
The Nernst equation is used to calculate the voltage of an electrochemical cell or to
find the concentration of one of the components of the cell. The tabulation of E
o
for
the elements results in the electromotive force (EMF) as shown in Table 3.1.
3.8 The composition and function of the nickel electrolyte
3.8.1 The composition and function of base salts in the nickel electrolyte
The base salts are chemicals used to add the nickel to the electrolyte in the form of
both nickel chloride and nickel sulphate and also provide ions in the electrolyte also
known as conductivity salts so that the electrons can flow through the solution more
73
freely due to the available ions. A pH buffer normally boric acid is used to control
the pH within the diffusion layer during electrolysis, in the case of the nickel
electrolyte if the solution becomes too alkali, nickel hydroxide forms, this is
insoluble and therefore will precipitate out (Dennis 1972; Brown 1974).
3.8.2 The composition and function of additives in the nickel electrolyte
Nickel electrolytes used in todays electroplating industry have similar basic
electrolyte formulations to the original Watts bath (nickel sulphate 240g/l, nickel
chloride 20g/l and boric acid 20g/l) (Dennis 1972), but the additives used in the
electrolyte have been developed for a required application and tend to be confidential
to the supply houses, although the generic compounds used are well known within
the electroplating industry.
Additives can be categorised by their main function, as brighteners of the first and
second class, levellers, stress relievers, depolarisers and wetting agents. Certain
chemicals can provide more than one function. For example, an additive introduced
to help relieve stress in the deposit can also help with the brightness, thus improving
the appearance of the deposit (Dennis 1972).
There are two types of brighteners used in a bright nickel system, they are
categorised as first and second class brighteners, these work in cooperation with each
other to produce a bright lustrous finish. Class one brighteners are used in relatively
high concentrations (naphthalene polysulphonic acids are used up to 15g/l and
aromatic sulphonamides or sulphonimides are used at around 1.5g/l) and are
identified by the conjugated alkene sulphonate group (=C-SO
2
-). Figure 3.4
74
illustrates examples of first class brighteners. Note that these structures show the free
acids but the water soluble salts can be used if the cations are not detrimental to the
nickel solution.
Benzene sulphonic acid Thiophen-2-suphonic acid
1,3,6 naphthalene sulphonic acid
Figure 3.4. Brighteners of the first class (Dennis 1972).
Brighteners of the first class are not used independently as they do not produce a
fully bright deposit and therefore require the use of brighteners of the second class.
These second class brighteners are identified by the unsaturated group within the
molecule (examples such as C=C, C=O, C=N, illustrations can be seen in Figure
3.5), they are used in much lower concentrations, around 0.01g/l of acetylenic
compounds for example. If higher concentrations are used, the nickel deposit may
become brittle and have increased tensile stress. By controlling brighteners of the
second class with brighteners of the first class the concentrations can be kept to a
minimum and an optimal brightness formula is produced (Brown 1974).
SO
3
H
SO
3
H
SO
3
H
HO
3
S
S
SO
3
H
75
Formaldehyde Thiourea
Coumarin
Figure 3.5. Brighteners of the second class (Dennis 1972).
Depolarisers such as thiomalic acid and thiocarboxylic acid are added to prevent skip
plating. Skip playing is when areas of the substrate are not electroplated, often in
recesses and low current density areas (Dennis 1972).
Stress relievers will counteract the tensile stress caused by brighteners of the second
class by introducing compressive stress. Saccharin is a well known additive used in
nickel plating as a stress reliever but it is also a dual function additive because it has
the properties of a first class brightener (Dennis 1972; Brown 1974).
Levelling agents such as coumarin are compounds that contain no sulphur. They are
used in semi-bright nickel processes to conceal any scratches and imperfections
within the substrate. The leveller will slow down the nickel plating on ridges and
protruding areas, thus allowing the scratched surface to be filled in first, and
consequently smooth out the imperfections of the substrate (Dennis 1972; Lyons
1974).
H
O
H
O
H
H
O
N H
2
NH
2
S
76
Wetting agents are used to lower the surface tension of the electrolyte allowing any
gas bubbles forming on the cathode to be released. This helps to prevent pitting of
the nickel deposit. The compatibility between the additives are just as important as
choosing the right ones because incompatibility can result in reduced brightness and
pitting (Dennis 1972; Lyons 1974).
3.9 Characteristics of trivalent chromium electrolyte
Chromium can be electrodeposited from trivalent chromium electrolytes. In this
study the decision to use the sulphate base electrolyte called TriMacIII was made
due to earlier work undertaken on the corrosion rate study of different chromium
electrolytes. The TriMacIII electrolyte was concluded to have a lower corrosion rate
when compared to the Macrome CL3 electrolyte (Handy 2006).
The formulation for the trivalent chromium was supplied by MacDermid Plc with
the following composition:
TriMacIII Conductivity salts 300g/l
TriMacIII Part 1 150ml/l
Total chromium metal 12g/l
TriMacIII Initial 10ml/l
TriMacIII Booster 0.5ml/l
TriMacIII Wetter 3ml/l
The conductivity salts enable ions to move through the electrolyte so that oxidation
and reduction can take place at the anode and cathode respectively. This study has
used a sulphate based electrolyte, a typical example can be found in a patent by
Barclay and Deeman (Barclay 1977; Deeman 1986), the base solution consists of
77
potassium sulphate and sodium sulphate used to maintain a flow of ions and is not
predominantly co-deposited with the chromium, but it will require monitoring as
drag out can reduce the concentration of the salts, thus reducing the conductivity of
the electrolyte and in turn reduce the efficiency of the process.
The chromium ions are added as chromium (III) sulphate and require a complexing
agent to achieve plating. A patent by Deeman in 1986 uses a compound such as
thiocyanate at a ratio between 1:1 and 1:6 of chromium to thiocyanate. The patent
claims to minimise undesired gas emissions and improve efficiency and colour
(Deeman 1986).
The boric acid is required as a pH buffer, since the reactions take place at both the
anode and cathode the pH changes, once plating stops the pH will equilibrate to the
initial pH. Other buffers can be used, for example carboxylic acid salts such as
malate, formate and acetate. Additional additives known as wetting agents or
surfactants can be used to help improve the coverage and plating rates while
controlling the surface tension of the electrolyte (Dubpernell 1974).
3.10 Electrolytic alloy plating
Alloy plating is a widely used process to improve the properties of a metal by
incorporating another metal, in some cases even numerous other metals. This can be
achieved by electrolytic plating or by molten metal mixed together with other metals;
this study will primarily concentrate on electrolytic plating. Alloys have been used to
78
replace more expensive metals such as the use of bronze as a replacement to gold
and therefore an alloy will be looked at as an alternative to nickel in this study.
3.10.1 Definition of an alloy
When discussing electrodeposited alloys, Brenner in his book on the Deposition of
alloys, principles and practice typically defines an alloy as (Brenner 1963)
A simultaneous cathodic deposit that contains at least two elements
of which at least one is metallic. The deposit will have metallic
properties and each element cannot be visually isolated by the naked
eye
An alloy is defined in the Oxford dictionary as the following (Oxford-Dictionaries
2010)
1. A metal made by combining two or more metallic elements,
especially to give a greater strength or resistance to corrosion.
2. An inferior metal mixed with a precious one.
3.10.2 History of alloy plating
The first process for producing an alloy was by diffusion coating of zinc and copper,
which was patented in England by Elkington in 1833 (Elkington 1833). The process
involved immersing a copper part attached to a piece of zinc, which acted as the
internal anode, into a boiling solution of zinc chloride, the process didnt involve the
79
simultaneous deposition of the copper and zinc and therefore was not a true alloy as
defined by the Oxford dictionary. The first electroplated alloy was thought to be
around the same time as the introduction of cyanide plating that is used in brass and
bronze electrolytes. De Ruolz is credited with being the first to electroplate brass and
bronze (Ruolz 1842), this formulation is still similar to the one used today with a
cyanide complex and stannate. The brass alloy, also known as yellow copper had
only one commercial application, to plate a cheaper substrate such as iron or zinc to
make it appear like brass, thus reducing the cost of materials.
Brass plating was an important process according to Roseleur, who devoted 10 pages
in his book to brass plating and made note to the less importance of nickel because it
was five times more expensive than copper. From the late 1800s platers were
looking for cyanide free solutions as the work of Professor Jacobi mentioned by
Elsner,(Brenner 1963) used ammoniacal carbonate bath for depositing brass and
bronze. Bronze is a copper tin alloy that can be plated to achieve either a yellow or
white appearance and is still widely used today in the electroplating industry as a
replacement for nickel in the jewellery industry. Today there are many patents for
cyanide free brass and bronze but none are used on a large commercial scale,
implying that cyanide is still the best complexing agent.
3.10.3 Theory of alloy plating
In metals that can be co-deposited as alloys require their deposition potentials to be
within 0.2 volts of each other, thus limiting which metals can be alloyed together.
The electrochemical series in Table 3.1 can be used as a guide, but as mentioned in
chapter 1, it provides limited information since that potentials of metals can be
80
manipulated by changing the conditions. If the concentration of a divalent salt is
changed by hundred fold, the potential will become more negative by 0.06 volts. If
the concentration is reduced too much so that the more noble metal is less than 1% of
the other metal, there are reproducibility problems due to the concentration changing
so rapidly.
Complexing agents are widely used to change the potentials to within 0.2 volts of
each other to allow alloy plating. There are different complexing agents used, a
single complexant is when both metals are complexed with the same complexing
ion, where a mixed complexant is when either both metals are complexed with
different complexants or when one of the metals is complexed and the other is in the
form of its simple ion. Complexing the metals in the electrolyte may still not bring
the potentials close enough for co-deposition so changing the concentration of the
complexing agent to allow free complexing ions can then help in the final
adjustment, free cyanide for example can give a more negative potential (Faust
1974).
The use of complexing ions can have a secondary function by improving the metallic
deposit, they can increase throwing power and change the grain structure to improve
the brightness. However, they have a disadvantage as organic complexing agents,
especially with a high molecular mass can cause the deposit to be stressed, cracked
and brittle (Faust 1974; Lyons 1974).
81
Summary
This chapter describes the theory of electroplating and factors that can influence the
electroplated deposit. It also details the additive system used within the nickel
electrolyte and identifies the importance of the nickel deposit and its value to the
electroplating industry. This chapter also explains the use of trivalent chromium as
the preferred electrolyte due to previous corrosion studies.
82
CHAPTER 4: PRINCIPLES OF METALLIC CORROSION
Introduction
This chapter describes the principles of metallic corrosion as applicable within the
remit of this study, while also explaining the fundamentals of metallic corrosion and
the use of metallic coatings as a protective layer to control corrosion. A detailed
explanation will be given on how nickel and chromium coatings are used to control
the corrosion path and thereby increase the longevity of the deposits, and also the
techniques used to accelerate and evaluate corrosion.
4.1 General principles
Corrosion is an electrochemical process that involves two reactions, oxidation and
reduction. The oxidation reaction is where electrons are removed, also known as
the anodic reaction, thus producing an actual loss of metal as metal ions are formed,
as shown in equation 4.1 (Lowenheim 1978; Winston 2000). The reduction reaction,
also known as the cathodic reaction is where electrons are gained, thus often
converting water or oxygen to hydroxides and hydrogen ions to hydrogen depending
on the environment where corrosion takes place (Shreir 1994; Winston 2000).
Equation 4.2 shows the cathodic reaction of the oxygen and moisture in the
atmosphere, thus being a neutral environment where oxygen is freely available and
often the most likely reaction. Equation 4.3 shows the cathodic reaction in an alkali
environment where hydrogen peroxide is an intermediate species. Equation 4.4
shows the cathodic reaction in an acidic environment (Winston 2000).
83
M M
n+
+ ne
-
(4.1)
O
2
+ 2H
2
O + 4e
-
4OH
-
(4.2)
O
2
+ 2H
2
O + 2e
-
H
2
O
2
+ 2OH
-
(4.3)
H
2
O
2
+ 2e
-
2OH
-
2H
+
+ 2e
-
H
2
(4.4)
A corrosion cell consists of an anode and a cathode in electrical contact with each
other and an electrolyte. The difference in potential or electromotive force (EMF) is
the driving force of the reaction between the cathode and anode. Section 3.7
describes the Nernst equation that gives the potential between the metal and
electrolyte, thus the reversible potential of a cathode reaction involving oxygen as
given in equation 4.2 is given by equation 4.5 (Lowenheim 1978)
E = E
o
+ (0.059/2) log [( O
2
)
1/2
/ (OH
-
)
2
] (4.5)
The logarithmic term contains the oxidised species in the numerator and the reduced
species in the denominator. The effective concentrations or pressures are raised to
the power corresponding to their coefficients in the equation of the reaction. Putting
the two half-equations together from equations 4.1 and 4.2 the complete reaction is
shown in equation 4.6 (Lowenheim 1978).
84
M + O
2
+ H
2
O M
2+
+ 2OH
-
(4.6)
The emf of the corrosion cell is the difference between the two half-cell potentials as
shown in equation 4.7 (Lowenheim 1978).
(4.7)
The E
0
is the standard potential given in chapter 3 table 3.1 for the common metals
used in electroplating. The change in free energy, G, accompanying a cell reaction
is given by equation 4.8 (Lowenheim 1978).
G = - nfE
cell
(4.8)
Where
G = change in free energy
E
cell
= change in potential of the corrosion cell
n = number of electrons transferred
f = faraday constant
If the reaction is to be spontaneous then G must be negative and E
cell
must be
positive, the higher the free-energy change, the greater the tendency for the reaction
to occur. This is based on the thermodynamics, but kinetic factors will determine the
rate of reaction which is important to the practical aspect when trying to slow down
or limit corrosion (Lowenheim 1978).
The importance of studying the kinetics of corrosion is to: 1) Predict the corrosion
rate and 2) Determine the mechanism of the overall process. The first is important to
85
the design and performance specification, while the second is concerned with the
more fundamental search in determining the mechanism and number of steps
involved in the corrosion reaction, thus, identifying the rate determining step. If the
equation for corrosion is written as shown in equation 4.9 then the general rate
equation will be written as shown in equation 4.10 (MacDonald 2001).
mM + aA + bB m`M` + oO + pP (4.9)
where,
M = Metal
M` = Metal containing corrosion products
m, a, b, m`, o, p = stoichiometric coefficients
A, B = Reactants
O, P = Products
r = kf [A]
[B]
kb [M`]
`
[O]
`
(4.10)
Where
kf
= Forward rate constant
kb = Reverse rate constant
= Active surface area
, = Kinetic orders of reaction with respect to A + B reactants
`, ` = Kinetic orders of reaction with respect to M` + O reactants
Once this differential rate expression has been fully defined it may be used to predict
the rate of reaction (in this case corrosion) under other conditions such as
temperature or reactant concentration provided that the mechanism of the reaction
and the identity of the rate controlling step are unchanged (MacDonald 2001).
Analysis of the integrated form of equation 4.9 is used for practical reasons
irrespective of which form is employed; reliable predictions can only be made if
there is detailed information on the kinetic orders and rate constants over the range
86
of conditions of interest. The information of the mechanisms within the rate equation
is of great value in determining the reaction process and therefore a large area of
kinetic studies are used for this purpose.
According to MacDonald (2001) corrosion reactions are a heterogeneous process and
therefore can be divided into three sequential processes: 1) transport of reactants to
the metal surface; 2) chemical reaction of reactants with the metal and 3) transport of
the products from the surface into the bulk solution. Steps 1 and 3 are referred to as
mass transfer and step 2 as the activation process. In principle, by studying the
rate of corrosion as a function of fluid velocity, the 3 steps described can be
differentiated as shown in equations 4.11, 4.12 and 4.13 (MacDonald 2001)
Step 1, Mass transfer Ab
As (4.11)
Step 2, Activation process Ab + M
Ms
n+
+ As
n-
(4.12)
Step 3, Mass transfer Ms
n+
Mb
n+
(4.13)
As
n-
Ab
n-
Where
k = Rate constant
b = Bulk solution
s = Surface species
t and s on k = designate transport and surface reaction
A = Corroding species
Mass transfer is a first order process, then in the steady state the corroding species is
expressed as shown in equation 4.14 (MacDonald 2001).
[] =
(4.14)
87
The rate of reaction in terms of metal loss is therefore given by equation 4.15
(MacDonald 2001).
= ks [As] =
(4.15)
The rate of reaction can also be defined as the rate of appearance of metal ion in the
bulk solution and expressed as equation 4.16 (MacDonald 2001).
=
(4.16)
The fundamental properties of heterogeneous reactions in general and of corrosion
reaction are illustrated in equations 4.15 and 4.16. For the rate constant kt > ks the
rate function is expressed in equation 4.17 and for the rate constant kt < ks the rate
function is expressed in equation 4.18 (MacDonald 2001).
-
= ks [Ab] (4.17)
-
= kt [Ab] (4.18)
In equation 4.18 the rate expression no longer contains the terms for the active area
or for the kinetics of the reaction at the interface, therefore the reaction is said to be
completely mass transport controlled. Since the rates of change with time of the
88
two observables m and [Mb] lead to the same expression, which is independent of
kt` and kt`` where the prime and double prime indicate the opposite directions of the
reaction, it is clear that no information can be obtained about the kinetics of mass
transfer steps which occur after the surface reaction (Prentice 1991). Analysis of data
from kt` and kt`` can be obtained by studying the kinetics of the forward and reverse
reactions respectively. In many cases kt is equal to ks, therefore the reaction
exhibits both mass transfer and activation control, in these cases the rate constant is
expressed in equation 4.19 (MacDonald 2001).
k
obs
=
(4.19)
Which upon inversion give equation 4.20, this equation can be used to evaluate the
ks and kt independently from the overall reaction of the hydrodynamics of the
system (MacDonald 2001).
(4.20)
Corrosion kinetics can be reduced to simplified forms, if two reactions follow the
Butler-Volmer kinetics then the current densities of the oxidation and reduction
processes are equal at the corrosion potential. If all the transfer coefficients are taken
to be equal to one half, then the corrosion potential (E
corr
) can be calculated directly
as shown in equation 4.21 (Prentice 1991).
89
E
corr
=
ln
(4.21)
Where
I
o
= exchange current density (A/cm
2
)
r = reduction process
x = oxidation process
E
x
= reversible oxidation potential
E
r
= reversible reduction potential
To calculate the corrosion current for a system where the reversible potentials of the
oxidation and reduction reaction are far removed from the corrosion potential, the
Tafel approximation can be applied to both reactions and therefore the back reaction
for each process can be neglected as expressed in equation 4.22 and 4.23 (Prentice
1991).
i
corr
= i
ox
exp
(E
corr
E
x
) (4.22)
i
corr
= i
ox
exp
(E
corr
E
r
) (4.23)
To obtain the corrosion potential based on the magnitude of the corrosion current
density and each component is a positive quantity, this can be achieved by using the
right hand side of equation 4.22 and 4.23, as shown in equation 4.24 (Prentice 1991).
E
corr
=
(4.24)
90
If the transfer coefficients are assumed equal to one half, then equation 4.23 can be
further reduced. When the exchange current densities for the reactions are equal, the
logarithmic becomes zero and the corrosion potential is the average of the reversible
potentials of the two reactions. By substituting equation 4.22 into equation 4.24 an
expression can be obtained for the corrosion current density in terms of the kinetic
parameters and the reversible potentials. If the transfer coefficients are taken to be
equal to one half, then the following simplified expression is shown in equation 4.25
(Prentice 1991). The kinetic expressions derived in this section are all valid at the
corrosion potential and corresponding current density (Prentice 1991).
i
corr
= (i
ox
i
or
)
1/2
exp
(4.25)
Corrosion products depend on the metal involved and the environmental conditions
(Lowenheim 1978). As an example, Shreir (1994) has shown that in most
environments the ferrous ions and hydroxide ions combine to form ferrous hydroxide
as shown in equation 4.26 (Shreir 1994).
Fe
2+
+ 2OH
-
Fe(OH)
2
(4.26)
Shreir (1994) and Movchan (2005) have shown that iron can then be further oxidised
to iron (III) in wet or moist environments. Equation 4.27 shows the formation of the
iron (III) oxide-hydroxide. Equation 4.28 shows the formation of iron (III) oxide.
These products are commonly known as rust (Shreir 1994; Movchan 2005).
91
4 Fe + 3O
2
+ 2H
2
O 4 FeO(OH) (4.27)
2 FeO(OH) Fe
2
O
3
.H
2
O (4.28)
The iron (II) and iron (III) compounds have poor adhesion to the surface of the iron
and easily flakes off, thus, exposing iron underneath. The exposed iron then
continues to react with the atmosphere until all the iron is oxidised.
As electrochemical corrosion takes place the surface of the metal becomes an area of
electrochemical cells where oxidation and reduction are taking place. It is here where
anodic and cathodic areas are produced and allow current to flow. This potential
difference can be found where there are areas of stress, composition or temperature
difference, scratches or pits (Shreir 1994; Smith 1998). As the metal continues to
corrode, the anodic and cathodic areas change, thus eventually consuming the whole
surface of the metal. (Shreir 1994).
4.2 Controlling metallic corrosion
Metallic corrosion is an electrochemical process as explained above. This is a
process that is often undesirable, but in some circumstances it can be used as an
advantage. Steel ships will corrode when in contact with sea water, to prevent this
process; sacrificial anodes (zinc blocks) are placed on the bottom of the ship. A
explained by Channing (1982) and Shaw (2006) the zinc has a more negative
electrochemical potential and therefore corrosion will take place on the zinc blocks,
92
this is known as sacrificial protection and will protect the steel even if the coating
contains discontinuities (Canning 1982; Shaw 2006).
The electroplating industry provides electrodeposited coating to protect a corrodible
base and/or provide an attractive finish to a cheap substrate. Taking the automotive
industry as an example, the interior section of a vehicle is mainly plastic: thus being
easy to mould; corrosion resistant; cheap; but aesthetically displeasing. The process
of electroplating allows the use of plastics while giving an attractive finish. There is
a consequence to this process; the finish is often metallic which will eventually
corrode.
There are numerous factors to consider when electroplating for corrosion resistant
purposes. The pre-treatment of the substrate before electroplating is important to
provide a clean surface so good adhesion of the electroplated deposit can be
achieved. The thickness of the deposit needs to be sufficient so not to be porous, but,
not too thick that it becomes too expensive or impractical. The deposit is often
formulated to reduce stress in the deposit so to prevent cracking. Shreir (1994) has
concluded that the substrate should have an even distribution of deposit, thus,
reducing any thin and weak areas in the deposit where corrosion can take place
(Shreir 1994).
Industries invest heavily in research to slow down or control the corrosion process.
The choice of material used is dependent on numerous factors, these include: cost,
practicality and corrosion resistance. When looking at metallic coatings the
93
mechanical, physical and chemical properties are considered with the understanding
that these may change if the environment which they are used in changes.
4.3 The corrosion protection provided by the electroplated nickel deposit
Developments have been made to increase the corrosion protection of the substrate
by introducing subsequent nickel layers as a duplex nickel system. Dobrev (1986)
and General Motors (2010) have demonstrated that the automotive and sanitation
industry for example use the duplex nickel principle to increase the corrosion
protection of the substrate (Dobrev 1986; General-Motors 2010). This method
involves two layers of nickel, the first being a semi-bright nickel which is plated
directly onto the substrate, and the second being a bright nickel. The semi-bright
nickel layer is essentially sulphur free whereas the subsequent bright nickel layer
contains substantial amounts of sulphur due to the additives added (primarily
saccharin). The reasoning behind this process is to increase corrosion protection and
control the corrosion when it starts, this is achieved by the bright nickel layer
corroding preferentially to the semi-bright nickel layer (Brooman 2001).
The bright nickel layer will corrode in the normal manner by pits penetrating through
to the semi-bright nickel layer, the semi-bright layer is more noble so the corrosion
starts to spread laterally along the bright nickel layer and forming flat bottomed pits
instead of going straight through to the substrate as demonstrated in Figure 4.1
(Tremmel 1996; Brooman 2001). The appearance is still acceptable when compared
to the pits penetrating down to the substrate causing blisters and discolouration from
corrosion of the substrate metal. This process will slow down corrosion but not
94
eliminate it. If long exposure in a corrosive atmosphere is maintained then eventually
the semi-bright layer will be attacked and blisters will form on the substrate metal.
Corrosion Site
Chromium
Bright Nickel
Semi Bright Nickel
Substrate
Figure 4.1. Corrosion attack through the duplex nickel (not to scale)
The specification ISO 1456 2003 refers to other types of chromium coatings which
are achieved by a third nickel layer plated on top of the bright nickel, they are known
as micro-porous and micro-cracked nickel. The micro-porous nickel contains inert
non-conducting particles which are co-deposited with the nickel at a thickness of
about 1-2m, the number of pores should be in the region of 10000 per square
centimetre (General-Motors 2010). The chromium is then plated on top and because
the particles are inert and non-conducting the chromium will not plate over them.
The micro-cracked nickel is formulated to produce a high tensile stress within the
deposited nickel. This quickly exceeds the ultimate tensile strength of the coating
and so cracks are spontaneously formed. The chromium is then plated onto the nickel
at a thickness of 0.8m to achieve the required stress to expose the cracks, if the
chromium is plated too thick the cracks could be covered over. There should be at
least 250 cracks per square centimetre once the chromium is plated onto the nickel
(General-Motors 2010), there can be a loss of appearance with the chromium finish
95
with the use of micro-cracked or micro-porous nickel layer because the chromium is
not completely uniform due to the nickel underneath.
When a third nickel (micro-porous or micro-cracked) is introduced onto the bright
nickel this layer is more noble than the bright nickel layer which will corrode first.
The micro-porous layer provides areas in the chromium layer so the corrosion sites
are spread over the surface to stop localised corrosion as demonstrated in Figure 4.1.
Figure 4.2 shows the spread of corrosion with the use of micro-porous nickel.
Chromium
Micro-porous Nickel
Corrosion Sites
Bright Nickel
Semi Bright Nickel
Substrate
Figure 4.2. Corrosion attack through the triple nickel layer (not to scale)
The fourth nickel layer that can be introduced into the sequence is a high sulphur
nickel layer plated directly onto the semi bright nickel. The high sulphur nickel is the
least noble nickel layer of the sequence but will have some protection from the bright
nickel layer above. The idea is that corrosion will penetrate deeper into the nickel
layers and stop visual defects plus with the extra nickel layers, corrosion to the base
metal is slower. Figure 4.3 shows the corrosion attack through the four nickel layer
sequence.
96
Chromium
Micro-porous Nickel
Bright Nickel
Corrosion Sites
High Sulphur Nickel
Semi Bright Nickel
Substrate
Figure 4.3. Corrosion attack through the four nickel layers (not to scale)
The following example has been taken from a specification used for
electrodepositing coatings of nickel plus chromium (ISO 1456 2003). The first layer
plated directly onto the substrate is a semi bright nickel, this will have a sulphur
content of <0.005 % mass fraction with 50-70% of the overall nickel thickness. The
next layer is a high sulphur nickel containing a sulphur content of >0.15% mass
fraction and a thickness of 10% of total thickness. The third layer is bright nickel
with a sulphur content of >0.04% and <0.15 % mass fraction, the thickness is
required to be 30% of total thickness. The fourth layer is either the micro-cracked
or micro-porous nickel, they are used in the same way as described above. The
chromium is then plated as the final layer, thus usually with a minimum thickness of
0.3m (General-Motors 2010).
Chromium is an active metal and forms an oxide layer, thus being more noble than
nickel and therefore offers better corrosion resistance, the nickel layer is required
due to the chromium being porous as it is only plated to a thickness of 0.3m to
provide an acceptable appearance. If the nickel layer was to be eliminated the
chromium would need to be at least plated to 10m, thus reducing porosity of the
97
deposit but hindering the bright appearance and also increasing the stress within the
chromium deposit. Using nickel and chromium together gives the best possible
finish for numerous applications and maintaining corrosion protection to the
substrate.
4.4 Techniques to measure and evaluate corrosion
There are numerous techniques used to measure and evaluate the effect of corrosion
on a metal. The electroplating industry use selected methods and specification to
maintain consistency and therefore comparisons can be made between results. These
specifications are widely accepted as standards and are used for both research and
quality control purposes.
Corrosion can be a very slow process and therefore to evaluate a metals rate of
corrosion in real time is impractical. Accelerated salt spray corrosion tests have been
developed to speed up the corrosion process by exposing the metal under test to
controlled corrosive environments, studies by Figueiredo et al and Rossi et al use the
ASTM B-117 salt spray specification for their corrosion work on bronze materials
(Rossi 2003; Figueiredo 2007; ASTM 2009). This allows a corrosion test to be
carried out over a number of hours or days and not months or even years. Although
the results cannot be correlated with real time, it is used as a comparison with other
materials tested under the same conditions. A more detailed explanation of
accelerated salt spray testing can be found in chapter 5.
98
Electrochemical testing such as Electrochemical Impedance Spectroscopy (EIS) is a
valuable method for determining the corrosion resistance of a material. The
electrochemical cell is represented by a series of resistors and capacitors interpreted
from the impedance spectrum, thus allowing the interpretation of the corrosion
behaviour and corrosion rates. A study by Rossi et al uses EIS to compare
Nickel/PTFE to Bronze/PTFE, the study concluded that the Nickel/PTFE had better
corrosion protection properties (Rossi 2003). A study by Bostan et al uses EIS to
determine if inhibitors help improve the corrosion resistance of bronze and optimise
the concentration of the inhibitors (Bostan 2012). Figure 4.4 show the Nyquest plots
from the EIS data in Bostans study.
Figure 4.4. Nyquest impedance diagrams of bronze electrode in Na
2
SO
4
/NaHCO
3
(pH5) solution without and with various concentrations of phenothiazine derivatives.
Frequencies are expressed in Hz. (Bostan 2012)
Further detail of EIS and other electrochemical techniques (linear polarisation) can
be found in chapter 5.
99
Characterisation of the materials surface before and after corrosion can be a useful
tool: this can identify corrosion cells produced; localised corrosion sites and provide
information on the path of corrosion. The Scanning Electron Microscope (SEM) and
Atomic Force Microscopy (AFM) are established instruments used for this purpose
and explained in more detail in chapter 5. Rossi et al uses the SEM to identify an
even and uniform Nickel/PTFE deposit and to demonstrate that the zinc phosphate
deposit has a highly irregular surface, which is shown in Figure 4.5. Chiavari et al
uses both the SEM and AFM techniques to evaluate the nature and morphology of
the corrosion products on two types of bronzes (Chiavari 2006).
Figure 4.5. SEM images of Zinc Phosphate and Nickel/PTFE deposits. (Rossi 2003)
Spectrophotometry is used to measure colour as a numeric value, this can be applied
to numerous applications, it is a highly accurate measurement and not always used in
corrosion related studies (Vaughn 2009). A study by Luciano et al used
spectrophotometry, CIB L*a*b* colour space, to characterise the bronze monuments
with relation to the natural cleaning and weathering effect of patinas and coatings
(Franceschi 2006; Luciano 2009). Spectrophotometry can also be used as a tool to
help match a specific colour when using an alternative material as demonstrated by
100
Hingley et al (Hingley 2011). A full explanation of spectrophotometry and the CIB
L*a*b* colour space is given in chapter 5.
Summary
This chapter has explained the general principles of corrosion and demonstrates how
the electroplating industry manipulates the path of corrosion to increase the life of
the nickel and chromium electroplated deposits. Techniques used within the
electroplating industry to evaluate corrosion have been described, these include:
accelerated salt spray tests; electrochemical test (EIS) and surface analysis using
SEM and AFM techniques. Spectrophotometry is also a valued technique when
investigating a change in appearance, whether due to corrosion products or finding
an alternative material with the same appearance. This study uses a combination of
the techniques mentioned to give a more comprehensive evaluation and compare the
rate of corrosion. Each technique mentioned is a valuable tool in the evaluation of
corrosion and relevant to this study but by no means a comprehensive list of
techniques.
101
CHAPTER 5: RESEARCH METHODOLOGY
Introduction
This chapter outlines the research methodology used in this study which seeks an
alternative to nickel compounds used for deposition in the light of the reclassification
as a suspected carcinogen. This includes the methodology for electroplating nickel,
yellow and white Cu-Sn alloy and chromium. The techniques used to characterise
the deposits are also detailed in this chapter, these include spectrophotometry to
evaluate the colour of the deposit, scanning electron microscopy and atomic force
microscopy used to evaluate the deposit structure and topography, electrochemical
impedance spectroscopy and linear polarisation technique to evaluate the corrosion
resistance electrochemically and also neutral salt spray and copper accelerated acetic
acid salt spray to assess the corrosion resistance of the deposit in an accelerated
corrosive environment.
5.1 The formulation and operating parameters for the electrolytes used in this
study
All the commercial electrolytes used to complete this study were electroplated by the
researcher (S Hingley) using the demonstration plant and chemicals supplied by
MacDermid Plc, Birmingham, UK. To maintain confidentiality the raw materials
used to prepare the salts and additives of the different electrolytes cannot be
published. Formulations will be given for similar electrolytes from other published
sources to provide the relevant information required for this research.
102
Each electrolyte requires a maintenance program to sustain the optimum
concentrations of each chemical component, for this study the electrolytes were not
used continually for long periods of time and therefore required very little
maintenance. A technical data sheet (TDS) is supplied with each electrolyte and
outlines the maintenance procedure required for long term continual use and can be
obtained from MacDermid Plc, Birmingham, UK.
To maintain consistency in the deposit under test, nine brass panel substrates (panel
size 10 7.5 0.05 cm) were plated at the same time on the same jig. This enabled
accuracy of the deposits composition and thickness and therefore limited the
variability in deposition. Accurate and reliable results were therefore obtained from
all tests carried out within this study. This was done to eliminate any inconstancies
that can arise when electroplating due to a change in variables as explained in
chapter 3. The Cu-Sn alloy deposit was required to have a specific composition that
remained consistent for all the tests carried out within this study. The use of the
scanning electron microscope established the correct Cu-Sn alloy so to maintain
reliable and accurate comparative results and be able to compared the results with
those of the nickel deposit. The thickness required for all the deposits electroplated
was important for the accuracy of the results, therefore, this was checked using a
Couloscope in accordance with the ASTM B 764-94 (ASTM 2009).
103
5.1.1. The formulation and operating parameters for the pre-treatment
electrolytes
To obtain an optimum finish and good adhesion from the nickel and chromium
deposits, the substrate needs to be free from any oil, dust and general dirt, the
presence of any impurities could cause accelerated corrosion and hinder the visual
appearance. The method of pre-treatment is determined by the material of the
substrate. In this study the substrate used was a polished brass panel (10 x 7.5 x
0.05cm) and the pre-treatment used to clean the brass panel involved a three stage
process as described below. Figure 5.1 is a photo of the Metex PS Activax cleaning
tank in MacDermids process development centre.
Stage 1: Metex PS Activax This is an alkali cathodic electrolytic cleaner used to
remove oils, water soluble lubricants and buffering compounds, it is supplied as a
salt and is made up to a concentration of 25g/l with water. The solution requires
stainless steel anodes and is operated at 80
o
C, the brass panels are cleaned for 3
minutes at 3amp/dm
2
then rinsed with deionised water (MacDermid 2007).
Stage 2: Metex PE E5 This is an alkali anodic electrolytic cleaner used to apply an
oxide coating onto the substrate surface so when it is removed during stage 3, any
contamination left on the surface from stage 1 will be removed. The working
solutions is optimised at a concentration of 30g/l of the salts supplied and operated at
80
o
C with a stainless steel cathode, the brass panels are cleaned for 3 minutes at
2amp/dm
2
then rinsed with deionised water (MacDermid 2006).
104
Stage 3: Metex M-629 This is an acid dip cleaner which also contains activators
and surface active agents to optimise the substrate surface before electroplating, this
stage will remove the oxide layer previously deposited and any other residue. It is
supplied as a salt and made up to a concentration of 90g/l with deionised water and
used at room temperature; the brass panels are dipped in solution for 3 minutes then
rinsed with deionised water (MacDermid 2001).
Figure 5.1 MacDermids Metex PS Activax cleaning tank from their process
development centre.
5.1.2. The formulation and operating parameters for the nickel electrolyte
The nickel deposit is electroplated onto the substrate directly after pre-treatment to
obtain the optimum adhesion, thus providing the best finish for corrosion protection
and visual appearance. The process supplied was NiMac Clarion II, this process is
very receptive to chromium while offering good levelling to even out any small
imperfections in the substrate. The deposit is also ductile and provides a bright finish
across all current density areas. Figure 5.2 is a picture of the nickel tank in the
MacDermids process development centre. Table 5.1 provides the optimum makeup
105
of salts and additive for NiMac Clarion II, while Table 5.2 provides the function of
the salts and additives in this process. The NiMac Clarion II is operated at 55
o
C, pH
4.2, requires air agitation, high purity nickel anodes and the substrate is plated at a
current density of 4 A/dm
2
giving a plating speed of 0.8m/minute (MacDermid
2006).
Figure 5.2 MacDermids nickel plating tank in their process development centre.
NiMac Clarion II electrolyte composition
Concentration
Nickel metal 78g/l
Nickel sulphate hexahydrate 270g/l
Nickel chloride hexahydrate 75g/l
Boric acid 45g/l
NiMac 14 14ml/l
NiMac 33 30ml/l
NiMac Clarion II 1.2ml/l
NiMac 32C 1ml/l
Table 5.1. Composition of NiMac Clarion II (MacDermid 2006).
106
NiMac Clarion II
additive
Function of the additive
NiMac Clarion II Provides the brightening and levelling of the deposit.
NiMac 33 Improves the ductility and throwing power of the
deposit.
NiMac 14 Work in conjunction with NiMac Clarion II additive to
optimise the brightness and levelling of the deposit.
NiMac 32C This is a wetting agent used to maintain the surface
tension of the electrolyte.
Table 5.2. The function of the additives used in the NiMac Clarion II electrolyte
(MacDermid 2006).
It is important to maintain the electrolyte and keep the salts and additives at the
correct concentrations. If there is an imbalance in the formulation the deposit can be
compromised. Visual problems such as a dull hazy deposit, poor levelling or
throwing power can easily be seen if the electrolyte becomes overdosed or
underdosed, analysis of the additives are often carried out to maintain the correct
concentrations.
5.1.3. The formulation and operating parameters for the trivalent chromium
electrolyte
The trivalent chromium is electroplated onto the nickel deposit to give the final
appearance required and improve corrosion resistance. The electrolyte used was
TriMacIII, and was developed to replace hexavalent chromium based process due to
health and environmental concerns outlined in chapter 3. The TriMacIII process
offers the typical light chromium colour similar to the deposit from a hexavalent
process and with improved deposit distribution. To obtain the optimum deposit the
electrolyte is maintained at pH 3.5 and requires air agitation. The anodes used are
107
TriMacIII insoluble anodes and the panels are plated at 10 A/dm
2
, thus
giving a
plating rate of 0.03m/minute. Figure 5.3 is a photo of the TriMacIII plating tank
from MacDermids process development centre. Table 5.3 lists the makeup
formulation and Table 5.4 describes the function of the additives for this process
(MacDermid 2009).
Figure 5.3 TriMacIII plating tank from the MacDermid process development centre.
TriMacIII electrolyte composition Concentration
TriMacIII Conductivity salts 300g/l
TriMacIII Part 1 150ml/l
Total chromium metal 12g/l
TriMacIII Initial 10ml/l
TriMacIII Booster 0.5ml/l
TriMacIII Wetter 3ml/l
Table 5.3. Formulation for the makeup of TriMacIII electrolyte (MacDermid 2009).
108
TriMacIII additive Function of the additive
TriMacIII Part 1 Maintains the chromium concentration.
TriMacIII Part 2 Maintains the deposits colour and plating rate.
TriMacIII Initial Maintains optimum performance, once running it
can be maintained at 5ml/l.
TriMacIII Booster Used after a period of shutdown to restore optimum
performance.
Table 5.4. Additives used to maintain an optimum deposit using the TriMacIII
process (MacDermid 2009).
The TriMacIII process is susceptible to metallic contamination including nickel,
copper and iron, to reduce the build up of these contaminants, good rinsing is
required between the different electrolytes. If the electrolyte does become
contaminated then a process of ion exchange can be carried out, this is where the
electrolyte passes over a selected resin which takes out the metallic ions from the
electrolyte, thus purifying the solution. Dummy plating can be carried out as ion
exchange can become expensive but this method is time consuming on a production
plant, and therefore not always cost effective.
5.1.4. The formulation and operating parameters for the copper electrolyte
The electrodeposition of copper was from an electrolytic process called CuMac
Crystal, electroplated copper offers similar properties to nickel in terms of being a
ductile, bright appearance with high levelling capability. A visual difference between
the nickel and copper deposit is the colour (nickel is silver in colour and copper is
orange in colour), it is used in this study to replace the nickel layer, in combination
with the Cu-Sn alloy deposit. Copper was eliminated as a direct replacement because
of the contamination risk to the trivalent chromium and the lower corrosion
protection it provides (Simon 1997).
109
The CuMac Crystal is operated at 25
o
C with air agitation, the average cathode
current density is 3 A/dm
2
and it is plated until the required thickness is obtained at
an average rate of 0.6m/minute. Table 5.5 lists the formulation required to make-up
the electrolyte and Table 5.6 presents the function of each additive (MacDermid
2006).
CuMac Crystal electrolyte composition Concentration
Copper sulphate 220g/l
Sulphuric acid SG 1.84 33ml/l
Chloride 80mg/l
CuMac Crystal brightener 1.0ml/l
CuMac Crystal leveller 0.75ml/l
CuMac Crystal wetter 0.5ml/l
Table 5.5. Formulation for the makeup of CuMac Crystal electrolyte (MacDermid
2006).
CuMac Crystal additives Function of the additive
CuMac Crystal brightener Provides excellent brightness and throwing
power of the deposit.
CuMac Crystal leveller Increases levelling capability and improves low
current density performance.
CuMac Crystal wetter This is an optional additive used if the deposit
shows pitting.
Table 5.6. Additives used to maintain an optimum deposit using the CuMac Crystal
process (MacDermid 2006).
It is recommended that the chloride concentration is maintained between 70-100mg/l
to keep the deposits brightness and maintain optimum levelling. Working the
electrolyte at higher temperature will consume the additives faster resulting in more
frequent additions.
110
5.1.5. The formulation and operating parameters for the yellow Cu-Sn alloy
electrolyte
The yellow Cu-Sn alloy was electrodeposited directly onto the copper deposit with
an average plating rate of 0.8m/minute when plated at 50
o
C and at a current density
of 4 A/dm
2
. Agitation is not required whilst plating, although when not in use the
occasional agitation is required to stop layering of the solution. Table 5.7 represents
a yellow Cu-Sn alloy formulation (Brenner 1963).
Yellow Cu-Sn alloy electrolyte composition Concentration
Copper cyanide 29g/l
Sodium stannate 20g/l
Sodium cyanide 65g/l
Sodium hydroxide 7.5g/l
Table 5.7. Formulation for the makeup of a yellow Cu-Sn alloy electrolyte.(Brenner
1963)
5.1.6. The formulation and operating parameters for the white Cu-Sn alloy
electrolyte
The white Cu-Sn alloy deposit is electroplated directly onto the copper or the yellow
Cu-Sn alloy deposit depending on the required plating sequence. The formula
supplied by MacDermid was Starvet, and marketed as a final top layer, it is a bright,
white coloured deposit used in decorative applications where nickel cannot be used.
The average plating rate of Starvet is 0.2m/minute when plated at 50
o
C with a
current density of 1 A/dm
2
.
111
Mechanical agitation is required for this process, since air agitation reduces the
amount of free cyanide within the electrolyte (Brenner 1963). Table 5.8 shows a
white Cu-Sn alloy formulation similar to Starvet.
White Cu-Sn alloy electrolyte composition Concentration
Copper cyanide 11g/l
Sodium stannate 94g/l
Sodium cyanide 27g/l
Sodium hydroxide 10g/l
Sodium potassium tartrate 37g/l
Table 5.8. Formulation for the makeup of a white Cu-Sn alloy electrolyte. (Brenner
1963)
There are no additives for white Cu-Sn alloy plating because it relies on the bright
copper finish underneath, Starvet does use an additive called Starvet Brillantante as a
brightener and is not always required on new make ups. Starvet Brillantante was not
used in this study.
5.2 Analytical techniques for the evaluation of electroplated deposits
The colour of a deposit can change across the current density areas of the
electroplated panel due to the characteristics of the additives used and the deposit
thickness. This effect has been limited by controlling the electrolyte in accordance
with the TDS and plating all the brass panels together to reduce variability within
the plating process is reduced. The nature of electroplating will always give some
variability, therefore, to minimise any effect on colour each electroplated panel had
three colour readings taken over three areas of the panel (high, medium and low
112
current density areas) and the mean average was taken. This process was carried out
for each electroplated deposit used in this study.
5.2.1 Colorimetry (significance of colour identification of the deposit)
Colour analysis is made up of three attributes, hue, lightness and saturation, by
bringing the three attributes together a colour is identified, if the colour is slightly
changed, the attributes change, thus giving a very wide range of colours (Konica-
Minolta 1998; Vaughn 2009).
Hue: is the colour as we see, the sky is blue and the grass is green for
example. When colours are mixed such as yellow and red we see orange, this is the
basis of a colour wheel.
Lightness: is used to describe how bright a colour is, it can be
independently valued regardless of its hue, thus allowing another dimension to
colour.
Saturation: the more saturated a particular colour the more vivid it appears,
objects are very rarely one colour as explained by the hue.
Colour is affected by a variety of conditions, the light-source, background, direction
of light that reflects off the object, size of the object and the observer, these factors
can influence how an object is perceived, therefore making it difficult to be
consistent when describing colour. Detailed information on the effects of the
variables on colour are described by Konica Minolta (Konica-Minolta 1998).
113
Light source: Sunlight, fluorescent light, tungsten light are examples of
different light source and will make the same object look a different colour, the light
sources are often referenced to when describing colour in order to be consistent
when comparisons are made.
Background: A bright background can make the object look dull and vice
versa, this is referred to as contrast effect, for example the background colour can
make an object appear less vivid when it is a similar shade.
Directional: The angle at which the object is observed can determine how
bright the colour is perceived. The directional characteristic is determined by the
colouring materials, the direction of the illumination and angle from which it is
viewed must be constant for accurate colour evaluation.
Size: A small object can appear dull compared to the same colour on a
larger object; this is referred to as area effect.
Observer: Each person has a different sensitivity to colour and the eyesight
will change with age, people said to have normal colour vision may still have a bias
to red or blue colours, thus making an impartial evaluation difficult.
The appearance of an object with reference to colour is very subjective to the
individual, what one person may describe as deep red, another person may say is
crimson. One way to overcome the problem is to give colour a numeric value, there
114
are numerous colour space systems that are used to quantify colour such as XYZ and
L*C*h, this study will use the L*a*b* colour space as it is one of the most popular
used in the majority of fields. Figure 5.4 is the representation of the L*a*b* colour
space (Konica-Minolta 1998).
Figure 5.4 Representation of the L*a*b* colour space. (Konica-Minolta 1998)
The lightness of colour is represented by the L*numeric value, this will be between
0-100, with 100 being white and 0 being black. The a* numeric value range is +60 to
-60, thus relating to the red and green colours, the value between 0 and +60 is the
saturation of red, with +60 being the most saturated, 0 to -60 is the saturation of
green, with -60 being the most saturated. The b* numeric value range is +60 to -60,
thus relating to the yellow and blue colours. The value between 0 to +60 is the
saturation of yellow with +60 being most saturated and a value between 0 and -60 is
the saturation of blue with -60 being the most saturated.
115
To relate this characteristic to a particular colour, using a red apple as an example,
the three values give a point on the three dimensional colour space represented in
Figure 5.4. This point identifies the red apple as having a high saturation of red with
a little yellow and medium lightness. Using this colour space model everyone can
refer to the same colour without bias and opinion (Konica-Minolta 1998).
5.2.2 Spectrophotometry
A spectrophotometer provides high accuracy measurements of colour, the hue,
lightness saturation and also gives the colour a numeric value using the L*a*b*
colour space described earlier. The spectrophotometer used in this study was from
Konica Minolta, model CM-2600d.
The spectrophotometer works when a beam of light from a source, strikes the object
under test and deflects off the surface, the angle of light received by the detector is
known as the optical geometry. This study used an integrated sphere to illuminate the
test piece uniformly from all directions, the optical geometry 0/d was used, thus
allowing the collection of light from all directions. Using this method the specular
reflectance is excluded called the specular component excluded (SCE) function, the
reflected light within +/-5 degrees from the specular angle was included. The
spectral sensor has multiple sensors, each being sensitive to a particular wavelength
giving a more accurate colour reading compared to the tristimuras method that has
three sensors corresponding to the cones of the human eye (Konica-Minolta 1998).
The microcomputer then processes the data and the numeric L*a*b* values are
determined (Konica-Minolta 1998; Vaughn 2009).
116
5.3 Characterisation of deposit structure
The surface characterisation of the deposits used within this study was carried out
using scanning electron microscopy and atomic force spectroscopy; it is by no means
an in-depth evaluation but a comparison between the deposits surface. The surface of
a material and how it interacts with the environment is crucial for the electroplating
industry in terms of corrosion, as explained throughout Chapter 4. The surface of a
solid could be said to be the layer of atoms in immediate contact with the
environment, however, the atoms directly below will have a structural and chemical
effect on the atoms above (Vickerman 1997). The surface is often referred to as the
first 2-10 atomic layers, a depth of 0.5-3nm, although within the electroplating
industry the protective layer is often in the range of 10-100 nm or in some cases
thicker and this is thought of as the surface layer, but above 100 nm it is more
accepted as the bulk material (Vickerman 1997).
Each deposit under test was inspected for surface characteristics consistent with the
deposit and reported in this study, any isolated surface defects identified such as
scratches or miss plating due to gas bubbles were disregarded. Scanning electron
microscopy images shown in this study are typical of the deposit under test and not
bias on current density or deposit thickness. Atomic force microscopy roughness
results were taken at three areas across the panel (high medium and low current
density areas) and an average value was given. The AFM image used in this study
was selected from one result which showed a true image of the electroplated deposit
and not bias towards current density or thickness.
117
5.3.1 Scanning Electron Microscopy
The scanning electron microscope (SEM) is widely used and regarded as a highly
valued tool in research and industrial applications, due to the advantages it has over
optical microscopes. The SEM has a large depth of field so more of the specimen is
in focus at any one time, it has a much higher resolution relating to higher
magnifications, often in the region of up to 300,000 times whilst giving a more three
dimensional image (Attaberry 2009). This study used a Jeol instrument, model JSM-
5600L V to produce surface images of the deposits plated, varying magnifications
were used and are reported with each image. Numerous corrosion studies such as
those carried out by Mishra et al, Wylie et al and Xu et al use the SEM as one of the
techniques published in their work (Mishra 2004; Wylie 2007; Xu 2011).
The image is produced by using electrons instead of light, the electrons are produced
by an electron gun and directed towards the sample, once the beam hits the sample,
electrons and X-rays are ejected from the sample and are detected (Attaberry 2009).
Figure 5.5 is a schematic diagram of the SEM.
118
Figure 5.5 A schematic diagram of a scanning electron microscope (Lewis 1992)
The electron gun produces a steady stream of electrons, there are two types, one
system uses thermionic emission from a heated filament, often a tungsten wire.
Temperatures above 2700 kelvin emits plentiful amounts of light and electrons, here
the electrons are accelerated across a potential difference of tens or hundreds of
kilovolts, thus, generating a controlled energy of a beam of electrons that are
accelerated rapidly towards the specimen through a circular hole in the microscope
column. The Wehnelt cap is held at a slightly more negative voltage than the
filament, thus allowing the control of the diameter area at the end of the filament.
The path of the electrons usually cross and the diameter of the beam is dependent on
the area of the filament, this being important for calculating the resolution of the
SEM. A field emission gun offers a higher measurement of electrons per second on a
given area of the specimen. This technique creates a strong electrical field to pull
electrons away from the atoms they are associated with; this method is known as
119
tunnelling and as a result more electrons (a factor of a thousand or more), are drawn
away than possible with the thermionic emission technique (Goodhew 1988).
Magnetic lenses are used to control the path of electrons, thus directing them to the
specimen. This is carried out by the electrons entering the lens, the electrons
experience a magnetic field and with the influence of a small force of magnitude
(from the radical component), forces the electrons to travel in a helix along the lens
(Goodhew 1988). The operator can control the magnification of the image by
controlling the electron beam to scan a smaller area. There are different detectors
used to obtain different information about the specimen, the secondary detector uses
secondary electrons that escape from the specimen with energy levels below 50eV.
These secondary electrons are in abundance and are the most commonly used
imaging signal in scanning electron microscopy. The backscatter electrons can be
used to determine the composition of the specimen; these electrons are not as
abundant as secondary electrons (Goodhew 1988).
The SEM requires a vacuum to stop any interference from air particles that would
hinder the electrons reaching the specimen or distort the image. The sample chamber
is insulated from vibrations since the specimen must remain still to obtain clear
images, it also allows movement of the specimen so the operator can achieve
different angles without having to remount the specimen.
Preparation of the specimen is very important to obtain the best image possible, the
surface must be free from dust and any other contaminants as this will hinder the
quality of the image. The specimen surface must also be conductive to obtain a good
120
image, if it has a non-conducting surface it can be gold sputtered to give the
surface a conductive layer.
The SEM does have its disadvantage, one being all images are in black and white.
Technology is moving forward and the ability for SEMs to detect energy signatures
during the magnification process is being explored. This means that the colour can
be assigned to the different energy signatures.
5.3.2 Atomic Force Microscopy
The atomic force microscopy (AFM) is a surface imaging technique used to evaluate
a conductive or semi-conductive surface at a nanometer scale. The technique can
produce a three dimensional image that can be used to characterise the roughness,
depth, and particle size of the surface. Many corrosion studies used the AFM for
surface imaging as demonstrated by the published work of Wang et al and Wylie et
al (Wang 2004; Wylie 2007). This study used a Veeco Dimension 3100 to produce
the images in conjunction with the NanoScope Analysis software for the processing
of the results. Figure 5.6 shows a schematic diagram of the atomic force microscopy.
121
Figure 5.6 Schematic diagram of an atomic force microscopy (Triampo 2009)
The AFM works by means of a small sharp probe typically made of silicon or silicon
nitride to ensure high resonant frequencies in the region of 10-100kHz and maintain
a low spring constant in the region of 0.1-1Nm
-1
. The probe is mounted on the end of
a cantilever having a lateral dimension of 100m with a thickness in the region of
1m. As the probe is scanned over the surface the cantilever bends with the
topography of the surface due to: Van Der Waals forces; electrostatic forces and
magnetic forces. This deflection of the cantilever is detected by a laser beam and
reflected to a photodiode or laser detector and processed by the computer. There are
different operating modes used depending on the surface characteristics of the
specimen (Blanchard 1996; Vickerman 1997; Triampo 2009).
Contact mode: The tip of the probe is dragged over the surface staying in
contact at all times, the cantilever vertical deflection is detected giving an indication
of the samples height, thus in effect measuring the repulsion forces. A dc bias
voltage is utilised to control the piezoelectric scanner (Vickerman 1997).
122
Tapping mode: The tip of the probe oscillates around 5-400kHz to the
cantilever as it moves, therefore not in constant contact with the surface but it does
touch the surface and then moves completely away, the laser can detect when the tip
is in contact and records the movement, thus mapping out the surface (Triampo
2009).
Non-contacting mode: The tip of the probe has no contact with the surface
but stays close to the sample at all times. The cantilever is oscillated at high
frequency, close to the resonant frequency, with a large amplitude of oscillation. The
probe senses long-range attractive forces and the lateral force exerted during
scanning is virtually zero. As the probe is attracted by the surface this measurement
is taken to draw a topographic map. This mode is often used for soft materials or
weakly bound adsorbates (Vickerman 1997).
The laser measures the magnitude of deflection which reflects at an oblique angle
from the tip of the probe, a map of hills and valleys from the sample surface is
created by plotting the laser deflection against the tip position, thus resulting in a
three dimensional image and data collected can be interpreted to characterise the
surface of the sample
Surface roughness is used to characterise the surface in terms of its deviation from an
ideal atomically smooth surface, for example, it can be used to distinguish the pore
size distribution across the surface. When roughness is calculated it generates a
variety of statistics that are calculated according to each pixel in the image, this can
be used in several ways (Skolnik 2000; NanoScope 2010).
123
Average Roughness (Ra): This is one of the most commonly used roughness
statistics; it takes the average of the absolute values of the surface height deviations
measured from the mean plane. This method can give the same Ra value for two
surfaces with different topographies.
Maximum Roughness (Rmax): This is the measurement of the maximum
vertical distance between the highest and lowest data point in the image.
Root Mean Square (RMS or Rq): This is the root mean square average of
height deviations taken from the mean image data plane; it is the simple most
common method for observing any changes in the surfaces topography.
The AFM is the preferred tool for the study of the surface morphology of the fine
grained deposit, it will identify the grain structure and any defects within the deposit
that may hinder the appearance or corrosion protection offered by the deposit.
5.4 Evaluation of the electroplated deposit by electrochemical testing
The evaluation of a material corroding in real time can be very time consuming,
therefore electrochemical techniques are used to speed up the corrosion process, thus
collating a set of data in a relatively short period of time. The principles for the
electrochemical methods are to apply a potential (voltage) across an electrochemical
cell, thus causing a current to flow, giving a value that corresponds to the rate of the
reaction taking place. The reaction is the transfer of electrons to form ions (in this
124
case, the corrosion process), thus triggered by the applied potential resulting in the
flow of an electric current (Tait 1994).
Each electrochemical technique was carried out three times (High, medium and low
current density areas) on the same panel and a mean average was taken. This was to
limit the current density effect on the results. The Nyquist and bode plots reported in
this study are taken from one set of results that was characteristic of the selected
deposit mean result.
5.4.1 Linear polarisation
The electrochemical technique known as linear polarisation is used in this study to
calculate the corrosion rate of the electroplated deposits, thus establishing if an
alternative deposit under test can match or enhance the corrosion resistance of the
existing nickel deposit. The main advantage with linear polarisation is that it is a non
destructive technique, and can produce results relatively quickly within a few
minutes, also it can determine the open circuit potential (OCP) so further direct
current measurements can be made at steady state (Tait 1994). A corrosion study by
Rocchini uses this technique to obtain the corrosion rate (Rocchini 1994).
A potentiostat, EG+G Instruments, Model 263A, was used to determine the
corrosion current density I
corr
. This was carried out in 5% neutral sodium chloride
solution using a Ag/AgCl reference electrode over a potential range of +/-20 mV
versus open circuit potential. The equilibrium time that the 1 cm
2
surface of panel
was in contact with the NaCl was varied (30 or 60 minutes). Figure 5.7 shows the
125
corrosion cell used for the linear polarisation and electrochemical impedance
spectroscopy electrochemical testing.
Figure 5.7 Diagram to show the corrosion cell used for both linear polarisation and
electrochemical impedance spectroscopy electrochemical techniques.
The working electrode is the electroplated panel under test, 1 cm
2
area is exposed to
the 5% neutral NaCl solution. The auxiliary electrode, in this case a platinum mesh
provides an electric current to flow through the cell during polarisation, while the
reference electrode (Ag/AgCl) provides a zero point to measure the potential
difference between the working electrode and the corrosive environment.
The linear polarisation technique works by applying a voltage starting at -20mV
from the OCP and ending at +20mV from the OCP, the potential is increased by 1-
2mV per step and the electrical current is recorded. The data is plotted on a graph
with the potential (Y axis) versus current density (X axis), this should give a straight
line and therefore the polarisation resistance can be calculated from the slope of the
126
graph, this is demonstrated mathematically in equation 5.1. The OCP can also be
read from the graph by using the data point that is recorded when the potential
polarity switches from cathodic to anodic (the current density equals zero), therefore
the corresponding potential is the OCP value for that deposit (Tait 1994).
(5.1)
Where
R
p
= Polarisation resistance (ohms/cm
2
)
E = Change in potential (V)
i = Change in current density (Amps/cm
2
)
For a practical determination on how fast the deposit corrodes and therefore making
an estimate as to how long the service life will be, the data is used in equation 5.2
which demonstrates the mathematical relationship between the corrosion current and
corrosion resistance (Tait 1994).
(5.2)
Where
I
corr
= Corrosion current density (Amps/cm
2
)
R
p
= Corrosion resistance (ohms/cm
2
)
a
= Anodic Tafel slope
c
= Cathodic Tafel slope
is referred to as the Tafel constant.
The corrosion current can be converted to a corrosion rate in microns per year
(MPY) using equation 5.3 (Tait 1994).
127
(5.3)
Where
MPY = mils per year (1mil is equal to 0.0245mm if conversion is required)
I
corr
= is the corrosion current density in amps/cm
2
= is a combination of several conversion terms and is 1.2866x10
5
= is the metal density in grams/cm
3
= is the equivalent weight of the metal in grams (equivalent weight is
the molecular weight of the metal divided by the number of electrons
in the anodic half reaction)
Equations 5.2 and 5.3 were developed by Stern and Geary, the following
assumptions were made (Stern 1957; Stern 1958; Tait 1994).
1. Both the anodic and cathodic corrosion reactions are
controlled by the corrosion reaction activation energy.
2. Corrosion reactions for the system being measured are
reversible.
3. Polarisation is due to corrosion.
4. Electrode surface changes do not occur during
polarisation.
5. The energy barrier for the forward and reverse corrosion
half equations are symmetrical.
These assumptions do not apply to a practical situation and therefore they can only
be estimates, nevertheless it can be a useful tool for comparison. Limitations to
linear polarisation include, localised corrosion sites can not be identified and also the
type of kinetics controlling the rate of corrosion. There can be difficulties obtaining
linear data in high resistance solutions, or metals that have extremely low corrosion
128
rates even when this is accounted for, thus making calculations less accurate (Tait
1994).
5.4.2 Electrochemical Impedance Spectroscopy
Electrochemical impedance spectroscopy (EIS) maybe used to evaluate the corrosion
resistance of a material, it is a very sensitive method and can be difficult to interpret
the results (Xu 2011). A study by Orazem et al shows that the raw data obtained by
EIS alone can give ambiguous results but by combining the physical and chemical
characteristics of the system it is possible to get reliable restults (Orazem 2008). A
study by Bostan et al uses electrochemical investigations to establish if
phenothiazine derivatives improve the corrosion resistance of bronze (Bostan 2012),
while a study by Jafari et al uses EIS to investigate the corrosion behaviour of
metallic parts in a fuel delivery system (Jafari 2011).
Oliver Heaviside in the 1880s first introduced the concept of electrical impedance
and soon after the development of vector diagrams and complex numbers were
represented by A. E Kennelly and C. P Steinmetz (Lvovich 2012). Scientific
advances; improvements in instrumentation; more elaborate mathematics and
exposure have led to the increase in experimental applications. The development of
the double-layer theory led to the development of the equivalent circuit modelling as
a representation of the impedance data by Randles and Warburg (Orazem 2008).
Impedance based investigation continued to develop due to: further studies of
electrochemical reactions coupled with diffusion; adsorption and effects of porous
surfaces on electrochemical kinetics and non-uniform current and potential
distribution dispersions.
129
Impedance takes the phase differences between the input voltage and output current
into account and therefore, is more general than simply pure resistance or
capacitance. Impedance is the ratio between voltage and current, thus demonstrating
the ability of a circuit to resist the flow of electrical current, represented by the real
impedance term and the ability to store electrical energy, represented by the
imaginary impedance term. When a current flows through a series of resistors,
capacitors and inductors, this complex resistance can be defined as the impedance,
this definition is applied to both direct current (DC) and alternating current (AC)
(Lvovich 2012).
In experimental situations electrochemical impedance is normally measured using
excitation AC voltage signal with small amplitude applied at a frequency. The
voltage signal expressed as a function of time has the form as shown in equation 5.4.
In this notion a radical frequency () of the applied voltage signal parameter is
introduced, which is related to the applied AC frequency as (Lvovich
2012).
(5.4)
Where
V(t) = Voltage expressed as time
V
A
= Small amplitude (volts)
t = time (seconds)
f = frequency (Hz)
= radical frequency (radians/second)
EIS works on the principle that if the applied potential is sinusoid then the current
will be sinusoidal and therefore the current will flow. The EIS voltages cycle from
130
anodic to cathodic magnitudes and vice versa using a spectrum of AC voltage
frequencies. From each frequency the capacitance and resistance of the circuit can be
obtained, thus providing the relevant data for corrosion behaviour and corrosion rates
(Tait 1994).
AC current and voltage have both magnitude and direction and therefore are vectors,
this is also the same for impedance as it is measured as a function of AC voltage and
current. The total impedance magnitude is shown mathematically in equation 5.5,
based on the simple equivalent circuit shown in Figure 5.4 (Tait 1994).
(5.5)
Where
Z = total impedance in ohms
R
1
/ R
2
= resisters within the circuit in figure 5.4
C = capacitor capacitance in Farads
= 2 (AC voltage frequency)
j = is the square root of -1 and is referred to as an imaginary number
The magnitude of the X-component vector is equal to the second term in
equation 5.5, which is
and is referred to as the real impedance, where Y-
component vector is equal to the third term in equation 5.5, which is
-
and is
referred to as imaginary impedance. Equation 5.5 demonstrates that each polarising
voltage frequency produces a different magnitude for phase angle, total impedance
and the component vectors (Tait 1994).
This study used the Solartron 1252A frequency response analyser with the Princeton
Applied Research Potentiostat/Galvanostat, Model 263A, and ZPlot software. This
131
was carried out in 5% neutral sodium chloride solution using a Ag/AgCl reference
electrode. The equilibrium time that the 1 cm
2
surface of panel was in contact with
the NaCl was varied from 30 to 60 minutes.
The electrochemical cell can be represented by a series of resistors and capacitors
known as an equivalent circuit, Figure 5.8 demonstrates a simple equivalent circuit
with one time constant, the equivalent circuit can be interpreted from the impedance
spectrum and then determine the significance of each component. A capacitor is used
to store electric charge but it takes time for it to become fully charged, it is this
difference in time that alters the current and amplitude curves referred to as the phase
angle, the magnitude of the phase angle is different for each polarising voltage
frequency. A resistor will resist the passage of an electric current but will not
accumulate and separate charge when polarised by an AC voltage, it also doesnt
exhibit time behaviour or frequency dependency during polarisation and when the
phase angle is zero (Tait 1994; Cogger 1999).
Figure 5.8 A simple equivalent circuit with an electrical behaviour of an electrical
double layer.(Tait 1994)
132
AC voltages cause ions to move to and from the counter and working electrodes in
response to the changing voltage magnitude and polarity; Figure 5.9 shows a
corroding metal electrical double layer (EDL) and the corresponding electrical
circuit. The electrical circuit in Figure 5.9 shows the metal corrosion resistance
(R
corr
), uncompensated solution resistance (R
s
) and the EDL capacitive reactance
(C
EDL
) (Tait 1994).
Figure 5.9 A corroding metal electrical double layer and the corresponding
electrical circuit.(Tait 1994)
There are several ways to plot EIS data, the most common types of EIS graphs are
Complex plane plot (Nyquist plot)
Bode magnitude
Bode phase plot
The Nyquist plot uses the real and imaginary impedance (which is expressed as a
complex number), the real impedance is plotted on the X-axis with high frequency
data on the right and low frequency data on the left, the imaginary impedance is
+
+
+
+
+
o
o
o
-
-
-
-
Electrical Double Layer
Metal
Equivalent electrical circuit
+
+
+
o
o
Electrolyte
Key
- Valance electrons
Electrochemically
active species
O Water molecule
+ Metal ion
133
plotted on the Y-axis often as a negative value, Figure 5.10 shows the Nyquist plot to
the equivalent circuit in Figure 5.8. Figure 5.10 shows a semicircle, typical of a
single time constant, more complex circuits show several time constants and can
be represented as a partial semicircle (Gramry-Instruments 2007).
Figure 5.10 Example of a Nyquist plot of a simple circuit
The Bode plot (Figure 5.11), shows the impedance plotted with log frequency on the
X-axis and both the absolute values of the impedance and the phase-shift on the Y-
axis, it also shows the frequency of each data point unlike the Nyquist plot (Gramry-
Instruments 2007).
134
Figure 5.11 An example of a Bode plot from a simple circuit
Electrochemical cells are not linear, if the input voltage is doubled the output current
is not necessarily doubled, but it is easier to interpret a linear system and so taking a
small section of the current versus voltage curve it appears to be linear, also known
as pseudo-linear. To maintain the pseudo-linear system a small 1-10mV AC signal is
applied to the cell. It is also important to maintain a steady state, since if the system
shifts, inaccurate results are generated. In practice it can be difficult to maintain a
steady state due to numerous changes that take place during the reaction, these
include the formation of an oxide layer, contamination or build up of reaction
product (Tait 1994).
Solution resistance is often a factor in the impedance of an electrochemical cell, the
solution resistance between the reference and working electrode must be considered
when interpreting the result, a three way potentiostat will compensate for the
solution resistance between the reference and counter electrode. On the Nyquist plot
135
the solution resistance can be seen on the X-axis before the semicircle, this is
denoted as R in Figure 5.10 (Tait 1994).
Double layer capacitance results from charge separation at the interface between the
electrode and the electrolyte, this is a very small distance and often in the order of
angstroms in thickness. The charged electrode is separated from the charged ions and
therefore forms a capacitor, the value of the double layer will depend on a number of
factors including, temperature, electrode roughness and an oxide layer (Tait 1994).
5.5 Evaluation of corrosion resistance of a deposit using accelerated salt spray
test
Corrosion resistance of a deposit is important to manufacturers and consumers as it
will determine the level of corrosion protection and the life of the product. For
instance, in the automotive industry, the car logo must be corrosion resistant for
years to maintain the look of the vehicle. Since the test will be time consuming to
allow the atmosphere to corrode the parts, accelerated corrosion tests have been
developed to reduce the testing times. There are numerous tests used but within the
electroplating industry the common ones include, Neutral Salt Spray (NSS) and
Copper Accelerated Acetic acid Salt Spray (CASS) (Altmayer 1999).
Specifications are used throughout this study and are an important part of the
electroplating industry. A specification is defined by Lowenheim (Lowenheim
1978)as follows;
136
A concise statement of a set of requirements to be satisfied by a product, material
or process indicating, whenever appropriate, the procedure by which it may be
determined whether the requirements are satisfied. As far as possible, it is desirable
that the requirements be expressed numerically in terms of appropriate units
together with their limits.
The use of specifications allows the manufactures, purchasers and customers a
consistency in quality and comparison within the industry (Lowenheim 1978;
Altmayer 1999; Singleton 2012). It also allows an accurate comparison of the
deposits used within this study to be reliable and consistent.
For both the NSS and CASS the equipment, handling and specification for
evaluation of the test specimens are the same, the difference is the salt solution and
operating conditions which are outlined in section 5.5.1 and 5.5.2 (ASTM 2009;
ASTM 2009).
The apparatus required to carry out these tests must contain a fog chamber with a
provision for heating, salt reservoir, supply of compressed air, at least one atomising
nozzle, specimen support, and means of control. All equipment used must be
corrosion resistant to the fog and not affect the corrosiveness of the fog (ASTM
2007; Singleton 2012).
The metallic test specimen must be clear of any dirt, dust or oil unless otherwise
agreed as this can influence the corrosion resistance of the deposit. To clean the
sample, 10 grams of magnesium oxide powder in 100 millilitres of distilled water
137
can be used to wipe over the samples surface with cotton wool and rinsed under
warm water before drying. As a precautionary measure any cut edges or jig points
must be masked off with either pressure sensitive tape, stopping off lacquer or wax,
thus avoiding localised corrosion on the non protected areas (ASTM 2007).
The positioning of the test specimen is important in order to expose the test area,
support or suspend the specimen at a 15
o
parallel to the principal direction of
horizontal flow of fog through the chamber, based on the dominant surface under
test. The test specimens must not touch each other or be in contact with any other
metal or positioned in a way to stop the salt solution collecting on the test surface
and thereby drip onto other test specimens (ASTM 2007).
Each chamber must contain at least two fog collectors in the proximity of the test
specimens, one close to a nozzle and the second farthest away from the nozzle. This
is used to evaluate the collection rate and can be used to analyse the salt
concentration and pH (ASTM 2007).
For both the NSS and CASS tests, three panels of each electroplated deposit under
test was used and a mean average was taken for the corrosion rating following the
ASTM 537-70 specification, this was to eliminate any isolated imperfections on the
surface that were not characteristic of the electroplated deposit (ASTM 2007). The
electroplated panels under test were prepared following the ASTM 537-70
specification, the panels did not require cleaning as they were wrapped in acid free
paper after electroplating to stop any dirt or dust settling on the surface, the edges of
each panel were taped to stop localised corrosion from the jig points and all panels
138
were positions as required by the specification (ASTM 2007). An accelerated
corrosion study by Papadopoulos et al (2007) uses the salt spray test following the
ASTM specifications (Papadopoulos 2007).
5.5.1 Neutral salt spray
The standard test method for neutral salt spray (NSS) follows the specification
ASTM B 117-07 (ASTM 2009), this study used an Ascot corrosion cabinet. The test
method is not limited to the type of finish and does not detail the type of test piece or
exposure time, nor the interpretation of the results. The test was designed to provide
a controlled corrosive environment which can produce corrosion resistance results
for metals and metal plated parts, this is a widely accepted test method used in the
electroplating industry for all different finishes. Table 5.9 outlines the operating
conditions for NSS testing (ASTM 2009).
Conditions Parameters
Salt solution Water Make up to 1 litre
Sodium Chloride 45-55g/l
pH (adjust with dilute
hydrochloric acid or
sodium hydroxide.)
6.5-7.2
Air pressure 83-124 kPa
Humidifier temperature 46-49
o
C
Chamber temperature 33-37
o
C
Collection rate 1-2 ml/hour
SG of collection 1.0255-1.0400
Table 5.9 Operating conditions for NSS testing (ASTM 2009)
139
5.5.2 Copper accelerated acetic acid salt spray
The standard test method used for copper accelerated acetic acid salt spray (CASS)
testing is ASTM B 368-97 (ASTM 2009). This study used a Liebisch, model 33649
corrosion cabinet. This specification describes the conditions required to undertake
CASS testing, this method is used to evaluate the performance of the decorative
process copper/nickel/chromium, or nickel/chromium on the substrates, steel, zinc
alloys, aluminium alloys and plastics designed for severe service. NSS proved to be
a slow process to corrode the nickel/chromium deposit and therefore a more severe
test was required to reduce the testing time. CASS was developed to accommodate
this problem and proved to work well, and as a result it has become an established
method for the electroplating industry. Table 5.10 outlines the operating conditions
for CASS testing (ASTM 2009).
Conditions
Parameters
Salt solution Water Make up to 1 litre
Sodium Chloride 45-55g/l
Copper Chloride 0.25g/l
pH (adjust with glacial
acetic acid)
3.1-3.3
Air pressure 0.08-0.12Mpa
Humidifier temperature 60-65
o
C
Chamber temperature 48-51
o
C
Collection rate 1.0-2.0 ml/hour
SG of collection 1.030-1.040
Table 5.10 Operating conditions for CASS testing (ASTM 2009)
140
5.5.3 Evaluating the test specimen
Evaluating the test specimens is by visual examination and guided by the
specification ASTM B 537-70 (ASTM 2007). This specification is intended for use
with natural atmospheric test sites and accelerated corrosion tests using the
specification ASTM B 117 and ASTM B 368. It is for the evaluation of
copper/nickel/chromium and nickel/chromium deposits that are cathodic to the
substrate and used in a decorative application (ASTM 2007).
This specification uses two ratings, the first referring to the appearance of the
substrate corrosion also known as the protection number or rating, the second
referring to the appearance of the coating itself and referred to as the appearance
number or rating. To describe the type and severity of any defects agreed symbols
and abbreviations can be used (ASTM 2007).
Predictions on how the finish will perform out in the natural environment compared
to the results from the NSS or CASS cannot be correlated but it can be compared to
other finishes that have undergone the NSS or CASS test following the same
specification. Small variations may occur due to different chambers, test pieces and
the subjective evaluation, therefore multiple test samples should be evaluated to
minimise these errors (ASTM 2007).
5.6 Procedures for electrodeposition onto a substrate
Brass panels (size 10 7.5 0.05 cm) were used as the substrate for all experiments
carried out in this study. The pre-treatment process remained consistent throughout
141
the study as described in section 5.1.1. Figure 5.12 shows the electroplating
sequence for the deposition of nickel and chromium. These panels were used as a
bench mark for all other deposits during this study. The nickel was plated to a
thickness of 20m followed by 0.3m of chromium if required. The formulations
and electroplating conditions for the nickel and chromium deposits are outlined in
sections 5.1.2 and 5.1.3 respectively.
Figure 5.12. Process sequence for the electrodeposition of nickel deposit and
trivalent chromium onto a brass substrate.
The electroplating sequence for the alternative deposit white Cu-Sn alloy is outlined
in Figure 5.13. After the pre-treatment stage, copper was electrodeposited to a
thickness of 20m, followed by the white Cu-Sn alloy at varying thicknesses of
either 0.5m or 2m, the chromium was then deposited to a thickness of 0.3m if
142
required. All the operating conditions for the deposition of copper and white Cu-Sn
alloy are described in section 5.1.4 and 5.1.6 respectively.
Figure 5.13 Process sequence for the electrodeposition of white Cu-Sn deposit and
trivalent chromium onto a brass substrate.
The electrodeposition sequence for yellow Cu-Sn alloy is shown in figure 5.14, after
the pre-treatment sequence copper was electrodeposited to a thickness of 20m,
followed by the electrodeposition of the yellow Cu-Sn alloy plated to either 4m,
12m or 24m, followed by 0.5m of electrodeposited white Cu-Sn alloy if
required, then 0.3m of chromium if required. The formulation and operating
parameters for the yellow Cu-Sn alloy is described in section 5.1.5.
143
Figure 5.14 Plating sequence for the electrodeposition of yellow Cu-Sn deposit
followed by white Cu-Sn deposit and trivalent chromium onto a brass substrate.
The white Cu-Sn alloy deposit is not plated commercially above a few microns due
to its change in appearance from a silvery bright deposit to a dull grey deposit
(which is unsuitable as a nickel replacement), therefore the copper was plated to give
the same overall deposit thickness as the standard nickel deposit. This approach
allowed the corrosion testing to be comparable between the two plating sequences as
a similar overall deposit thickness was achieved. When evaluating the yellow Cu-Sn
alloy in combination with the white Cu-Sn alloy it was determined that the white Cu-
144
Sn alloy would provide the appearance and therefore only a thin deposit was
required.
The plated panels were subjected to appearance testing using a spectrophotometer to
provide the L*a*b* colour space values (section 5.2.1), the deposits structure were
determined by the scanning electron microscope (section 5.3.1) and the atomic force
microscope (section 5.3.2). The corrosion resistance of each deposit was assessed
electrochemically by linear polarisation (section 5.4.1) and electrochemical
impedance spectroscopy (section 5.4.2) and also by accelerated salt spray testing
using neutral salt spray (section 5.5.1) and copper accelerated acetic acid salt spray
(section 5.5.2). All the results are reported in chapter 6.
The panels once plated underwent investigations to determine their corrosion
resistance, appearance and deposit structure. Varying deposit thicknesses where
evaluated to identify any advantages and disadvantages for each potential alternative,
all plating thicknesses will be outlined with the results in chapter 6.
Summary
Chapter 5 described the methodology and experimentation for this study to assess
the appearance, structure and corrosion resistance of the existing nickel/chromium
process and also for any plausible alternative replacements for nickel deposit. The
individual deposits were investigated separately and also as a combined sequence to
identify all aspects of the plating process.
145
CHAPTER 6: RESULTS AND DISCUSSION
Introduction
This chapter documents the results obtained in this study for all the techniques used
to electroplate and evaluate each electroplated deposit. The appearance of the
deposits have been compared by a spectrophotometer using the L*a*b* colour space
and the topography of the deposit will be identified by using both the scanning
electron microscope and the atomic force microscope. Results from the
electrochemical techniques, linear polarisation and electrochemical impedance
spectroscopy identified the corrosion resistance of each electroplated deposit, while
the accelerated corrosion tests using both neutral salt spray and copper accelerated
acetic acid salt spray were used to evaluate the corrosion resistance by assigning a
corrosion rating to each electroplated deposit throughout the duration of the test.
Factors such as longevity, quality, value and sufficient corrosion resistance are
important when alternatives are being evaluated so as to maintain the quality of the
new products, and also to be compatible with existing nickel and chromium. This
chapter will therefore critically analyse the results collected in this study to
determine if an alternative deposit could be a suitable replacement to nickel under
decorative trivalent chromium.
146
6.1 Spectrophotometry results
A spectrophotometer was used to accurately measure the colour of each electroplated
deposit using the L*a*b* colour space, the mean average of three readings were
taken across each panel to eliminate high and low current density colour changes. All
results are presented in Table 6.1. A study by Vaughn et al demonstrated that the
spectrophotometry method using the L*a*b* colour space was a more accurate
technique than using digital imaging, the sampling method used in the study was to
take numerous readings across the sample and calculate the mean average, the same
sampling method was used in this study as explained in section 6.2 (Vaughn 2009).
Panel identification L* a* b*
Nickel 20m 83.12 0.81 6.68
Nickel 20m + Chromium 82.78 -0.21 0.66
White Cu-Sn alloy 0.5m 86.26 0.40 3.25
White Cu-Sn alloy 2.0m 85.86 0.44 3.33
White Cu-Sn alloy 0.5m + chromium 82.89 -0.26 0.93
White Cu-Sn alloy 2.0m + chromium 83.04 -0.28 0.75
Yellow Cu-Sn alloy 4.0m 71.07 11.84 21.94
Yellow Cu-Sn alloy 12.0m 67.12 13.50 23.88
Yellow Cu-Sn alloy 24.0m 68.37 11.59 22.31
Yellow Cu-Sn alloy 4.0m + chromium 78.52 -0.21 2.21
Yellow Cu-Sn alloy 12.0m + chromium 75.35 -0.27 2.07
Yellow Cu-Sn alloy 24.0m + chromium 77.89 -0.33 1.68
Table 6.1 L*a*b* colour space for all electroplated deposits
The nickel and chromium electroplating process provides a standard finish that can
be identified in numerous applications by the consumer, and it is often referred to as
a chromium finish. This study evaluates the appearance of the deposit using a
spectrophotometer to identify the L*a*b* colour space, thus giving a numeric value
to colour.
147
The results shown in Table 6.1 indicate that the visual appearance of the nickel
deposit is bright and silver in colour, the spectrophotometer identifies it as a light
deposit, with a hue verging on red and yellow, thus giving it a slight brown
appearance. The chromium deposit has a similar visual appearance to the nickel, the
spectrophotometer identifies the lightness of the deposit to be similar with a slight
difference in the hue, meaning the chromium has a bluer appearance in comparison
to the nickel.
The white Cu-Sn alloy plated to a thickness of 0.5m is visually similar to the nickel
deposit. The spectrophotometer identifies it as being lighter than the nickel with the
hue being slightly yellow and red, thus again giving it a brown appearance but to a
lesser extent than the nickel. The chromium finish on the 0.5m white Cu-Sn alloy
appears to darken the deposit giving it more of a blue hue, similar to the chromium
on nickel, thus suggesting that it is a potential alternative to the nickel deposit in
terms of appearance.
The 2.0m white Cu-Sn alloy does not change significantly compared to the thinner
0.5m white Cu-Sn alloy deposit remaining the same when chromium is plated on
top. The visual appearance of the 2.0m white Cu-Sn alloy shows a background haze
that is not seen in the 0.5m white Cu-Sn alloy or the nickel deposit and therefore
could hinder the overall appearance of the finish and consequently could not be a
suitable alternative to the nickel deposit.
The yellow Cu-Sn alloy is visually different to the other deposits and appears darker
and orange in colour. The spectrophotometer identifies the deposit as being darker
148
(regardless of plating thickness) and having a significantly more yellow and red hue
compared to the nickel. Chromium plated on top significantly brightens the 4m,
12m and 24m yellow Cu-Sn alloy deposit and changes the hue, thus becoming
greener and less yellow. This is still different from the chromium on nickel deposit
since it is not as light and also not as blue. What is not identified by the
spectrophotometer is the reflectance or gloss nature of the deposit. Visually, the
4m, 12m and 24m yellow Cu-Sn alloy deposits are dull and even when
chromium is plated on top it still appears dull. Overall the yellow Cu-Sn alloy with
chromium deposit would not replace the nickel with chromium deposit without
addressing the issue of reflectivity of the deposit.
6.2 Surface topography results
6.2.1. Scanning electron microscopy results
The scanning electron microscope (SEM) was used to identify the surface
characteristics of each electroplated deposit in terms of pitting and other surface
defects characteristic of the deposit. A study by Xu et al used the SEM to analyse the
surface morphology and composition of electroplated deposits, the results were used
as a comparison between surfaces and with other techniques the study produced
results identifying the hydrophobic properties and corrosion resistance of the
deposits.
The SEM images of the electroplated nickel deposit with and without the chromium
are shown in Figures 6.1, 6.2 and 6.3. The nickel deposit without chromium was
plated to a thickness of 20m to minimise porosity. Figure 6.1 shows the image with
149
consistent and uniform small nodulations with no indication of pits or other surface
defects. The chromium is plated to a thickness of 0.3m and appears to smooth out
the nodulations identified in the nickel deposit with no defects visible over the
surface.
Figure 6.1 SEM images of the nickel deposit with and without chromium deposit as a
topcoat.
Figure 6.2 and 6.3 show the SEM images of the white Cu-Sn alloy deposits with and
without chromium and the yellow Cu-Sn alloy deposit with and without the
chromium respectively.
150
Figure 6.2 SEM images of the white Cu-Sn alloy with and without chromium deposit
as a topcoat.
151
Figure 6.3 SEM images of the yellow Cu-Sn alloy with and without chromium
deposit as a topcoat.
The SEM image of the 0.5m white Cu-Sn alloy can be seen in Figure 6.2, the
topography appears consistent with uniform nodules that are larger than the ones
identified with the nickel deposit although no visible pores can be seen. Areas
around the nodules can form trenches that are possible sites for corrosion to start,
therefore, although no pores can be identified this imperfection could still hinder the
corrosion resistance of the deposit. The white Cu-Sn alloy formulation does not have
the same additive system as the nickel since it relies on the bright copper deposit
152
underneath to provide the levelling and brightness. This could be a possible
explanation for the larger nodules seen in the deposit. The chromium deposit appears
to reduce the size of the nodules seen on the 0.5m white Cu-Sn alloy deposit. An
imperfection or pit can be seen in the chromium deposit, and with further inspection
of the chromium surface it was concluded that the imperfection identified was not
seen elsewhere on the surface, and therefore would not impact the overall corrosion
resistance of the deposit. The SEM image of the 0.5m white Cu-Sn alloy with
chromium deposit is similar to the nickel and chromium deposit, thus suggesting a
similar deposit structure.
The SEM image of the 2.0m white Cu-Sn alloy in Figure 6.2 shows the topography
with a more defined nodulated deposit which could reduce the corrosion resistance
by providing numerous sites for corrosion to start. The chromium deposit has
reduced the appearance of the nodules, although it does not appear to completely
smooth the deposit like the standard nickel and chromium deposit. The chromium
deposit appears to have its own nodules that are sparsely spread over the panel and
much larger than the ones identified with the 0.5m and 2m white Cu-Sn alloy
deposit. This is not characteristic of the chromium deposit as it was not identified on
the nickel and chromium image, therefore it could be due to the underlying 2.0m
white Cu-Sn alloy deposit.
SEM images of the 4m, 12m and 24m yellow Cu-Sn alloy deposit shown in
Figure 6.3 presents an uneven crystalline structure as opposed to the spherical
nodules of the nickel deposit, the thickness of the yellow Cu-Sn alloy does not
significantly change the structure. Electroplating chromium on top does smooth out
153
the crystalline structure of all the yellow Cu-Sn alloy deposits, but the 12m and
24m yellow Cu-Sn alloy deposits show the chromium to have its own nodules
sparsely spread over the panel as seen with the 2m white Cu-Sn alloy deposit.
Figure 6.4 shows the SEM image of the electroplated copper used under the white or
yellow Cu-Sn alloy deposits.
Figure 6.4 SEM images of the copper deposit.
To appreciate the influence of copper over the structure of the white and yellow Cu-
Sn alloy deposits, a SEM image of 20m of copper was analysed and shown in
Figure 6.4. The image appears to be similar to the nickel deposit, thus indicating the
structure seen for all the white and yellow Cu-Sn alloy deposits are not influenced by
the structure of the underlying copper deposit.
6.2.2. Atomic force microscopy results
The atomic force microscope (AFM) was used to demonstrate the surface
topography of each electroplated deposit and calculate the RMS (root mean square,
average height deviations), Ra (average roughness) and Rmax (maximum roughness
between the lowest and highest points). A study by Radlein et al uses the AFM to
154
calculate the root mean square (RMS) of glass to identify any surface defects and
overall changes to the surface topography after treatment, this study also uses the
RMS and Rmax as a tool to characterise the deposits surface (Radlein 1997).
The AFM was carried out as a continuation of the investigation into the topography
of the electroplated deposits. The data presented as the Ra value is the absolute value
of the surface height deviation, which could be the same for two different
topographies and therefore would not help to identify any differences between the
deposits. It is therefore not necessary to discuss the results related to the Ra value
since they will not provide any useful information.
Table 6.2 shows all the roughness measurements, where Figures 6.5, 6.6 and 6.7
show the AFM images of the electroplated nickel with and without chromium, the
white Cu-Sn alloy deposit with and without chromium and the yellow Cu-Sn alloy
deposit with and without chromium respectively. Figure 6.8 shows the copper
deposit used underneath the white and yellow Cu-Sn alloy deposits.
155
Panel identification RMS (nm) Ra (nm) Rmax (nm)
Nickel 20m 3.08 2.46 18.6
Nickel 20m + Chromium 3.91 3.1 36.6
White Cu-Sn alloy 0.5m 8.3 6.63 73
White Cu-Sn alloy 2.0m 12 9.42 166
White Cu-Sn alloy 0.5m + chromium 5.61 4.48 33.7
White Cu-Sn alloy 2.0m + chromium 9.84 7.84 80
Yellow Cu-Sn alloy 4.0m 41.2 33.6 276
Yellow Cu-Sn alloy 12.0m 71.4 57.9 452
Yellow Cu-Sn alloy 24.0m 60.8 49.5 408
Yellow Cu-Sn alloy 4.0m + chromium 22.9 18.4 150
Yellow Cu-Sn alloy 12.0m +
chromium
66.4 53.1 464
Yellow Cu-Sn alloy 24.0m +
chromium
107 84.4 639
Copper 20m 5.92 4.69 58.5
Table 6.2 AFM roughness results for all electroplated deposits
The nickel deposit has the visual appearance of being bright and reflective, thus
indicating it is a relatively smooth finish and can be seen in Figure 6.5. The Rmax
value of 18.6nm supports the smooth finish of the nickel deposit by the small
distance between the maximum and minimum points, the RMS value of 3.08nm also
indicates little height deviation across the deposit. Chromium as the topcoat has an
Rmax value of 36.6nm with RMS value of 3.91nm, the chromium is still a visually
bright and reflective finish but with increased roughness in the topography compared
to the nickel deposit.
156
Figure 6.5 AFM 3D images of the nickel deposit with and without chromium as a
topcoat
The thinner white Cu-Sn alloy plated to 0.5m was visually very similar to the
nickel deposit, Figure 6.6 shows the 3D image of the topography. The Rmax value of
73nm and RMS value of 8.3nm identified it as being a rougher deposit in
comparison to the nickel. The chromium as a topcoat has an Rmax value of 33.7nm
and RMS value of 5.61nm bringing the roughness closer to the standard nickel and
chromium deposit.
157
Figure 6.6 AFM 3D images of the white Cu-Sn alloy deposit with and without the
chromium deposit as a topcoat.
Increasing the thickness of the white Cu-Sn alloy deposit to 2.0m increases the
roughness compared to the 0.5m white Cu-Sn alloy, the Rmax value is 166nm and
the RMS value is 12nm, thus in comparison to the nickel deposit is much rougher.
Chromium as the topcoat gives a Rmax value of 80nm and RMS value of 9.84nm,
still maintaining increased roughness of the deposit compared to the standard nickel
and chromium deposit. Visually, the 2.0m white Cu-Sn alloy shows a background
haze that would not be identified by the spectrophotometer, but the AFM results
identify a rougher deposit with more light scatter, thus coinciding with the haze
visually seen in the deposit.
158
Figure 6.7 AFM 3D images of the yellow Cu-Sn alloy deposit with and without the
chromium deposit as a topcoat.
The AFM image of the yellow Cu-Sn alloy plated to a thickness of 4.0m is shown
in Figure 6.7, visually the deposit is dull and has increased roughness. The Rmax
value is 276nm and the RMS value is 41.2nm, which is considerably rougher
159
compared to the nickel deposit. It appears chromium as a topcoat reduces the
roughness of the deposit giving a Rmax value of 150nm and RMS value of 22.9nm,
which is rougher than the standard nickel and chromium deposit.
The 12m yellow Cu-Sn alloy has increased roughness compared to the thinner
4.0m yellow Cu-Sn alloy, the images can be seen in Figure 6.7. The roughness
results of the 12m yellow Cu-Sn alloy gave a Rmax value of 452nm and RMS
value of 71.4nm, visually the deposit looks very matt and uneven, suggesting the
light is being scattered in all directions due to the roughness of the deposit. The
chromium as a topcoat has an Rmax value of 464nm and a RMS value of 66.4nm,
this is significantly rougher than the standard nickel and chromium deposit.
The AFM image can be seen in Figure 6.7 for the 24m yellow Cu-Sn alloy, result
shows a reduced roughness to the finish compared to the 12m yellow Cu-Sn alloy
with a Rmax value of 408nm and RMS value of 60.8nm, thus is still much rougher
than the standard nickel deposit but it is unclear why the 12m yellow Cu-Sn alloy is
rougher than the 24m yellow Cu-Sn alloy deposit. The chromium as a topcoat on
the 24m yellow Cu-Sn alloy has the roughest deposit giving a Rmax value of
639nm and RMS value of 107nm. The nodulations visible in the SEM image, Figure
6.3, could be attributed to this increased roughness with a matt and uneven visual
appearance. Overall the 4m, 12m and 24m yellow Cu-Sn alloy deposits with
chromium are not similar to the nickel with chromium deposit, therefore visually
would not be suitable alternative to it.
160
Figure 6.8 AFM 3D images of the copper deposit.
The copper deposit was also analysed to confirm if it would influence the roughness
of the white or yellow Cu-Sn alloy deposits plated on top. The copper deposit gave a
Rmax value of 58nm and RMS value of 5.92nm, Figure 6.8 shows the AFM image
of the copper deposit. Visually the deposit was bright and reflective but AFM results
show it is rougher than the standard nickel panel. The Cu-Sn alloy deposits have
higher RMS values compared to the copper and therefore indicate that the copper did
not influence the roughness of the white or yellow Cu-Sn alloy deposit.
6.3 Electrochemical corrosion resistance results
6.3.1 Linear polarisation results
Linear polarisation was used to obtain the corrosion current values, which were used
to calculate the estimated corrosion rate of each electroplated deposit using equation
6.1. A study by Kouril et al uses the linear polarisation technique to calculate the
polarisation resistance (Rp) of corroding reinforcements used in concrete (Kouril
2006).
161
(6.1)
Where
MPY = mils per year (1mil is equal to 0.0245mm if conversion is required)
I
corr
= the corrosion current density in amps/cm
2
= a combination of several conversion terms and is 1.2866x10
5
[equivalents .sec.ml]/[Coulombs.cm.year]
= the metal density in grams/cm
3
= the equivalent weight of the metal in grams (equivalent weight is
the molecular weight of the metal divided by the number of electrons
in the anodic half reaction)
The figures used for the calculation of the corrosion rate according to Weast are as
follows: (Weast 1980)
Density Electrons in the
anodic half equation
Nickel = 8.9g/cm
2
2
Chromium = 7.18g/cm
2
3
Yellow and white Cu-Sn alloy = 8.5g/cm
2
2
Table 6.3 shows the results of the polarisation resistance, corrosion current and the
calculated estimated corrosion rate of each electroplated deposit. The polarisation
resistance gives an indication of resistance to corrosion in Kohms cm
-1
. Average
corrosion current quantifies the current associated with corrosion of the deposit
expressed in nA/cm
2
. Corrosion rate expressed in mm/year describes the rate of
corrosion of the deposit.
162
Panel Identification
Polarisation
resistance
(R
p
)
K cm
-1
Average
I
corr
(nA/cm
2
)
Corrosion rate
(mm per year)
Nickel 20m 47 482 7.13
Nickel 20m + Chromium 328 77 0.60
White Cu-Sn alloy 0.5m 156 197 9.15
White Cu-Sn alloy 2.0m 337 98 4.43
White Cu-Sn alloy 0.5m + chromium 207 108 0.85
White Cu-Sn alloy 2.0m + chromium 171 132 1.02
Yellow Cu-Sn alloy 4.0m + White Cu-Sn alloy
0.5m
17 1848 174
Yellow Cu-Sn alloy 12.0m + White Cu-Sn alloy
0.5m
63 672 63.5
Yellow Cu-Sn alloy 24.0m + White Cu-Sn alloy
0.5m
104 273 25.8
Yellow Cu-Sn alloy 4.0m + White Cu-Sn alloy
0.5m + chromium
22 1232 9.55
Yellow Cu-Sn alloy 12.0m + White Cu-Sn alloy
0.5m + chromium
41 903 7.00
Yellow Cu-Sn alloy 24.0m + White Cu-Sn alloy
0.5m + chromium
14 1490 11.5
Table 6.3 Linear polarisation techniques used to obtain the polarisation resistance,
corrosion current and calculated estimated corrosion rate results for all
electroplated deposits.
Figures 6.9, 6.10 and 6.11 show the linear polarisation graphs for the electroplated
nickel deposit with and without chromium, the white Cu-Sn alloy with and without
chromium and the yellow Cu-Sn alloy with and without chromium respectively.
163
Figure 6.9 Linear polarisation graph for the nickel deposit with and without
chromium as a topcoat
The nickel deposit has a corrosion rate of 7.13mm per year and with chromium
plated as a topcoat the corrosion rate is calculated as 0.60mm per year. This shows
that the chromium deposit can significantly reduce the corrosion rate and provide
corrosion protection to the nickel deposit.
-300
-290
-280
-270
-260
-250
-240
-230
-220
-210
-200
-200 -150 -100 -50 0 50 100 150 200 250
P
o
l
a
r
i
s
a
t
i
o
n
(
m
V
)
Current (nA/cm2)
Linear polarisation graph for nickel
Nickel 20um Nickel 20um + Chromium
164
Figure 6.10 Linear polarisation graph for the white Cu-Sn alloy deposit with and
without chromium as a topcoat.
The white Cu-Sn alloy plated to a thickness of 0.5m has a corrosion rate of 9.15mm
per year but with the chromium deposit as a topcoat the corrosion rate is calculated
at 0.85mm per year. This suggests that the nickel deposit is more corrosion resistant
than the 0.5m white Cu-Sn alloy, although the linear polarisation result in Table 6.3
show the 0.5m Cu-Sn alloy to have a higher polarisation resistance than the nickel.
The linear polarisation result implies that the 0.5m white Cu-Sn alloy has a lower
corrosion current than the nickel and therefore it is more corrosion resistant. The
-280
-260
-240
-220
-200
-180
-160
-140
-120
-100
-150 -100 -50 0 50 100 150 200 250
P
o
l
a
r
i
s
a
t
i
o
n
(
m
V
)
Current (nA/cm2)
Linear polarisation graph for white Cu-Sn alloy
White Cu-Sn 0.5um
White Cu-Sn 2.0um
White Cu-Sn 0.5um + Chromium
White Cu-Sn 2.0um + chromium
165
contradiction in these results could be due to the assumptions made with the
calculation and therefore the linear polarisation results are thought to be more
realistic and therefore deemed more reliable. On the other hand the linear
polarisation results show the nickel with chromium deposit to be more corrosion
resistant than the 0.5m white Cu-Sn alloy with chromium. The calculation is based
on equation 6.1.
The white Cu-Sn alloy plated to a thickness of 2m has a calculated corrosion rate of
4.43mm per year, thus suggesting that it is more corrosion resistant than the 0.5m
white Cu-Sn alloy and nickel deposits with a corrosion rate of 9.15 and 7.13
respectively. This result is also supported by the higher polarisation resistance from
the linear polarisation results. When chromium is plated onto the 2.0m white Cu-Sn
alloy the corrosion rate decreases from 4.43mm per year to 1.02mm per year. This is
a faster corrosion rate than the 0.5m white Cu-Sn alloy with chromium and nickel
with chromium which have the corrosion rates of 0.85mm and 0.60mm per year
respectively. The corrosion rate results show that increasing the thickness of the
white Cu-Sn alloy does not improve the corrosion resistance.
This set of linear polarisation results show that the white Cu-Sn alloy could have the
potential to be more corrosion resistant than nickel if the deposit could be plated
thicker, since the polarisation resistance increases with thickness of the white Cu-Sn
alloy. The next stage of study therefore aimed to improve upon the thickness of the
Cu-Sn alloy deposit in order to improve the corrosion protection of the substrate.
This was achieved by plating a yellow Cu-Sn alloy which is commercially plated
thicker than white Cu-Sn alloy. Using the 0.5m white Cu-Sn alloy deposit as a top
166
coat to the yellow Cu-Sn alloy to give it the silver coloured appearance means there
is an overall thicker deposit which eliminates the appearance defect associated with a
thicker white Cu-Sn alloy deposit.
Figure 6.11 Linear polarisation graph for the yellow Cu-Sn alloy deposit with and
without chromium as a topcoat.
-210
-160
-110
-60
-10
40
-1 -0.5 0 0.5 1 1.5 2
P
o
l
a
r
i
s
a
t
i
o
n
(
m
V
)
Current (nA/cm2)
Linear polarisation results for Yellow Cu-Sn alloy
Yellow Cu-Sn alloy 4um
Yellow Cu-Sn alloy 12um
Yellow Cu-Sn alloy 24um
Yellow Cu-Sn alloy 4um + Chromium
Yellow Cu-Sn alloy 12um + Chromium
Yellow Cu-Sn alloy 24um + Chromium
167
The yellow Cu-Sn alloy was plated to a thickness of 4m, 12m and 24m each
with 0.5m of white Cu-Sn alloy plated on top, these deposits showed a much higher
calculated corrosion rate of 174, 63.5, 25.8 mm per year respectively. The
polarisation resistance values in Table 6.3 calculated from the slope of the linear
polarisation graph (Figure 6.11) support the calculated corrosion rates of the yellow
Cu-Sn alloy deposit which confirms an increase in corrosion resistance the thicker
the deposit is plated. The polarisation resistance values obtained are slightly higher
than for the nickel deposit, suggesting that the yellow Cu-Sn alloy deposits now have
an improved corrosion resistance with increased deposit thickness.
The yellow Cu-Sn alloy plated at varying thicknesses with 0.5m white Cu-Sn alloy
and chromium deposit plated on top, have higher corrosion resistance compared to
the deposits without chromium deposit (Table 6.3). The conclusion is that chromium
provides additional corrosion protection. The 4m, 12m and 24m yellow Cu-Sn
alloy deposits with 0.5m white Cu-Sn alloy and chromium plated on top have
corrosion rates of 9.55, 7.0, and 11.5 mm per year respectively. These figures are
still higher than the case of nickel with chromium deposit which hast a corrosion rate
of 0.6 mm per year, thus suggesting that this arrangement with white Cu-Sn alloy
plated onto yellow Cu-Sn alloy will not be a suitable alternative to the nickel with
chromium deposit.
6.3.2 Electrochemical impedance spectroscopy results
Electrochemical impedance spectroscopy (EIS) was used to interpret the
electrochemical behaviour of the electroplated deposits and was represented as an
equivalent circuit. Figures 6.12a, 6.12b and 6.12c show the Nyquist and Bode plots
168
and the equivalent circuit used to fit the data respectively. It shows the simulated
data with the experimental data obtained in this study (Tait 1994). The equivalent
circuit is made up of resisters and constant phase element, instead of pure capacitors.
This gives a more accurate fitting of the simulated data with the experimental data.
Two time constants are observed, one at high frequency, expected to be the
electroplated deposit/electrolyte interface and the other at low frequencies expected
to be the passive oxide layer (Arslan 2008).
Figure 6.12a Example shown is of the copper deposit with fit results overlaid in the
Nyquist plot.
169
Figure 6.12b Example shown is of the copper deposit with fit results overlaid in the
Bode plot.
Figure 6.12c Equivalent circuit used to fit the EIS data for all electroplated deposits.
Figure 6.12c shows the equivalent circuit where R1 represents the solution
resistance, R2 is the resistance of the electroplated deposit and R3 is the resistance of
the passive oxide layer. CPE1 represents the constant phase element of the
electroplated deposit and CPE2 is the constant phase element of the passive oxide
layer. For this study R2 and R3 have been added together to give an overall
polarisation resistance of the deposit to enable comparison with other deposits.
170
Table 6.4 shows the EIS experimental data to fit the equivalent circuit and Figures
6.13a and 6.13b show the Nyquist and Bode plots respectively for the nickel with
and without chromium deposits, Figures 6.14a and 6.14b show the Nyquist and Bode
plots respectively for the white Cu-Sn alloy with and without chromium and Figures
6.15a and 6.15b show the Nyquist and Bode plots respectively for the yellow Cu-Sn
alloy with and without chromium. Figure 6.12a and 6.12b show the Nyquist and
Bode plot respectively of the copper and an example of the simulated fit data using
the equivalent circuit shown in Figure 6.12c.
Panel identification
Polarisation
resistance R
p
(K cm
-1
)
CPE
1
x10
-5
(Farad)
CPE
2
x10
-4
(Farad)
Nickel 20m 36.1 1.2752 0.6421
Nickel 20m + Chromium 22.1 7.0763 1.7562
White Cu-Sn alloy 0.5m 17.3 2.6074 1.5468
White Cu-Sn alloy 2.0m 17.3 3.6444 3.9618
White Cu-Sn alloy 0.5m + chromium 8.7 4.5903 6.8690
White Cu-Sn alloy 2.0m + chromium 13.5 4.9812 6.7480
Yellow Cu-Sn alloy 4.0m 0.178 6.7232 2.0780
Yellow Cu-Sn alloy 12.0m 2.6 17.670 16.185
Yellow Cu-Sn alloy 24.0m 3.3 1.3094 1.8789
Yellow Cu-Sn alloy 4.0m + chromium 8.8 4.1168 9.8390
Yellow Cu-Sn alloy 12.0m + chromium 14.1 1.4041 0.4123
Yellow Cu-Sn alloy 24.0m + chromium 14.0 1.2311 8.4956
Table 6.4 EIS results for all electroplated deposits
171
Figure 6.13a Nyquist plot for the nickel deposit with and without chromium
Figure 6.13b Bode plot for the nickel deposit with and without chromium
172
Figure 6.14a Nyquist plot for the white Cu-Sn alloy deposit with and without
chromium
Figure 6.14b Bode plot for the white Cu-Sn alloy deposit with and without chromium
173
Figure 6.15a Nyquist plot for the yellow Cu-Sn alloy deposit with and without
chromium
Figure 6.15b Bode plot for the yellow Cu-Sn alloy deposit with and without
chromium
174
The impedance spectra is displayed in two forms, the first being the Nyquist plot,
depicting a plot of the imaginary part of the impedance against the real part of the
impedance and the second being the Bode plot, showing the modules of the
impedance and the phase angle as a function of the frequency.
A study by Girault et al (Girault 2001) gives an equivalent circuit for the
interpretation of a passivated nickel deposit, although this is not directly related to
this study but it does confirm that chromium oxidises to give a protective chromium
oxide layer and with a similar impedance spectra it is feasible to use the same
equivalent circuit. The equivalent circuit is also supported by Arslan et al (Arslan
2008) and shows an oxide layer on a titanium substrate, the equivalent circuit is
shown in Figure 6.12c.
The constant phase element CPE1 represents the surface of the metallic deposit with
the polarisation resistance as R2, the constant phase element CPE2 represents the
surface of the oxide layer with the polarisation resistance as R3. The addition of R2
with R3 would give the overall polarisation resistance, Rp of the deposit.
The oxide layer will be identified in the high frequency areas while the low
frequency areas show the response of the metallic layer with the metal/solution
interface at the bottom of the pores (Girault 2001). The equivalent circuit did not
always clearly fit the high frequency data, this could be due to a third time constant
that was not identified and therefore could not be confirmed in this study. With the
results obtained, the selected equivalent circuit in Figure 6.12c was still the best fit to
the data collected. The EIS work carried out did identify two time constants as the
175
Bode plot showed a flattened semicircle while the Nyquist plot did not fit the
simulated one time constant equivalent circuit.
The two time constants could be explained as the two different electroplated
deposits, for example the nickel and chromium deposit, the chromium is only plated
to a thickness of 0.3m and therefore it is most likely to be porous, thus exposing
small areas of nickel. If this is the case the equivalent circuit in Figure 6.12c would
show the CPE1 to be chromium and CPE2 to be nickel with any oxide layer missing
from the data.
The constant phase element with a value in the region of 5x10
-5
Farad indicates
metallic corrosion, which is the case for most of CPE1 values achieved in this study
with the exception of the 12m yellow Cu-Sn alloy deposit having a value of 10
-6
(Arslan 2008). The CPE1 results in Table 6.4 suggest that part of the equivalent
circuit is a metallic deposit corroding in the salt solution. The topography of the
yellow Cu-Sn alloys shows that the surface is rougher than the other deposits. An
increase in surface roughness is an indication that the overall surface area is larger
than the required area of 1cm
2
, as a consequence, the CPE value could be higher than
expected.
The CPE2 value is in the region of 10
-4
, this indicating neither metallic corrosion nor
the presence of an oxide layer. Using the equivalent circuit in Figure 6.12c, CPE2
was suggested as an oxide layer but this has been ruled out due to the high values
obtained. It is possible that the metallic layer underneath the top layer is also
contributing as a result of the top layer being porous, although this layer would have
176
a small area exposed through the pores, therefore the expected CPE2 value should be
much smaller than the CPE1 value. The results obtained do not support this theory
and therefore suggest that the full interpretation of the EIS data is not understood,
additional investigation therefore will be recommended for further work.
6.4 Accelerated corrosion testing results
The evaluation of the deposits was carried out by visual examination and guided by
the specification ASTM B 537-70 (ASTM 2007). It is determined by the percentage
of corrosion that covers both the deposit and substrate. The corrosion rating is given
two values x/y, where x refers to the coverage and appearance of the substrate
corrosion (known as the protection rating) and y refers to the coverage and
appearance of the coating itself and is known as the appearance rating. All ratings
are given a value of 1-10 with 10 being the best (no corrosion) and 1 being the worst
(corrosion seen all over the specimen).
Accelerated corrosion tests were used to assess the corrosion resistance of deposits
under the specified conditions, to compare with other deposits exposed to the same
conditions. Two accelerated corrosion tests were carried out in this study, one being
the neutral salt spray test (NSS) and the second being the copper accelerated acetic
acid salt spray (CASS). CASS is the more aggressive test out of the two and
therefore NSS is often used for less corrosion resistant deposits. A study by
Figueiredo et al used the NSS accelerated corrosion test ASTM B 117 specification
(as used in this study) to corrode a bronze-lead alloy, the deposit was evaluated after
120 and 1000 hours and the corrosion products were analysed using the SEM. In a
177
separate study Schutz et al used CASS to characterise the degradation of painted
mirrors, they also used the NSS test which generated the same results, but the CASS
test produced results in a faster time since it was a more aggressive test (Schutz
1997).
Both the NSS and CASS tests were used to assess all the deposits under evaluation
in this study. The standard duplex nickel and chromium deposit were evaluated using
the CASS accelerated test within the electroplating industry because of their higher
corrosion resistance. This study only looked at the bright nickel and chromium
deposits, which were less corrosion resistant compared to the duplex nickel and
chromium deposits. The nickel and chromium deposits survived many hours in the
NSS test before corrosion commenced and therefore the test was time consuming.
On the other hand CASS accelerated test would have been more appropriate but was
be too aggressive for the nickel panel with no chromium deposit. Therefore a
combination of NSS and CASS accelerated tests were sufficient to accurately test all
deposits under evaluation.
6.4.1 Neutral salt spray corrosion test results
Neutral salt spray (NSS) corrosion testing was carried out continuously over a 72
hour period with observation and corrosion rating given every 24 hours. The test was
stopped after 72 hours due the deterioration of some of the Cu-Sn alloy and nickel
deposit without the chromium as a topcoat. The results are presented in Table 6.5.
178
Panel identification
NSS
24
hours
NSS
48
hours
NSS
72
hours
Nickel 20m 10/2 8/2 3/1
Nickel 20m + Chromium 10/10 10/10 10/10
White Cu-Sn alloy 0.5m 5/5 4/3 2/1
White Cu-Sn alloy 2.0m 4/4 4/4 3/2
White Cu-Sn alloy 0.5m + chromium 8/8 5/5 4/2
White Cu-Sn alloy 2.0m + chromium 8/8 6/5 4/2
Yellow Cu-Sn alloy 4.0m + White Cu-Sn alloy 0.5m 3/1 2/1 1/1
Yellow Cu-Sn alloy 12.0m + White Cu-Sn alloy 0.5m 3/1 2/1 1/1
Yellow Cu-Sn alloy 24.0m + White Cu-Sn alloy 0.5m 3/2 2/1 2/1
Yellow Cu-Sn alloy 4.0m + White Cu-Sn alloy 0.5m +
chromium
5/3 4/2 2/2
Yellow Cu-Sn alloy 12.0m + White Cu-Sn alloy 0.5m +
chromium
6/3 4/3 2/2
Yellow Cu-Sn alloy 24.0m + White Cu-Sn alloy 0.5m +
chromium
6/3 5/3 3/2
Table 6.5 NSS results for all electroplated deposits
The evaluation of the nickel panel showed that within the first 24 hours it had a
corrosion rating of 10/2, highlighting very little corrosion resistance but still offered
protection to the substrate. As the test continued the nickel panel showed signs of
corrosion to the substrate, and after 48 hours it no longer protected the substrate
which continued to corrode until the test was stopped at 72 hours. The nickel with
chromium deposit also displayed a higher corrosion resistance in the NSS since no
visible corrosion was identified, and a corrosion rating of 10/10 after 72 hours was
achieved when the test was finally stopped. The NSS accelerated test therefore
clearly shows that chromium is essential to achieving the best corrosion performance
since the nickel deposit alone only lasts 24 hours before substrate corrosion is seen.
The white Cu-Sn alloy plated at 0.5m showed significant corrosion to both the
substrate and deposit in the first 24 hours of NSS with a corrosion rating of 5/5, thus
179
showing a higher corrosion resistance than the nickel deposit but providing less
corrosion protection to the substrate. As the test continued, increased corrosion was
seen on the 0.5m white Cu-Sn alloy deposit and the substrate which reduced the
corrosion ratings to 4/3 and 2/1 at 48 and 72 hours respectively. Overall the 0.5m
white Cu-Sn alloy deposit is more corrosion resistant than the nickel deposit but it
does not provide the same corrosion protection to the substrate, overall it would not
be a suitable replacement for applications requiring corrosion protection.
The chromium plated onto the 0.5m white Cu-Sn alloy had improved corrosion
resistance with a corrosion rating of 8/8 after 24 hours, the corrosion rating reduced
to 4/2 by the end of the test as more corrosion became visible. This shows that the
0.5m white Cu-Sn alloy with chromium is less corrosion resistant than the nickel
with chromium deposit and therefore not a suitable alternative.
The thicker white Cu-Sn alloy plated to 2.0m provided a corrosion rating of 4/4
after 24 hours, by the end of the test the 2.0m white Cu-Sn alloy had a corrosion
rating of 3/2. The corrosion resistance of the deposit shows a slight improvement
compared to the nickel and 0.5m Cu-Sn alloy deposits and therefore provided a
potential alternative to the nickel deposit. The 2.0m white Cu-Sn alloy did have a
small improvement on the corrosion resistance compared to the thinner 0.5m white
Cu-Sn alloy deposit, thus showing that a thicker white Cu-Sn alloy deposit improves
the corrosion resistance.
The chromium plated onto the 2.0m white Cu-Sn alloy helped improve the
corrosion protection of the substrate giving a corrosion rating of 8/8 after 24 hours,
180
by 72 hours the corrosion rating was recorded as 4/2. The 2.0m white Cu-Sn alloy
with chromium did not have the same corrosion resistance as the nickel with
chromium deposit, thus suggesting it would corrode faster and therefore would not
be a suitable alternative.
The yellow Cu-Sn alloy plated to three different thicknesses 4.0m, 12.0m and
24m was tested to confirm if there could be a correlation between plating thickness
and improved corrosion protection. The white Cu-Sn alloy was then plated on top of
the yellow Cu-Sn alloy at a thickness of 0.5m to provide the correct appearance.
The yellow Cu-Sn alloy plated to a thickness of 4.0m with white Cu-Sn alloy on
top showed poor corrosion resistance and protection of the substrate. After 24 hours
the corrosion rating was 3/1 and by 72 hours it had a corrosion rating of 1/1. This
offered very little corrosion protection to the substrate and there was no advantage
over the white Cu-Sn alloy deposit. Plating chromium onto the 4m yellow Cu-Sn
alloy with 0.5m white Cu-Sn alloy offered more protection to the substrate. The
corrosion rating after 24 hours was 5/3, and by the end of the test it had a corrosion
rating of 2/2. There was no improvement on the corrosion resistance of the white Cu-
Sn alloy and chromium and therefore no advantage was gained. As an alternative to
nickel with chromium deposit, the Cu-Sn alloy was concluded not to be a suitable
alternative.
The yellow Cu-Sn alloy plated to a thickness of 12m with 0.5m white Cu-Sn alloy
on top showed the same corrosion resistance as the thinner 4.0m equivalent and
therefore there was no advantage gained by thicker plating. The chromium plated
181
onto the duplex Cu-Sn alloy did improve the corrosion protection to the substrate
with a corrosion rating after 24 hours of 6/3, which continued to corrode and after 72
hour it had a corrosion rating of 2/2. This shows that increasing the thickness of the
yellow Cu-Sn alloy followed by the 0.5m white Cu-Sn alloy and chromium did not
improve the corrosion resistance significantly enough to be a suitable alternative to
the nickel with chromium deposit.
The yellow Cu-Sn alloy plated to a thickness of 24m followed by the 0.5m white
Cu-Sn alloy plated on top had similar corrosion ratings to the yellow Cu-Sn alloy
plated to a thickness of 4.0m and 12m. After 24 hours the corrosion rating was 3/2
and by 72 hours it had corroded further and had a rating of 2/1. Increasing the
thickness of the yellow Cu-Sn alloy did not entirely improve the corrosion
resistance. The conclusion therefore is that a porous deposit is not the only factor
that affects corrosion protection. The difference in alloy composition between the
yellow and white Cu-Sn alloy may possibly change the corrosion resistance of a
deposit. The yellow Cu-Sn alloy has a higher percentage of copper in the deposit
compared to the white Cu-Sn alloy deposit which contains more tin. The NSS
accelerated corrosion test has shown the two alloys to behave differently thus
confirming that alloy composition is a factor in the corrosion resistant properties of
the deposit. Overall the chromium plated on top of all duplex Cu-Sn alloys again
improved corrosion protection to the substrate but did not match the corrosion
protection given by the nickel with chromium.
This set of results show that the duplex Cu-Sn alloy had no advantage over the white
Cu-Sn alloy in offering more corrosion resistance. Increasing the thickness of the
182
yellow Cu-Sn alloy did not show any significant improvement on the corrosion
resistance and therefore leaves alloy composition as a dominant factor in
determining corrosion resistance. The chromium plated on top did improve the
corrosion resistance as seen with all deposits yet this could not compare with the
corrosion resistance of nickel and chromium deposit. The nickel and chromium
deposit proved to have a corrosion resistance far more superior to the rest of all the
sample deposits tested.
6.4.2 Copper accelerated acetic acid salt spray corrosion test results
Copper accelerated acetic acid salt spray (CASS) corrosion testing was carried out
continuously over a period of 16 hours with observation and corrosion rating given
every 8 hours since it is a more aggressive test. The test was stopped after 16 hours
due to the deterioration of the nickel deposit without chromium as a top coat. All
results are presented in Table 6.6.
183
Panel identification
CASS
8 hours
CASS
16 hours
Nickel 20m 2/2 1/1
Nickel 20m + Chromium 10/10 10/8
White Cu-Sn alloy 0.5m 4/4 2/2
White Cu-Sn alloy 2.0m 4/4 4/4
White Cu-Sn alloy 0.5m + chromium 7/7 6/6
White Cu-Sn alloy 2.0m + chromium 6/6 5/5
Yellow Cu-Sn alloy 4.0m + White Cu-Sn alloy 0.5m 5/5 2/2
Yellow Cu-Sn alloy 12.0m + White Cu-Sn alloy 0.5m 5/5 3/3
Yellow Cu-Sn alloy 24.0m + White Cu-Sn alloy 0.5m 3/3 3/3
Yellow Cu-Sn alloy 4.0m + White Cu-Sn alloy 0.5m +
chromium
8/6 6/5
Yellow Cu-Sn alloy 12.0m + White Cu-Sn alloy 0.5m +
chromium
8/6 5/5
Yellow Cu-Sn alloy 24.0m + White Cu-Sn alloy 0.5m +
chromium
9/6 6/6
Table 6.6 CASS results for all electroplated deposits
The results show that the nickel was almost completely corroded after 8 hours and
was given a corrosion rating of 2/2 and continued to corrode until a rating of 1/1 was
reached after 16 hours. The nickel with chromium as a topcoat provided significantly
more corrosion protection and no corrosion was identified after 8 hours.
Consequently it was given a corrosion rating of 10/10. After 16 hours only the
chromium had started to corrode but the substrate was still being protected, therefore
giving a corrosion rating of 10/8.
The white Cu-Sn alloy plated to a thickness of 0.5m showed a corrosion rating of
4/4 after 8 hours because corrosion to the substrate and the deposit was visible. After
16 hours the 0.5m white Cu-Sn alloy continued to corrode and was given a
corrosion rating of 2/2. Overall the 0.5m white Cu-Sn alloy had a better corrosion
rating than the nickel deposit implying that it was more corrosion resistant and also
184
provided slightly more corrosion protection to the substrate. The chromium plated as
a topcoat to the 0.5m white Cu-Sn alloy had a corrosion rating of 7/7 after 8 hours
and by 16 hours it was given a corrosion rating of 6/6. Results obtained showed that
the 0.5m white Cu-Sn alloy and chromium was less corrosion resistant compared to
the nickel and chromium deposit, suggesting that the underlying deposit influences
the corrosion protection of the chromium deposit. The 0.5m white Cu-Sn alloy
process proved not to be a suitable alternative to the nickel deposit as its corrosion
protection was not substantial enough.
The white Cu-Sn alloy plated to a thickness of 2m was given a corrosion rating of
4/4 after 8 hours and did not corrode any further, thus maintaining a corrosion rating
of 4/4 after 16 hours. The results show that the 2.0m white Cu-Sn alloy deposit has
a higher corrosion resistance compared to the 0.5m white Cu-Sn alloy implying that
a thicker deposit is likely to be less porous and therefore have increased corrosion
protection. The 2m white Cu-Sn alloy deposit compared to the nickel deposit
proved to be more corrosion resistant and therefore could be a potential alternative.
The chromium plated onto the 2.0m white Cu-Sn alloy had a corrosion rating of 6/6
after 8 hours and then 5/5 after 16 hours, thus exhibiting a similar corrosion
performance to the 0.5m white Cu-Sn alloy. Overall, the 2m white Cu-Sn alloy
with chromium deposit had a lower corrosion resistance than that of the nickel with
chromium deposit, thus suggesting that the deposit under the chromium influences
the corrosion resistance of the chromium. The 2m white Cu-Sn alloy therefore,
would not be a suitable alternative replacement for the nickel.
185
The yellow Cu-Sn alloy deposit plated in varying thicknesses and then plated with
0.5m white Cu-Sn alloy deposit as a top coat to maintain a silver coloured finish.
The 4m yellow Cu-Sn alloy had a corrosion rating of 5/5 after 8 hours and then 2/2
after 16 hours, it was therefore similar to the 12m yellow Cu-Sn alloy which had a
corrosion rating of 5/5 after 8 hours and by 16 hours it had a reduced corrosion rating
of 3/3. Increasing the thickness of the yellow Cu-Sn alloy to 24m gave it a worse
corrosion rating of 3/3 after 8 hours with no further corrosion after 16 hours. The
faster corrosion in the first 8 hours for the 24m Cu-Sn alloy deposit is not easy to
explain. There are numerous factors that can influence alloy plating and therefore it
could be possible that the low corrosion rating was due to a defect in the deposit.
Defects in the deposit could provide a site for corrosion to start more rapidly. Overall
the corrosion ratings indicated that the yellow Cu-Sn alloy did not improve corrosion
resistance with thickness but all deposits provided slightly better corrosion
protection to the substrate than the nickel deposit alone by the end of the 16 hour
test. The corrosion rating also indicated that the yellow Cu-Sn alloy deposit had no
advantage over the white Cu-Sn alloys since the best corrosion protection was from
the 2.0m white Cu-Sn alloy deposit.
The entire yellow Cu-Sn alloy with a top coat of 0.5m white Cu-Sn alloy and
chromium deposit showed that although the coating was corroding it still provided a
little more protection to the substrate than the other alternative deposits. The 4m
yellow Cu-Sn alloy with 0.5m white Cu-Sn alloy and chromium had a corrosion
rating of 8/6 after 8 hours and then 6/5 after 16 hours, the 12m yellow Cu-Sn alloy
with 0.5m white Cu-Sn alloy and chromium deposit had a corrosion rating of 8/6
after 8 hours and then 5/5 after 16 hours, thus being similar to the thinner 4m
186
yellow Cu-Sn alloy deposit. The 24m yellow Cu-Sn alloy with 0.5m white Cu-Sn
alloy and chromium had a corrosion rating of 9/6 after 8 hours, thus providing the
best corrosion protection to the substrate seen in this study. After 16 hours it was 6/6
and therefore showed a similar corrosion protection to the substrate as the other
yellow Cu-Sn alloy with 0.5m white Cu-Sn alloy and chromium deposit plated on
top.
Evaluation of these results suggest that the chromium played a significant role in
protecting the substrate regardless of the underlying deposits but could not match the
corrosion resistance of the nickel with chromium deposit, and therefore could not
serve as a suitable alternative to the current nickel with chromium process.
The CASS results showed that the none of the alternative deposits with chromium
could be a potential replacement for the nickel and chromium deposit although the
white and yellow Cu-Sn alloy deposits were promising to be more corrosion resistant
than the nickel deposit alone. The results suggest that chromium helps in providing
corrosion protection but the underlying deposit has a larger influence to the overall
corrosion protection.
Summary
Chapter 6 has presented all the experimental data collected to evaluate deposit
appearance using the L*a*b* colour space. It also described surface topography
using both SEM and AFM, while electrochemical corrosion resistance was evaluated
using linear polarisation and EIS. The chapter also presents results on accelerated
corrosion tests using NSS and CASS to give a full evaluation of each deposit.
187
This chapter has presented and discussed all the results obtained in this study, while
also providing explanations for the conclusions drawn. Combining the results from
all the different techniques used within this study the following summary was made:
The white and yellow Cu-Sn alloys provide corrosion properties that have an
advantage over the nickel deposit but when used in the process of plating chromium
as a top coat the corrosion properties diminish, thus leaving the standard nickel and
chromium process by far the best in terms of providing corrosion protection to the
substrate. If corrosion protection was not primary then the 0.5m white Cu-Sn alloy
with chromium has the potential to replace the existing process but this would be
limited to the application.
188
CHAPTER 7: CONCLUSION
This chapter describes the conclusions drawn from this study and also reviews the
aims and objectives set out at the start of the project with a view to confirm if
objectives were achieved. It also highlights the contribution to knowledge this study
may have achieved.
The main aim of this research as outlined at the onset is as follows:
to find a commercial replacement for nickel as a suitable layer under
decorative trivalent chromium surface for the electroplating industry
This aim was achieved by recommending the replacement of the nickel layer with a
white Cu-Sn alloy deposit in applications where the appearance was primary, thus
providing an alternative commercial process for the electroplating industry.
The key objectives of this research as outlined in Chapter one are as follows:
1. Review current commercial plated deposits that have been formulated, and
evaluate the deposits.
2. Review current formulated deposits that have not been commercialised and
evaluate the deposit.
3. Investigate new potential formulations which may include adaptations of
additives within an existing process.
189
Objective 1 was achieved by the current commercial deposits being fully reviewed
and evaluated within this study and concluded that the white Cu-Sn alloy deposit has
a limited potential as a suitable alternative to the nickel deposit. Other commercial
alternatives reviewed included palladium, tin and gold alloys, but were concluded
not to have suitable properties required to meet the objectives of the study.
Objective 2 was achieved by reviewing non commercialised formulations of various
cyanide free Cu-Sn alloys. It was concluded that the cyanide free Cu-Sn alloy would
be of value as a non-toxic process but however, was found not to be beneficial
because the electrolytes were unstable.
Objective 3 was achieved by using an existing commercial process known as Starvet
(white Cu-Sn alloy) and plating the deposit to an increased thickness. The conclusion
was that it was not practical, and therefore the study explored the use of an additional
yellow Cu-Sn alloy deposit. Combining the white and yellow Cu-Sn alloy deposits
as a duplex system enabled a thicker deposit which was evaluated.
To achieve the following objectives:
The compatibility with trivalent chromium as opposed to hexavalent chromium.
Its ability to fit within an existing plating line.
The finished surface must show equivalent L*a*b* colour values, hardness,
toughness and adherence characteristics.
The corrosion protection must be at least equivalent to that of nickel and
chromium.
190
The chemicals used must not be more harmful or aggressive than the existing
solutions used today, including the final deposit.
Process control must not be more labour intensive than the existing nickel
electrolyte, and therefore not increase the process cost.
The deposition rate must be similar to that of nickel.
The cost of the process must not be more than the nickel process.
The above mentioned objectives were achieved as follows:
The yellow and white Cu-Sn alloy deposits were compatible with the trivalent
chromium and could be incorporated within an existing plating line without
increasing labour costs.
Evaluation of the yellow and white Cu-Sn alloy deposit underwent both colour
and topography analysis using spectrophotometry, scanning electron microscopy
and atomic force microscopy. The corrosion resistance of the deposit was
evaluated using electrochemical techniques (linear polarisation and
electrochemical impedance spectroscopy) and accelerated corrosion salt spray
tests (neutral salt spray and copper accelerated acetic acid salt spray).
Both the yellow and white Cu-Sn alloys are not known allergens unlike the
nickel deposit, therefore they are less harmful to the public. Commercially the
yellow and white Cu-Sn alloys are used as a cheaper alternative to nickel in
other applications and therefore the process costs are acceptable to the
electroplating industry.
191
The conclusions derived from this study on the evaluation of the white Cu-Sn alloy
and the duplex yellow with white Cu-Sn alloy processes as a replacement for the
nickel layer under decorative chromium are as follows:
An experiment was carried out to determine the colour of the deposits using a
spectrophotometer, the results were recorded using the L*a*b* colour space.
This study identified that the 0.5m white Cu-Sn alloy plated with chromium
matched the appearance of the nickel with chromium deposit and therefore
could serve as a potential alternative based on appearance. Without the
chromium deposit the 0.5m Cu-Sn alloy was lighter and bluer, thus noticeably
different from the nickel.
The spectrophotometer results showed that the 2.0m white Cu-Sn alloy with
chromium deposit and the 4m, 12m and 24m yellow Cu-Sn alloy also with
chromium deposits were significantly different in appearance from the standard
nickel with chromium deposit, and therefore would not be suitable alternatives
based on their appearance compared to the standard nickel with chromium
deposit.
An experiment was carried out to characterise the topography of the deposits
using a scanning electron microscope (SEM). The results identified a slight
difference in topography between the 0.5m and 2.0m white Cu-Sn alloy with
chromium deposit compared to the nickel with chromium deposit. The
difference appeared to show an increase in nodulations with the white Cu-Sn
alloy deposit, this characteristic influenced the chromium deposit as increased
192
nodulations were visible. It was therefore concluded that the difference could
explain the background haze that was noticeable with the 2.0m Cu-Sn alloy but
not with the nickel deposit. No visible signs of pitting or other defects could be
identified to suggest that the increased nodulations could hinder the corrosion
resistance of the deposit, therefore the white Cu-Sn alloy was still considered as
a potential alternative to the nickel deposit.
The SEM images of the 4m, 12m and 24m yellow Cu-Sn alloy with
chromium deposits was identified as having a different topography from the
nickel with chromium deposit. The crystalline topography of the yellow Cu-Sn
alloys could mean that the deposits would have an increased surface area
compared to the smoother nickel deposit. Although the chromium appears to
smooth out the topography of the yellow Cu-Sn alloys, it would still have an
increased surface area. It is not visible from the SEM images but there is the
potential for corrosion to start more easily in the recesses of the crystalline
structure.
An experiment was carried out to determine the roughness of the deposit under
test by using an atomic force microscope (AFM). The results confirmed that the
0.5m white Cu-Sn alloy with chromium deposit had a similar roughness
structure to the nickel with chromium deposit with no defects on the deposit to
affect the corrosion protection. The SEM identified a similar deposit structure,
and therefore suggested that the 0.5m white Cu-Sn alloy deposit would reflect
light in a similar way to the nickel deposit. The results also indicate that the
2.0m Cu-Sn alloy has increased surface roughness, which confirms the theory
193
that the light reflected off the surface would be different compared to those of
0.5m white Cu-Sn alloy and the nickel deposits. This being a plausible reason
for the background haze visible in the 2.0m white Cu-Sn alloy deposit.
The AFM results clearly identified the 4m, 12m and 24m yellow Cu-Sn
alloy with chromium deposit to have increased roughness compared to the
nickel with chromium deposit. The AFM results support the SEM data to
confirm that the yellow Cu-Sn alloy has a different deposit structure compared
to the nickel deposit. The visible dull deposit can be explained in terms of the
light being reflected differently and also due to increased roughness.
An experiment was carried out to investigate the corrosion protection of the
deposits under test by using the neutral salt spray (NSS) accelerated corrosion
test. The results confirmed that the 0.5m and 2.0m white Cu-Sn alloy had
slower corrosion rate compared to the nickel deposit. However, when chromium
was plated on top, the corrosion protection of the white Cu-Sn alloy was reduced
and the nickel with chromium deposit clearly offered more corrosion protection.
This shows that the electrochemical corrosion pattern of the chromium and
underlying deposit have an influence on the overall corrosion resistance of the
deposit. If this was not the case the expectation would have been that the
chromium remained consistent regardless of the substrate. Therefore, NSS
results would show the white Cu-Sn alloy with chromium deposit to be more
corrosion resistant than the nickel with chromium, but this is not representative
of the results obtained in this study.
194
The NSS accelerated corrosion test showed that the duplex Cu-Sn alloy (white
and yellow combined) with and without chromium as a top coat had a faster
corrosion rate than the nickel with chromium deposit, thus confirming that it is
not a suitable alternative to the nickel deposit. The aim of the duplex Cu-Sn
alloy was to plate a thicker deposit using the yellow Cu-Sn alloy to stop any
issue of porosity with a thin deposit, then followed by the white Cu-Sn alloy
deposit plated to provide the required appearance. If the white Cu-Sn alloy was
plated thicker, the appearance would be compromised as shown by the L*a*b*
values for the 2.0m white Cu-Sn alloy deposit.
NSS accelerated corrosion test showed that increasing the thickness of yellow
Cu-Sn alloy reduced the corrosion protection in comparison to using the white
Cu-Sn alloy, therefore suggesting that the porosity of the deposit was not the
major factor, but the alloy composition of the deposit was also an influence.
An experiment was carried out to investigate the corrosion resistance of the
deposits under test by using the copper accelerated acetic acid salt spray (CASS)
corrosion test. The results showed that both the 0.5m and 2.0m white Cu-Sn
alloy had slightly better corrosion protection to the nickel, but when chromium
was electroplated on top, the nickel with chromium offered the best corrosion
protection overall. These results support the NSS corrosion test carried out, and
therefore it can be concluded in terms of corrosion resistance that the white Cu-
Sn alloy could not replace the nickel deposit for applications requiring any
significant corrosion resistance.
195
CASS corrosion test also showed that the 4m, 12m and 24m yellow Cu-Sn
alloy with and without chromium did not offer the same level of corrosion
protection as the nickel deposit with and without chromium. These results were
supported by the NSS corrosion test and from this it can be concluded that the
yellow Cu-Sn alloy plated as a duplex process did not improve the corrosion
resistance and therefore would not be a suitable replacement for the nickel
deposit.
An experiment was carried out to determine the electrochemical corrosion
resistance using linear polarisation. The results from this study show that the
0.5m and 2.0m white Cu-Sn alloy have slower corrosion rate compared to the
nickel deposit as evident from the higher polarisation resistance values obtained.
When chromium was used as a topcoat, the corrosion protection for both
deposits was recorded to be less than that for the nickel with chromium. This is
supported by the results observed in the accelerated corrosion tests where the
polarisation resistance was significantly higher for the white Cu-Sn alloy
deposits compared to the nickel. Based on the linear polarisation results the
white Cu-Sn alloy deposit would be expected to have more corrosion resistance
for the accelerated corrosion tests, but this was not observed. An explanation as
to why this was not the case could be due to the limitations of the
electrochemical test (the porosity of a deposit and the small area of the panel
tested). The electrochemical tests cannot identify all the imperfections in a
deposit where the accelerated corrosion tests would start to corrode first.
196
The linear polarisation tests showed that the 4m, 12m and 24m yellow Cu-
Sn alloy with and without chromium have very high corrosion rates compared to
the nickel deposit, this was supported by the accelerated corrosion tests carried
out in this study. Although the yellow Cu-Sn alloy was plated thicker to reduce
the porosity of the deposit, the high percentage of copper in the alloy may have
decreased the corrosion resistance, making it unsuitable as a replacement for
nickel.
The calculated corrosion rate using the linear polarisation technique show that
none of the alternative deposits proposed would offer the same corrosion
protection as the nickel with chromium deposit. In spite of the assumptions
made in this calculation, the accelerated corrosion tests supported the linear
polarisation results by also demonstrating that the corrosion performance of the
nickel with chromium could not be matched by any of the alternatives tested in
this study.
An experiment was carried out to determine the resistance and capacitance of
the deposit to provide further information on the corrosion behaviour of each
deposit by using electrochemical impedance spectroscopy (EIS) technique. This
study found that the data fitted a two time constant equivalent circuit and as
expected, metallic corrosion took place at one of the time constants. The second
time constant was more difficult to explain since results did not fit with further
metallic corrosion or formation of an oxide layer as expected. Further
investigation into the coating properties was beyond the scope of this study and
therefore it was not possible to provide a full explanation into the EIS data.
197
Contribution to Knowledge
This study has contributed to knowledge by systematically evaluating several
potential processes that could serve as alternatives to the nickel deposit in a
commercial plating process used with a decorative chromium finish. The white Cu-
Sn alloy can be used in replacement of nickel for applications where appearance is
primary. In such a scenario the risk of exposure to allergic contact dermatitis and
possible carcinogenic effects associated with the nickel deposition process could be
minimised or eliminated entirely.
The white Cu-Sn alloy has limitations and cannot replace the nickel deposit in all
applications due to inability to provide corrosion protection. The option of a duplex
Cu-Sn alloy system also proved inadequate due to the dull appearance and poor
corrosion resistance when compared to the standard nickel process. As a
consequence both the white and yellow Cu-Sn alloys could not be recommended as a
suitable replacement for all the applications that use the nickel deposit.
The commercial formulation of the white Cu-Sn alloy uses the toxic chemical
sodium cyanide, although this study had reviewed the non cyanide formulations it
was concluded that the instability of the electrolytes rendered it unsuitable as a
practical alternative to the existing nickel process.
Summary
The conclusions made in this chapter are based on the data collected for the
experiments and carried out in this study. Results showed that the standard nickel
with chromium deposit could be replaced by the 0.5m white Cu-Sn alloy with
198
chromium deposit for applications where appearance only is primary and little
corrosion protection is necessary. For applications that require corrosion protection
no suitable alternative was found to replace the nickel deposit and therefore it was
concluded that for the majority of applications that used the nickel with chromium
deposit, there was no suitable alternative evaluated during this study. The
contribution to knowledge from this study is the elimination of the risk of allergic
contact dermatitis in specific applications where white Cu-Sn alloy is a suitable
replacement for the nickel deposit.
The novelty of this study is that even though there is a current search for a suitable
replacement for nickel and its compounds in the light of their reclassification as
health hazards, there is no report till date describing the approach in its entirety,
adopted in this study. It is therefore hoped that future researchers would not need to
go through this route again in the search for a suitable replacement for nickel under
chromium plating.
199
CHAPTER 8: FURTHER WORK
This chapter will make suggestions for further work that can be carried out to either
improve upon the work carried out in this study or explore an alternative approach
that has not been investigated.
This study focused mainly on the Cu-Sn alloy as a replacement for nickel
under decorative chromium, the electrolyte used was cyanide based suitable
for a stable commercial process. The cyanide free Cu-Sn alloy electrolytes
have been shown to produce deposits with success but due to the stability
issues of the electrolyte over a relatively short period of time, it has not
become a commercial process. Further work into producing a more stable
electrolyte that is cyanide free would prove beneficial to the electroplating
industry in terms of health and safety not only to improve this study but as a
process in its own right.
The white Cu-Sn alloy deposit was identified as an alternative to the nickel
deposit where the appearance was primary. This was due to the deposit being
thin and relying on the levelling and brightness of the copper deposit
underneath. Further work to produce a thicker white Cu-Sn alloy that
remained level and bright, could have the potential to provide a more
corrosion resistant deposit, based on the NSS and CASS accelerated
corrosion test results obtained in this study.
200
The yellow Cu-Sn alloy was not as corrosion resistant as the white Cu-Sn
alloy although the deposit was plated thicker to minimise porosity. Further
work to investigate how the alloy composition improves the corrosion
resistance including the grain size and crystallinity could provide valuable
information on improving the work carried out in this study.
The EIS work carried out within this study could not identify all aspects of
the surface characteristics of the deposits. It appeared that metallic corrosion
was taking place in the higher frequency area while another activity that was
not typical of an oxide layer formation or metallic corrosion took place in the
lower frequency area. Further work to clarify what is happening would
provide more information and understanding to move this study forward.
Further work into a new approach to finding other alternative deposits to
nickel and chromium could mean a completely new thinking and not just the
replacement of the nickel layer. All aspects however would need thorough
investigation in terms of corrosion resistance, appearance and abrasion
testing to give a few examples.
This study focused on the electroplating technique typical to the nickel with
chromium process, this method was chosen so that if any alternatives were
identified it would be possible to work with the existing plating line used in
commercial production and therefore could be compatible with other
electrolytes already in use. Further work into other plating techniques could
be investigated for example ionic plating, electroless plating and pulse
201
plating. By changing the technique other chemicals could be used that were
not feasible as an electrolyte for electroplating.
202
REFERENCES
Altmayer, F. (1999). "Choosing an accelerated corrosion test." Metal Finishing97(1):
584-590.
Arslan, H., Celikkan, H., Ornek, Nisa., Ozan , O., Ersoy, A., Aksu, M. (2008).
"Galvanic corrosion of titanium based dental implant materials." Journal of
applied electrochemistry 38: 853-859.
ASTM. (2007). "ASTM B537-70." www.astm.org/Standards/B537.htm, 2011.
ASTM. (2009). "ASTM B117-07." http://www.astm.org/Standards/B117.htm Retrieved
16-09-11, 2011.
ASTM. (2009). "ASTM B368-97." http://www.astm.org/Standards/B368.htm Retrieved
08-06-09, 2009.
ASTM. (2011). "ASTM B374."
http://www.astm.org/DATABASE.CART/HISTORICAL/B374-96.htm, 2013.
Attaberry, J. (2009). "How scanning electron microscopes work."
http://science.howstuffworks.com/scanning-electron-microscope1.htm, 2011.
Barclay, D. J., Morgan, W.M. (1977). Electrodeposition of chromium. U. Patent.
4062737.
BBC. (2002). "Euro coins 'trigger allergy'."
http://news.bbc.co.uk/1/hi/health/2251152.stm Retrieved 17-01-08, 2008.
BBC. (2003). "Kettles may cause skin allergy."
http://news.bbc.co.uk/1/hi/health/2735507.stm Retrieved 17-01-08, 2008.
BBC. (2006). "Nickel rises $900 as strike looms."
http://news.bbc.co.uk/1/hi/business/5021702.stm Retrieved 04-03-2011, 2011.
Bjerrum, J., Scharzenbach, G., Sillen L.G. (1957). Stability Constants Part 1 Organic
Ligands. London, The chemical Society.
Blanchard, C., R. (1996). "Atomic Force Microscopy." The chemical educator 1(5): 1-8.
Bockris, J., Drazic, D. (1972). Electro-Chemical Science. London, Taylor and
Francis Ltd.
Bostan, R., Varvara,S., Gaina, L., Muresan, L. (2012). "Evaluation of some
phenothiazine derivatives as corrosion inhibitors for bronze in weakly acidic
solution." Corrosion Science 63: 275-286.
Brenner, A. (1963). Electrodeposition of Alloys principles and practice. New York,
Academic Press.
Bright, P., Burge, P.S., O'Hickey, S.P., Gannon, P.F., Robertson, A.S., Boran, A. (1997).
"Occupational asthma due to chrome and nickel electroplating." Thorax 52: 28-32.
203
Bronder, K., Weyhmueller, B., Oberst, F,. Berger, S., Manz, U. (2010). Improved
copper-tin electrolyte and process for the deposition of bronze layers. W. I. P.
Organization. WO2010/003621 A1.
Brooman, E. W. (2001). "Corrosion behaviour of environmentally acceptable
alternatives to nickel coatings." Metal Finishing 99(6): 100-106.
Brown, H., Knapf, B.B. (1974). Modern Electroplating. New York, John Wiley and
Sons.
Canning (1982). The Canning Handbook. Birmingham, UK, W. Canning.
Carlos, I. A., E. D. Bidoia, et al. (2002). "Effect of tartrate content on aging and
deposition conditions of copper-tin electrodeposits from non-cyanide acid baths."
Surface and Coatings Technology 157(1): 14-18.
Cerveny, A. K., Brodell, R.T. (2002). "Blue Jean Button Dermatitis Nickel Allergy
Presenting as a Periumbilical Rash." Postgraduate Medicine. Minneapolis 112(5):
79.
Cleveland, C. J. (2007). "Public Health Statement for Nickel."
Http://www.eoearth.org/article/public_Health_Statement_for_Nickel Retrieved
17-01-08, 2008.
Cogger, N., D., Evans, N,J. (1999). "An introduction to electrochemical impedance
measurement." http://www.korozja.pl/html/eis/technote06.pdf.
Crow, D., R. (1994). Principles and applications of electrochemistry. United Kingdom,
Stanley Thornes Publishers Ltd.
Deeman, N. (1986). Electrodeposition of chromium. E. P. Specification.
Dennis, J. K., Such, T.E, (1972). Nickel and Chromium Plating. London, Butterworth
and Co.
Dittes, M., Obemdorff, P., Petit,L. (2003). Tin Whisker formation - results, test methods
and countermeasures. Electronic Components and Technology Conference.
Draper, R. (1961). Nickel - Chromium plating. Surrey, Great Britain, Robert Draper Ltd.
Droste, J., et al (2003). "Allergic sanitization, symptoms, and lung function among baker
workers as compared with a non-exposed work population." Journal of
Epidemiology and Community Health 45(6): 648-655.
Dubpernell, G. (1974). Modern Electroplating. New York, John Wiley and Sons.
Elkington, G., R. (1833). Improved process for gilding copper and brass. 741.
Emsley, J. (2001). Chromium. UK, Oxford University Press.
204
ENIA. "Nickel in the Environment, What level is Safe."
http://www.enia.org/index.cfm?ci_id=12906&la_id=1 Retrieved 17-01-08, 2008.
ENIA. (2005). "Nickel in the Environment, Current Information."
http://www.enia.org/index.cfm?ci_id=12907&la_id=1 Retrieved 17-01-08, 2008.
Environmental-Agency. (2011). "End of Life Vehicle Directive."
http://www.environment-agency.gov.uk/business/regulation/31887.aspx, 2011.
Faust, C. L. (1974). Modern Electroplating. New York, John Wiley and Sons.
Fawcett, E. (1988). "Spin density wave anti-ferromagnetism in chromium." Reviews of
modern physics(60).
Gardner, A. (2006). "Decorative trivalent chromium plating: Emergence of alternative
technology poses both direct and indirect repercussions across the supply chain."
Metal Finishing 104(11): 41-45.
Gawkrodger, D. J. (1996). "Nickel Dermatitis: How safe is Nickel." Contact Dermatitis
35: 267-271.
Goodhew, P. J., Humphreys, F.J. (1988). Electron Microscope and Analysis. London,
Taylor and Francis.
Gramry-Instruments. (2007). "Basics of electrochemical impedance spectroscopy."
http://www.gamry.com/assets/Application-Notes/Basics-of-EIS.pdf, 2011.
Greenwood, N., N., Earnshaw, A. (1997). Chemistry of the Elements. Oxford,
Butterworth-Heinemann.
Grimsrud, T., K., Berge, S,R., Martinsen, J,I., Andersen, A. (2003). "Lung cancer
incidence among Norwegian nickel refinery workers 1953-2000." Journal of
Environmental Monitoring 5: 190-197.
Guffie, R. K. (1986). The handbook of hard chromium electroplating. Teddington UK,
Hanser Gardner Publications.
Handy, S., L., Oduoza, C,F., Pearson, T. (2006). "Theoretical aspects of
electrodeposition of decorative chromium from trivalent electrolytes and corrosion
rate study of different nickel/chromium coatings." Transactions of the institute of
metal finishing 84(6).
Haudrechy, P., Foussereau, j., Mantout, B., Baroux, B. (1993). "Nickel release from 304
and 316 stainless steel in synthetic sweat. Comparison with nickel and nickel-
plated metals. Consequences on allergic contact dermatitis." Corrosion Science
35(1-4 pt 1): 329-336.
Hemingway, J. D., Molokhia, M.M. (1987). "The dissolution of Metallic Nickel in
Artificial Sweat." Contact Dermatitis 16: 99-105.
Hotter, A. (2006). "The Nickel Ride." Barron's 86(51).
205
Hovestad, A., Tacken, R,A., Mannetje, H,H. (2008). "Electrodeposition noncrystalline
bronze alloy as replacement for Ni." Physical Status Solidi C 5(11): 3506-3509.
HSE. (2005). "A short guide to the personal protective equipment at work."
http://www.hse.gov.uk/pubns/indg174.pdf Retrieved 05-04-11, 2011.
HSE. (2010). "Control of major accident hazards (COMAH)."
http://www.hse.gov.uk/comah/, 2011.
IARC (1990). Report of the International Committee on Nickel Carcinogenesis in Man. .
Report of the International Committee on Nickel Carcinogenesis in Man. . Work-
Environment-Health, IARC.
IMF. (2011). "Tin Plating." http://www.uk-finishing.org.uk/N-COAT70/tin_plating.htm
Retrieved 18-03-2011, 2011.
Jafari, H., Idris, M.H., Ourdjini, A., Rahimi, H., Ghobadian, B. (2011). "EIS study of
corrosion behaviour of metallic materials in ethanol blended gasoline containing
water as a contaminant." Fuel 90.
Jahangir, K. (2010). Nickel Production. 7th China Nickel Conference. Shanghai, China.
Johannsen, K., Page, D., Roy, S. (2000). "A systematic investigation of current
efficiency during brass deposition from a pyrophosphate electrolyte using RDE,
RCE and QCM " Electrochimica Acta 45(22): 3691-3702.
Kaneko, M., Hatta, A., Kunii, M (2002). Cyanide-free pyrophosphoric acid bath for use
in copper-tin alloy plating. United States Patent. USA, Nihon New Chrome Co,
Ltd. 6,416,571.
Kanerva, L., jolanki, R., Estlander, T., Alanko, K., Savela, A. (2000). "Incidence Rates
of Occupational Allergic Contact Dermatitis Caused by Metals " American
Journal of Contact Dermatitis 11(3): 155-160.
Kasprzak, K., S,. Sunderman, F.W., Salnikow, S. (2003). "Review. Nickel
Carcinogenesis." Mutation Research 533: 67-97.
Khan, E., Laoui, T., Oduoza, C.F. (2005). Change from hexavalent to trivalent
chromium electroplating. Electrochem 2005. Newcastle-Upon-Tyne UK.
Kiilunen, M., Utela, J., Rantanen, T., Norppa, H., Tossavainen, A. (1997). "Exposure to
Soluble Nickel in Electrolytic Nickel Refining." Annals of Occupational Health
41(2): 167-188.
Konica-Minolta (1998). Precise Color Communication, Konica Minolta Sensing INC.
Kotas, J., Stasicka, Z. (2000). "Chromium occurrence in the environment and methods
of its speciation." Environmental Pollution 107(3): 263-283.
Kwangsukstith, C., Maibach, H.I. (1995). "Effect of Age and Sex on the Induction and
Elicitation of Allergic Contact Dermatitis." Contact Dermatitis 33: 289-298.
206
Lansdell, P., A,W. (2001). An investigation into the surface activity and corrosion
resistance of decorative electrodeposits from Cr(VI) and Cr(III) electrolytes. UK,
Birmingham University. Ph.D.
Legg, K. O., Graham, M., Chang, P., Rastagar, F., Gonzales, A., Sartwell, B. (1996).
"The replacement of electroplating." Surface and Coatings Technology 81: 99-
105.
Leikauf, G., D. (2002). "Hazardous Air Pollutants and Asthma " Environmental Health
Perspectives 110(S4): 505-526.
Lewis, D. B. (1992). "Scanning electron microscopy and X-ray microanalysis."
Transactions of the institute of metal finishing 70.
Leyendecker, K. and F. Glaser (2000). "Tin alloy deposition for decorative and
functional applications." Metal Finishing 98(1): 35-36,38,40-42.
Linden, C., . Carter, S. (2001). "Nickel Release from Coins." Contact Dermatitis 44:
160.
LME. (2010). "Nickel Industry Usage " http://www.lme.co.uk/nickel_industryusage.asp.
Lowenheim, F. A. (1978). Electroplating - Fundamentals of surface finishing. New
York, McGraw-Hill Book Company.
Lvovich, V. F., Vadim, F. (2012). Impedance Spectroscopy - Applications to
electrochemical and dielectric phenomena. New York, John Wiley and Sons.
Lyons, E. H. (1974). Modern electroplating New York, John Wiley and sons.
MacDermid (2001). Metex M-629 TDS. MacDermid.
MacDermid (2006). CuMac Crystal TDS. MacDermid.
MacDermid (2006). Metex PE E5 TDS. MacDermid.
MacDermid (2006). NiMac Clarion II TDS. MacDermid.
MacDermid (2007). Metex PS Activax TDS. MacDermid.
MacDermid (2009). TriMacIII TDS. MacDermid.
Menne, T., Maibach, H.I. (1989). Nickel and the Skin: Immunology and Toxicology,
CRG Press: Boca Raton.
Metal-Weekly (2004). "China to cut 300-series stainless output on high nickel price."
Platt's Metal Weekly.
Mishra, R., Balasubramaniam, R. (2004). "Effect of nanocrystalline grain size on the
electrochemical and corrosion behaviour of nickel." Corrosion Science 46.
207
Morgan, L. G., Usher, V. (1994). "Health Problems Associated with Nickel Refining
and Use." Annals of Occupational Health 38(2): 189-198.
Muramatsu, Y. (2002). Sn-Cu alloy plating bath. USPTO. USPTO. USA, Ebara-Udylite
Co.,Ltd. 6458264.
NanoScope (2010). NanoScope Analysis. Veeco.
National-Research-Council-(US) (1974). Chromium, National Academy of Science.
National-Statistics. (2006). "Smoking."
http://www.statistics.gov.uk/CCI/nugget.asp?ID=1327&Pos=2&ColRank=1&Ran
k=326 Retrieved 05/03/2008, 2008.
Nickel-Institute (2005). EU Risk Assessment communication workshop.
Nickel-Institute. (2003). "Did you know... Nickel is the fifth most common element on
earth?" http://www.nickelinstitute.org/index.cfm/ci_id/12233.htm Retrieved 14-
02-08, 2008.
Nickel-Institute. (2003). "Did you Know... that nickel is a natural part of our air, water
and soil? ." http://www.nickelinstitute.org/index.cfm/ci_id/12234.htm Retrieved
14-02-08, 2008.
Oller, A., R. (2002). "Respiratory Carcinogenicity Assessment of Soluble Nickel
compounds." Environmental Health Perspectives 110(S5): 841-844.
Orazem, M. E., Tribollet, B. (2008). "An integrated approach to electrochemical
impedance spectroscopy." Electrochimica Acta 53.
Oxford-Dictionaries. (2010). "Alloy." http://oxforddictionaries.com/definition/alloy
Retrieved 2011, 2011.
Papadopoulos, M. P., Apstolopoulos, A.C., Alexopoulos, N.D., Pantelakis, S.G. (2007).
"Effect of salt spray corrosion exposure on the mechanical performance of
different technical class reinforcing steel bars." Materials and Design 28.
Pewnim, N., Roy, S. (2011). "Effects of fluorosurfactant on copper-tin reduction from
methanesulphonic acid electrolyte." Transactions of the institute of metal finishing
89(4): 206-209.
Rapporteur-Denmark (2008). European Union Risk Assessment Report. Denmark.
REACH. (2010). "REACH."
http://ec.europa.eu/environment/chemicals/reach/reach_intro.htm Retrieved 23-
11-2010, 2010.
Foschini, G. (1994). "Corrosion rate monitoring of metallic materials using the linear
response." Corrosion Science 36(6).
208
Roy, S., Hansel, W. (2013). Pulse Plating. Germany, Leuze.
Royal-Mint. (2008). "Coin Design."
http://www.royalmint.gov.uk/Corporate/BritishCoinage/CoinDesign/CoinDesign.a
spx Retrieved 24012008, 2008.
Ruolz, M. (1842). "Upon the means by which one obtains bronze by electrodeposition."
Comptes Rendus de l'Acadmie des Sciences 15(1140).
Seven-Trent. (2005). "Water Quality Report 2005."
http://www.stwater.co.uk/upload/pdf/waterquality05.pd Retrieved 10-04-08, 14-
07-06.
Shuker, I., newby, K.R. (2005). "Why functional trivalent chromium fails and
hexavalent chromium is environmentally friendly." Transactions of the institute of
metal finishing 83: 272-274.
Simon, F. (1994). "Alternatives for nickel in electroplating processes." Plating and
Surface Finishing 81(11): 16-19.
Simon, F. (1997). "Alternatives for nickel in the electroplating processes." Transactions
of the Institute of Metal Finishing 75(3): b53-B56.
Singleton, R. (2012). "Accelerated corrosion testing." Metal Finishing 110(9).
Skolnik, A., M., Hughes, W,C,. Augustine, B,H. (2000). "A Metallic Surface Corrosion
Study in Aqueous NaCl Solutions Using Atomic Force Microscopy (AFM)."
Chemical Educator 5: 8-15.
Stern, M., Geary, A,L. (1957). "Electrochemical Polarization: I. A Theoretical Analysis
of the Shape of Polarization Curves." Journal of electrochemical society 104(1):
56-63.
Stern, M., Geary, A,L. (1958). "A Method For Determining Corrosion Rates From
Linear Polarization Data." Corrosion 14(10): 61-64.
Stundza, T. (2007). "Nickel buyers investigate material substitutes." Purchasing 136(10).
Tait, W. S. (1994). An introduction to electrochemical corrosion testing for practicing
engineers and scientists. USA, Plan O Docs Publications.
Triampo, D., Triampo,W. (2009). "The working of the atomic force microscopy for
chemical mapping." The open material science journal 3: 50-55.
University-of-Oxford. (2005). "Safety data sheet for chromium sulphate n-hydrate."
http://msds.chem.ox.ac.uk/CH/chromium_sulfate_n-hydrate.html, 2011.
University-of-Oxford. (2007). "Safety data sheet for chromium trioxide."
http://msds.chem.ox.ac.uk/CH/chromium_trioxide.html, 2011.
209
Vaughn, M., Oorschot, R., Baindur-Hudson, S. (2009). "A comparison of hair colour
measurement by digital image analysis with reflective spectrophotometry."
Forensic Science 183: 97-101.
Vickerman, J. C. (1997). Surface Analysis: The principal techniques. West Sussex, John
Wiley and Sons Ltd.
Walsh, F. C. (1992). "The kinetics of electrode reactions: part 1 general considerations
and electron transfer control." Transactions of the Institute of Metal Finishing
70(1).
Walsh, F. C. (2000). Fundamentals of electrochemistry.
Wang, R. (2004). "An AFM and XPS study of corrosion caused by micro-liquid of
dilute sulfuric acid on stainless steel." Applied Surface Science 227.
Weast, R. C., Astle, M.J (1980). CRC Handbook of Chemistry and Physics. Florida,
CRC Press Inc.
WHO. (2005). "Nickel in Drinking-water."
http://www.who.int/water_sanitation_health/dwq/chemicals/nickel/en/ Retrieved
06-03-08, 2008.
Wilcox, G. D., Gabe, D.R. (1992). "Faraday's Laws of Electrolysis." Transactions of the
Institute of Metal Finishing 70(2): 93-94.
Wood, L. (2008). "'Global Nickel Market Analysis'." Business Wire.
Wylie, C. M., Shelton, R.M., Fleming, G.J.P., Davenport, A.J. (2007). "Corrosion of
nickel based dental casting alloys." Dental Materials 23.
Xu, X., Zhu, L., Li, W., Liu, H. (2011). "A variable hydrophobic surface improves
corrosion resistance of electroplating copper coating." Applied Surface Science
257.
Zoroddu, M., A., Schinocca, L., Kowalik-Jankowska,T., Kozlowski, H., Salnikow, K.,
Costa, M. (2002). "Molecular Mechanisms in Nickel Carcinogenesis: Modelling
Ni(II) Binding Site in Histone H4 " Environmental Health Perspectives 110(S5):
719-723.
Zschintzsch, K., Heyer,J., Kleinfeld, M., Schafer, S., Steinius, O. (2006). Method for
bronze galvanic coating. US Patent & Trademark Office. U. P. T. Office. US,
Enthone INC. 20060137991.
210
APPENDIX 1
Publication 1
Authors Stacey Handy, Prof Chike F Oduoza and Dr Trevor Pearson
Year 2006
Title Theoretical aspects of electrodeposition of decorative chromium
from trivalent electrolytes and corrosion rate study of different
nickel/chromium coatings.
Journal Transaction of the institute of metal finishing
Volume 84
Number 6
Theoretical aspects of electrodeposition of
decorative chromium from trivalent
electrolytes and corrosion rate study of
different nickel/chromium coatings
S. L. Handy
1
, C. F. Oduoza
2
and T. Pearson*
3
The present paper presents a review of theoretical aspects of deposition of chromium from
trivalent chromium electrolytes and a corrosion rate study of the initial rate of corrosion of
chromium deposits from these electrolytes on nickel deposits. A higher rate of corrosion was
obtained from chromium deposits plated from a chloride based electrolyte as compared with a
sulphate based electrolyte. No significant difference in corrosion rate was observed when
comparing deposits plated from a sulphate based electrolyte with deposits obtained from a
standard hexavalent chromium electrolyte.
Keywords:
;
<
Introduction
Electrodeposited chromium has unique properties which
make it extremely useful as a nal coating on many
items. It has a high degree of hardness (8501100 HV)
and has a high level of brightness as deposited combined
with an attractive blue/white appearance.
1
X-ray dif-
fraction studies on the deposit show a high degree of
preferred orientation which tends to produce a high level
of tensile stress within the deposit leading to sponta-
neous cracking of thicker deposits.
2
This cracked deposit
can improve the oil retention properties of thicker
deposits and this has many engineering applications in
lubricated wear situations, while in decorative applica-
tions, microdiscontinuous chromium deposits can
spread the corrosion current in a corrosive environment
thus improving corrosion performance.
1
For many years, chromium has been deposited from
electrolytes based on chromic acid where the chromium
is in a hexavalent oxidation state. It has been recognised
since the inception of industrial chromium plating that
the use of chromic acid presents many hazards in terms
of the chemical reactivity and toxicity of the chromium
plating bath. Also, there are several well known
technical difculties experienced in the deposition of
chromium from chromic acid electrolytes. These have
been summarised by Smart et al.
3
as follows:
(i) very low efficiency with 7585% of the applied
current being used for the discharge of hydrogen
(ii) the need for high average cathode current
densities, generally of the order 1015 A dm
22
(iii) poor covering power: not only poor coverage in
low current density areas but also around holes
and slots, i.e. chrome blows
(iv) burning, i.e. grey deposits in high current
density areas
(v) poor throwing power: the poor metal distribu-
tion resulting in thick electrodesposits on the
edges and protruding parts of cathodes and thin
deposits in recesses, with the ratio between the
maximum and minimum being worse than any
other electroplated metal
(vi) interruption of the current during electroplating
produces milky deposits, i.e. white washing
(vii) solid chromic acid and its strong solutions have
immediate detrimental effects on human tissue,
burning the skin, particularly the eyes, but even
dilute solutions have the insidious effect of
causing ulcers, either from splashes or inhalation
of spray
(viii) chromic acid is a strong oxidising agent and so is
a potential fire hazard, being able to ignite paper
and wood
(ix) high metal concentrations, i.e. 130 g L
21
chro-
mium metal in a typical 250 g L
21
chromic acid
solution
(x) need for a chemical reduction process during
effluent treatment to reduce Cr(VI) to Cr(III);
also a sludge problem after alkali neutralisation
owing to its high metal concentration, for
example twice as much as in a standard nickel
plating bath.
In addition to these problems, chromic acid is now
classied as a carcinogen and is subject to increasingly
stringent exposure and discharge controls.
Transactions of the Institute of Metal Finishing imf84062.3d 14/9/06 16:54:45
The Charlesworth Group, Wakefield +44(0)1924 369598 - Rev 7.51n/W (Jan 20 2003)
1
School of Engineering and Built Environment, University of Wolverhampton,
City Campus, WV1 1SB, UK
2
School of Engineering and Built Environment, University of Wolverhampton,
Telford Campus, TF2 9NT, UK
3
MacDermid PLC, Birmingham B9 4EU, UK
*Corresponding author, email tpearson@macdermid.com
<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<
2006 Institute of Metal Finishing
Published by Maney on behalf of the Institute
Received
DOI 10.1179/174591906X130275 Transactions of the Institute of Metal Finishing 2006 VOL 84 NO 6 1
Because of the problems associated with the electro-
deposition of chromium from hexavalent electrolytes, a
considerable amount of research effort has been directed
at producing commercially acceptable chromium plating
baths based on trivalent chromium. Because trivalent
chromium is the stable state for chromium ions, these
baths are much less reactive than hexavalent baths and
thus much safer to use. The rst company to patent a
workable trivalent chromium based bath was Albright
and Wilson who led a patent in 1974 for a bath based
on chromium chloride, boric acid, ammonium chloride
and bromide ions.
4
Shortly after that (in 1975), IBM
produced an electrolyte based on chromium sulphate
and thiocyanate using a divided cell arrangement to
prevent anodic oxidation of trivalent chromium.
5
Further research by both companies produced a
considerable number of patents of improvement.
620
Cannings worked with the IBM process in a collabora-
tive project and produced their own patent which was
led in 1982.
21
In spite of this considerable amount of
research and development by major companies, till now
only decorative processes capable of producing thin
deposits are commercially available and the uptake of
these processes within the industry has been slow. The
main reason for this is the intolerance of trivalent baths
to impurities and metallic contamination. However,
legislation is likely to eventually force most electro-
platers to seriously consider the use of trivalent
processes. It is the aim of the present paper to consider
in detail the electrochemical and chemical processes that
occur during deposition from trivalent electrolytes, and
also to compare the corrosion rate of different nickel/
chromium coatings in order to assess whether the use of
coatings applied from trivalent electrolytes has signi-
cantly different I
corr
values compared with coatings from
hexavalent processes.
Theoretical aspects of electrodeposition
from trivalent chromium electrolytes
Thermodynamic considerations
The standard reduction potential for trivalent chromium
ions is as follows
22
Cr
3z
z3e
{
?Cr
0
E
0
~{0
:
744V
At rst sight, it appears that it should be relatively easy
to deposit chromium from a trivalent electrolyte because
zinc reduction has an E
0
value of 20
.
76 V and this can
readily be achieved in practice. However, whereas in zinc
plating reduction of zinc to metal is the only available
electron transfer reaction, with trivalent chromium, it is
possible to transfer one electron to form divalent
chromium
Cr
3z
ze
{
?Cr
2z
E
0
~{0
:
407V
This process occurs at a much lower negative potential
than reduction of chromium(III) to metallic chromium
and so would be expected to occur preferentially.
Finally, deposition of chromium metal from
chromium(II) ions occurs at a much higher negative
potential
Cr
2z
z2e
{
?Cr
0
E
0
~{0
:
913V
Thus it would be expected that the predominant reaction
during deposition would be the transfer of one electron
to form divalent chromium. Chromium would not be
deposited from the divalent chromium ions owing to the
highly negative reduction potential but because divalent
chromium is strongly reducing, the following reaction
would occur
2Cr
2z
z2H
z
?2Cr
3z
zH
2
Thus the net reaction process would be expected to
produce hydrogen rather than chromium metal.
This discussion illustrates only what would be
expected from a thermodynamic point of view.
However, because that a process is thermodynamically
favoured does not mean it will happen in practice since it
is the kinetics of the reaction which determines the rate.
Therefore, if reduction from trivalent chromium to
metal is kinetically favoured compared with the reduc-
tion to divalent chromium, then this may be the
predominant reaction. Also, in practical plating solu-
tions, complexation of ions may shift equilibrium
potentials considerably from the E
0
values quoted above
(in a negative direction).
Kinetic considerations
Ligand exchange rate
Ligand exchange rate has been considered by Smart
et al.
3
They compared literature values for rst order
rate constant for exchange of water ligands between
nickel complexes and chromium complexes as follows.
The [Cr(H
2
O)
6
]
3z
ion is a very stable species. The
amount of time that a water molecule spends in the
coordination sphere, mean residence time, can be
several hours. While other metals coordinate with water
molecules, these latter usually exchange rapidly between
the solvent and the complex, for example as in nickel
solutions
Ni(H
2
O)
6
2z
zH
2
O
?Ni(H
2
O)
5
(H
2
O
)
2z
zH
2
O
The rst order rate constant for the above reaction is
4610
4
, signifying rapid interchange. The same inter-
change takes place for Cr(III)
Cr(H
2
O)
6
3z
zH
2
O
?Cr(H
2
O)
5
(H
2
O
)
3z
zH
2
O
where * denotes molecule originally in solvent.
However, for this reaction the rst order rate constant
is 5610
27
. A very slow exchange thus takes place owing
to the kinetic inertness of the Cr(III) species.
This explains some of the difculties encountered in
depositing chromium from a trivalent electrolyte. It
appears from the above that the combination of slow
ligand exchange combined with unfavourable reduction
potentials will make deposition of chromium from a
trivalent electrolyte problematic.
Formation of oligomeric and polymeric olated species
In addition to the slow ligand exchange processes,
trivalent chromium has the property of forming short or
longer chain polymers by bridging via a water ligand
and subsequent elimination of H
z
. This process is
illustrated in Fig. 1.
The tendency to form olated species increases as the
pH of the electrolyte increases. Watson et al.
2326
postulated that the presence of divalent chromium
accelerated both ligand exchange kinetics and the rate
of formation of olated species, particularly within the
Transactions of the Institute of Metal Finishing imf84062.3d 14/9/06 16:54:47
The Charlesworth Group, Wakefield +44(0)1924 369598 - Rev 7.51n/W (Jan 20 2003)
;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;
Handy et al. Eletrodeposition of chromium and corrosion rate of nickel/chromium coatings
2 Transactions of the Institute of Metal Finishing 2006 VOL 84 NO 6
diffusion layer during electrodeposition. This was used
to explain the lack of sustained chromium deposition
during trivalent chromium plating because the olated
species would not be expected to be electroactive.
2325
pH of diffusion layer and chromium concentration mass
transport
The pH of the diffusion layer is of great importance in
all electrodeposition processes, and particularly so in the
case of deposition from trivalent chromium electrolytes.
Watson et al.
24,25
measured the pH of the diffusion layer
by using the Brenner drainage technique
27
using micro-
electrodes. They found that under conditions of normal
operation, the diffusion layer pH tended to stabilise y4
from electrolytes with a bulk pH 2
.
5 (a citrate based
bath). A glycine electrolyte with a bulk pH 1
.
8 was
found to have a diffusion layer pH 2
.
5. In both cases, the
increase in pH was y1
.
5 units from the bulk pH.
The Brenner drainage technique relies on the electro-
lyte with a relatively low viscosity within the diffusion
layer in order to work effectively. It is possible that in
the case of trivalent chromium electrolytes, a consider-
able viscosity increase occurs within the diffusion layer
owing to olation reactions. It would be preferable to use
another technique for modelling diffusion layer pH.
During the electrodeposition process, at least 90% of
the current is used to generate hydrogen. As the bulk pH
of a decorative electrolyte is in the region of 2
.
53
.
5, the
hydrogen ion activity is between 0
.
0003 and 0
.
003M.
This is far too low a concentration of hydrogen ions to
allow the passage of the full plating current. The bulk of
the hydrogen discharge therefore comes from the direct
reduction of water
2H
2
Oz2e
{
?2OH
{
zH
2
The molarity of water in a typical plating bath is y50M
so the hydrogen evolution reaction is unlikely to become
diffusion limited. The reduction of water content at the
diffusion layer interface can be calculated (if the diffu-
sion coefcient of water and thickness of the diffusion
layer are known), and hence the concentration of hydro-
xide ions at the surface can be deduced by subtraction.
In order to determine the surface concentration of
species in non-steady state diffusion, Ficks second law
28
can be used
dC
dt
~
d
2
C
dx
2
(1)
where C is the concentration of the diffusing species, x is
the distance from the cathode and t is the time. In
considering non-steady state diffusion in convective
systems, if a diffusion layer of nite thickness is formed,
then the boundary conditions for solving the equation
are
C~C
b
x0 and t~0
C~C
b
xd and tw0
dC
dx
~
j
zFD
x~0 and tw0
Rosebrugh and Miller
29
obtained a solution to equation
(1) subject to the above boundary conditions by the use
of a Fourier transformation. They determined that the
surface concentration of diffusing species under condi-
tions of both convection and diffusion could be written
as
C
s
~C
b
{
jd
zFD
k (2)
where C
s
is the surface concentration, C
b
is the bulk
concentration, j is the current density, d is the thickness
of the diffusion layer, z is the number of electrons
transferred, F is the Faraday constant, D is the diffusion
coefcient and k is a constant given by the following
equation
k~1{
8
p
2
X
n~?
n~1
1
2n{1
2
exp { 2n{1
2
p
2
Dt
4d
2
(3)
where n is any integer.
Siver
30
showed that for small values of t and large
values of d, i.e. Dt/d
2
,0
.
1, k was given by the following
equation
k~
2
p
1=2
Dt
d
2
1=2
(4)
whereas for larger values of t and small values of d, i.e.
Dt/d
2
.0
.
1
k~1{
8
p
2
exp {
p
2
Dt
4d
2
(5)
Using this computational method, the hydroxide ion
concentration was estimated for a typical trivalent
electrolyte. The diffusion coefcient for water was
estimated using an empirical equation developed by
the US EPA
31
D~0
:
00022MW
{2=3
(6)
where D is the diffusion coefcient (cm
2
s
21
) and MW is
the molecular weight of the diffusing species.
The diffusion layer thickness in electroplating solu-
tions typically varies between 10 and 20 mm
32
so a
nominal value of 15 mm was used for the computation.
The computation was performed at different current
densities and yielded the values as shown in Table 1.
To model the effect of this concentration of hydroxide
ions on the diffusion layer pH, this quantity of sodium
hydroxide was added to a working solution of the
plating solution and a solution of the buffer salts and
measuring the pH in each case. The results of this
experiment are plotted in Fig. 2.
Transactions of the Institute of Metal Finishing imf84062.3d 14/9/06 16:54:47
The Charlesworth Group, Wakefield +44(0)1924 369598 - Rev 7.51n/W (Jan 20 2003)
1 Olation of chromium(III) species (after Watson et al.)
Handy et al. Eletrodeposition of chromium and corrosion rate of nickel/chromium coatings
Transactions of the Institute of Metal Finishing 2006 VOL 84 NO 6 3
It can be seen from the above gure that the pH rise
produced in the case of the full working solution was
1
.
5 units at 10 A dm
22
which is the same pH rise as was
detected in the work carried out by Watson et al.
24,25
However, when the same experiment was carried out
using just the buffer salts for the process, a much larger
pH change was produced. This indicates that a
substantial amount of buffering is carried out by the
chromium species themselves and this must lead to a
change in the composition of the chromium complexes
within the diffusion layer. This could be the reason why
the deposition rate of chrome falls as plating progresses.
In addition to the pH change in the diffusion layer,
depletion of chromium must be considered. Some
decorative trivalent chromium plating processes operate
at chromium concentrations as low as 0
.
1M and also
operate at current densities up to 10 A dm
22
. The
computational method used to calculate the hydroxide
concentration at the cathode interface can also be used
to calculate depletion of chromium provided that the
cathode current efciency of the process is known. As
stated earlier, most decorative processes operate with a
cathode efciency of ,10% so for the calculation, an
efciency was chosen. Another problem with the
calculation for the chromium is with the estimation of
the diffusion coefcient since the speciation of the
electroactive chromium ions is unknown. For the
purpose of illustration, a diffusion coefcient was
calculated based on a 1 : 1 malic acid complex of
chromium. Although this is unlikely to be the electro-
active species in practice, the molecular weight would
have to be substantially higher to make a large
difference to the calculated diffusion coefcient.
The results of the above simulation are shown in
Fig. 3. It can be seen from this gure that the con-
centration of chromium would not be expected to drop
,90% of the original concentration.
This illustrates that bulk chromium depletion in
trivalent electrolytes is unlikely to be signicant at the
low cathode efciencies achieved. However, the electro-
active reducible chromium may be present in much
smaller quantities than the bulk concentration.
Anode reactions
So far, only cathode reactions have been considered. It is
also necessary to consider the anode reactions.
Anode reactions in chloride based electrolytes
Chloride based trivalent chromium electrolytes usually
use graphite anodes directly immersed in the electrolyte.
These electrolytes also may contain Bromide ions.
4
The
standard potentials for the reactions involved are as
follows
2Cr
3z
z7H
2
O?Cr
2
O
2{
7
z14H
z
z6e
{
E
0
~1
:
33V (7)
2H
2
O?O
2
z4H
z
z4e
{
E
0
~1
:
23V (8)
2Cl
{
?Cl
2
z2e
{
E
0
~1
:
36V (9)
2Br
{
?Br
2
z2e
{
E
0
~1
:
06V(10)
In practice, in the absence of bromide, the predominant
reaction when graphite anodes are used is oxidation of
chloride to chlorine. The relatively high oxygen over-
potential raises the actual discharge potential of oxygen
above that of chlorine. In the presence of bromide ions,
oxidation of bromide to bromine is the preferred
reaction, which then reacts further with oxidisable
compounds in the electrolyte to reform bromide ions.
Reaction (7), leading to the formation of hexavalent
chromium does not occur to an appreciable degree in
chloride based electrolytes.
Sulphate based electrolytes
These electrolytes do not contain either chloride or
bromide ions so only reactions (7) and (8) can occur.
Using graphite anodes, large amounts of hexavalent
Transactions of the Institute of Metal Finishing imf84062.3d 14/9/06 16:54:51
The Charlesworth Group, Wakefield +44(0)1924 369598 - Rev 7.51n/W (Jan 20 2003)
Table 1 Calculated hydroxide ion concentration gene-
rated in diffusion layer during electrolysis of
trivalent electrolyte
Current density, A dm
22
Hydroxide ion concentration, M
1 0
.
005
2 0
.
01
5 0
.
025
10 0
.
05
2 Estimated diffusion layer pH at different current densities in trivalent chromium electrolyte
Handy et al. Eletrodeposition of chromium and corrosion rate of nickel/chromium coatings
4 Transactions of the Institute of Metal Finishing 2006 VOL 84 NO 6
chromium are generated in the electrolyte owing to
reaction (7). In early versions of sulphate catalysed
electrolytes, divided cell anodes were used with a
peruorinated membrane in order to physically prevent
contact of the trivalent chromium compounds with the
lead anodes that were used in the process. This proved to
be expensive and difcult to maintain, so the anodes
currently used for this type of process are iridium/
tantalum oxide coated anodes which have a low oxygen
overpotential, thus favouring oxygen production rather
than hexavalent chromium generation. These anodes
can be used directly in the plating bath and do not
require separation from the plating bath by a mem-
brane. Figure 4 shows a typical polarisation curve for
one of these anodes in a working bath.
It can be seen from this graph that the anode is
essentially passive up to a potential of 1200 mV and
above this point, the current increases quickly. A typical
working current density of 46 A dm
22
corresponds to
an anode potential of 1540 mV. Thermodynamically,
this potential is high enough to oxidise chromium via
reaction (7), but in practice, this tends not to be a
problem. This indicates that reaction (7) tends not to be
kinetically favoured on iridium oxide coated anodes.
In summary, it can be seen that from a theoretical
point of view, there are many technical difculties to
overcome. In spite of this, there are workable commer-
cial processes available which produce excellent results
for decorative deposition. Corrosion performance is an
important aspect of decorative nickel/chromium depos-
its and the next section of the present paper compares
corrosion rates of chromium deposits from trivalent and
hexavalent electrolytes when deposited onto various
nickel undercoats.
Comparative corrosion performance of
chromium electrodeposits on nickel
This section compares the I
corr
values of chromium
deposits from trivalent and hexavalent chromium
processes when plated onto deposits of bright nickel
and duplex/microporous nickel. These values were
obtained using linear polarisation techniques. A scan-
ning electron microscope (SEM) was used to produce
Transactions of the Institute of Metal Finishing imf84062.3d 14/9/06 16:55:03
The Charlesworth Group, Wakefield +44(0)1924 369598 - Rev 7.51n/W (Jan 20 2003)
3 Calculated depletion of chromium at cathode interface from electrolyte containing 0
.
1M Cr and having cathode ef-
ciency of 10%
4 Polarisation curve for iridium oxide coated anode in trivalent chromium plating electrolyte
Handy et al. Eletrodeposition of chromium and corrosion rate of nickel/chromium coatings
Transactions of the Institute of Metal Finishing 2006 VOL 84 NO 6 5
surface images of the different chromium deposits after
48 h in 5% neutral salt spray.
Experimental details
Electroplating sequence
The following sequence was used to prepare brass panels
with various coating combinations in order to compare
corrosion rates.
(i) cleaning of substrate
(ii) rinse
(iii) electrodeposition of nickel
(iv) rinse
(v) electrodeposition of chromium
(vi) rinse
(vii) dry.
Following the cleaning stages, nickel was applied using
one of the following combinations of deposit:
(i) bright nickel deposit from a commercial process
(Lumax, MacDermid PLC)
(ii) duplex nickelzmicroporous nickel (Niflow,
Lumax, Hypore, MacDermid PLC).
A duplex nickel system
33
has a rst layer in direct
contact with the substrate consisting of a semibright
nickel layer with a very low sulphur content. The second
layer is a bright nickel layer which contains substantial
amounts of sulphur owing to codeposition of sulphur
containing additives (e.g. saccharin). This increases
corrosion protection because the semibright nickel is
more noble than the bright nickel layer which corrodes
preferentially. Microporous nickel is applied as a third
layer and has a thickness of y1 mm, this layer contains
micropores which help spread the corrosion current,
thus preventing rapid local corrosion at macrodefects in
the coating.
Following the application of the nickel deposit,
0
.
3 mm of chromium was then plated on top of the
nickel using one of four solutions. These were as follows:
(i) hexavalent chromium solution (Mach 2,
MacDermid PLC)
(ii) trivalent chromium solution (sulphate based
solution giving a light coloured deposit)
(Trimac III, MacDermid PLC)
(iii) trivalent chromium solution (sulphate based
solution giving a dark coloured deposit)
(Twilite, MacDermid PLC)
(iv) trivalent chromium solution (chloride based
solution) based on US patent 3954574.
Brass panels (size 1067
.
560
.
05 cm) were used as the
substrate and plated on both sides. A new panel was
used for each plating sequence. The different combina-
tions of both nickel and chromium used are shown
below:
(i) bright nickelztrivalent chromium (sulphate
based, light coloured deposit)
(ii) duplex nickelzmicroporous nickelztrivalent
chromium (sulphate based, light coloured
deposit)
(iii) bright nickelztrivalent chromium (chloride
based)
(iv) duplex nickelzmicroporous nickelztrivalent
chromium (chloride based)
(v) bright nickelztrivalent chromium (sulphate
based, dark coloured deposit)
(vi) duplex nickelzmicroporous nickelztrivalent
chromium (sulphate based, dark coloured
deposit)
(vii) bright nickelzhexavalent chromium
(viii) duplex nickelzmicroporous nickelzhexavalent
chromium
Table 2 shows the operating conditions for each
chromium electroplating solution.
Linear polarisation measurements
A potentiostat (EGzG Instruments, Model 263A) was
used to determine the corrosion current density I
corr
using a linear polarisation method. This was carried out
in 5% neutral sodium chloride solution using a Ag/AgCl
reference electrode over a potential range of 20 mV
versus open circuit potential. The equilibrium time that
the 1 cm
2
surface of panel was in contact with the NaCl
was varied (30 or 60 min).
Different factors were changed to see if they affected
the corrosion rate:
(i) equilibrium time when the surface was in contact
with the 5%NaCl solution (30 or 60 min)
(ii) the nickel intermediate layer (bright nickel or
duplex nickel with a microporous layer)
(iii) formulation of the chromium solution (hexava-
lent or trivalent chromium).
Each variation was analysed ve times to determine the
consistency of the results. Thickness testing showed that
the nickel layer either single or duplex had a nal
thickness of y1523 mm and the chromium thickness
between 0
.
2 and 0
.
5 mm, the thickness was measured
using a scherscope X-ray system XDL-B.
SEM examination
An SEM (Jeol model JSM-5600L V) was used to
produce a surface image of the duplex nickelzmicro-
porouszchromium panels after 48 h in 5% neutral
sodium chloride salt spray, Ascott model 51000. A
magnication of 61500 was used in each case.
Experimental results
The mean average of the I
corr
values using duplex nickel
with microporous nickel at different equilibrium times
can be seen in Table 3. Table 4 shows the mean average
I
corr
values for the bright nickel layer and different
equilibrium times. All the results are shown in Fig. 5.
Transactions of the Institute of Metal Finishing imf84062.3d 14/9/06 16:55:21
The Charlesworth Group, Wakefield +44(0)1924 369598 - Rev 7.51n/W (Jan 20 2003)
Table 2 Operating conditions of chromium solutions
Hexavalent
chromium
34
Trivalent chromium
4
(chloride based)
Trivalent chromium
35
(sulphate based)
Trivalent chromium
36
(dark finish)
Total chromium metal, g L
21
100150 2023 1020 615
Temperature, uC 3843 2535 5065 5060
pH ,1 2
.
52
.
8 3
.
23
.
8 3
.
43
.
8
Cathodic current density, A dm
22
915 410 715 510
Agitation None Mild air Mild air Mild air
Handy et al. Eletrodeposition of chromium and corrosion rate of nickel/chromium coatings
6 Transactions of the Institute of Metal Finishing 2006 VOL 84 NO 6
Owing to the varied results a statistical analysis was
carried out to see if there was any signicance in the
differences in the I
corr
values. Minitab (release 13) was
used to calculate the analysis of variance using a single
factor general linear model. To show that the I
corr
values
from each set of results were signicantly different from
one another, the probability value for the null hypoth-
esis (that all of the values were equal) had to be ,5%
(0
.
05). The results are shown in Tables 3 and 4.
Discussion of results
It can be seen that the probability value for the null
hypothesis for all sets of results was ,5% and therefore
the results were signicantly different. Further statistical
analysis was carried out to see if the results showed a
signicant difference in I
corr
values between the different
chromium nishes. Tukeys test was used to perform this
analysis.
Comparing the different bright nickelzchromium
nishes with a 1 h equilibrium time showed that there
was no signicant difference in the I
corr
values between
the hexavalent chromium (Fig. 6), trivalent chromium
(sulphate based, light coloured deposit) (Fig. 7) and
trivalent chromium (sulphate based, dark coloured
deposit) (Fig. 8). The trivalent chromium (chloride
based) (Fig. 9) had a higher rate of corrosion compared
with the other nishes. This was also the result with the
bright nickelzchromium nish with a 30 min equili-
brium time.
Transactions of the Institute of Metal Finishing imf84062.3d 14/9/06 16:55:22
The Charlesworth Group, Wakefield +44(0)1924 369598 - Rev 7.51n/W (Jan 20 2003)
Table 3 Average I
corr
values for duplex nickelzmicroporous nickelzchromium nish
Average I
corr
value, nA cm
22
1 h 30 min
Hexavalent chromium 61
.
17 28
.
70
Trivalent chromium (sulphate based, light coloured deposit) 90
.
93 89
.
99
Trivalent chromium (sulphate based, dark coloured deposit) 113
.
6 440
.
0
Trivalent chromium (chloride based) 367
.
5 187
.
3
Probability value for null hypothesis 0
.
035 0
.
000
Table 4 Average I
corr
values for bright nickelzchromium nish
Average I
corr
value, nA cm
22
1 h 30 min
Hexavalent chromium 91
.
84 79
.
11
Trivalent chromium (sulphate based, light coloured deposit) 76
.
88 49
.
77
Trivalent chromium (sulphate based, dark coloured deposit) 54
.
98 73
.
90
Trivalent chromium (chloride based) 228
.
1 169
.
7
Probability value for null hypothesis 0
.
000 0
.
000
5 Mean average I
corr
values for each set of results
Handy et al. Eletrodeposition of chromium and corrosion rate of nickel/chromium coatings
Transactions of the Institute of Metal Finishing 2006 VOL 84 NO 6 7
Comparing duplex nickelzmicroporous nickelz
chromium nish with a 1 h equilibrium time showed
no conclusive difference between the nishes although
the average I
corr
values varied from 61
.
17 to
367
.
5 nA cm
22
. Comparison of the duplex nickelz
microporous nickelzchromium nish with a 30 min
equilibrium time showed no difference between the
hexavalent chromium, trivalent chromium (sulphate
based, light coloured deposit) and trivalent chromium
(chloride based) processes. The trivalent chromium
(sulphate based, dark coloured deposit) had a higher
corrosion rate than the other chromium nishes. It is
possible that a surface reaction is taking place when in
contact with the 5%NaCl solution, which is complete
after 1 h leading to a reduction in corrosion current.
The SEM results showed the trivalent chromium
(chloride based) deposit was microcracked (Fig. 9),
whereas all of the other deposits were apparently crack
free. This could explain the higher I
corr
value obtained
with this coating owing to increased exposure of the
underlying nickel. There was little difference seen
between the hexavalent chromium and trivalent chro-
mium (sulphate based, light coloured deposit) in Figs. 6
and 7 respectively. Both of these showed isolated
corrosion pores. The trivalent chromium (sulphate
based, dark coloured deposit) showed a different
structure of chromium compared with the other
deposits, it is thought that this is due to codeposition
of the sulphur.
Conclusions
1. Deposition of chromium from trivalent electrolytes
is difficult owing to both thermodynamic and kinetic
considerations.
2. The increases in the diffusion layer pH during
electrodeposition may lead to olation of the bath
causing changes in the bath composition and speciation
which reduce the plating rate of the bulk electrolyte and
limit the deposit thickness.
3. In spite of the relatively low chromium concentra-
tion of trivalent electrolytes, depletion of chromium
within the diffusion layer is not likely to play a role in
limiting plating rate or thickness.
4. I
corr
values obtained from chromium coatings from
a trivalent sulphate based electrolyte (Trimac III) on
both single nickel and duplex/microporous nickel coat-
ings were not statistically different from the values
obtained from chromium coatings obtained from
hexavalent baths.
5. I
corr
values obtained from chromium coatings from
a chloride based electrolyte on single and duplex/
microporous nickel coatings were significantly higher
than the values obtained from hexavalent baths.
6. I
corr
values obtained from chromium coatings
from a sulphate based electrolyte designed to produce
dark finishes (Twilite) were significantly higher than
those from a hexavalent bath when measured after
30 min immersion in the sodium chloride electrolyte.
This difference became insignificant after 1 h immer-
sion. This is possibly due to an initial surface reaction
taking place owing to the high codeposited sulphur
content.
7. The SEM investigation showed a similar corro-
sion mechanism in the case of the hexavalent chromium
deposit and the light coloured trivalent chromium
deposit from the sulphate bath. Deposits from the
trivalent chloride based bath were microcracked.
Transactions of the Institute of Metal Finishing imf84062.3d 14/9/06 16:55:31
The Charlesworth Group, Wakefield +44(0)1924 369598 - Rev 7.51n/W (Jan 20 2003)
6 Duplex/microporous nickelzhexavalent chromium
7 Duplex/microporous nickelztrivalent chromium (sul-
phate based, light coloured deposit)
8 Duplex/microporous nickelztrivalent chromium (sul-
phate based, dark coloured deposit) image from SEM
9 Duplex/microporous nickelztrivalent chromium (chlor-
ide based)
Handy et al. Eletrodeposition of chromium and corrosion rate of nickel/chromium coatings
8 Transactions of the Institute of Metal Finishing 2006 VOL 84 NO 6
Acknowledgements
The authors wish to show their gratitude to the EPSRC,
Kohler-Mira PLC and MacDermid PLC for the spons-
orship of the present project and also MacDermid PLC
for the use of their chemicals and equipment. Handy
would like to thank the School of Engineering and Built
Environment, University of Wolverhampton for their
support during the course of the present study.
MacDermid PLC: Commercial process Twilite,
MacDermid PLC, Birmingham, UK.
References
1. T. E. Such and J. K. Dennis: Nickel and chromium plating; 1986,
London, Butterworth Press.
2. T. Pearson and J. K. Dennis: Plat. Surf. Finish., 1989, 76, (11), 64
69.
3. D. Smart, T. E. Such and S. J. Wake: Trans. IMF, 1983, 61, 105. =
4. J. Gyllenspetz, S. Renton and J. C. Crowther: Trivalent chromium
electroplating baths and electroplating therefrom, US patent
3954574, 1976.
5. D. J. Barclay and W. M. Morgan: Electrodeposition of
chromium, US patent 4062737, 1977.
6. J. C. Crowther and S. Renton: Methods of regenerating a
chromium electroplating bath, US patent 4038160, 1977.
7. J. C. Crowther: Chromium electroplating baths, US patent
4053374, 1977.
8. J. Gyllenspetz and S. Renton: Compositions for use in chromium
plating, US Patent 4054494, 1977.
9. D. J. Barclay and W. M. Morgan: Methods and composition for
electroplating chromium and its alloys and the method of
manufacture of the composition, US patent 4141803, 1979.
10. D. J. Barclay and W. M. Morgan: Electroplating chromium and its
alloys, US patent 4161432, 1997.
11. D. J. Barclay and J. M. L. Vigar: Elimination of anode hydrogen
cyanide formation in trivalent chromium plating, US patent
4256548, 1981.
12. D. J. Barclay and J. M. L. Vigar: Low concentration trivalent
chromium electroplating solution and process, US patent 4278512,
1981.
13. J. M. L. Vigar: Process for the deposition of thick chromium films
from trivalent chromium plating solutions and article so produced,
US patent 4293620, 1981.
14. D. J. Barclay and J. M. L. Vigar: Trivalent chromium electro-
plating solution process, US patent 4374007, 1983.
15. D. J. Barclay and W. M. Morgan: Method of and solution for
electroplating chromium and chromium alloys and the method for
making the solution, US patent 4417955, 1983.
16. D. J. Barclay, W. M. Morgan and J. M. L. Vigar: Trivalent
chromium electroplating baths, US patent 4448648, 1984.
17. D. J. Barclay, W. M. Morgan and J. M. L. Vigar: Trivalent
chromium electroplating baths, US patent 4448649, 1984.
18. D. J. Barclay, W. M. Morgan and J. M. L. Vigar: Bath and process
for the electrodeposition of chromium, US patent 4472250, 1984.
19. D. J. Barclay, W. M. Morgan and J. M. L. Vigar:
Electrodeposition of chromium and its alloys, US patent
4502927, 1985.
20. P. Y. J. Le Goff: Fractional distillation process and applications
thereof to the production of thermal or mechanical energy from
two low level heat sources, US patent 4507175, 1985. >
21. N. Deeman: Electrodeposition of chromium, US patent 4473448,
1984.
22. D. R. Lide: Handbook of chemistry and physics, 72nd edn; 1991,
Boca Raton, FL, CRC Press.
23. A. Watson, C. U. Chisholm and M. R. El-Sharif: Trans. IMF,
1986, 64, 149.
24. A. Watson, A. M. H. Anderson, M. R. El-Sharif and C. U.
Chisholm: Trans. IMF, 1991, 69, 26.
25. M. R. El-Sharif, S. Ma and C. U. Chisholm: Trans. IMF, 1995, 73,
19.
26. S. K. Ibrahim, A. Watson and D. T. Gawne: Trans. IMF, 1997, 75,
181.
27. A. Brenner: Electrodeposition of alloys, Vol. 2, 292293; 1963,
New York, Academic Press.
28. E. Yeager, J. OM. Bockris and S. Sarangapani: A comprehensive
treatise of electrochemistry, Vol. 6; 1983, New York, Plenum
Publications.
29. T. R. Rosebrugh and W. L. Miller: J. Phys. Chem., 1910, 14, 816
884.
30. Y. G. Siver: Russ. J. Phys. Chem., 1960, 34, 273277.
31. J. L. Schnoor, C. Sato, D. McKetchnie and D. Sahoo: Process
coefficients and models for simulating toxic organics and heavy
metals in surface waters (Process coefficients), EPA/600/3-87/015,
Environmental Protection Agency, Athens, GA, USA, 1987.
32. J. OM Bockris: Modern aspects of electrochemistry; 1959,
London, Butterworths Press.
33. E. W. Brooman: Metal Finish., 2001, 99, (6), 100106.
34. MacDermid PLC: Commercial process Mach 2, MacDermid PLC,
Birmingham, UK.
35. MacDermid PLC: Commercial process TriMac III, MacDermid
PLC, Birmingham, UK.
Transactions of the Institute of Metal Finishing imf84062.3d 14/9/06 16:55:35
The Charlesworth Group, Wakefield +44(0)1924 369598 - Rev 7.51n/W (Jan 20 2003)
Handy et al. Eletrodeposition of chromium and corrosion rate of nickel/chromium coatings
Transactions of the Institute of Metal Finishing 2006 VOL 84 NO 6 9
Authors Queries
Journal: Transactions of the Institute of Metal Finishing
Paper: 84062
Title: Theoretical aspects of electrodeposition of decorative chromium from trivalent electrolytes and
corrosion rate study of different nickel/chromium coatings
Dear Author
During the preparation of your manuscript for publication, the questions listed below have arisen. Please attend to
these matters and return this form with your proof. Many thanks for your assistance
Query
Reference
Query Remarks
1 Author: Please confirm the short
title.
2 Author: Please provide 45 key-
words.
3 Author: Please confirm the
names of the authors in Refs.
421.
4 Author: Please confirm the
change of the title of this patent.
Transactions of the Institute of Metal Finishing imf84062.3d 14/9/06 16:55:35
The Charlesworth Group, Wakefield +44(0)1924 369598 - Rev 7.51n/W (Jan 20 2003)
220
APPENDIX 2
Publication 2
Authors Stacey Hingley and Prof Chike F Oduoza
Year 2011
Title An Investigation into a Copper/Tin Alloy as an Underlying
Coating to Chromium.
Journal Journal of Materials Science and Engineering B
Volume 1
Pages 140-420
Journal of Materials Science and Engineering B 1 (2011) 410-420
Formerly part of Journal of Materials Science and Engineering, ISSN 1934-8959
An Investigation into a Copper/Tin Alloy as an
Underlying Coating to Chromium
Stacey Hingley and Chike Oduoza
University of Wolverhampton, Wulfruna Street, Wolverhampton, WV1 1LY, UK
Received: December 16, 2010 / Accepted: January 07, 2011 / Published: September 25, 2011.
Abstract: The electroplating industry has been under intense pressure over the last few years due to numerous factors which include
the increase in metal prices, economic climate and the new regulations. These factors have led the electroplating industry to find more
economical and less harmful chemicals. The characteristics and properties of a copper-tin alloy as an alternative to the nickel deposit
under chromium were investigated due to the increasing concern over health risks associated with nickel metal and its soluble salts.
Spectrophotometry was used to identify the colour of the deposits by using the L*a*b* colour space. The results showed that the colour
of the chromium did not change regardless of the deposit below. However, there was a colour difference between the Cu-Sn and nickel
deposit, the Cu-Sn deposit was lighter, less green and more blue than the nickel deposit with the numeric values L* = 86.26, a* = 0.40
and b* = 3.25, nickel proved to be the most red and most yellow in colour with the numeric values L* = 83.12, a* = 0.81, b* = 6.68.
Atomic force microscopy (AFM) characterised the surface roughness of the deposits by reporting the RMS and Rmax values. The
results identified the Cu-Sn deposit to have an increased roughness to its structure with values of 8.30 nm and 73.0 nm, respectively
compared to the nickel deposit with values of 3.08 nm and 18.6 nm respectively. Corrosion performance was measured by two methods,
(1) electrochemical test using linear polarisation and (2) accelerated corrosion test using both neutral salt spray (NSS) and copper
accelerated acetic acid salt spray (CASS). The accelerated corrosion tests identified the nickel deposit to provide better corrosion
protection compared to the Cu-Sn deposit, however the electrochemical test indicated the Cu-Sn deposit with a calculated corrosion
rate of 0.232 mm per year would provide better corrosion protection than the nickel deposit with a corrosion rate calculated as 0.285
mm per year. To conclude, the Cu-Sn deposit could not replace nickel in all applications but it could be used as an alternative to the
nickel in applications where appearance was primary, but it would be unable to replace nickel where corrosion protection was foremost.
Key words: Cu-Sn alloy, trivalent chromium, linear polarisation, AFM.
1. Introduction
Electrodeposited nickel is widely used in many
applications. A typical application is the corrosion
protection it offers in conjunction with chromium
plating. The reclassification of nickel and its salts to a
more toxic chemical status has led the electroplating
industries to research into a replacement for the nickel
layer. This paper investigates if an alloy of copper and
tin could be a suitable replacement for the nickel
deposit under chromium. The colour, corrosion
protection and surface imaging of the Cu-Sn deposit
will be compared to the nickel deposit.
Corresponding author: Stacey Hingley, Ph.D., research
field: electroplating. E-mail: s.l.handy@wlv.ac.uk.
1.1 Background
In 1996, an EU risk assessment was set up to
investigate nickel and its compounds with regard to the
effect it has on human health and also the
environmental impact. EU risk assessment evaluates
and sets out controls for existing substances imported
into the EU when volumes exceed 10 tonnes per year.
For this to happen the nickel substances in question
need to be on the priority list and a Member State
volunteers to act as Rapporteur. In this case, it is the
Danish Environmental Protection Agency (D-EPA).
There are five listed priority substances undergoing
risk assessment. Since 1996 nickel metal and nickel
sulphate have been on the 3rd priority list and since
2000, nickel chloride, nickel nitrate and nickel
An Investigation into a Copper/Tin Alloy as an Underlying Coating to Chromium
411
carbonate have been on the 4th priority list.
In February 2007, there was a reclassification of the
five nickel substances. Soluble nickel compounds
(nickel sulphate, chloride, nitrate and carbonate)
became classified as category 1 human carcinogens by
inhalation (known to be carcinogenic to man), category
2 reproductive toxicants (may cause harm to the unborn
child) and chronic toxicant (T; R48-23). Nickel metal
became classified as category 3 carcinogen (limited
evidence of a carcinogenic effect) and chronic toxicity
(T; R48/23).
1.2 Review of the Health Risks Associated with Nickel
and Nickel Salts
The literature provides evidence of nickel salts being
carcinogenic [1-11] although not all publications
support the findings. An assessment carried out by
Oller in 2002 [12] found no proof that soluble nickel
compounds caused cancer. What he did find was that
high concentrations of soluble nickel salts could cause
chronic respiratory toxicity and enhance the tumour
response elicited by inhalation of carcinogens (such as
cigarette smoke or insoluble nickel salts). A concern
with epidemiologic studies of cancer is determining
whether soluble nickel compounds have a causal or
enhancing effect due to the lack of full data available.
When conducting studies into nickel compounds and
their carcinogenic effect, the factors that should be
taken into account are: (1) Exposure limits; (2)
Isolation of the person to just soluble or insoluble
nickel compounds; (3) No contact with other known or
suspected carcinogenic substances; (4) The health of
the individual including family history of any cancers.
Carcinogenic studies are difficult to conduct due to
external factors that cannot be controlled. An example
is the exposure to other known carcinogens such as
cigarette smoke. A large proportion of the population
smoke (1 in 4 people [13]) and the known carcinogenic
effect of smoking and passive smoking are well known
[14], so isolating the carcinogenic effect caused by
nickel exposure alone becomes problematic.
Health risk associated with nickel dermatitis also
known in the electroplating industry as nickel itch
occurs when nickel salts are absorbed into the body. An
allergic reaction takes place and in most cases, it can be
seen in the form of a rash. Nickel allergy is one of the
major factors for hand eczema; 30%-40% of people
who are nickel sensitive suffer from it [15]. Different
studies have found that an increase in contact time
between nickel and the sweat solution increases the
amount of nickel dissolved [15, 16].
1.3 Legislative and Regulating Guidance on the Use of
Nickel Compounds
Controlling the risk of skin exposure to nickel and its
salts within a work place can help prevent sensitisation.
Less exposure to nickel reduces the risk of becoming
sensitised. This can easily be done by following the
COSHH (Control of Substances Hazardous to Health)
regulations effective from 2002. It requires that skin
exposure to nickel and its salts are prevented or
adequately controlled at work. If prevention is not
possible then the use of Personal Protective Equipment
(PPE) is required; this would include gloves, eye
protection and wearing overalls. The Health and Safety
Executive (HSE) states that the role of PPE should only
be used as a last resort for removing any risk to health;
all other measures must be carried out first.
The public is exposed to nickel metal through
everyday life. Costume jewellery uses nickel as a silver
replacement to reduce costs and the clothing industry
used nickel on belt buckles and buttons [17]. A person
who is not sensitised to nickel would not react to these
objects, but continuous contact with nickel could cause
them to become sensitised. Stainless steel cutlery found
in most households is not harmful to the majority of
people who are sensitised to nickel because the nickel
in the stainless steel is tightly bound in the alloy [17]
and therefore not freely available on the surface.
However there are people who are sensitised when
handling stainless steel and are known to be
hyper-sensitive to nickel [18]. In the UK, it is
An Investigation into a Copper/Tin Alloy as an Underlying Coating to Chromium
412
thought that 30% of the population is allergic to nickel
with a higher percentage of women compared to men.
It is not understood if the age or sex of a person is a
determinant or other factors such as culture, occupation
and habits. A plausible theory for the high percentage
of women being allergic to nickel is because they are
more likely to come into contact through piercings and
jewellery while men tend to have contact through their
work [19].
The need to seek an alternative replacement for
nickel in spite of its utility in the plating industry is
driven by the health and safety issues concerning its
use. Soluble nickel compounds account for 12%-14%
of the total nickel demand
[20], therefore their
reclassifications mean they must undergo the
authorisation procedure of REACH (Registration,
Evaluation & Authorisation of Chemicals), a new law
enforced from June 2007 to improve protection of
human health and the environment. The chemical
industry will now have greater responsibility to
manage the volume of chemicals they handle and the
risks the chemicals pose. Hazard information will be
stored on a database and can be referred to by all
concerned. REACH aims to progressively replace the
more hazardous chemicals with less harmful
alternatives as they are identified [21].
There are a few replacements proposed for nickel but
only for a limited number of applications. A typical
replacement is a copper-tin alloy called white bronze
also known as speculum which has a similar
appearance to silver [22]. The Cu-Sn alloy is often
plated over a bright copper deposit to give a luscious
finish due to the Cu-Sn alloy not having its own
brightener system. Literature has shown the Cu-Sn
alloy to have better corrosion resistance than nickel,
and offers good wear resistance which is an
advantage for the jewellery industry [23]. There
appears to be no commercial alternative for the
replacement of nickel when used under chromium. If
the nickel can be replaced this would reduce nickel
exposure to both workers in the electroplating
industry and the public as a whole.
2. Experimental Procedures
2.1 Electroplating Sequence
Brass panels (size 10 7.5 0.05 cm) were prepared
using a standard pre-treatment process which involved
a cathodic electro-cleaner (Metex PS Activax) used at
80
o
C at a current density of 0.3 amps/dm
2
for 3 min;
this removed any oil and grease from the brass surface,
then followed by an anodic cleaner (Metex PE E5) at
80
o
C, 2 amp/dm
2
for 3 min, and then to finish the
pre-treatment stage, the panels were soaked in an acid
dip (Metex M-629) for 3 min to remove any oxide
layers before plating. Fig. 1 shows the typical plating
sequence for the standard nickel and chromium process.
The panels were plated in the nickel electrolyte (NiMac
Clarion II) at 55 C at a current density of 4 amps/dm
2
for 30 min to give a deposit thickness of 20 m. The
chromium electrolyte (TriMac III) if required is then
plated at 60 C and at a current density of 10 amps/dm
2
for 12 min to give a deposit thickness of 0.3 m.
Fig. 2 shows the plating sequence for the
electrodeposition of the Cu-Sn and chromium deposits.
The brass panels were plated with bright copper
(CuMac Rival) at 25 C at a current density of 3
amps/dm
2
for 30 min to give a plating thickness of 20
m, then followed by the Cu-Sn electrolyte (Starvet)
used at 55 C at a current density of 1.0 amps/dm
2
for 5
minutes for a plating thickness of 1 m. If required the
chromium electrolyte (TriMac III) was plated at 60 C
at a current density of 10 amps/dm
2
for 12 min to give a
deposit thickness of 0.3 m. All pre-treatment
solutions and electrolytes are available commercially
and were supplied by MacDermid PLC.
The acid copper was plated to give the same overall
deposit thickness as the standard nickel and chromium
process. The Cu-Sn deposit is not plated commercially
above a few microns due to its change in appearance
from a silvery bright deposit to a dull grey deposit
(which is unsuitable as a nickel replacement). This
An Investigation into a Copper/Tin Alloy as an Underlying Coating to Chromium
413
Fig. 1 Process sequence for the electrodeposition of bright nickel and trivalent chromium onto a brass substrate.
Fig. 2 Process sequence for the electrodeposition of Cu-Sn deposit and trivalent chromium onto a brass substrate.
An Investigation into a Copper/Tin Alloy as an Underlying Coating to Chromium
414
approach allowed the corrosion testing to be
comparable between the two plating sequences as they
were of similar overall deposit thickness.
2.2 Colorimetric Analysis
Colorimetric analysis was carried out to determine
the colour difference between the deposits. A
spectrophotometer (Konica Minolta, model CM-2600d)
was used to characterise the colour as a numeric value,
therefore allowing a better comparison of colour
without it being subjective [24]. The colour is reported
using the L*a*b* colour space, which allows an
independent evaluation and consistency of results [25].
The readings were taken across the panel to account for
high and low current density areas and the average
reading taken.
L* indicates lightness of the deposit, the values
range from 0-100, the higher the value the lighter the
deposit.
a* indicates the red and green colour of the deposit,
the values range being between -60 to +60, the more
positive the value the more red in colour, while the
more negative the value the more green in colour.
b* indicates the yellow and blue colour of the
deposit, the values range between -60 to +60, the
positive value stands for yellow while the negative
value stands for blue.
2.3 Atomic Force Spectroscopy (AFM) Analysis
Atomic force spectroscopy (Veeco Dimension 3100)
was used to calculate the roughness of the deposits by
using the contact mode technique. This would help
identify a more detailed surface characterisation of
each deposit as it is able to quantitatively measure the
surface roughness to a nanometer scale. Rmax (Eq. (1))
represents the maximum vertical distance between the
highest and lowest data points in the same image
following the plane fit. RMS (Eq. (2)) is the root mean
square average of height deviations taken from the
mean image data plane, the roughness calculation
(RMS) is simple and most common method for
observing any changes in the surfaces topography [26].
0
0
max
N
X X
R
=
(1)
1
2
0
) (
=
N
X X
RMS
(2)
where X is the value of heights across the entire image
and N is the number of data points. A limitation with
using RMS algorithm is that it will work with the best
fit of all the height points and not the spatial frequency
of the features.
2.4 Corrosion Analysis
Two different methods were used to inspect the
corrosion performance of the different deposits. The
first method was by linear polarisation, an
electrochemical method where current is applied 20
mV either side of the open circuit potential. From this
the corrosion current (I
corr
) and corrosion rate in
millimetres per year (MPY) can be calculated. The
second method is by visual corrosion observed on each
sample; this is achieved by putting the samples in a
corrosion cabinet and introducing a corrosive
atmosphere to accelerate corrosion. This study used
two types of corrosive atmospheres, 1) Neutral Salt
Spray (NSS) and 2) Copper Accelerated acetic acid
Salt Spray (CASS). Each method will be explained in
more detail later in this section. Accelerated corrosion
methods cannot be related to actual time and is
subjective to the individual interpretation, but results
are comparative to each other when tested to the same
specification and evaluation.
2.4.1 Linear Polarisation Measurements
The corrosion current density I
corr
was determined by
a linear polarisation method using a potentiostat (EG +
G Instruments, model 263A). This was carried out in
5% neutral sodium chloride solution using a Ag/AgCl
reference electrode over a potential range of +/- 20 mV
versus open circuit potential. The 1 cm
2
surface area of
the sample was left to equilibrate for 1 h in the NaCl
solution. Each panel was analysed five times and the
average value was reported. The corrosion current
density can be converted to corrosion rate in
An Investigation into a Copper/Tin Alloy as an Underlying Coating to Chromium
415
millimetres per year (mpy) according to Eq. (3) [27].
MPY = I
corr
() (1/) () (3)
where I
corr
is the corrosion current density in amps/cm
2
,
is a combination of several conversion terms and is
1.2866 10
5
[equivalents.sec.ml]/[Coulombs.cm.year],
is the metal density in grams/cm
3
, is the equivalent
weight of the metal in grams (equivalent weight is the
molecular weight of the metal divided by the number of
electrons in the anodic half reaction).
Electrochemical corrosion measurements are used to
accelerate the corrosion of the metal by applying a
voltage which will push the metal/electrolyte interface
beyond its steady state conditions, this causing an
electrical current to flow which is measurable. The
results can then be interpreted to determine the metallic
corrosion behaviour and estimate the corrosion
resistance [27].
2.4.2 Neutral Salt Spray (NSS) Corrosion Analysis
A 5% sodium chloride solution was made to ASTM
B117 specification (50 g/L sodium chloride, pH
adjustment with sodium hydroxide or hydrochloric
acid) and operated to the ASTM B117 specification.
ASTM B117 specification is a popular standard used
by industries such as the aerospace, automotive,
military and medical to name a few [28]. The running
of the test and evaluation will be standardised by each
industry as they set out their own criteria for a pass
depending on the level of corrosion protection required.
This method is the least aggressive atmosphere out of
the two conditions selected.
2.4.3 Copper Accelerated Acetic Acid Salt Spray
(CASS) Corrosion Analysis
A salt solution was made to ASTM B368
specification (50 g/L sodium chloride, 0.25 g/L copper
chloride, pH adjustment with acetic acid). The
corrosion cabinet was operated to the ASTM B368
specification. ASTM B368 was originally developed
for chromium electroplating on nickel and
chromium/nickel/copper electroplating [29]. It is a
more aggressive test than ASTM B117 due to the more
acidic environment and the addition of copper to the
salt solution.
The corrosion rating for both NSS and CASS is
measured according to ASTM B537 specification
(standard practice for rating of electroplated panels
subjected to atmosphere exposure). The first rating is
assigned to the appearance as affected by corrosion of
the substrate. A second rating is assigned to the
appearance as affected by deterioration of the coating
itself.
3. Results
3.1 Colorimetric Results
Comparing the colour difference of the deposits, the
Cu-Sn deposit was lighter and bluer than the bright
nickel. The chromium deposit was lighter, greener and
bluer than the bright nickel and the Cu-Sn deposits.
The colour of the chromium deposit remained constant
showing the electroplated deposit underneath had little
or no effect on the overall colour.
Table 1 shows the L*a*b* values obtained for each
panel. For this study, Cu-Sn deposit could not be plated
to the same thickness as the bright nickel deposit, since
above a few microns, the appearance of the deposit is
sacrificed (giving a dull grey/silver deposit). The
appearance of this thicker Cu-Sn deposit therefore
would not be an acceptable replacement for nickel.
3.2 AFM Results
The AFM results from this study identify the nickel
deposit to be the smoothest of all the deposits
characterised with an RMS and Rmax values of 3.08 nm
Table 1 Average L*a*b* colour values for electroplated deposits.
Deposit L* a* b*
Bright nickel 83.12 0.81 6.68
Bright nickel + Chromium 82.78 -0.21 0.66
Cu-Sn (1 m) 86.26 0.40 3.25
Cu-Sn (1 m) + Chromium 82.89 -0.26 0.93
An Investigation into a Copper/Tin Alloy as an Underlying Coating to Chromium
416
and 18.6 nm respectively. The Cu-Sn deposit is the
roughest of all deposits studied with the following
RMS and Rmax values of 8.30 nm and 73.0 nm,
respectively. The chromium deposit increases the
roughness of the nickel deposit giving RMS and Rmax
values of 3.91 nm and 36.6 nm, respectively, but
reduces the roughness when plated onto the Cu-Sn
deposit with values of RMS 5.60 nm and Rmax 33.7
nm. The acid copper deposit was found to have a RMS
value of 5.92 nm and Rmax of 58.5 nm. A thicker
Cu-Sn deposit was plated to show that the roughness
increased with thickness to give a RMS value of 12.6
nm and Rmax value of 120.0 nm. All results can be
found in Table 2 and Figs. 3-8 show the AFM three
dimension images of all the deposits plated.
3.3 Corrosion Results
3.3.1 Linear Polarisation Results
Linear polarisation results indicated that whilst
Cu-Sn deposit has similar corrosion current density to
chromium plated deposit, the bright nickel deposit has
a much higher corrosion current density compared to
all other deposits. Table 3 shows the corrosion current
densities for all panels plated.
The corrosion rates show
that the chromium deposit with either nickel or Cu-Sn
deposit underneath has the slowest corrosion rate of
0.024 and 0.034, respectively. The nickel deposit has
the highest corrosion rate of 0.285 mpy compared to all
other deposits. From these results it would be expected
that the Cu-Sn deposit would show better corrosion
resistance in the corrosion cabinets compared to the
nickel deposit (this is not the case when evaluating the
NSS and CASS) and the chromium deposit would
provide the best protection overall (this was supported
by the NSS and CASS results). It is important to note
that the I
corr
value is an average corrosion current
density of the surface and will not isolate areas of
higher and lower corrosion current densities. The
following assumptions were made when calculating the
corrosion rate:
(1) The alloy composition of the Cu-Sn deposit was
2 copper atoms to 1 tin atom with an average molecular
mass;
(2) All deposits were assumed pure for the density
value;
(3) All deposits were free from any defects on the
surface.
3.3.2 NNS Results
The NSS corrosion cabinet results shown in Table 4
indicate that the bright nickel deposit had no corrosion
defects after 24 h but did discolour, after 48 h the
deposits appearance deteriorated but still provided
protection to the substrate, while after 72 h the bright
nickel deposit showed localised corrosion sites in a few
areas down to the substrate. The bright
nickel/chromium panels showed there were no defects
or discolouration to the chromium deposit after 72 h.
Inspection of Cu-Sn deposit after 24 h showed the
appearance of corrosion sites. As testing continued, the
Cu-Sn deposits showed an increasing number of
defects to the overall panel and corrosion spots through
to the substrate were evident. The Cu-Sn/chromium
deposit showed a slight increase in corrosion protection
when compared to the Cu-Sn deposit alone. The
Cu-Sn/chromium deposit did have increased corrosion
defects when compared to the nickel/chromium coatings.
3.3.3 CASS Results
The CASS corrosion cabinet results presented in
Table 2 AFM Roughness Measurements.
Deposit RMS (nm) Rmax (nm)
Bright nickel 3.08 18.6
Bright nickel + Chromium 3.91 36.6
Acid copper 5.92 58.5
Cu-Sn (1 m) 8.30 73.0
Cu-Sn (1 m) + Chromium 5.60 33.7
Cu-Sn (12 m) 12.6 120.0
An Investigation into a Copper/Tin Alloy as an Underlying Coating to Chromium
417
Fig. 3 AFM image of the nickel deposit.
Fig. 4 AFM image of the nickel + chromium deposit.
Fig. 5 AFM image of the Cu-Sn deposit (1 m).
Fig. 6 AFM image of the Cu-Sn deposit + chromium
deposit.
Fig. 7 AFM image of the acid copper deposit.
Fig. 8 AFM image of the Cu-Sn deposit (12 m).
5 m
5 m
5 m
5 m
5 m
5 m
-0.2 nm
An Investigation into a Copper/Tin Alloy as an Underlying Coating to Chromium
418
Table 3 Average I
corr
values for electroplated deposits.
Deposit Average I
corr
(nA/cm
2
) Corrosion rate (mpy)
Bright nickel 483 0.285
Bright nickel + chromium 77 0.024
Cu-Sn (1 m) 197 0.232
Cu-Sn (1 m) + chromium 108 0.034
Table 4 NSS results (ASTM B117).
Deposit Rating after 24 h Rating after 48 h Rating after 72 h
Bright nickel 10/2 8/2 3/1
Bright nickel + chromium 10/10 10/10 10/10
Cu-Sn (1 m) 4/4 4/4 3/2
Cu-Sn (1 m) + chromium 8/8 6/5 4/2
Table 5 CASS results (ASTM B368).
Deposit Rating after 8 h Rating after 16 h
Bright nickel 2/2 1/1
Bright nickel + chromium 10/10 10/8
Cu-Sn (1 m) 4/4 4/4
Cu-Sn (1 m) + chromium 6/6 5/5
Table 5 established that the bright nickel deposit
provided the least corrosion protection compared to all
other deposits, while chromium plated onto bright
nickel deposit provided the best corrosion protection.
The nickel/chromium deposit after 8 h showed no
visible corrosion sites, after 16 h small corrosion sites
in the chromium deposit were starting to form. The
inspection of the Cu-Sn deposits after 8 h showed the
corrosion had spread evenly over the panel, while after
16 h the Cu-Sn deposit had not corroded as fast as the
nickel deposit. The chromium plated onto the Cu-Sn
deposits did improve the corrosion protection
compared to only the Cu-Sn deposit alone, although
corrosion sites were still visible. Overall, the chromium
deposit provided better corrosion protection when
plated on top of bright nickel compared to being plated
onto Cu-Sn deposit. When evaluating accelerated
corrosion results such as in NSS and CASS, it is not
possible to relate the results to actual corrosion
performance. It can only be used as a comparison to
other deposits that have undergone the same test.
4. Discussion
The Cu-Sn deposit plated to a thickness of 1 m to
obtain a bright silver finish is achieved by the bright
copper substrate; the brightness of the copper
penetrates through the thin Cu-Sn deposit giving it the
required bright finish, similar to that of nickel. The
chromium plated over either nickel or the Cu-Sn
deposit shows little variation in colour, this proving the
Cu-Sn deposit could replace nickel in terms of
appearance. The thicker Cu-Sn deposit showed
increased roughness when plated to 12 m, thus
scattering the light more and therefore the deposit
appears dull and not comparable to the appearance of
the nickel deposit. This concludes that there is a limit to
the thickness the Cu-Sn can be plated. The thinner
Cu-Sn deposit however has the disadvantage of it being
porous; as a consequence the corrosion protection is
reduced. The contradicting results of the linear
polarisation and corrosion cabinet tests highlight the
pores in the Cu-Sn deposit. The electrochemical test
indicate that the Cu-Sn deposit provides more
corrosion protection than the nickel deposit so
therefore should be confirmed by the accelerated
corrosion testing, however, as highlighted previously
the results actually contradict each other. This can be
explained by the Cu-Sn deposit being porous, the pores
An Investigation into a Copper/Tin Alloy as an Underlying Coating to Chromium
419
in the deposit allow a corrosion path to the substrate
and therefore not providing much in terms of corrosion
protection (this was seen by the localised corrosion
sites on the panels). The linear polarisation does not
take into account of any surface defects or impurities of
a deposit and therefore didnt highlight the pores.
Bright nickel deposits plated to a thickness of 20 m
are not porous, this is shown by accelerated salt spray
tests indicating localised corrosion sites. These sites
tend to start where the deposit has a defect and
therefore not spread evenly over the deposits surface.
Pores however are spread evenly throughout the
deposit and therefore a distinction between the two can
be made. The difference seen between the nickel
deposit and the Cu-Sn deposit was that the nickel
deposit showed only a few localised corrosion sites
which increased in size with continued exposure to the
salt solution, where the Cu-Sn deposit had numerous
but smaller corrosion sites all over the panel surface.
The chromium deposit is also porous similar to
Cu-Sn as it is only plated to 0.3 m. As the pores are
distributed evenly over the chromium surface, it is less
likely that there would be localised corrosion sites as
seen with the nickel deposit. The smaller areas of
corrosion, which will start at a pore, are distributed
evenly over the chromium surface and therefore
provide a more aesthetically appealing deposit as it
starts to corrode. The porous chromium deposit works
well with a non-porous nickel deposit underneath as the
corrosion can spread under the chromium deposit but
not penetrate through the nickel to the substrate so fast,
as shown by the corrosion ratings given to the
nickel/chromium deposit compared to the
Cu-Sn/chromium deposit. The porous Cu-Sn deposit
provides a path for the corrosion to penetrate to the
underlying coating in this case it is the acid copper. The
idea was that the copper would provide the same
non-porous layer as the bright nickel deposit, but
although the copper deposit is non-porous it corrodes
faster than the nickel so the corrosion starts becoming
visible over the whole deposit, thus compromising the
overall appearance of the deposit.
Once the deposits are exposed to 16 h CASS or 72 h
NSS it is seen that there is little difference between the
Cu-Sn and bright nickel deposit, thus demonstrating
that corrosion as soon as it has been established
whether localised or evenly distributed over the surface,
eventually the deposit reaches a level where corrosion
becomes clearly visible. Overall, the best protection
against corrosion is the widely used bright
nickel/chromium deposit as it outperforms all the other
deposits tested in this study.
5. Conclusions
The objective of this study was to characterise a
Cu-Sn deposit and determine if it was a practical
alternative to the nickel layer under decorative
chromium. On the basis of this study the following
conclusion was reached. The Cu-Sn deposit could
replace the nickel layer under chromium to produce an
acceptable appearance but it could not match the same
corrosion performance as the nickel deposit under
chromium; therefore the Cu-Sn deposit would not be a
suitable replacement for the nickel deposit where
corrosion protection is primary. Other conclusions
drawn from this study are as follows:
(1) The colour of the chromium deposit does not
vary greatly when plated on to either Cu-Sn deposit or
bright nickel deposit;
(2) The Cu-Sn/chromium deposits do not provide
the same level of corrosion protection as
nickel/chromium deposits;
(3) The corrosion rate of the Cu-Sn deposit is lower
than bright nickel indicating that it could provide better
corrosion protection to the substrate if the deposit was
not porous;
(4) Cu-Sn deposit will not replace nickel where
corrosion protection is required;
(5) Cu-Sn/chromium deposits have the potential to
replace nickel/chromium deposits where used
primarily for cosmetic appearance and in a moderately
corrosive atmosphere.
An Investigation into a Copper/Tin Alloy as an Underlying Coating to Chromium
420
Acknowledgments
The authors wish to show their gratitude to the
EPSRC, Kohler-Mira PLC and MacDermid PLC for
the sponsorship of this project and also MacDermid
PLC for the use of their chemicals and equipment. S.L.
Handy would like to thank the School of Engineering
and Built Environment, University of Wolverhampton
for their support during the course of this study.
References
[1] T.K. Grimsrud, S.R. Berge, J.I. Martinsen, A. Andersen,
Lung cancer incidence among Norwegian nickel refinery
workers 1953-2000, J. Environ. Monitor. 5 (2003)
190-197.
[2] IARC, Report of the International Committee on Nickel
Carcinogenesis in Man, Work-Environment-Health,
IARC, 1990.
[3] K.S. Kasprzak, F.W. Sunderman, S. Salnikow, Nickel
carcinogenesis, Mutat. Res. 533 (2003) 67-97.
[4] M. Kiilunen, J. Utela, T. Rantanen, H. Norppa, A.
Tossavainen, Exposure to soluble nickel in electrolytic
nickel refining, Ann. Occup. Health 41(1997)167-188.
[5] R.E.G. Rendall, J.I. Phillips, K.A. Renton, Death
following exposure to fine particulate nickel from a metal
arc process, Ann. Occup. Health 38 (1994) 921-930.
[6] K. Salnikow, K.S. Kasprzak, Ascorbate depletion: a
critical step in nickel carcinogenesis, Environ Health Persp.
113 (2005) 577-584.
[7] E. Symanski, W. Chan, C. Chang, Mixed effects model
for the evaluation of long-term trends in exposure levels
with an example from the nickel industry, Ann. Occup.
Health 45 (2001) 71-81.
[8] P. Bright, P.S. Burge, S.P. O'Hickey, P.F. Gannon, A.S.
Robertson, A. Boran, Occupational asthma due to chrome
and nickel electroplating, Thorax 52 (1997) 28-32.
[9] R.E. Waller, The combined effects of smoking and
occupational or urban factors in relation to lung cancer,
Ann. Occup. Health 15 (1972) 67-71.
[10] WHO, IARC Monographs on the Evaluation of
Carcinogenic Risk to Humans, 1990.
[11] M.A. Zoroddu, L. Schinocca, T. Kowalik-Jankowska, H.
Kozlowski, K. Salnikow, M. Costa, Molecular
mechanisms in nickel carcinogenesis: modeling Ni(II)
binding site histone H4, Environ. Health Persp. 110 (2002)
719-723.
[12] A.R. Oller, Respiratory carcinogenicity assessment of
soluble nickel compounds, Environ. Health Persp. 110
(2002) 841-844.
[13] National-Statistics Smoking, 2006, available online at:
http://www.statistics.gov.uk/CCI/nugget.asp?ID=1327&P
os=2&ColRank=1&Rank=326.
[14] Cancer-Research, Smoking and Cancer, 2008, available
online at: http://info.cancerresearchuk.org/healthyliving/
smokingandtobacco/.
[15] C. Linden, S. Carter, Nickel release from coins, Contact
Dermatitis 44 (2001) 160.
[16] J.D. Hemingway, M.M. Molokhia, The dissolution of
metallic nickel in artificial sweat, Contact Dermatitis 16
(1987) 99-105.
[17] A.K. Cerveny, R.T. Brodell, Blue jean button dermatitis
nickel allergy presenting as a periumbilical rash, Postgrad
Med. Minneapolis 112 (2002) 79.
[18] P. Haudrechy, J. Foussereau, B. Mantout, B. Baroux,
Nickel release from 301 and 316 stainless steel in synthetic
sweat, Comparision with nickel and nickel plated metals,
Corros. Sci. 35 (1993) 329-336.
[19] C. Kwangsukstith, H.I. Maibach, Effect of age and sex on
the induction and elicitation of allergic contact dermatitis,
Contact Dermatitis 33 (1995) 289-298.
[20] Nickel-Institute, EU Risk Assessment Communication
Workshop, 2005.
[21] REACH, What is REACH? 2009, available online at:
http://ec.europa.eu/environment/chemicals/reach/reach_in
tro.htm.
[22] F. Simon, Alternative for nickel in electroplating
processes, Plat. Surf. Finish 81 (1994) 16-19.
[23] F. Simon, New tin alloy electrolytes for deposition of
functional and decorative layers, AESF Surface Finishing
Technology, Into the Millennium Electroplaters and
Surface Finishing (2000) 359-367.
[24] Kioskea.net CIE/Lab (L*a*b) coding, 2008, available
online at: http://en.kioskea.net/contents/video/cie-
lab.php3.
[25] Konica-Minolta, Precise Color Communication, Konica
Minolta Sensing Inc, 1998.
[26] A.M. Skolnik, W.C. Hughes, B.H. Augustine, A metallic
surface corrosion study in aqueous NaCl solution using
atomic force microscopy (AFM), Chemical Educator 5
(2000) 8-15.
[27] W.S. Tait, An Introduction to Electrochemical Corrosion
Testing for Practicing Engineers and Scientists, Plan O
Docs Publications, USA, 1994.
[28] IHS Standards, 2008, available online at:
http://global.ihs.com/search_res.cfm?RID=Z56&MID=52
80&input_doc_number=ASTM%20B%20117&s_kwcid=
astm%20b117|2885220074&gclid=CKjXuqzQ-poCFZF_
3godJEGRew.
[29] ASTM, ASTM B368-09, 2009, available online at:
http://www.astm.org/Standards/B368.htm.
Das könnte Ihnen auch gefallen
- Amorphous and Nano Alloys Electroless Depositions: Technology, Composition, Structure and TheoryVon EverandAmorphous and Nano Alloys Electroless Depositions: Technology, Composition, Structure and TheoryNoch keine Bewertungen
- Electroplating of Cu-Sn Alloys andDokument81 SeitenElectroplating of Cu-Sn Alloys andcicerojoiasNoch keine Bewertungen
- Overall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsVon EverandOverall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsNoch keine Bewertungen
- Preparation of Zinc Alloy Die Castings For ElectroplatingDokument4 SeitenPreparation of Zinc Alloy Die Castings For ElectroplatingFrancisco BocanegraNoch keine Bewertungen
- Advances in Research on the Strength and Fracture of Materials: An OverviewVon EverandAdvances in Research on the Strength and Fracture of Materials: An OverviewD M R TaplinNoch keine Bewertungen
- Porous Anodic Metal OxidesDokument20 SeitenPorous Anodic Metal Oxidescargetoianu2357Noch keine Bewertungen
- Clays and Clay Minerals: Proceedings of the Fourteenth National Conference, Berkeley, CaliforniaVon EverandClays and Clay Minerals: Proceedings of the Fourteenth National Conference, Berkeley, CaliforniaS. W. BaileyNoch keine Bewertungen
- Test Cells For Plating PDFDokument7 SeitenTest Cells For Plating PDFR.SubramanianNoch keine Bewertungen
- Fracture of Metals: An Advanced TreatiseVon EverandFracture of Metals: An Advanced TreatiseH. LiebowitzNoch keine Bewertungen
- Zn-Fe-Al Phase Diagram Low TempDokument16 SeitenZn-Fe-Al Phase Diagram Low Tempbdavis33100% (1)
- Hull Cell Review PDFDokument4 SeitenHull Cell Review PDFR.SubramanianNoch keine Bewertungen
- Copper (Cu) Nanoparticles Properties ApplicationsDokument2 SeitenCopper (Cu) Nanoparticles Properties ApplicationswprongmaneeNoch keine Bewertungen
- Trivalent Passivation SystemsDokument2 SeitenTrivalent Passivation SystemskarthegreNoch keine Bewertungen
- SEMINAR REPORT - PXFGDFDokument28 SeitenSEMINAR REPORT - PXFGDFig200100% (3)
- Hull Cell ReviewDokument4 SeitenHull Cell ReviewR.SubramanianNoch keine Bewertungen
- Chrom I TingDokument11 SeitenChrom I TingAshish RawatNoch keine Bewertungen
- Aluminizing Nickel Foam by A Slurry Coating ProcessDokument3 SeitenAluminizing Nickel Foam by A Slurry Coating ProcessFatih BozkurtNoch keine Bewertungen
- Electroplating BlowersDokument6 SeitenElectroplating BlowersSanjeev KachharaNoch keine Bewertungen
- Modern Electroplating Fourth Edition Edited by M SDokument2 SeitenModern Electroplating Fourth Edition Edited by M Smiguelin91690% (1)
- Acid Zinc 2Dokument6 SeitenAcid Zinc 2Muhammad SaqibNoch keine Bewertungen
- Non-Ferrous Process Principles and Production Technologies: H.Y. SohnDokument1 SeiteNon-Ferrous Process Principles and Production Technologies: H.Y. SohnCarlosNoch keine Bewertungen
- Chemical Product and Company Identification: Material Safety Data SheetDokument6 SeitenChemical Product and Company Identification: Material Safety Data Sheetb4rfNoch keine Bewertungen
- Anodizing Standards and and Quality Control Tests Quality Control Tests of America's AutomakersDokument25 SeitenAnodizing Standards and and Quality Control Tests Quality Control Tests of America's AutomakersshrikantbagalNoch keine Bewertungen
- Etchant Selection Guide (SS Superalloy) 11-2015Dokument3 SeitenEtchant Selection Guide (SS Superalloy) 11-2015Malik Ansar HayatNoch keine Bewertungen
- 8.studies On Ultra High Solar Absorber Black Electroless Nickel Coatings On Aluminum Alloys For Space ApplicationDokument8 Seiten8.studies On Ultra High Solar Absorber Black Electroless Nickel Coatings On Aluminum Alloys For Space ApplicationFerRazzónNoch keine Bewertungen
- Surface EngineeringDokument12 SeitenSurface EngineeringĐình QuảngNoch keine Bewertungen
- Aluminum DopositionDokument6 SeitenAluminum DopositionImmi ShaikhNoch keine Bewertungen
- Buffoli Booklet - USA PhoscoatingDokument138 SeitenBuffoli Booklet - USA PhoscoatingMark GarrettNoch keine Bewertungen
- Etchant Composition Conc. Conditions Comments Kalling's No. 1Dokument1 SeiteEtchant Composition Conc. Conditions Comments Kalling's No. 1Nick LaveryNoch keine Bewertungen
- Basic Sheet and Coil Training Edit VersionDokument35 SeitenBasic Sheet and Coil Training Edit VersioncuongdcNoch keine Bewertungen
- Accepted Manuscript: 10.1016/j.surfcoat.2017.01.025Dokument47 SeitenAccepted Manuscript: 10.1016/j.surfcoat.2017.01.025Rosa VasquezNoch keine Bewertungen
- Bright Zinc PlatingDokument3 SeitenBright Zinc PlatingHacı OsmanNoch keine Bewertungen
- An Overview of Hard Chromium Plating Using Trivalent ChromiumDokument9 SeitenAn Overview of Hard Chromium Plating Using Trivalent ChromiumthuronNoch keine Bewertungen
- Zinc PlatingDokument3 SeitenZinc Platingjavier.garcia6281Noch keine Bewertungen
- Silicon Nitride - Synthesis, Properties and Application (2012)Dokument176 SeitenSilicon Nitride - Synthesis, Properties and Application (2012)Daud BabaNoch keine Bewertungen
- Investigation On Mechanical Properties of Aluminum (6065) With Copper by PM TechniqueDokument4 SeitenInvestigation On Mechanical Properties of Aluminum (6065) With Copper by PM TechniqueVinoth KumarNoch keine Bewertungen
- Determination of Sulfate ConcentrationDokument3 SeitenDetermination of Sulfate Concentrationm daneshpourNoch keine Bewertungen
- Coating and Deposition Processes - Chapter 29Dokument41 SeitenCoating and Deposition Processes - Chapter 29xharpreetxNoch keine Bewertungen
- NASA Plating PaperDokument142 SeitenNASA Plating PaperRussell ShacklefordNoch keine Bewertungen
- Al B Ti (Aluminum Boron Titanium)Dokument2 SeitenAl B Ti (Aluminum Boron Titanium)Kaan BulutNoch keine Bewertungen
- Anodising TitaniumDokument3 SeitenAnodising Titaniumandycapo123100% (1)
- Excercise Sheet Lecture 3Dokument30 SeitenExcercise Sheet Lecture 3Mohamed ZaitoonNoch keine Bewertungen
- Electropolishing WorkbookDokument16 SeitenElectropolishing WorkbookAhmet BozgeyikNoch keine Bewertungen
- Handbook of Inorganic Electrochromic Materials PDFDokument9 SeitenHandbook of Inorganic Electrochromic Materials PDFCiocan AlexandraNoch keine Bewertungen
- Platinum Group Metals and Compounds: Article No: A21 - 075Dokument72 SeitenPlatinum Group Metals and Compounds: Article No: A21 - 075firda haqiqiNoch keine Bewertungen
- New Concepts Non Cyanide Alkaline ZincDokument35 SeitenNew Concepts Non Cyanide Alkaline ZincJOSE ANGEL CARRASCO100% (1)
- Metallographic Printing MethodsDokument3 SeitenMetallographic Printing MethodsAnup Tigga100% (1)
- Metal Finishing NovDec2012Dokument60 SeitenMetal Finishing NovDec2012anacrisst100% (1)
- Chromate Conversion Coating and Alternatives As Corrosion-Resistant Treatments For Metal Parts v1Dokument17 SeitenChromate Conversion Coating and Alternatives As Corrosion-Resistant Treatments For Metal Parts v1Ivy LiNoch keine Bewertungen
- Hard Anodizing of Aluminum and Its AlloysDokument3 SeitenHard Anodizing of Aluminum and Its Alloysgray-watts-4023Noch keine Bewertungen
- Zinc PlatingDokument4 SeitenZinc Platingrohitpatil330% (1)
- Age Hardening Aluminium AlloyDokument31 SeitenAge Hardening Aluminium AlloyMhd. Didi Endah PranataNoch keine Bewertungen
- ASE 02 FundamentalDokument62 SeitenASE 02 FundamentalsriNoch keine Bewertungen
- Processing of Aerospace Materials - I Materials - I: 05 January 2015Dokument42 SeitenProcessing of Aerospace Materials - I Materials - I: 05 January 2015Avinash K. SauravNoch keine Bewertungen
- Enprep - 220EC Steel Cu Brass MSDS.Dokument5 SeitenEnprep - 220EC Steel Cu Brass MSDS.LựuLiềuLìNoch keine Bewertungen
- 07-Hull Cell R-10-14Dokument22 Seiten07-Hull Cell R-10-14Alejandro AvalosNoch keine Bewertungen
- Alumina (Al2O3) Electrical Insulators - Properties and Applications by Precision CeramicsDokument3 SeitenAlumina (Al2O3) Electrical Insulators - Properties and Applications by Precision CeramicsRing MasterNoch keine Bewertungen
- As 2678.2-2008 Zinc Sulfide Concentrates - Chemical Analysis Determination of Zinc - Ion-Exchange EDTA TitrimDokument8 SeitenAs 2678.2-2008 Zinc Sulfide Concentrates - Chemical Analysis Determination of Zinc - Ion-Exchange EDTA TitrimSAI Global - APACNoch keine Bewertungen
- Flux Cored Wires (Elga) PDFDokument15 SeitenFlux Cored Wires (Elga) PDFVladan TimotijevicNoch keine Bewertungen
- Chromium PlatingDokument66 SeitenChromium PlatingManikandan SudharsanNoch keine Bewertungen
- HKTDC 1X09XIKY enDokument8 SeitenHKTDC 1X09XIKY enCicero Gomes de SouzaNoch keine Bewertungen
- Report IT Phase One enDokument17 SeitenReport IT Phase One enCicero Gomes de SouzaNoch keine Bewertungen
- I-Fin Al GoldDokument2 SeitenI-Fin Al GoldCicero Gomes de SouzaNoch keine Bewertungen
- Investigation of The Mechanical, Corrosion Properties and Wear Behaviour of Electroless Ni-P Plated Mild SteelDokument5 SeitenInvestigation of The Mechanical, Corrosion Properties and Wear Behaviour of Electroless Ni-P Plated Mild SteelInternational Journal of Research in Engineering and TechnologyNoch keine Bewertungen
- IC Learning Series 2013 - Surface FinishingDokument44 SeitenIC Learning Series 2013 - Surface FinishingCicero Gomes de SouzaNoch keine Bewertungen
- Productrange JewelleryDokument38 SeitenProductrange JewellerycicerojoiasNoch keine Bewertungen
- Article 11 Super Hydrophobic ReviewDokument17 SeitenArticle 11 Super Hydrophobic ReviewshivanandkoriNoch keine Bewertungen
- Auroguard NP 12Dokument1 SeiteAuroguard NP 12Cicero Gomes de SouzaNoch keine Bewertungen
- Hist Phys 17Dokument17 SeitenHist Phys 17Cicero Gomes de SouzaNoch keine Bewertungen
- Asmhba0001261 Ouro Escova OtimoDokument5 SeitenAsmhba0001261 Ouro Escova OtimoCicero Gomes de SouzaNoch keine Bewertungen
- ASTM Volume 02.05, May 2013 Metallic and Inorganic Coatings Metal Powders and Metal Powder ProductsDokument5 SeitenASTM Volume 02.05, May 2013 Metallic and Inorganic Coatings Metal Powders and Metal Powder ProductsCicero Gomes de SouzaNoch keine Bewertungen
- BodyDokument153 SeitenBody임민섭Noch keine Bewertungen
- 2009 JanuaryDokument22 Seiten2009 JanuaryCicero Gomes de SouzaNoch keine Bewertungen
- Ashok Thesis FinalDokument78 SeitenAshok Thesis FinalCicero Gomes de SouzaNoch keine Bewertungen
- Gordon 2014 CF Lanr MitDokument19 SeitenGordon 2014 CF Lanr MitCicero Gomes de SouzaNoch keine Bewertungen
- Art:10 1007/BF03215469Dokument11 SeitenArt:10 1007/BF03215469Cicero Gomes de SouzaNoch keine Bewertungen
- Gold in Watchmaking: From Tower Clocks To Pocket WatchesDokument14 SeitenGold in Watchmaking: From Tower Clocks To Pocket WatchesCicero Gomes de SouzaNoch keine Bewertungen
- Safe Use of Nickel in The WorkplaceDokument124 SeitenSafe Use of Nickel in The WorkplaceAKSHEYMEHTANoch keine Bewertungen
- Bright Gold Electroplating Solutions: of of in of ofDokument6 SeitenBright Gold Electroplating Solutions: of of in of ofcicerojoiasNoch keine Bewertungen
- Gold Plating in The Electronics Industry: F. H. ReidDokument5 SeitenGold Plating in The Electronics Industry: F. H. ReidCicero Gomes de SouzaNoch keine Bewertungen
- Study On Scanning Micro-Arc Oxidation Technology Applied To 2024 Aluminum AlloyDokument6 SeitenStudy On Scanning Micro-Arc Oxidation Technology Applied To 2024 Aluminum AlloyCicero Gomes de SouzaNoch keine Bewertungen
- The Composition of Tea Infusions Examined Relation To The Association Between Mortality and Water HardnessDokument15 SeitenThe Composition of Tea Infusions Examined Relation To The Association Between Mortality and Water HardnessCicero Gomes de SouzaNoch keine Bewertungen
- Gordon 2014 CF Lanr MitDokument34 SeitenGordon 2014 CF Lanr MitCicero Gomes de SouzaNoch keine Bewertungen
- Electrodeposited Gold Composites: Particle-Hardened Gold For Enhanced Wear Resistance in Sliding Contact ApplicationsDokument4 SeitenElectrodeposited Gold Composites: Particle-Hardened Gold For Enhanced Wear Resistance in Sliding Contact ApplicationsCicero Gomes de SouzaNoch keine Bewertungen
- 1468-6996 7 5 A04 PDFDokument14 Seiten1468-6996 7 5 A04 PDFCicero Gomes de SouzaNoch keine Bewertungen
- 1477 3726 1 PB PDFDokument8 Seiten1477 3726 1 PB PDFCicero Gomes de SouzaNoch keine Bewertungen
- 2006reti PDFDokument116 Seiten2006reti PDFCicero Gomes de SouzaNoch keine Bewertungen
- 1753 PDFDokument6 Seiten1753 PDFCicero Gomes de SouzaNoch keine Bewertungen
- 1742-6596 431 1 012006 PDFDokument6 Seiten1742-6596 431 1 012006 PDFCicero Gomes de SouzaNoch keine Bewertungen
- Grade 8, Quarter 3Dokument39 SeitenGrade 8, Quarter 3Leisor Euqirdnam Oyacnub94% (16)
- CBSE Worksheets For Class 12 PhysicsDokument2 SeitenCBSE Worksheets For Class 12 Physicsshanugamer0042Noch keine Bewertungen
- LIST OF APPROVED PRODUCTS For Use in Public Water Supply in The United KingdomDokument78 SeitenLIST OF APPROVED PRODUCTS For Use in Public Water Supply in The United Kingdomgeza_szabo5001Noch keine Bewertungen
- CTET Question BankDokument347 SeitenCTET Question BankDMNoch keine Bewertungen
- Acid in GiDokument23 SeitenAcid in GiAsian Trans PowerNoch keine Bewertungen
- Sand Cone Set (T-061) ASTM D1556 - AASHTO T-191Dokument2 SeitenSand Cone Set (T-061) ASTM D1556 - AASHTO T-191Oth'is WatngarninyNoch keine Bewertungen
- Sarvatobhadra VatiDokument3 SeitenSarvatobhadra VatiHarshaNoch keine Bewertungen
- 03 - API Cements and AdditivesDokument15 Seiten03 - API Cements and AdditivesangelacanchonNoch keine Bewertungen
- Compression Deflection Hardness Chart: Shore OODokument1 SeiteCompression Deflection Hardness Chart: Shore OOAisya IbrahimNoch keine Bewertungen
- Solved Classied Past Papers Chapter 1 Rocks and Minerals and Their ExtractionDokument29 SeitenSolved Classied Past Papers Chapter 1 Rocks and Minerals and Their ExtractionWilliam IqbalNoch keine Bewertungen
- Estabilidad de Emulsiones PDFDokument94 SeitenEstabilidad de Emulsiones PDFfraniq2007Noch keine Bewertungen
- Ceweld Catalogue 8-4-2016 enDokument48 SeitenCeweld Catalogue 8-4-2016 enAzize AmrouneNoch keine Bewertungen
- Safety Data Sheet: 1. IdentificationDokument6 SeitenSafety Data Sheet: 1. IdentificationJessie O.BechaydaNoch keine Bewertungen
- Green Solvents PresDokument74 SeitenGreen Solvents PresTDSNoch keine Bewertungen
- June 2020 (R) MSDokument16 SeitenJune 2020 (R) MSmrasin92Noch keine Bewertungen
- Abacos y Tablas SHELLDokument19 SeitenAbacos y Tablas SHELLAndres TouzasNoch keine Bewertungen
- ENG MasterGlenium ACE 30 TdsDokument4 SeitenENG MasterGlenium ACE 30 TdsPrateek ModyNoch keine Bewertungen
- Rfi KosongDokument3 SeitenRfi KosongHandes Rony SaputraNoch keine Bewertungen
- 457 Plus: Physical DescriptionDokument2 Seiten457 Plus: Physical DescriptionZirve PolimerNoch keine Bewertungen
- Brosure Gridswitch MK 1.1Dokument1 SeiteBrosure Gridswitch MK 1.1Anwar regarNoch keine Bewertungen
- Oral RecitationDokument2 SeitenOral RecitationEarl Cris RiggsNoch keine Bewertungen
- TWI CSWIP 3.2 WIS 10 Senior Welding Inspection Destructive Tests Section 5Dokument39 SeitenTWI CSWIP 3.2 WIS 10 Senior Welding Inspection Destructive Tests Section 5JJNoch keine Bewertungen
- Oluseyi Presentation SoilmechanicsDokument186 SeitenOluseyi Presentation SoilmechanicsOluseyi AbegundeNoch keine Bewertungen
- Schunk Carbon Technology Carbon Slide Bearings enDokument11 SeitenSchunk Carbon Technology Carbon Slide Bearings enamr yosryNoch keine Bewertungen
- Sulphur Tank Paper Rev6 - BrimstoneDokument18 SeitenSulphur Tank Paper Rev6 - BrimstonevikramNoch keine Bewertungen
- US5198281 Towpreg FabricDokument20 SeitenUS5198281 Towpreg FabricyigitilgazNoch keine Bewertungen
- LO1. Kinetic Molecular Model of Solid and LiquidsDokument3 SeitenLO1. Kinetic Molecular Model of Solid and Liquidsrandolf wassigNoch keine Bewertungen
- Kera Awak Product CatalogueDokument22 SeitenKera Awak Product CatalogueAnis TaboubiNoch keine Bewertungen
- Sterner Infranor Polaris-12 Series Brochure 2006Dokument20 SeitenSterner Infranor Polaris-12 Series Brochure 2006Alan MastersNoch keine Bewertungen
- 1 s2.0 S0378377423000586 MainDokument11 Seiten1 s2.0 S0378377423000586 MainMiftakhaeriahNoch keine Bewertungen
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsVon EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNoch keine Bewertungen
- Analog Design and Simulation Using OrCAD Capture and PSpiceVon EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNoch keine Bewertungen
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureVon EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceVon EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceBewertung: 4 von 5 Sternen4/5 (19)
- Laws of UX: Using Psychology to Design Better Products & ServicesVon EverandLaws of UX: Using Psychology to Design Better Products & ServicesBewertung: 5 von 5 Sternen5/5 (9)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsVon EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNoch keine Bewertungen
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsVon EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsBewertung: 4 von 5 Sternen4/5 (2)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsVon EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsBewertung: 5 von 5 Sternen5/5 (1)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchVon EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchBewertung: 4 von 5 Sternen4/5 (10)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableVon EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNoch keine Bewertungen
- Practical Troubleshooting of Electrical Equipment and Control CircuitsVon EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsBewertung: 4 von 5 Sternen4/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesVon Everand507 Mechanical Movements: Mechanisms and DevicesBewertung: 4 von 5 Sternen4/5 (28)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tVon EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tBewertung: 4.5 von 5 Sternen4.5/5 (27)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersVon EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersBewertung: 4 von 5 Sternen4/5 (13)
- Understanding Automotive Electronics: An Engineering PerspectiveVon EverandUnderstanding Automotive Electronics: An Engineering PerspectiveBewertung: 3.5 von 5 Sternen3.5/5 (16)
- Design for How People Think: Using Brain Science to Build Better ProductsVon EverandDesign for How People Think: Using Brain Science to Build Better ProductsBewertung: 4 von 5 Sternen4/5 (8)
- Basic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesVon EverandBasic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesBewertung: 3 von 5 Sternen3/5 (1)